Изобретение относится в целом к способам изготовления плит из композиционного древесного материала, таких как древесностружечные плиты, древесноволокнистые плиты и т.п., а более конкретно, настоящее изобретение относится к способу изготовления плит из композиционного древесного материала с использованием фенолформальдегидного связующего. Плиты изготавливают из древесных частиц, стружки и/или волокон, обработанных отверждаемой фенолформальдегидной смолой (полимером).
Предшествующий уровень техники
Изделия из композиционных материалов на основе древесины, такие как плиты, можно изготовить путем уплотнения рыхлого мата из лигноцеллюлозных материалов под действием повышенной температуры и давления до тех пор, пока отдельные лигноцеллюлозные элементы не приклеятся друг к другу до образования твердого продукта, подобного древесине. Лигноцеллюлозные материалы могут представлять собой древесные материалы, такие как древесные частицы, стружка, волокно и/или аналогичные материалы, и следует принять во внимание, что все эти термины в настоящей заявке являются взаимозаменяемыми. Обычно материалы, образующие мат, обрабатывают связующим, таким как смола (полимерное связующее), перед нагреванием и уплотнением, чтобы повысить сцепление материалов и улучшить конечные свойства готового продукта.
Уплотнение мата обычно производят в прессе. Обычный пресс, предназначенный для уплотнения мата из древесной массы, обработанной связующим, и для придания ему определенной формы, такой как, например, форма плиты, включает две противоположные прессовальные пластины, разнесенные на определенное расстояние так, что образуется полость пресс-формы. По меньшей мере, одна пластина нагревается, например, при помощи электрических нагревательных спиралей или путем пропускания жидкой или газовой среды, такой как пар, через каналы, расположенные в теле пластины. При контакте с матом тепло передается от пластины на мат благодаря теплопроводности. Этот процесс известен под названием "горячее прессование".
Мочевиноформальдегидные полимеры (UF) или изоцианатные полимеры (MDI) обычно используют в качестве связующего при горячем прессовании плит из композиционных древесных материалов, поскольку для этих полимеров требуется низкая температура отверждения, достаточно недолгое время прессования, а готовая продукция, полученная за короткий цикл прессования, обладает прекрасными качествами. В последнее время, вследствие значительного снижения себестоимости, большое внимание стали уделять способам, основанным на применении фенолформальдегидных (PF) полимеров. Однако свойства изделий из композитных материалов, полученных методом горячего прессования при использовании фенолформальдегидных (PF) полимеров, хуже, чем свойства материалов, изготовленных с использованием мочевиноформальдегидных (UF) или изоцианатных (MDI) полимеров, а, кроме того, прессование плит с фенолформальдегидным (PF) связующим обычно идет значительно дольше.
Таким образом, известно, что определенные полимеры, например полимеры, отверждение которых идет с большой скоростью или происходит при высоких температурах, позволяют получать изделия из композиционных древесных материалов, которые обладают более низким качеством по сравнению с изделиями, получаемыми обычным способом горячего прессования. В патенте США 4850849 на имя Hsu et al. сказано, что известные прессы непригодны для работы при достаточно высоких температурах в течение времени, необходимого для отверждения таких связующих, как фенолформальдегидный полимер. Кроме того, считается, что низкая скорость передачи тепла от обычной пластины на мат, особенно на толстый мат, вызывает перепады температур по толщине мата. Перепады температур могут приводить к тому, что, например, полимер и волокна на поверхности мата или возле нее, примыкающие к нагретой плите, подвергаются чрезмерному нагреву, в то время как в середине мата материалы прогреваются недостаточно. Перепады температур по толщине мата в процессе отверждения в обычном прессе, таким образом, могут привести к избыточному отверждению одних частей мата по его толщине и к недостаточному отверждению других частей, что приводит к структурным и/или эстетическим дефектам в готовом изделии. Полимеры, отверждение которых протекает быстро или при высоких температурах, особенно подвержены негативному воздействию перепада температур по толщине мата при его отверждении. По этим причинам фенолформальдегидные полимеры обычно считались непригодными для изготовления толстых плит из композиционного древесного материала в обычном прессе.
