Изобретение относится к устройствам для обработки металлических изделий, в частности, для соединения напрессовкой подшипникового узла с осью колесной пары железнодорожного вагона.
Известна установка для холодной напрессовки подшипникового узла железнодорожной колесной пары, в частности, деталей подшипников и лабиринтных колец, содержащая пространственную раму в виде вертикальных стоек и горизонтальных балок, механизм фиксации напрессовываемой детали, содержащий выдвижной подпружиненный стакан с фиксатором, привод перемещения детали с помощью силового гидроцилиндра, выдвижной упор с приводом его продольного перемещения, две пары захватов с приводами для вывешивания колесной пары соосно с механизмом фиксации напрессовываемой детали (RU 2155659, В61К 5/00, В23Р 19/027, 2000).
Недостаток данной установки заключается в том, что захваты подвержены износу из-за горизонтального смещения осей колесных пар в захватах в процессе напрессовки. При сборке установки соосность оси колесной пары, упора и силового гидроцилиндра обеспечивается соответствующим выставлением захватов. После подъема и фиксации колесной пары захватами, из-за случайности ее положения на рельсах при изношенных ребордах колес, положение поднятой колесной пары относительно механизма фиксации напрессовываемой детали и выдвижного упора зачастую оказывается несимметричным. В этом случае ось в процессе напрессовки прессовым усилием смещается по горизонтали, преодолевая трение в захватах, что и вызывает их износ. Соответственно, при возникновении износа лап захватов колесная пара после фиксации элементами упора и стакана уже не опирается на захваты, а оказывается в приподнятом над захватами положении, передавая всю весовую нагрузку элементам упора и силового гидроцилиндра, как пару поперечных сил. Это приводит к преждевременному износу и выходу из строя силовых гидроцилиндров.
Наиболее близкой к предложенным вариантам установки является известная установка холодной напрессовки подшипникового узла железнодорожной колесной пары, содержащая две вертикальные неподвижные стойки, соединенные попарно верхней и нижней горизонтальными стяжками шарнирно с подвижными вертикальными стойками, выдвижной подпружиненный упор с приводом его перемещения между подвижными вертикальными стойками, механизм фиксации напрессовываемых деталей, выполненный в виде установленного между вертикальными неподвижными стойками выдвижного стакана с приводом перемещения напрессовываемых деталей, содержащим первый силовой гидроцилиндр, установленный с возможностью поворота, второй силовой гидроцилиндр внутри первого силового гидроцилиндра, первый центр, жестко установленный на штоке второго силового гидроцилиндра, а также пружину с возможностью взаимодействия одного конца с поршнем, а второго конца - с торцом выдвижного стакана, второй центр в выдвижном подпружиненном упоре, соосный первому центру и опирающийся на пакет тарельчатых пружин, подъемно-поворотное устройство на нижних стяжках, включающее механизм поддержки колесной пары, содержащий разгрузочное устройство в виде пакетов тарельчатых пружин, а также механизмы подъема и поворота (RU 2261786, В23Р 19/027, В61К 5/00, 2005).
Данная известная установка имеет следующие недостатки:
1. Подъемно-поворотное устройство не обеспечивает горизонтальность оси колесной пары после напрессовки на один ее конец кассетного подшипника или буксы в сборе, имеющих значительный вес, вследствие чего становится проблематичным сохранение совмещения первого и второго центров с конусными отверстиями в торцах оси колесной пары.
2. Разгрузочное устройство механизма поддержки колесной пары в виде пакетов тарельчатых пружин выполняет свою функцию лишь в начале процесса приподнимания колесной пары конусными центрами при фиксации колесной пары между первым и вторым центрами, так как линейные перемещения тарельчатых пружин малы. По мере протекания процесса фиксации основная весовая нагрузка от колесной пары ложится на штоки гидроцилиндров в виде поперечной силы. Поскольку положение колесной пары в известной установке не контролируется, не обеспечивается ее горизонтальное положение при несимметричной весовой нагрузке на шейки осей.
3. Не обеспечивается доступ персонала к монтажному стакану для размещения на нем тяжелой подшипниковой буксы предназначенной к напрессовке.
4. При поступлении на установку колесной пары с износом реборд она может оказаться смещенной вдоль собственной оси относительно центра рельсового пути. Когда такая колесная пара приподнимается подъемно-поворотным устройством и фиксируется центрами, происходит ее смещение в центральное положение. При подвижке на подъемно-поворотное устройство действуют силы трения, воспринимаемые им, как поперечные силы, отрицательно сказывающиеся на ресурсе силовых пневмоприводов. Дополнительно при подвижке происходит истирание опорных трапеций и появляется возможность задиров на оси колесной пары;
5. Обычно напрессовке на шейки колесных пар подлежат три вида изделий: комплект из двух подшипниковых колец и лабиринтного кольца общим весом порядка 10 килограммов, или кассетный подшипник весом около 55 килограммов, или букса в сборе с кассетным подшипником весом более 100 килограммов. Если первый из перечисленных комплект не оказывает существенного влияния на горизонтальность оси колесной пары, то второе и особенно третье изделие, находясь на одном из концов оси, приводит к существенному смещению центра масс, опусканию одной и поднятию другой половины колесной пары, опирающейся на независимые пакеты тарельчатых пружин разгрузочного устройства. Таким образом, напрессовка на вторую половину колесной пары после ее поворота без привлечения дополнительных технических средств становится невозможной.
