Изобретение относится к области машиностроения, в частности к оборудованию для облегчения сборки металлических узлов, например для установки на ось колесной пары (КП) железнодорожного вагона втулок или колец подшипников.
Известны различные конструкции установок для напрессовки различных втулок и колец на оси. Например, устройство для осуществления способа формирования колесных пар подвижного состава (см. а.с. СССР №1344568, МПК7 В 23 Р 19/02, опубл. 15.10.1987), содержащее корпус, механизм фиксации напрессовываемой детали, выполненный в виде выдвижного подпружиненного стакана, привод ее перемещения в виде гидроцилиндра, два кронштейна, механизм центрирования оси колесной пары в виде установленных в опорных втулках центрирующих штоков с толкателями на концах.
С помощью такой установки можно напрессовывать в холодном виде узлы железнодорожных колесных пар. Однако применение такой установки из-за ее конструктивных особенностей ведет к большим затратам по времени и, соответственно, к увеличению себестоимости работ.
Наиболее близким решением к заявляемому по совокупности существенных признаков и достигаемому техническому результату от использования является конструкция установки для сборки холодной напрессовкой узла железнодорожной колесной пары по патенту РФ №2155659, В 61 К 5/00, В 23 Р 19/027, опубл. 09.10.2000.
Согласно этому изобретению установка содержит корпус в виде пространственной рамы из вертикальных стоек и горизонтальных балок, механизм фиксации напрессовываемой детали в виде выдвижного подпружиненного стакана с фиксатором, привод ее перемещения в виде гидроцилиндра, выдвижной упор с приводом его продольного перемещения, две пары захватов с приводами для вывешивания колесной пары соосно с механизмом фиксации напрессовываемой детали.
Однако известная установка не позволяет обеспечить необходимую соосность колесной пары с механизмом фиксации напрессовываемой детали.
Задачей, на решение которой направлено изобретение, является создание установки холодной напрессовки, обеспечивающей требуемую соосность колесной пары и механизмов фиксации напрессовываемой детали во время проведения напрессовки при условии снижения трудоемкости изготовления этой установки за счет упрощения конструкции.
Поставленная задача решается с помощью технического результата от использования установки холодной напрессовки буксового узла железнодорожной колесной пары. В эту установку включен механизм фиксации деталей, предназначенных для напрессовки на ось железнодорожной колесной пары. Механизм фиксации выполнен в виде выдвижного стакана с приводом перемещения напрессовываемых деталей в виде первого силового гидроцилиндра, установленного с возможностью поворота между двумя вертикальными неподвижными стойками. Каждая из неподвижных вертикальных стоек соединена верхней и нижней горизонтальными стяжками шарнирно с соответствующей подвижной вертикальной стойкой с образованием единой пространственной рамы. Между вертикальными подвижными стойками соосно первому гидроцилиндру установлен выдвижной подпружиненный упор с приводом его продольного перемещения. Внутри первого силового гидроцилиндра установлен второй силовой гидроцилиндр, на штоке которого жестко установлен первый центр, а также пружина, один конец которой взаимодействует с поршнем, а второй конец - с торцом выдвижного стакана. Соосно первому центру в выдвижном подпружиненном упоре установлен второй центр, опирающийся на пакет тарельчатых пружин, а на нижних стяжках установлено подъемно-поворотное устройство (ППУ), включающее механизм поддержки колесной пары, а также механизмы подъема и поворота.
Для уменьшения радиальной нагрузки на силовые гидроцилиндры во время работы установки в механизме поддержки колесной пары ППУ имеется разгрузочное устройство в виде пакетов тарельчатых пружин, расположенных на призмах и сжатых под действием веса установленной в этих призмах колесной пары, имеющей в исходном положении уровень ниже уровня оси центров установки.
