1
Изобретение относится к области электрохимической обработки металлов.
Известны способы электрохимического прошивания отверстий электродами-инструментами с отверстиями для подачи электролита в рабочий зазор. Однако ни один из известных способов не позволяет изготовлять отверстия, оси которых имеют вид плоских или пространственных линий с постоянной или переменной кривизной.
Целью изобретения является обеспечение возможности прошивания отверстий с осями в виде плоских или пространственных линий с постоянной или переменной кривизной. Это достигается тем, что обработку производят электродом-инструментом, сохраняюш,им пять степеней свободы и прижимаемым к дну обрабатываемого отверстия собственной силой тяжести, по направлению действия которой происходит максимальный съем металла, а обрабатываемую деталь поворачивают таким образом, чтобы вектор силы тяжести электрода-инструмента был параллелен касательной к оси обрабатываемого отверстия в течение всего времени обработки.
Способ иллюстрируется чертежом.
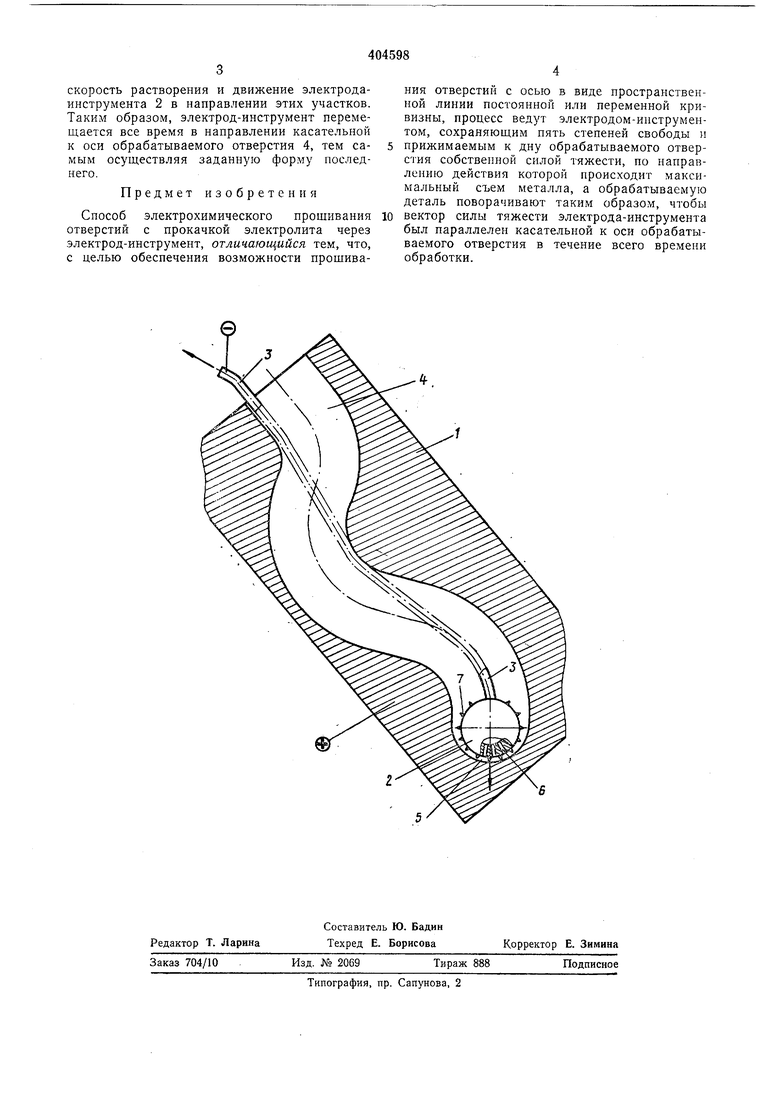
Деталь 1 подключена к положительному полюсу источника тока, а электрод-инструмент 2 с помощью гибкого шланга-токоподвода 3 - к отрицательному полюсу.
Между обрабатываемым отверстием 4 и электродом-инструментом 2 имеется рабочий зазор 5. Электрод-инструмент 2 снабжен отверстиями 6 и изоляторами 7. Электрод-инструмент 2 прижимается к дну обрабатываемого отверстия собственной силой тяжести, при этом изоляторы 7 упираются в дно отверстия 4 и определяют минимальную величину рабочего зазора 5. В месте
наименьшей величины рабочего зазора 5 создается наибольшая плотность технологического тока, в результате чего скорость растворения металла по направлению действия силы тяжести максимальная. По мере растворения металла происходит опускание электрода-инструмента 2 вдоль линии действия силы тяжести. В процессе обработки производят поворот обрабатываемой детали 1 в соответствии с заданной формой отверстия.
Деталь 1 поворачивают таким образом, чтобы вектор силы тяжести электрода-инструмента 2 был параллелен касательной к оси обрабатываемого отверстия 4 в течение всего времени обработки. При этом в процессе поворота в контакте с изоляторами 7 электрода-инструмента 2 последовательно оказываются различные участки обрабатываемого отверстия 4 и, следовательно, имеют место на этих участках наименьший рабочий зазор,
наибольшая плотность тока, максимальная
скорость растворения и движение электродаинструмента 2 в направлении этих участков. Таким образом, электрод-инструмент перемещается все время в направлении касательной к оси обрабатываемого отверстия 4, тем самым осуществляя заданную форму последнего.
Предмет изобретения
Способ электрохимического прошивания отверстий с прокачкой электролита через электрод-инструмент, отличающийся тем, что, с целью обеспечения возможности прошивания отверстий с осью в виде пространственной линии постоянной или переменной кривизны, процесс ведут электродом-инструментом, сохраняюш,им пять степеней свободы н прижимаемым к дну обрабатываемого отверстия собственной силой тяжести, по направлению действия которой происходит максимальный съем металла, а обрабатываемую деталь поворачивают таким образом, чтобы вектор силы тяжести электрода-инструмента был параллелен касательной к оси обрабатываемого отверстия в течение всего времени обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1968 |
|
SU222100A1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
| Инструмент-электрод для электрохимического полирования пространственно сложных поверхностей | 2018 |
|
RU2686508C1 |
| Устройство для электрохимического прошивания отверстий | 1980 |
|
SU884925A1 |
| Электрод-инструмент | 1971 |
|
SU477810A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