6. Охарактеризованные выше поперечные весовые нагрузки воспринимаются первым центром, жестко установленным на штоке гидроцилиндра, и передаются на другие элементы гидроцилиндра через уплотнительные детали, по которым перемещается шток и уплотнительные детали на поршне. Это, в дополнение к другим недостаткам, снижает ресурс работы уплотнений и увеличивает количество текущих ремонтов.
Задача, решаемая предлагаемым изобретением, заключается в повышении надежности и долговечности работы установки холодной напрессовки подшипниковых узлов железнодорожных колесных пар.
Техническим результатом, полученным при осуществлении изобретения, является обеспечение горизонтальности колесной пары при напрессовке.
Для достижения этого результата предложены два варианта установки холодной напрессовки.
В первом варианте предложена установка холодной напрессовки подшипникового узла железнодорожной колесной пары, содержащая две вертикальные неподвижные стойки, соединенные попарно верхней и нижней горизонтальными стяжками шарнирно с подвижными вертикальными стойками, выдвижной подпружиненный упор с приводом его перемещения между подвижными вертикальными стойками, механизм фиксации напрессовываемых деталей, выполненный в виде установленного между вертикальными неподвижными стойками выдвижного стакана с приводом перемещения напрессовываемых деталей, содержащим силовой гидроцилиндр, установленный с возможностью поворота, первый центр внутри выдвижного стакана и второй центр в выдвижном подпружиненном упоре, опирающийся на пакет тарельчатых пружин, подъемно-поворотное устройство на нижних стяжках, включающее механизм поддержки колесной пары, а также механизмы подъема и поворота, отличающаяся тем, что на верхних горизонтальных стяжках шарнирно установлены два устройства разгрузки и позиционирования положения колесной пары по высоте и обеспечения горизонтальности ее оси, выполненные в виде пневмоцилиндров, которые снабжены датчиками верхнего и нижнего допустимого положения поршня и на штоках которых подвешены челюстные захваты оси колесной пары с приводами смыкания-размыкания челюстей. Привод перемещения напрессовываемых деталей может быть выполнен в виде двух или более параллельно расположенных гидроцилиндров, штоки которых находятся в одной вертикальной плоскости и связаны между собой шарнирно посредством траверсы, причем траверса содержит жестко закрепленную между неподвижными вертикальными стойками сквозную трубу, являющуюся направляющей по внутренней поверхности для выдвижного стакана, на которую опирается наружная поверхность выдвижного стакана, первый центр шарнирно связан со штоком первого малого гидроцилиндра, являющегося приводом перемещения первого центра, выдвижной стакан выполнен в виде двух коаксиальных труб с наружными диаметрами, соответствующими двум значениям внутренних диаметров деталей, подлежащих напрессовке, и шарнирно связан со штоком второго малого гидроцилиндра, являющегося приводом перемещения выдвижного стакана. При этом для напрессовки деталей меньшего внутреннего диаметра внешняя труба стакана зафиксирована относительно трубы, закрепленной на траверсе, а для напрессовки деталей с большим внутренним диаметром внешняя труба стакана зафиксирована относительно внутренней трубы стакана.
Во втором варианте предложена установка холодной напрессовки подшипникового узла железнодорожной колесной пары, содержащая две вертикальные неподвижные стойки, соединенные попарно верхней и нижней горизонтальными стяжками шарнирно с подвижными вертикальными стойками, выдвижной подпружиненный упор с приводом его перемещения между подвижными вертикальными стойками, механизм фиксации напрессовываемых деталей, выполненный в виде установленного между вертикальными неподвижными стойками выдвижного стакана с приводом перемещения напрессовываемых деталей, содержащим силовой гидроцилиндр, установленный с возможностью поворота, первый центр внутри выдвижного стакана и второй центр в выдвижном подпружиненном упоре, опирающийся на пакет тарельчатых пружин, подъемно-поворотное устройство на нижних стяжках, включающее механизм поддержки колесной пары, а также механизмы подъема и поворота, отличающаяся тем, что подъемно-поворотное устройство содержит основание, поворотную плиту, опирающуюся на основание с помощью роликов, два пневмоцилиндра с датчиками верхнего и нижнего допустимого положения, опирающиеся на поворотную плиту, и ложемент с опорными призмами для оси колесной пары, опирающийся на пневмоцилиндры. Привод перемещения напрессовываемых деталей так же, как и в первом варианте, может быть выполнен в виде двух или более параллельно расположенных гидроцилиндров, штоки которых находятся в одной вертикальной плоскости и связаны между собой шарнирно посредством траверсы, причем траверса содержит жестко закрепленную между неподвижными вертикальными стойками сквозную трубу, являющуюся направляющей по внутренней поверхности для выдвижного стакана, на которую опирается наружная поверхность выдвижного стакана, первый центр шарнирно связан со штоком первого малого гидроцилиндра, являющегося приводом перемещения первого центра, выдвижной стакан выполнен в виде двух коаксиальных труб с наружными диаметрами, соответствующими двум значениям внутренних диаметров деталей, подлежащих напрессовке, и шарнирно связан со штоком второго малого гидроцилиндра, являющегося приводом перемещения выдвижного стакана. При этом для напрессовки деталей меньшего внутреннего диаметра внешняя труба стакана зафиксирована относительно трубы, закрепленной на траверсе, а для напрессовки деталей с большим внутренним диаметром внешняя труба стакана зафиксирована относительно внутренней трубы стакана.
Благодаря этим вариантам конструкции установки обеспечивается позиционирование по вертикали каждой половины колесной пары и автоматическое обеспечение требуемой ее горизонтальности при напрессовке и соосности с элементами фиксации напрессовываемых деталей независимо от веса напрессованного комплекта, что позволяет устранить повышенный износ уплотнений гидроцилиндра под действием поперечных сил.