Заявленное изобретение подтверждено устройством в деталях, поясненное чертежами, на которых
- на фиг.1 показан общий вид предлагаемой установки с показом рабочих положений механизмов в исходном положении;
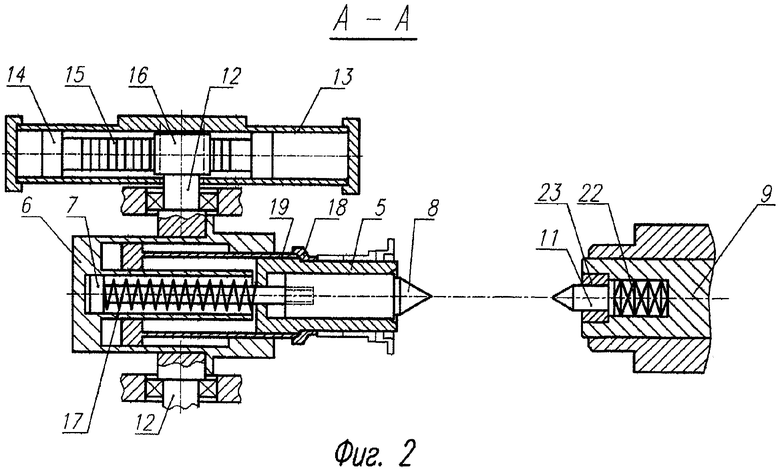
- на фиг.2 изображен разрез А-А предлагаемой установки.
Предлагаемая установка холодной напрессовки буксового узла железнодорожной колесной пары содержит корпус, выполненный в виде единой пространственной рамы: двух вертикальных неподвижных стоек 1, двух вертикальных подвижных стоек 2, попарно соединенных между собой шарнирно верхними 3 и нижними 4 стяжками. Между двух вертикальных неподвижных стоек 1 установлен механизм фиксации напрессовываемых деталей, выполненный в виде выдвижного стакана 5, привода его перемещения в виде первого силового гидроцилиндр, внутри которого соосно первому установлен второй силовой гидроцилиндр 7, на штоке которого неподвижно закреплен первый центр 8. На подвижных стойках 2 установлен выдвижной упор 9, взаимодействующий с пружиной 10. Внутри выдвижного упора 9 соосно первому центру 8 установлен подпружиненный второй центр 11. На нижних стяжках 4 установлено ППУ с разгрузочным устройством.
Первый силовой гидроцилиндр 6 установлен с возможностью поворота на цапфах 12, закрепленных на стойках 1. Приводом поворота первого силового гидроцилиндра 6 на цапфах 12 является гидроцилиндр поворота 13, установленный на стойке 1, на поршне 14 которого установлена рейка 15, взаимодействующая с зубчатым колесом 16, закрепленным на цапфе 12. Второй силовой гидроцилиндр 7 одностороннего действия, обратный ход которого происходит под действием пружины 17, один конец которой опирается на поршень второго силового гидроцилиндра 7, а другой конец - на торец выдвижного стакана 5, который взаимодействует выступающей частью с торцом кольца 18, шарнирно закрепленного на штоке 19 первого силового гидроцилиндра 6. Выдвижной подпружиненный упор 9 имеет привод его продольного перемещения, выполненный в виде клинового толкателя 20, шарнирно связанного со штоком гидроцилиндра 21, корпус которого соединен шарнирно со стойкой 2. Второй центр 11 подвижно установлен в упоре 9 и подпружинен пакетом тарельчатых пружин 22. Исходное положение центра 11 фиксируется крышкой 23.
ППУ содержит корпус 24, на котором установлена поворотная плита 25, по направляющим 26 которой перемещаются в вертикальной плоскости скалки 27, связанные с балкой 28, подъем которой осуществляется при помощи баллонного пневмоцилиндра 29, выполненного в виде резинового баллона, раздуваемого путем подачи внутрь баллона сжатого воздуха. Поворот в горизонтальной плоскости плиты 25 на 180° осуществляется от поворотного гидроцилиндра 30, корпус которого жестко связан с корпусом ППУ 24, а поворотная часть - с плитой 25. На концах балки 28 подвижно установлены призмы 31 с пакетами тарельчатых пружин 32, выполняющих роль разгрузочного устройства при работе установки, усилие которых в сжатом состоянии равно 0,8 от веса КП 33, устанавливаемой в призмах 31 и имеющей в исходном положении уровень ниже уровня оси центров установки.
Установка монтируется в цепочке технологического пути с рельсами 34 и пропуском (на чертеже не показан) в центре установки, где фиксируется КП 33. Управление установкой и пропуском осуществляется с пульта системы
Эксплуатация предлагаемой установки холодной напрессовкой буксового узла железнодорожной колесной пары осуществляется следующим образом.
