Электрод-инструмент и способ электроабразивной обработки полузакрытой полости детали относятся к области машиностроения и могут быть использованы для чистовой избирательной электроабразивной обработки электродом-инструментом труднодоступных для его установки полузакрытых полостей с односторонним подводом электрода -инструмента через ограниченную по сечению горловину в детали с большим перепадом размеров горловины и периметра полости в детали.
Известен электрод-инструмент и способ чистовой электроабразивной обработки внутренней поверхности, открытой для доступа электрода-инструмента с обеих сторон, представленные в автореферате и диссертации Паничева Е.В. «Комбинированная чистовая обработка переходных участков металлокерамических покрытий с диэлектрическими гранулами» (стр. 12 автореферата), защищенной по специальности 05.02.07 в диссертационном Совете Д999.155.03 18 декабря 2020 года в Воронежском государственном техническом университете, где электрод-инструмент выполнен в форме тонкой металлической ленты с нанесенным на нее абразивным зерном, а для чистовой обработки использован способ электроабразивной размерной обработки с прижимом ленты к поверхности металлической детали с помощью прижимного элемента в форме герметичной камеры. При этом сила прижима инструмента к зоне обработки полости в детали обеспечивается давлением воздуха, подаваемым внутрь камеры, а способ осуществляют при перемещении камеры вместе с металлической лентой электрода-инструмента натяжными элементами, имеющими выход с обеих сторон гибкого электрода-инструмента.
Недостатками известного электрода-инструмента являются: ограничение возможности ввода электрода-инструмента в полость детали через одностороннюю узкую горловину из-за пониженного диапазона изменения периметра в сложенном и развернутом положении гибкого электрода- инструмента, отсутствие возможности обеспечить режимы электроабразивной обработки при переменном профиле обрабатываемого участка детали ввиду изменения геометрии зоны обработки, что делает неосуществимой электроабразивную обработку локальных участков полости с переменной геометрией.
Наиболее близким к предлагаемому электроду- инструменту является гибкий электрод-инструмент для электрохимической обработки каналов с изменяющимися по длине формами поперечных сечений и переменными периметрами по авторскому свидетельству 265334 «Электрод-инструмент для электрохимической обработки каналов». Авт. Смоленцев В.П и др.(Бюллетень изобретений №10,1970), в форме гибкой токопроводящей основы в виде цепи, звенья которой соединены со штангой гибкими токоподводами для подачи тока, и последовательного перемещения штангой электрода-инструмента, где звенья цепи соединены между собой через овальные отверстия, обеспечивающие при обработке внутренней полости канала детали электродом-инструментом с ограниченным изменением периметра полости за счет овальных отверстий. Прижим эластичной камерой выполняют под действием внутреннего давления воздуха в эластичную герметичную камеру через местные диэлектрические элементы на звеньях цепи в месте обработки участков полости детали с переменным периметром и с плавно изменяющимся контуром, что поддерживает стабильность процесса анодного растворения припуска за счет давления внутри герметичной камеры. Недостатком известного электрода-инструмента является ограничение возможности изменения переменного периметра полузакрытой полости обрабатываемой детали за счет овальных отверстий звеньев цепи, ограничение возможности одностороннего ввода электрода-инструмента со штангой внутрь полузакрытой полости обрабатываемой детали через узкую горловину, отсутствие возможности встречного перемещения электрода-инструмента в полузакрытой полости, необходимого для осуществления электроабразивного процесса обработки.
Наиболее близким к предлагаемому способу является способ электрохимической размерной обработки внутренней поверхности трубы (детали) по авторскому свидетельству 297699 «Способ электрохимической размерной обработки наружной и внутренней поверхностей труб». Авт. Смоленцев В.П. и др. (Бюллетень изобретений №10,1971)„ где при чистовой обработке внутренней поверхности с переменным по длине сечением внутренней поверхности полости трубы электрод-инструмент с токопроводящей основой в виде гибких катодных пластин в процессе чистовой обработки деформируют путем сжатия и растяжения по форме обрабатываемой поверхности полости трубы, а металлической штангой с гибкими токоподводами электрод-инструмент поступательно перемещают вдоль трубы с прижимом к зоне обработки за счет давления газа или жидкости внутри эластичной герметичной камеры.