Сущность изобретения иллюстрируется прилагаемыми фиг.1-9, на которых изображены варианты конкретного воплощения предлагаемой установки холодной напрессовки и ее узлов. На фиг.1 изображен общий вид первого варианта предлагаемой установки, на фиг.2-7 - узлы установки по этому варианту: на фиг.2 - подъемно-поворотное устройство, на фиг.3 - устройство подвески колесной пары, на фиг.4-7 - механизм фиксации напрессовываемых деталей с приводом его перемещения (общий вид, вид сбоку, вид сверху и отдельный узел). На фиг.8 изображен общий вид второго варианта предлагаемой установки, на фиг.9 - подъемно-поворотное устройство по этому варианту.
В соответствии с фиг.1 установка в первом варианте содержит две вертикальные неподвижные стойки 1, шарнирно соединенные с подвижными вертикальными стойками 2 с помощью верхних и нижних горизонтальных стяжек 3. Между неподвижными стойками 1 установлен механизм фиксации напрессовываемых деталей 4, содержащий первый центр, и привод перемещения напрессовываемых деталей 5 в виде двух гидроцилиндров 6. Между подвижными стойками 2 соосно первому центру установлен выдвижной упор 7 с приводом его перемещения, при этом в упоре соосно первому центру установлен второй центр 8, опирающийся на пакет тарельчатых пружин. На нижних стяжках установлено подъемно-поворотное устройство 9, на котором расположена колесная пара 10. На верхних горизонтальных стяжках смонтировано устройство 11 подвески колесной пары.
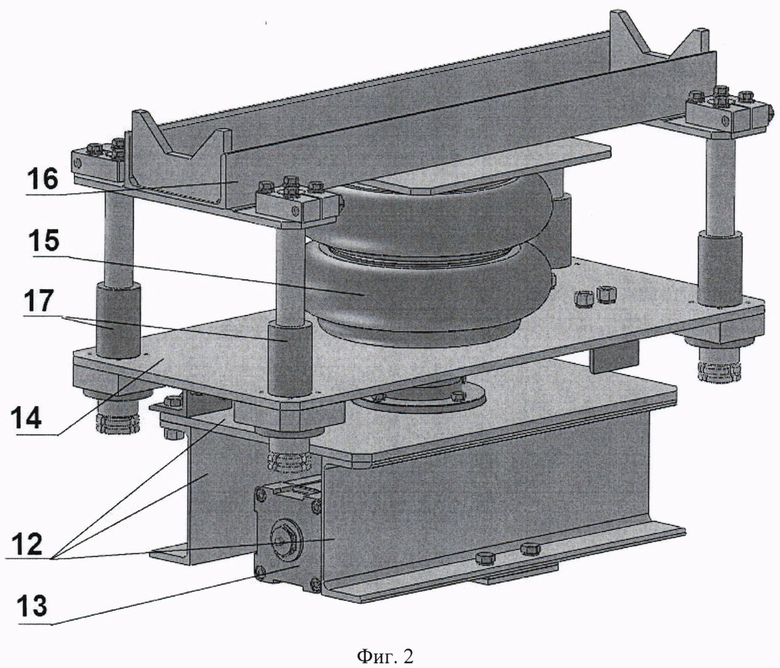
В соответствии с фиг.2 подъемно-поворотное устройство (поз.9 на фиг.1) содержит раму 12, на которой смонтированы поворотный пневмоцилиндр 13 с платформой 14, подъемным баллонным пневмоцилиндром 15 и ложементом 16. На платформе 14 установлены шариковые линейные направляющие 17, обеспечивающие плоскопараллельное перемещение ложемента 16 под воздействием баллонного пневмоцилиндра 15.
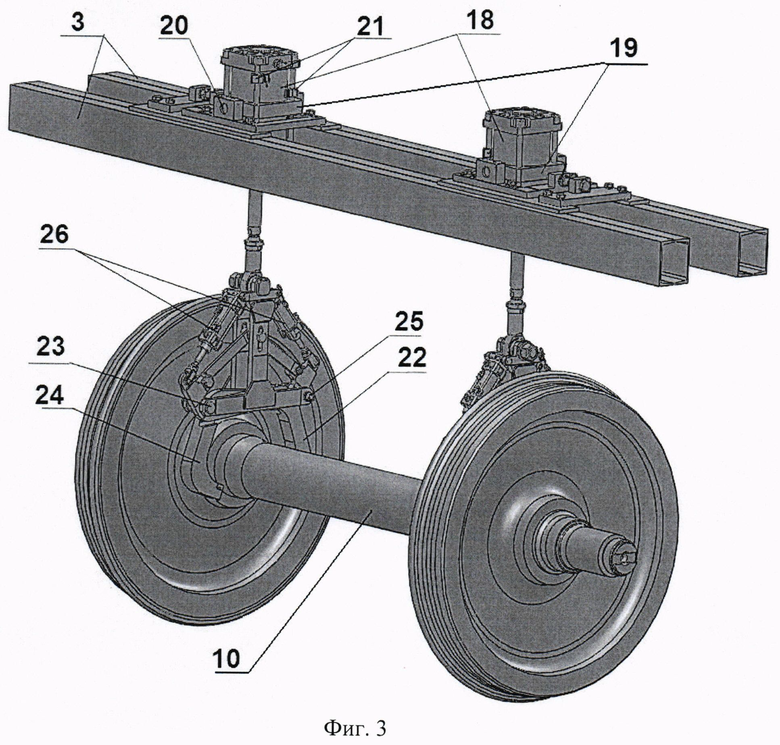
В соответствии с фиг.3 устройство подвески колесной пары (поз.11 на фиг.1) содержит два пневмоцилиндра 18, установленных на горизонтальных опорах, смонтированных на верхних стяжках 3, с помощью цапф 19. Последние имеют возможность вращения в шарнирах 20, обеспечивая движение оси колесной пары 10 наподобие маятника. Пневмоцилиндры имеют датчики положения 21 для ограничения верхнего и нижнего положения поршня и, соответственно, высоты поднятия колесной пары. К штокам пневмоцилиндров подвешены пневматические захваты, выполненные по грейферному типу, т.е. имеющие свойство смыкания челюстей под действием весовой нагрузки. Челюсть 22 с осью вращения 23 и челюсть 24 с осью вращения 25 образуют захват, управляемый с помощью пневмоцилиндров 26.