В исходном положении, перед началом работы на пропуск технологического пути в центр установки по рельсам 34 подается КП 33. В это время на установке первый силовой гидроцилиндр 6 развернут в положение загрузки, обеспечивая легкий доступ к нему обслуживающего персонала для установки и фиксации на выдвижном стакане 5 напрессовываемых деталей буксового узла.
После завершения операции установки деталей буксового узла по команде оператора в автоматическом цикле от системы управления осуществляется поворот гидроцилиндра 6 на цапфах 12 с помощью гидроцилиндра 13, рейки 15 и зубчатого колеса 16 в исходное положение (горизонтальное). После чего ППУ с помощью баллонного пневмоцилиндра 29 поднимает КП 33 в исходное положение для напрессовки. Призмы 31, установленные на балке 28, обеспечивают совмещение оси КП 33 с осью, проходящей через первый 8 и второй 11 центра установки, при этом в исходном положении ось КП 33 находится ниже оси центров в пределах возможности совмещения (контакта) конусной поверхности центров 8 и 11 с конусной поверхностью центровых отверстий оси КП 33. Затем включаются гидроцилиндр 21 и второй силовой гидроцилиндр 7. Гидроцилиндр 21 через клиновой толкатель 20 выдвигает упор 9, сжимая при этом пружину 10. Установленный в упоре 9 центр 11 заходит в центровое отверстие оси КП 33. Второй силовой гидроцилиндр 7 перемещает связанный с ним центр 8, сжимая пружину 17. Центр 8 заходит в центровое отверстие КП 33, а затем, перемещаясь дальше, центрирует КП 33, перемещая ее в сторону центра 11, одновременно приподнимая ее. Перемещению КП вверх под действием центров 8 и 11 содействует разгрузочное устройство, размещенное в ППУ, в виде пакета тарельчатых пружин 32, первоначально сжатых массой КП. При этом пакет тарельчатых пружин 22, которыми подпружинен второй центр 11, рассчитан таким образом, чтобы первоначально обеспечивать центрирование КП, и только после этого под действием силового гидроцилиндра 7 он сжимается. В результате центр 11 перемещается внутрь упора 9 и торец оси КП 33 поджимается к торцу упора 9. Сигнал при этом поступает в систему управления (на чертеже датчики, фиксирующие положение рабочих органов установки и КП, а также процесс напрессовки не показаны).
После этого включается первый силовой гидроцилиндр 6, шток которого 19 совместно с шарнирно закрепленным на нем кольцом 18 перемещается вперед. Совместно с ним перемещается стакан 5 под действием пружины 17 до тех пор, пока торец стакана 5 не упрется в торец оси КП 33 и не остановится, после чего поршень штока 19, воздействуя через кольцо 18 на детали буксового узла (лабиринтное кольцо, внутреннее кольца подшипников), сдвигает их со стакана и напрессовывает на ось КП 33. После завершения процесса напрессовки гидроцилиндр 6 возвращается в исходное положение и кольцом 18 после схода с оси КП возвращает стакан 5 также в исходное положение, сжимая пружину 17. По очередной команде из поршневой полости силового гидроцилиндра 7 сбрасывается давление, после чего шток гидроцилиндра 7 вместе с центром 8 под действием пружины 17 возвращается в первоначальное положение. Одновременно гидроцилиндр 21 перемещает клин 20 вниз, что дает возможность упору 9 возвратиться под действием пружины 10 в исходное положение вместе с установленным в нем центром 11, который под действием усилия тарельчатых пружин 22 также возвращается в исходное положение.
КП освобождается от центров 8 и 11 и ложится в призмы 31 на балке 28 ППУ, сжимая собственным весом пакет тарельчатых пружин 32 разгрузочного устройства. После этого по команде оператора первый силовой цилиндр 6 разворачивается в зону загрузки, а ППУ под действием поворотного гидроцилиндра 30 поворачивает КП на 180° и процесс напрессовки деталей буксового узла повторяется на втором конце оси.
После напрессовки деталей буксового узла на оба конца оси ППУ опускает по команде оператора КП 33 на рельсовый путь 34 за счет пневмоцилиндра 29.