Также следует сказать, что хотя обычные прессы успешно применялись для изготовления древесноволокнистых плит при использовании только одного нагрева (горячего прессования), в соответствии с современными требованиями время обработки в прессе необходимо сокращать и применять более сильные полимеры, отверждение которых происходит при более высокой температуре, а готовые изделия из древесного волокна должны быть более разнообразными по форме, обладать более высокой плотностью и толщиной. Известно, что некоторые недостатки обычных прессовальных пластин можно преодолеть, если подавать или нагнетать пар непосредственно в мат при помощи модифицированных прессовальных пластин, снабженных каналами для подачи пара. Этот процесс известен под названием прессование с "нагнетанием пара". Пар проходит из каналов для подачи пара в пространства между древесными частицами, стружками и/или волокнами, образующими мат, благодаря чему тепло быстро и равномерно доходит до середины мата. Прессование с нагнетанием пара обладает рядом преимуществ. Прессование с нагнетанием пара ускоряет отверждение плит обычных размеров, в которых используются обычные полимеры, благодаря чему значительно сокращается цикл прессования. Прессование с нагнетанием пара также позволяет использовать полимеры с высокой температурой отверждения, которые, как правило, непригодны для обычного прессования и которые могут быть дешевле, безопаснее и/или позволяют получать изделие с более прочными связями. Кроме того, нагнетание пара обеспечивает уплотнение и отверждение относительно толстых композитных плит, отверждения которых невозможно добиться при помощи обычного пресса, или же процесс отверждения таких плит идет слишком медленно, увеличивая производственные затраты. Таким образом, прессование с нагнетанием пара известно тем, что позволяет ускорить отверждение полимеров, повысить качество готовой продукции и сократить время изготовления плит из композиционного древесного материала, в частности, плит большой толщины.
Преимущества и достоинства прессования с нагнетанием пара можно существенно повысить путем нагнетания пара в герметичный пресс, т.е. пресс, в котором полости пресса изолированы от окружающего воздуха. Этого можно добиться путем герметизации полостей по периметру. В альтернативном варианте осуществления весь пресс можно изолировать в герметичной камере. Герметичный пресс позволяет значительно снизить или устранить потери ценного пара и ускорить нагнетание пара в мат при повышенном давлении.
По сравнению со связующими, которые отверждаются при умеренных температурах, такими как мочевиноформальдегидные (UF) полимеры или изоцианатные (MDI) полимеры, для отверждения фенолформальдегидных полимерных связующих требуются более высокие температуры и, соответственно, более длительный цикл прессования, чтобы отверждение прошло по всей толщине плиты из композиционного древесного материала. Поскольку длительность цикла прессования является важнейшим фактором, определяющим экономичность процесса изготовления плит из композиционного древесного материала, полимеры, для которых требуется более длительный цикл прессования, старались не использовать, потому что для их отверждения требуются дополнительные затраты времени.
Считалось, что затраты, связанные с более длительными циклами прессования, необходимыми для того, чтобы обеспечить более высокую температуру отверждения полимера, выше, чем затраты, связанные с использованием полимеров, отверждение которых можно осуществить быстро при помощи прессования с нагнетанием пара или при помощи предварительного нагрева с последующим прессованием с нагнетанием пара до отверждения полимера. Однако известно, что быстрый нагрев, либо путем нагнетания пара под давлением, либо путем предварительного нагрева с последующим нагнетанием пара под давлением, вызывает преждевременное отверждение быстро отверждаемых полимеров.
Известно, что использование полимеров, отверждение которых идет медленнее, предотвращает преждевременное отверждение полимера в производственном оборудовании, предназначенном для обработки древесного волокна полимером перед изготовлением мата, подлежащего уплотнению. В патенте США 5629083 на имя Teodorczyk раскрыт способ получения изделий из композиционного древесного материала с использованием медленно отверждаемого фенолформальдегидного связующего с целью предотвратить преждевременное отверждение полимера в процессе продувки при нанесении полимера на древесное волокно перед изготовлением мата.