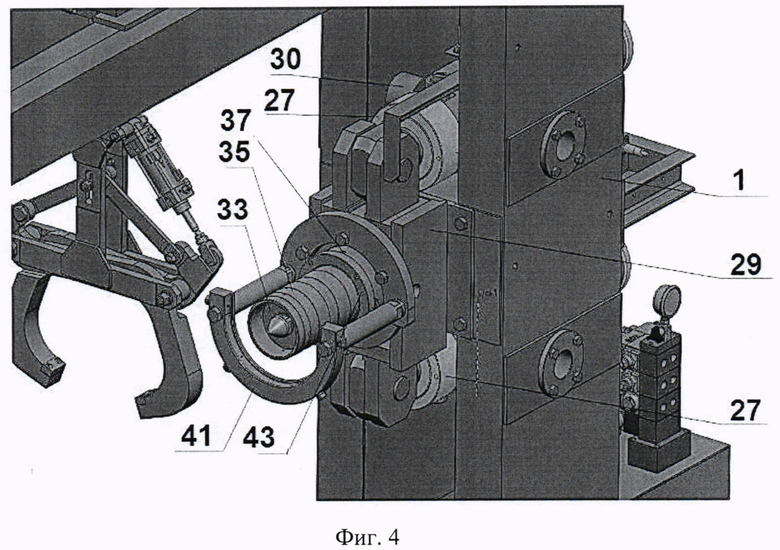
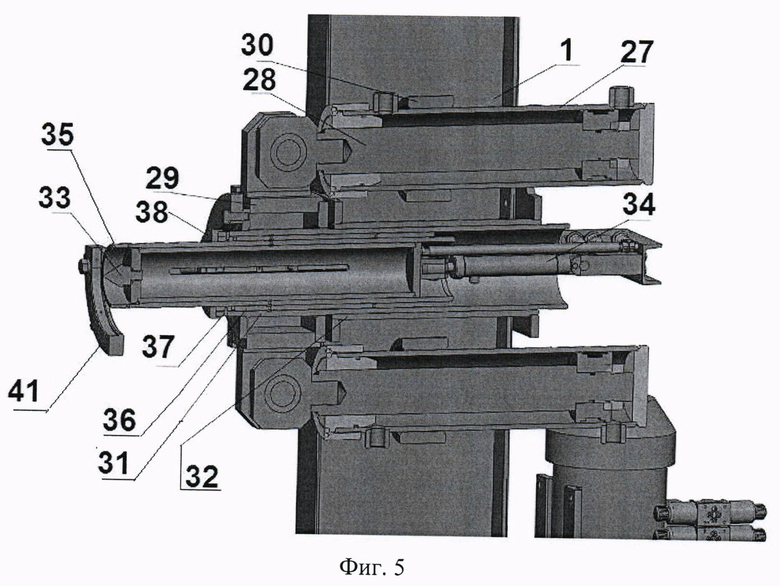
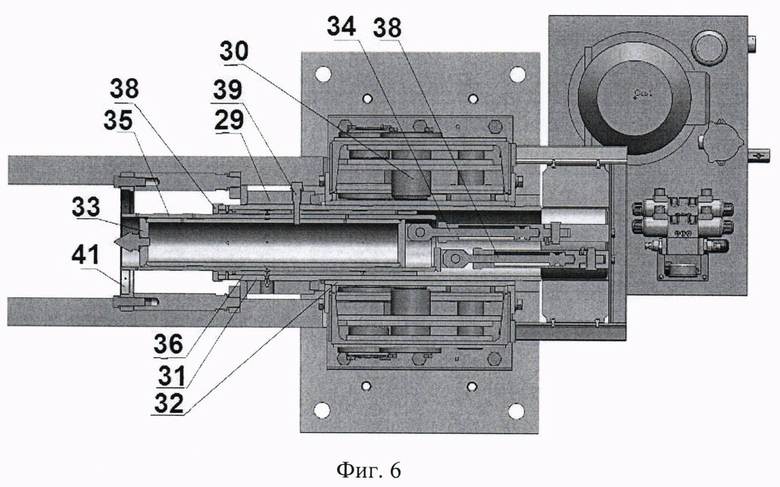
В соответствии с фиг.4-7 механизм фиксации напрессовываемых деталей содержит привод перемещения напрессовываемых деталей в виде двух параллельно расположенных гидроцилиндров 27, штоки 28 которых связаны между собой шарнирно посредством траверсы 29. Гидроцилиндры установлены с возможностью поворота между двумя вертикальными стойками 1 посредством цапф 30. Траверса 29 жестко связана с направляющей 31, выполненной в виде трубы, которая опирается на неподвижную направляющую 32, связанную с вертикальными стойками 1.