К недостаткам известного способа относится отсутствие возможности возвратно -поступательного движения токопроводящей основы электрода-инструмента при давлении на нее эластичной герметичной камеры в направлении зоны обработки внутри полузакрытой полости детали при ограниченной возможности установки электрода-инструмента со штангой через узкую горловину, что в большинстве случаев исключает возможность стабильной электроабразивной чистовой обработки полузакрытой полости, особенно труднодоступных внутренних участков полузакрытой полости с переменным периметром при одностороннем вводе в полузакрытую полость детали электрода- инструмента, вызывает ограничение возможности плотного складывания токопроводящей основы электрода-инструмента при его введении со штангой через узкую горловину полузакрытой полости, не позволяет осуществить требуемую установку электрода-инструмента внутри полузакрытой полости детали относительно зоны обработки.
Предлагаемое изобретение направлено на осуществление чистовой обработки электроабразивным способом полузакрытой полости при возвратно-поступательном перемещении токопроводящей основы электрода-инструмента внутри полузакрытой полости с переменным периметром в детали, с узкой горловиной для ввода электрода-инструмента внутрь полузакрытой полости и вывода его после окончания процесса обработки. Это достигается тем, что токопроводящая основа электрода-инструмента имеет эластичную форму плетеной сетки из проволочных упругих элементов в виде поперечных и продольных витков спирали, а торец токопроводящей основы со стороны горловины полости соединен внутри полости с гибким токопроводящим натяжным элементом, имеющим диэлектрическое покрытие, при этом противолежащий торец токопроводящей основы соединен с внутренней поверхностью полости детали гибкой диэлектричесой тягой через упругий элемент и ползун из ферромагнитного сплава со стороны полости, противолежащий электромагниту на наружной поверхности детали
Способ электроабразивной обработки полузакрытой полости детали эластичным электродом-инструментом с токопроводящей основой, перемещаемой в зоне обработки гибкой диэлектрической тягой через упругий элемент относительно ползуна из ферромагнитного сплава с закреплением его положения электромагнитом, включающий использование эластичной герметичной камеры, обеспечивающий осуществление электроабразивной чистовой обработки полузакрытой полости детали, отличающийся тем, что перед началом обработки электромагнит устанавливают с наружной стороны детали, фиксируют электромагнитным полем его положение напротив места обработки детали, далее в свернутом сжатом виде токопроводящей основы вводят внутрь полузакрытой полости детали электрод-инструмент, присоединяют ползун из ферромагнитного сплава к стенке полузакрытой полости детали напротив электромагнита и регулируют длину гибкой диэлектрической тяги до достижения положения токопроводящей основы электрода-инструмента границы участка обработки со стороны закрепленного электромагнитом ползуна из ферромагнитного сплава, а электроабразивную обработку выполняют при поступательном силовом перемещении токопроводящей основы электрода-инструмента гибким токопроводящим натяжным элементом относительно ползуна из ферромагнитного сплава через гибкую диэлектрическую тягу на расстояние не более предельного увеличения длины упругого элемента под действием силы действия гибкого токопроводящего натяжного элемента, при этом обратное перемещение токопроводящей основы электрода-инструмента относительно ползуна происходит упругим элементом из крайнего растянутого положения путем снятия силы действия растяжения на гибкий токопроводящий натяжной элемент.