В журнальной статье, опубликованной Ernest W. Hsu под названием "A Practical Steam Pressing Technology for wood Composites", Proceedings of the Washington State University International Particleboard. / Composite Materials Symposium, Pullman, Washington, 10 апреля 1991 г. описано, как можно осуществлять отверждение полимеров с высокой температурой отверждения, таких как фенолформальдегидные полимеры, в ходе прессования приемлемой длительности путем нагнетания пара в герметизированный пресс. В реферате выступления на конференции Ernest W. Hsu "Comparison of Fiberboards Bonded with PF and UF Resins" (1995) описано, что длительность прессования древесноволокнистых плит с фенолформальдегидным полимерным связующим можно существенно сократить и сделать сопоставимой с длительностью прессования при использовании мочевиноформальдегидных полимеров в качестве связующего путем изменения температуры мата, распределения молекулярных масс в мочевиноформальдегидных полимерах, а также параметров прессования.
Известно, что для предотвращения преждевременного отверждения поверхностных слоев мата в процессе прессования и для сокращения времени прессования используют предварительный нагрев мата из композиционного древесного материала. В патенте США 3649396 на имя Carlsson описан предварительный нагрев, который осуществляют паром, насыщаемым струей воздуха, с целью довести температуру мата до температуры, близкой к температуре отверждения связующего, чтобы сократить время прессования и предотвратить преждевременное отверждение поверхностных слоев мата в прессе. В этом патенте также говорится о том, что в ходе предварительного нагрева необходимо избегать преждевременного отверждения.
В патенте США 5246652 на имя Hsu et al. говорится, что хорошей прочности склеивания при помощи фенолформальдегидного связующего можно добиться путем нагнетания пара. В этом патенте раскрыт способ изготовления изделий из композиционного древесного материала с использованием фенолформальдегидного полимерного связующего, которые обладают повышенной устойчивостью к биологическим воздействиям и улучшенными противопожарными свойствами. В этом патенте не делается различий между медленно и быстро отверждаемыми фенолформальдегидными полимерами.
Несмотря на то, что в патенте США 5246652 утверждается, что хорошей прочности склеивания при помощи фенолформальдегидного связующего можно добиться путем нагнетания пара, а также что отверждение полимеров с высокой температурой отверждения можно осуществлять в течение достаточно краткого времени прессования в ходе прессования с нагнетанием пара, использование фенолформальдегидных полимеров для прессования с нагнетанием пара обычно дает неудовлетворительные результаты, особенно в промышленных масштабах. Эти неудовлетворительные результаты объясняют низкой или недостаточной прочностью внутренних связей уплотненного изделия (см. патент США 5217665 на имя Lim et al.).
Как отмечалось выше, фенолформальдегидные полимеры значительно дешевле. Таким образом, необходимо разработать способ изготовления плит из композиционного древесного материала с использованием фенолформальдегидных полимеров в ходе достаточного краткого времени прессования и при этом необходимо, чтобы готовая продукция обладала нужными свойствами, такими как, например, высокой прочностью внутренних связей, стабильностью размеров, долговечностью и т.п.
Сущность изобретения
В соответствии с настоящим изобретением предложен способ изготовления плит из композиционного древесного материала, в частности наружных плит из древесного волокна, обработанного медленно отверждаемым низкощелочным фенолформальдегидным связующим. Способ включает этапы: получения мата из древесного волокна, обработанного медленно отверждаемым низкощелочным фенолформальдегидным связующим, предварительного нагрева мата и отверждения и уплотнения обработанного мата с применением комбинированной обработки, включающей нагнетание пара под высоким давлением, нагрев пластин и прессование с применением этих пластин. В способе согласно настоящему изобретению удается избежать преждевременного отверждения благодаря использованию медленно отверждаемого фенолформальдегидного (PF) полимера, причем короткого цикла прессования добиваются за счет того, что такие факторы, как медленная скорость отверждения и высокая температура отверждения фенолформальдегидного (PF) полимера, нейтрализуются благодаря быстрой передаче тепла при нагнетании пара под высоким давлением. Циклы прессования можно еще более сократить при помощи предварительного нагрева мата. Таким образом, можно получать плиты из композиционного древесного материала с фенолформальдегидным (PF) связующим в ходе циклов прессования, сопоставимых по длительности с циклами прессования плит с мочевиноформальдегидными (UF) полимерами или изоцианатными (MDI) полимерами в качестве связующих.