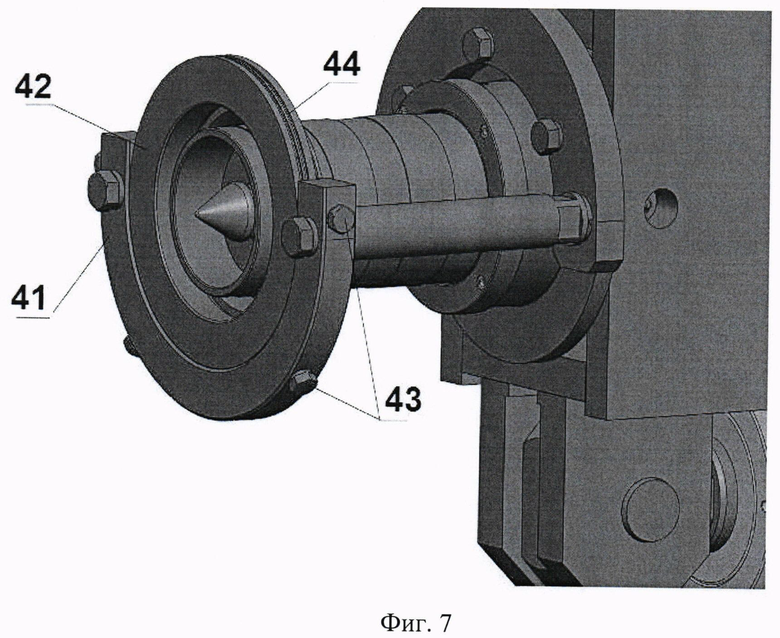
Направляющая 31 может совершать только возвратно-поступательное движение вдоль направляющей 32 и траверса 29, соответственно, может перемещаться вдоль оси направляющих, обеспечивая синхронность выдвижения штоков 28 гидроцилиндров, создавая прессовое усилие и его передачу на напрессовываемые детали. Внутри направляющей 31 смонтирован механизм фиксации напрессовываемых деталей и положения оси колесной пары при напрессовке. Механизм фиксации содержит центр 33, служащий для позиционирования оси колесной пары путем совмещения конусного отверстия в торце оси колесной пары с конусом центра благодаря продольной силе, создаваемой гидроцилиндром 34, шарнирно соединенным с центром 33 и вертикальной стойкой 1. Соосно центру 33 установлены стаканы 35 и 36, выполненные в виде труб с внешними диаметрами, соответствующими внутренним диаметрам деталей, подлежащий напрессовке (для колесных пар, эксплуатируемых в Российской Федерации, они составляют 130 мм и 150 мм.). Стаканы предназначены для размещения на них деталей подшипников, кассетных подшипников и букс с кассетными подшипниками перед их напрессовкой. При необходимости напрессовки деталей с внутренним диаметром 130 мм стакан 36 фиксируется относительно направляющей 31 винтами 37, и перед торцами стакана 36 и направляющей 31 устанавливается кольцо 38 для увеличения площади их контакта с напрессовываемой деталью, а при необходимости напрессовки деталей с диаметром 150 мм передний торец стакана 36 совмещается с передним торцом стакана 35 и винтами 37 фиксируется относительно стакана 35 через имеющиеся в нем отверстия. Стакан 36 имеет собственный силовой привод в виде гидроцилиндра 39, обеспечивающего прижим стакана к торцу оси колесной пары. Таким образом, в первом варианте применения стакан 35 скользит при выдвижении относительно внутренней поверхности стакана 36, а во втором - стаканы 35 и 36 вместе двигаются относительно внутренней поверхности направляющей 31. Стаканы 35, 36 и направляющая 31 имеют совпадающие продольные прорези, которые благодаря пальцу 40 предотвращают вращение этих деталей вокруг продольной оси. В комплект деталей, подлежащих напрессовке, обычно входят лабиринтные кольца, имеющие внутренний диаметр, превышающий внешние диаметры стаканов. Для фиксации нужного положения лабиринтного кольца относительно стаканов перед его напрессовкой механизм содержит U-образный ложемент 41, имеющий внутренний радиус, совпадающий с внешним радиусом лабиринтного кольца 42 и содержащий подпружиненные шариковые держатели 43, упирающиеся во внешние канавки 44, предотвращая выпадение лабиринтного кольца при движении траверсы, и выходящие при незначительном усилии из зацепления в начале обратного движения после завершения напрессовки.