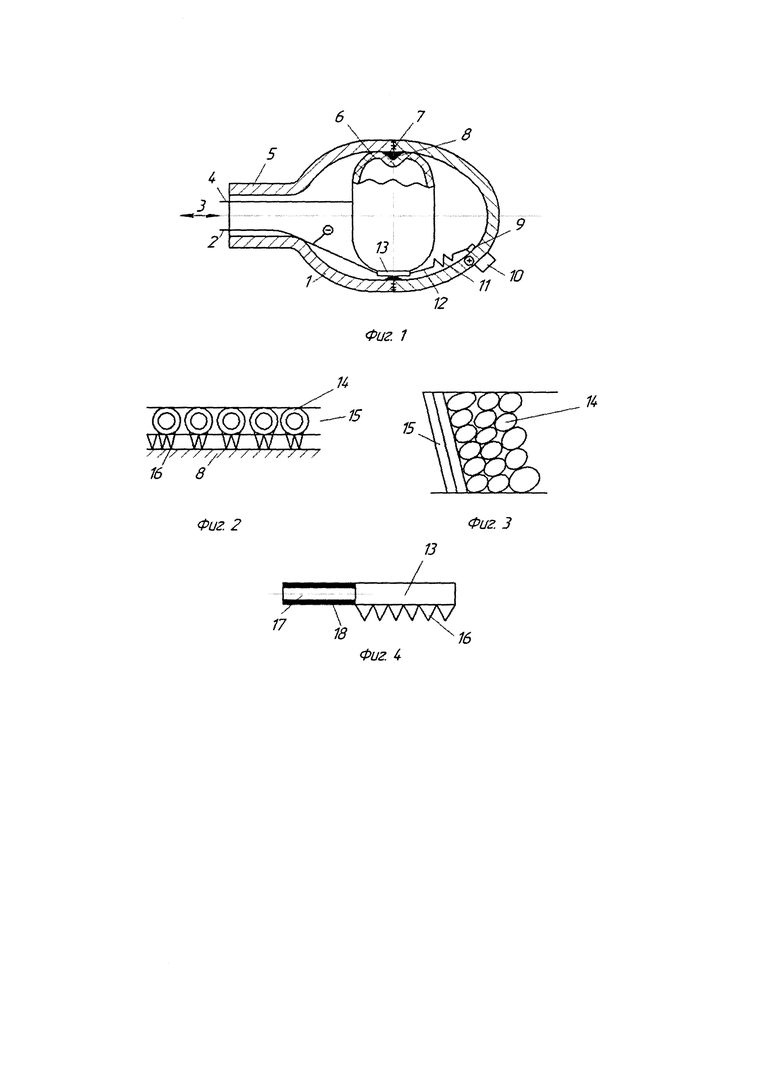
Устройство электрода-инструмента и сущность способа поясняются фиг. 1-4. На фиг. 1 приведена структура электрода-инструмента и схема осуществления способа, где 1 - токопроводящая деталь с полостью; 2 - гибкий токопроводящий натяжной элемент; 3 - направления возвратно-поступательного перемещения гибкой токопроводящей основы электрода-инструмента; 4 - шланг; 5 - горловина детали; 6-эластичная герметичная камера; 7 - сварочный шов;8 - валик с гратом в месте сварки;9-ползун из ферромагнитного сплава; 10 - электромагнит; 11 - упругий элемент; 12 - гибкая диэлектрическая тяга. На фиг. 2 приведена структура основы электрода-инструмента, где 8 - валик с гратом; 13 - токопроводящая основа электрода-инструмента; 14 - поперечные витки спирали проволочных элементов; 15 - продольные витки спирали проволочных элементов; 16 - диэлектрические абразивные зерна на проволочных элементах со стороны зоны обработки. На фиг. 3 показано положение продольных 15 и поперечных 14 витков спирали проволочных элементов в токопроводящей основе 13 электрода-инструмента. На фиг. 4 приведена структура гибкого токопроводящего натяжного элемента 2 относительно токопроводящей основы 13 с диэлектрическими абразивными зернами 16, где 17 - токоподвод в гибком токопроводящем натяжном элементе 2; 18 - диэлектрическое покрытие на токоподводе 17.