Использование предлагаемой установки позволяет повысить точность центрирования КП, а также существенно снизить трудоемкость изготовления установки за счет упрощения предлагаемой конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2526349C1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2012 |
|
RU2496627C1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ ПОДШИПНИКОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2014 |
|
RU2583230C1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ НАПРЕССОВКИ ПОДШИПНИКОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2014 |
|
RU2577879C1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ НАПРЕССОВКИ БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2002 |
|
RU2231434C1 |
| УСТАНОВКА ДЛЯ СБОРКИ ХОЛОДНОЙ НАПРЕССОВКОЙ УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 1999 |
|
RU2155659C1 |
| ПРЕСС ДЛЯ СБОРКИ ИЛИ РАЗБОРКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР МЕТОДОМ НАПРЕССОВКИ ИЛИ РАСПРЕССОВКИ (ВАРИАНТЫ) | 2008 |
|
RU2385793C1 |
| Устройство для монтажа внутренних колец подшипников на колесные оси железнодорожных вагонов | 1983 |
|
SU1140928A1 |
| Стенд для динамических и обкаточных испытаний колесно-моторных блоков локомотивов | 1982 |
|
SU1133491A1 |
| ПРЕСС ДЛЯ РАСФОРМИРОВАНИЯ И ФОРМИРОВАНИЯ КОЛЕСНЫХ ПАР | 2005 |
|
RU2295433C2 |
Изобретение относится к области машиностроения, а именно к оборудованию для облегчения сборки металлических узлов, и может быть использовано при установке на ось колесной пары втулок или колец подшипников. Установка содержит механизм фиксации напрессовываемых деталей в виде выдвижного стакана. Для перемещения деталей предназначен первый силовой гидроцилиндр, имеющий возможность поворота между двумя вертикальными неподвижными стойками. Указанные стойки шарнирно попарно соединены верхней и нижней горизонтальными стяжками с подвижными вертикальными стойками. Соосно первому гидроцилиндру установлен выдвижной подпружиненный упор с приводом. Внутри первого силового гидроцилиндра установлен второй силовой гидроцилиндр, на штоке которого жестко смонтирован первый центр и установлена пружина. Одним концом пружина взаимодействует с поршнем, а другим - с торцом выдвижного стакана. В выдвижном упоре соосно первому центру установлен второй центр с пакетом тарельчатых пружин. На нижних стяжках размещено подъемно-поворотное устройство. В результате снижается трудоемкость изготовления данного устройства за счет упрощения конструкции. 1 з.п. ф-лы, 2 ил.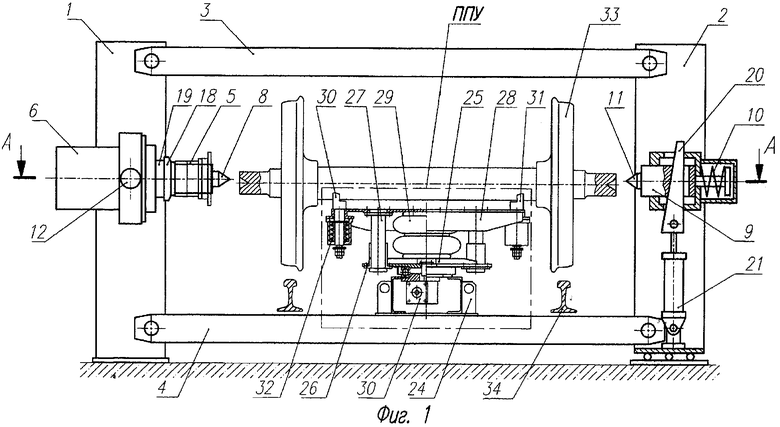
| УСТАНОВКА ДЛЯ СБОРКИ ХОЛОДНОЙ НАПРЕССОВКОЙ УЗЛА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 1999 |
|
RU2155659C1 |
| Прессующее устройство | 1984 |
|
SU1171269A1 |
| Устройство для сборки запрессовкой | 1984 |
|
SU1181845A1 |
| ГОРИЗОНТАЛЬНЫЙ ПРЕСС ДЛЯ УСТАНОВКИ НА ВАЛ ОХВАТЫВАЮЩЕЙ ДЕТАЛИ | 1972 |
|
SU430985A1 |
| Способ формирования колесных пар подвижного состава и устройство для его осуществления | 1985 |
|
SU1344568A1 |
| Способ измерения усилий | 1988 |
|
SU1527520A1 |
| US 3810293 A, 14.05.1974. | |||