Установка, изображенная на фиг.1-7, работает следующим образом. До поступления колесной пары на позицию установки на стакан 35 или 36 надеваются детали, предназначенные к напрессовке. Колесная пара 10 поступает по рельсам и приподнимается подъемно-поворотным устройством 9 на высоту, обеспечивающую свободное прохождение реборд колес над рельсами. В это время челюсти 22 устройств подвески раскрыты и удерживаются в этом положении давлением воздуха пневмоцилиндров 26, а поршни цилиндров 18 (подъема-опускания) находятся в верхнем положении. Затем поршни цилиндров 18 опускаются в нижнее положение, и челюсти 22 смыкаются под осью колесной пары. Далее подается давление воздуха в цилиндры 18, и колесная пара 10 поднимается до высоты срабатывания верхних датчиков положения, обеспечивающих нужное положение оси колесной пары для проведения механического позиционирования оси посредством совмещения конусов центров 8 и 33 с конусными отверстиями оси колесной пары, предназначенными для ее фиксации при токарной обработке. На стакан 35 или 36 надевают детали, предназначенные к напрессовке (детали подшипников, или кассетный подшипник, или букса). Гидроцилиндр 34 выдвигает центр 33 до упора в конусное отверстие оси колесной пары. Гидроцилиндр 39 выдвигает стакан 35 или стаканы 35 и 36 совместно до упора в торец оси, при этом противоположный конец оси жестко опирается на упор 7. Включаются гидроцилиндры 27 привода перемещения напрессовываемых деталей, в результате чего траверса 29 перемещается по направляющим 31 и 32, перемещая и напрессовывая детали на посадочные места оси колесной пары. После завершения процесса напрессовки подвижные детали механизма фиксации и привода перемещения возвращаются в исходное положение, колесную пару с помощью устройств подвески 11 опускают на подъемно-поворотное устройство 9, челюсти 22 разжимаются, и устройства подвески 11 поднимаются вверх, освобождая пространство для осуществления поворота колесной пары подъемно-поворотным устройством 9. Далее осуществляется поворот колесной пары на угол примерно 90°, в результате чего освобождается пространство для осуществления операций по размещению на стакане 35 или 36 деталей, предназначенных для напрессовки на второй конец оси. Возможность поворота колесной пары на угол 90° обеспечивается датчиком положения, дополнительно устанавливаемым на приводе поворота. Затем колесную пару поворачивают еще на 90° до достижения соосности стакана 35 или 36 и установленных на нем деталей со свободным концом оси колесной пары. После этого повторяют операции по захвату и подъему, совмещению центров, напрессовке, опусканию колесной пары на подъемно-поворотное устройство и далее на рельсы.
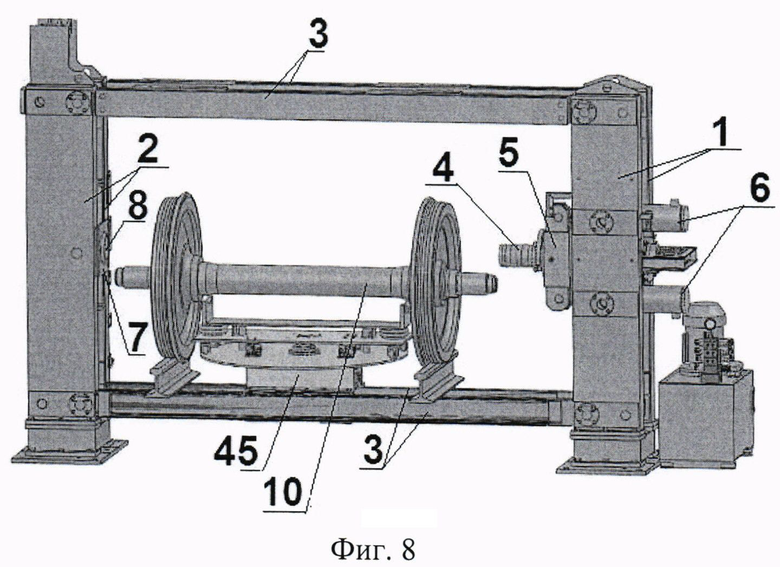
В соответствии с фиг.8 установка во втором варианте так же, как и в первом, содержит две вертикальные неподвижные стойки 1, шарнирно соединенные с подвижными вертикальными стойками 2 с помощью верхних и нижних горизонтальных стяжек 3. Между неподвижными стойками 1 установлен механизм фиксации напрессовываемых деталей 4, содержащий первый центр, и привод перемещения напрессовываемых деталей 5 в виде двух гидроцилиндров 6. Между подвижными стойками 2 соосно первому центру установлен выдвижной упор 7 с приводом его перемещения, при этом в упоре соосно первому центру установлен второй центр 8, опирающийся на пакет тарельчатых пружин. На нижних стяжках установлено подъемно-поворотное устройство 45, на котором расположена колесная пара 10.
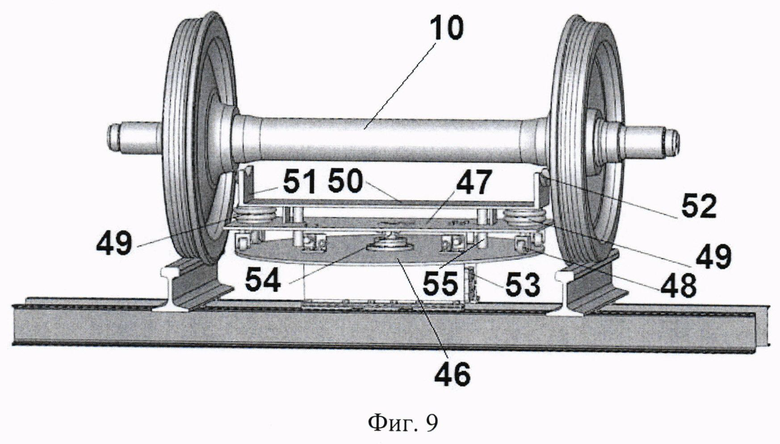
В этом варианте установки механизм фиксации и перемещения напрессовываемых деталей имеет ту же конструкцию, что и в первом варианте (фиг.4-7). Подъемно-поворотное устройство (поз.45 на фиг.8) в соответствии с фиг.9 содержит основание 46, поворотную плиту 47, опирающуюся на основание с помощью роликов 48, два баллонных пневмоцилиндра 49 с датчиками верхнего и нижнего допустимого положения, опирающиеся на поворотную плиту 47, и опирающийся на пневмоцилиндры 49 ложемент 50 с опорными призмами 51 для оси колесной пары. Опорные призмы 51 содержат боковые наплывы 52 со скосами для самоустановки призм в условиях смещения колесной пары относительно центра рельсового пути при изношенных ребордах колес. Поворотная плита 47 получает вращающий момент от поворотного пневмоцилиндра 53 через вал 54. Баллонные цилиндры 49 не обладают высокой поперечной жесткостью и защищены от действия инерционных сил цилиндрами 55, закрепленными на нижней поверхности ложемента 50 и проходящими сквозь удлиненные вырезы в плите 47. Каждый баллонный цилиндр 49 имеет собственную систему регулировки высоты подъема, состоящую из датчика допустимого верхнего положения ложемента 50, датчика допустимого положения опускания ложемента под действием дополнительной весовой нагрузки; возможна также установка датчика нижнего положения ложемента при отсутствии давления воздуха в цилиндре.