Электрод-инструмент для электроабразивной обработки полузакрытых полостей деталей, где обрабатываемая токопроводящая деталь 1 (фиг. 1) имеет внутреннюю полость с узкой горловиной 5. Внутри токопроводящей детали 1 установлен электрод-инструмент, включающий токопроводящую. основу 13 электрода-инструмента с нанесенным на ее рабочую поверхность диэлектрическими абразивными зернами 16, выполненную эластичной в форме токопроводящей сетки плетением из поперечных 14 (фиг. 2) и продольных 15 витков спирали проволочных элементов упругой металлической проволоки. На витки 14; 15 (фиг. 2) со стороны обрабатываемой поверхности валика с гратом 8 (фиг. 1;2) сварочного шва 7 нанесены диэлектрические абразивные зерна 16 (фиг 2), которые не допускают коротких замыканий между сварочным швом 7 и токопроводящей основой 13, при этом диэлектрические абразивные зерна 16 прижаты к валику с гратом 8 обрабатываемой детали 1 эластичной герметичной камерой 6 (фиг. 1), размещенной на токопроводящей основе 13 электрода-инструмента из витков 14; 15 спиралей проволоки (фиг. 3). Торец токопроводящей основы 13 (фиг. 1;4) со стороны узкой горловины 5 полузакрытой полости соединен с источником постоянного тока (на фиг. 4 не показан) токоподводом 17 в гибком токопроводящим натяжном элементе 2 (фиг. 1;4), имеющем диэлектрическое покрытие 18. Противолежащий торец токопроводящей основы 13 (фиг. 1) соединен с внутренней поверхностью полузакрытой полости детали 1 гибкой диэлектрической тягой 12, которая через упругий элемент 11 типа спиральной пружины, связана с ползуном 9 из ферромагнитного сплава с внутренней поверхностью детали 1 со стороны полузакрытой полости, имеющей форму зеркального отражения внутренней поверхности детали 1 со стороны, противолежащей горловине 5 и электромагниту 10 на наружной поверхности детали 1.
Способ электроабразивной обработки полузакрытых полостей деталей осуществляют следующим образом: перед началом обработки электромагнит 10 (фиг. 1) устанавливают на наружной стороне детали 1, противолежащей горловине 5 детали 1, фиксируют положение электромагнита 10 электромагнитным полем напротив места обработки полузакрытой полости детали 1, в свернутом сжатом виде вводят внутрь полузакрытой полости детали 1 электрод-инструмент, присоединяют ползун 9 из ферромагнитного сплава к стенке полузакрытой полости детали 1 напротив электромагнита 10, закрепляют его положение электромагнитным полем до удержания положения под действием силы натяжения гибкого токопроводящего натяжного элемента 2 в растянутом положении, регулируют за счет изменения длины диэлектрической тяги 12 положение токопроводящей основы 13 электрода-инструмента 1 по границе участка обработки со стороны ползуна 9 из ферромагнитного сплава. Далее устанавливают эластичную герметичную камеру 6 на поверхность токопроводящей основы 13, через шланг 4 подают сжатый газ, например воздух, до формирования в эластичной герметичной камере 6 давления на токопроводящую основу 13 до обеспечения полного соприкосновения диэлектрических абразивных зерен 16 (фиг. 2) с обрабатываемой поверхностью валика с гратом 8 в месте сварки сварочного шва 7 (фиг. 1). В полость детали 1 подают слабый электролит до заполнения полости и покрытия токопроводящей основы 13. Гибким токопроводящим натяжным элементом 2 придают токопроводящей основе 13 возвратно-поступательные перемещения 3 электрода-инструмента, Подают на токопроводящую деталь 1 (фиг. 4) положительный полюс тока, через токоподвод 17 в гибком токопроводящем натяжном элементе 2 подают ток (катод) на токопроводящей основу 13;измеряют силу технологического тока, поступающего на электроды, увеличивают давление внутри эластичной герметичной камеры 6 до достижения стабилизации значения тока и проводят чистовую обработку электроабразивным методом валика с гратом 8 в месте сварочного шва 7 в полузакрытой полости детали 1. Контроль операции можно проводить по силе технологического тока до его стабилизации или по времени обработки или визуально по состоянию валика с гратом 8.Далее ток выключают, давление в камере 6 снижают до образования зазоров между диэлектрическими абразивными зернами 16 (фиг. 2) и валиком с гратом 8,перемемещают электрод-инструмент на смежную часть зоны обработки и повторяют процесс до окончания чистовой обработки валика с гратом 8. Электроабразивную обработку выполняют при поступательном перемещении токопроводящей основы 13 электрода-инструмента с абразивными зернами 16 при действии силы растяжения натяжного элемента 2 относительно ползуна 9 из ферромагнитного сплава гибкой диэлектрической тягой 12 на расстояние не более предельного увеличения длины упругого элемента 11, при этом обратное перемещение токопроводящей основы 13 электрода-инструмента относительно ползуна 9 эластичной герметичной камере происходит упругим элементом 11 из крайнего растянутого положения путем снятия силы растяжения на натяжной элемент 2. После этого отключают технологический ток, снимают давление в эластичной герметичной камере 6, свертывают и сжимают токопроводящую основу 13 и через горловину 5 удаляют электрод-инструмент из полости детали 1.