Установка в данном варианте выполнения работает аналогично первому варианту с тем отличием, что иным образом работает использованное в этом варианте подъемно-поворотное устройство. До поступления колесной пары на позицию установки на стакан 35 или 36 надевают детали, предназначенные к напрессовке. Колесная пара 10 поступает по рельсам и устанавливается на ложемент 50 подъемно-поворотного устройства 45. С помощью баллонных пневмоцилиндров 49 колесная пара 10 поднимается до высоты срабатывания верхних датчиков положения, обеспечивающих нужное положение оси колесной пары для проведения механического позиционирования оси посредством совмещения конусов центров 8 и 33 с конусными отверстиями оси колесной пары, предназначенными для ее фиксации при токарной обработке. Фиксацию колесной пары и напрессовку деталей производят аналогично тому, как эти операции выполняются в первом варианте установки. По окончании напрессовки подвижные детали механизма фиксации и привода перемещения возвращаются в исходное положение, поворотную плиту 47 вместе с колесной парой с помощью поворотного пневмоцилиндра 53 поворачивают на угол примерно 90°, в результате чего освобождается пространство для осуществления операций по размещению на стакане 35 или 36 деталей, предназначенных для напрессовки на второй конец оси. Затем колесную пару поворачивают еще на 90° до достижения соосности стакана 35 или 36 с установленными на нем деталями и свободного конца оси колесной пары. После этого повторяют операции по совмещению центров и напрессовке, а затем поворотную плиту 47 вместе с колесной парой опускают с помощью баллонных пневмоцилиндров 49 до установки колесной пары на рельсы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2526349C1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ ПОДШИПНИКОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2014 |
|
RU2583230C1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2004 |
|
RU2261786C1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ НАПРЕССОВКИ ПОДШИПНИКОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2014 |
|
RU2577879C1 |
| УСТАНОВКА ДЛЯ СБОРКИ ХОЛОДНОЙ НАПРЕССОВКОЙ УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 1999 |
|
RU2155659C1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2002 |
|
RU2231434C1 |
| ПРЕСС ДЛЯ СБОРКИ ИЛИ РАЗБОРКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР МЕТОДОМ НАПРЕССОВКИ ИЛИ РАСПРЕССОВКИ (ВАРИАНТЫ) | 2008 |
|
RU2385793C1 |
| УСТАНОВКА ДЛЯ РАЗБОРКИ КОЛЕСНО-МОТОРНОГО БЛОКА ЛОКОМОТИВА (ВАРИАНТЫ) | 2009 |
|
RU2404040C1 |
| КРАНОМАНИПУЛЯТОРНАЯ УСТАНОВКА | 1999 |
|
RU2167803C2 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
Группа изобретений относится к установкам для соединения подшипникового узла с осью колесной пары железнодорожного вагона методом напрессовки. Установка содержит две вертикальные неподвижные стойки, попарно шарнирно соединенные с подвижными вертикальными стойками. Между вертикальными неподвижными стойками установлен выдвижной стакан с первым центром и приводом перемещения напрессовываемых деталей. Между подвижными вертикальными стойками установлен выдвижной подпружиненный упор, опирающийся на пакет тарельчатых пружин, со вторым центром. На нижних стяжках расположено подъемно-поворотное устройство с механизмами поддержки колесной пары, подъема и поворота. В первом варианте установка содержит шарнирно установленные устройства разгрузки и позиционирования положения колесной пары по высоте. Во втором варианте подъемно-поворотное устройство установки содержит поворотную плиту, опирающуюся на основание с помощью роликов, два пневмоцилиндра с датчиками верхнего и нижнего допустимого положения и ложемент с опорными призмами для оси колесной пары. Обеспечивается горизонтальность колесной пары при напрессовке. 2 н. и 6 з.п. ф-лы. 9 ил.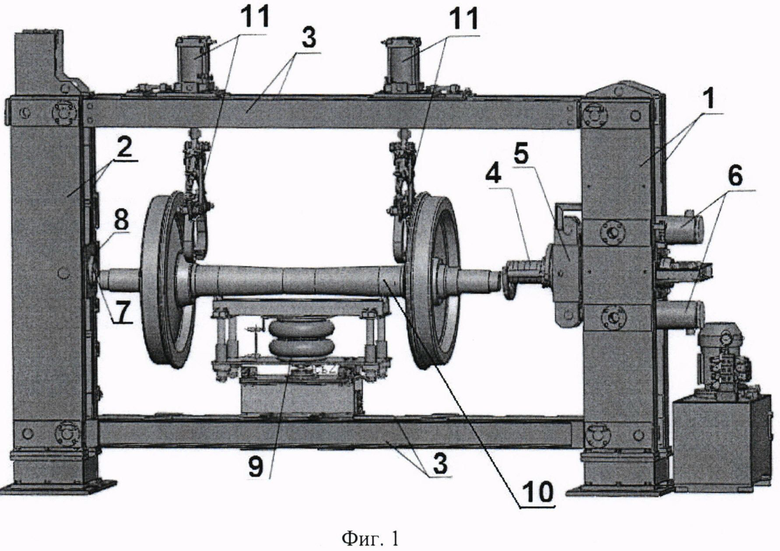
1. Установка для холодной напрессовки подшипникового узла железнодорожной колесной пары, содержащая две вертикальные неподвижные стойки, соединенные попарно верхней и нижней горизонтальными стяжками шарнирно с подвижными вертикальными стойками, выдвижной подпружиненный упор с приводом его перемещения между подвижными вертикальными стойками, механизм фиксации напрессовываемых деталей, выполненный в виде установленного между вертикальными неподвижными стойками выдвижного стакана с приводом перемещения напрессовываемых деталей, содержащим силовой гидроцилиндр, установленный с возможностью поворота, первый центр внутри выдвижного стакана и второй центр в выдвижном подпружиненном упоре, опирающийся на пакет тарельчатых пружин, подъемно-поворотное устройство на нижних стяжках, включающее механизм поддержки колесной пары, а также механизмы подъема и поворота, отличающаяся тем, что на верхних горизонтальных стяжках шарнирно установлены два устройства разгрузки и позиционирования положения колесной пары по высоте и обеспечения горизонтальности ее оси, выполненные в виде пневмоцилиндров, которые снабжены датчиками верхнего и нижнего допустимого положения поршня и на штоках которых подвешены челюстные захваты оси колесной пары с приводами смыкания-размыкания челюстей.