Пример выполнения способа. В полузакрытой полости баллона для хранения сжатого газа под высоким давлением, например, кислорода после сварки требуется удалить валик с гратом и зачистить место сварки. Размер сечения отверстия в горловине 15 мм, полузакрытая полость детали имеет диаметр 240±2 мм, материал детали нержавеющая сталь, толщина стенки 5 мм. Размеры валика в месте сварки 0,8-1,2 мм, длина 100±1 мм. Амплитуда возвратно-поступательных перемещений токопроводящей основы электрода инструмента относительно валика с гратом 0,5-1,0 мм. Токопроводящая основа электрода-инструмента выполнена из бронзовой проволоки диаметром 0,3 мм в форме спирали с витком диаметром 0,8 мм с нанесенными и закрепленными на наружной поверхности электрода-инструмента гальваническим методом абразивными зернами со средним размером 0,8 мм из карбида кремния зеленого. Свертывают токопроводящую основу электрода-инструмента до размера сечения наружной поверхности менее 15 мм, вместе с эластичной герметичной камерой, ползуном из Ст3 и другими элементами электрода-инструмента вводят электрод-инструмент через горловину внутрь баллона, где размещают над сварочным швом в полузакрытой полости баллона. Закрепляют ползун в полузакрытой полости со стороны, противолежащий горловине, электромагнитом на наружной поверхности баллона. Регулируют положение токопроводящей основы электрода-инструмента по границе зоны обработки. В камеру подают давление сжатого воздуха и повышают его до 0,18 МПа, обеспечивающего закрепление положения токопроводящей основы электрода-инструмента внутри баллона напротив места обработки. В полузакрытую полость через горловину заливают 6% водный раствор нитрата натрия. Через гибкий токопроводящий натяжной элемент подают на электрод-инструмент и баллон напряжение 6 В. Измеряют силу тока и увеличивают давление сжатого воздуха в камеру до стабилизации величины тока, что соответствует прижатию абразивных зерен к валику в месте сварки баллона. Включают возвратно-поступательные перемещения токопроводящей основы инструмента вдоль оси баллона с частотой 60 Гц при амплитуде возвратно-поступательного перемещения токопроводящей основы электрода-инструмента относительно валика с гратом 0,5-1,0 мм. Процесс электроабразивной обработки происходил стабильно в течение всего времени чистовой обработки участка валика в месте сварки и составил около 1 минуты. Сварной валик был удален полностью. Качество обработки и поверхности отвечало требованиям чертежа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
| Устройство для торцового электроалмазного шлифования | 1983 |
|
SU1189613A1 |
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| Устройство для электрохимической правки | 1988 |
|
SU1516265A1 |
| Инструмент для электроабразивного шлифования | 1978 |
|
SU776836A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2333820C1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
Группа изобретений относится к электроду-инструменту и способу электроабразивной обработки внутренней поверхности полузакрытой полости детали. Электрод-инструмент содержит гибкую токопроводящую основу, гибкий токоподвод в виде токопроводящего натяжного элемента. Токопроводящая основа выполнена в виде эластичной плетеной сетки из проволочных упругих элементов в виде поперечных и продольных витков спирали с диэлектрическими абразивными зернами на проволочных элементах со стороны обработки. Торец токопроводящей основы со стороны горловины полости соединен с гибким токопроводящим натяжным элементом, имеющим диэлектрическое покрытие, а противолежащий торец токопроводящей основы выполнен с возможностью соединения с внутренней поверхностью полузакрытой полости детали гибкой диэлектрической тягой через упругий элемент и ползун из ферромагнитного сплава со стороны полузакрытой полости, противолежащей электромагниту на наружной поверхности детали. Обеспечивается осуществление чистовой обработки электроабразивным способом внутри полузакрытой полости с переменным периметром в детали с узкой горловиной для ввода электрода-инструмента внутрь полузакрытой полости и вывода его после окончания процесса обработки. 2 н.п. ф-лы, 4 ил., 1 пр.
1. Электрод-инструмент для электроабразивной обработки внутренней поверхности полузакрытой полости детали, содержащий гибкую токопроводящую основу, гибкий токоподвод в виде токопроводящего натяжного элемента, отличающийся тем, что токопроводящая основа выполнена в виде эластичной плетеной сетки из проволочных упругих элементов в виде поперечных и продольных витков спирали с диэлектрическими абразивными зернами на проволочных элементах со стороны обработки, при этом торец токопроводящей основы со стороны горловины полости соединен с гибким токопроводящим натяжным элементом, имеющим диэлектрическое покрытие, а противолежащий торец токопроводящей основы выполнен с возможностью соединения с внутренней поверхностью полузакрытой полости детали гибкой диэлектрической тягой через упругий элемент и ползун из ферромагнитного сплава со стороны полузакрытой полости, противолежащей электромагниту на наружной поверхности детали.
2. Способ электроабразивной обработки внутренней поверхности полузакрытой полости детали электродом-инструментом по п. 1, характеризующийся тем, что электрод-инструмент вводят в полузакрытую полость детали через горловину и осуществляют электроабразивную чистовую обработку внутренней поверхности полузакрытой полости детали при возвратно-поступательном перемещении токопроводящей основы электрода-инструмента внутри полузакрытой полости и при использовании устанавливаемой на поверхность токопроводящей основы эластичной герметичной камеры, в которой формируют давление, обеспечивающее полное соприкосновение диэлектрических абразивных зерен токопроводящей основы электрода-инструмента с обрабатываемой поверхностью, при этом перед началом обработки электромагнит устанавливают с наружной стороны детали и фиксируют электромагнитным полем его положение напротив участка обработки детали, далее в свернутом сжатом виде токопроводящую основу электрода-инструмента вводят внутрь полузакрытой полости детали, ползун из ферромагнитного сплава присоединяют к стенке полузакрытой полости детали напротив электромагнита и регулируют длину гибкой диэлектрической тяги до достижения положения токопроводящей основы электрода-инструмента границы участка обработки со стороны закрепленного электромагнитом ползуна из ферромагнитного сплава, причем электроабразивную обработку выполняют при поступательном силовом перемещении токопроводящей основы электрода-инструмента гибким токопроводящим натяжным элементом относительно ползуна из ферромагнитного сплава через гибкую диэлектрическую тягу на расстояние не более предельного увеличения длины упругого элемента под действием силы гибкого токопроводящего натяжного элемента, а обратное перемещение токопроводящей основы электрода-инструмента относительно ползуна из ферромагнитного сплава осуществляют упругим элементом из крайнего растянутого положения путем снятия силы растяжения на гибкий токопроводящий натяжной элемент.
| 0 |
|
SU265334A1 | |
| НТНО-ЩНИМЕГНАЯБ'^| | 0 |
|
SU297699A1 |
| Инструмент-электрод для электрохимического полирования пространственно сложных поверхностей | 2018 |
|
RU2686508C1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2552204C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ЭЛЕКТРООБРАБОТКИ | 1999 |
|
RU2166417C2 |
| Канатоведущий шкив | 1988 |
|
SU1640099A1 |