2. Установка по п.1, отличающаяся тем, что привод перемещения напрессовываемых деталей выполнен в виде двух или более параллельно расположенных силовых гидроцилиндров, штоки которых находятся в одной вертикальной плоскости и связаны между собой шарнирно посредством траверсы, причем траверса содержит жестко закрепленную между неподвижными вертикальными стойками сквозную трубу, являющуюся направляющей по внутренней поверхности для выдвижного стакана, на которую опирается наружная поверхность выдвижного стакана, а первый центр шарнирно связан со штоком первого малого гидроцилиндра, являющегося приводом перемещения первого центра, при этом выдвижной стакан выполнен в виде двух коаксиальных труб с наружными диаметрами, соответствующими двум значениям внутренних диаметров деталей, подлежащих напрессовке, и шарнирно связан со штоком второго малого гидроцилиндра, являющегося приводом перемещения выдвижного стакана.
3. Установка по п.2, отличающаяся тем, что для напрессовки деталей меньшего внутреннего диаметра внешняя труба стакана зафиксирована относительно трубы, закрепленной на траверсе.
4. Установка по п.2, отличающаяся тем, что для напрессовки деталей с большим внутренним диаметром внешняя труба стакана зафиксирована относительно внутренней трубы стакана.
5. Установка для холодной напрессовки подшипникового узла железнодорожной колесной пары, содержащая две вертикальные неподвижные стойки, соединенные попарно верхней и нижней горизонтальными стяжками шарнирно с подвижными вертикальными стойками, выдвижной подпружиненный упор с приводом его перемещения между подвижными вертикальными стойками, механизм фиксации напрессовываемых деталей, выполненный в виде установленного между вертикальными неподвижными стойками выдвижного стакана с приводом перемещения напрессовываемых деталей, содержащим силовой гидроцилиндр, установленный с возможностью поворота, первый центр внутри выдвижного стакана и второй центр в выдвижном подпружиненном упоре, опирающийся на пакет тарельчатых пружин, подъемно-поворотное устройство на нижних стяжках, включающее механизм поддержки колесной пары, а также механизмы подъема и поворота, отличающаяся тем, что подъемно-поворотное устройство содержит основание, поворотную плиту, опирающуюся на основание с помощью роликов, два пневмоцилиндра с датчиками верхнего и нижнего допустимого положения, опирающиеся на поворотную плиту, и ложемент с опорными призмами для оси колесной пары, опирающийся на пневмоцилиндры.
6. Установка по п.5, отличающаяся тем, что привод перемещения напрессовываемых деталей выполнен в виде двух или более параллельно расположенных силовых гидроцилиндров, штоки которых находятся в одной вертикальной плоскости и связаны между собой шарнирно посредством траверсы, причем траверса содержит жестко закрепленную между неподвижными вертикальными стойками сквозную трубу, являющуюся направляющей по внутренней поверхности для выдвижного стакана, на которую опирается наружная поверхность выдвижного стакана, а первый центр шарнирно связан со штоком первого малого гидроцилиндра, являющегося приводом перемещения первого центра, при этом выдвижной стакан выполнен в виде двух коаксиальных труб с наружными диаметрами, соответствующими двум значениям внутренних диаметров деталей, подлежащих напрессовке, и шарнирно связан со штоком второго малого гидроцилиндра, являющегося приводом перемещения выдвижного стакана.
7. Установка по п.6, отличающаяся тем, что для напрессовки деталей меньшего внутреннего диаметра внешняя труба стакана зафиксирована относительно трубы, закрепленной на траверсе.
8. Установка по п.6, отличающаяся тем, что для напрессовки деталей с большим внутренним диаметром внешняя труба стакана зафиксирована относительно внутренней трубы стакана.
| УСТАНОВКА ДЛЯ СБОРКИ ХОЛОДНОЙ НАПРЕССОВКОЙ УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 1999 |
|
RU2155659C1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2004 |
|
RU2261786C1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2002 |
|
RU2231434C1 |
| Щипцы для заклепывания зубных крампонов | 1927 |
|
SU28998A1 |
| Устройство для включения фотоэлемента | 1935 |
|
SU44956A1 |