Лучшие варианты осуществления изобретения
В соответствии с настоящим изобретением плиты из композиционного древесного материала производят из матов, изготовленных из древесного волокна, обработанного медленно отверждаемым низкощелочным фенолформальдегидным (PF) связующим. Отверждение и уплотнение мата осуществляют в ходе цикла прессования, включающего предварительный нагрев с последующим нагнетанием пара.
Древесное волокно, полученное обычным способом, обрабатывают неотвержденным медленно отверждаемым низкощелочным фенолформальдегидным полимером. Примеры подходящих полимеров, выпускаемых промышленностью, включают в себя полимеры марок GP99C28 и GP58C38, выпускаемые компанией "Georgia Pacific Co. ", Атланта, штат Джорджия. Полимер марки GP58C38 дает особенно высокие результаты.
В предпочтительном варианте осуществления изобретения полимер обладает температурой отверждения 380oС. Однако на температуру отверждения полимера влияют различные переменные факторы, включая, в числе прочего, тип материала, подлежащего обработке, размер частиц, толщина мата, содержание влаги и т. п. В контексте настоящего изобретения медленно отверждаемый полимер представляет собой полимер, время гелеобразования которого в кипящей воде составляет свыше 20 минут. Время гелеобразования в кипящей воде определяют в ходе стандартного теста для полимеров, когда измеряют скорость отверждения полимера при 212oF (100oC). Время гелеобразования в кипящей воде используют для того, чтобы установить относительную скорость отверждения полимеров различных типов и композиций. Однако на скорость отверждения конкретного полимера влияют внешние факторы, включая, в числе прочего, тип материала, на который наносят этот полимер, толщину покрытия, толщину изделия, подлежащего отверждению, влажность и т.п. Таким образом, медленно отверждаемые полифенольные полимеры могут иметь показатель времени гелеобразования в кипящей воде несколько менее 20 мин. Предпочтительно, чтобы этот показатель находился в диапазоне 20-60 мин.
Щелочность полимера, предпочтительно, должна быть менее 2,5%, чтобы готовая плита из композиционного древесного материала медленно впитывала воду. Полимер имеет показатель рН менее 10.
Из лигноцеллюлозного материала, обработанного полимером, изготавливают волокнистый мат. Волокнистый мат помещают в пресс, обеспечивающий нагнетание пара. Предпочтительно, чтобы пресс был такого типа, в котором имеются прессовальные полости между противоположными пластинами пресса. Пластины пресса нагревают до температуры, превышающей температуру отверждения полимера. Кроме того, по меньшей мере, одна из пластин пресса должна иметь такую конструкцию, чтобы обеспечивать нагнетание пара.
Желательно предварительно нагревать волокнистый мат до температуры 212oF (100oC) или выше, чтобы предотвратить конденсацию пара при последующей обработке мата. Предварительный нагрев волокнистого мата можно осуществить, например, если подвергнуть мат обработке горячим газом, например, паром в камере предварительного нагрева перед помещением мата в пресс. В альтернативном варианте осуществления изобретения мат можно поместить в полость пресса и предварительно нагревать, подвергая его обработке паром или передавая тепло от пластин пресса, которые образуют полость пресса. Во время первой операции предварительного нагрева в прессе пресс остается открытым, в то время как пар под низким давлением вводят снизу мата до тех пор, пока температура верхней поверхности мата не достигнет 212oF (100oС), указывая на то, что пар проник по всей толщине мата. В альтернативном варианте осуществления изобретения полость пресса герметично закрывают и мат выдерживают в прессе, подводя тепло от пластин пресса к мату так, что содержащаяся в мате влага превращается в пар. Последующий отвод избыточного давления пара освобождает мат от избытка воздуха и влаги и обеспечивает равномерное распределение тепла по толщине мата, предпочтительно, до температуры, по меньшей мере, 212oF (100oC). В другом альтернативном способе предварительного нагрева полость пресса герметично закрывают и мат подвергают воздействию пара низкого давления, например 50 фунт/кв.дюйм (344,73800 кПа). И снова, последующий отвод избыточного давления пара освобождает мат от избытка воздуха и влаги и обеспечивает равномерное распределение тепла, поступающего от пара низкого давления, по толщине мата, предпочтительно, до температуры, по меньшей мере, 212oF (100oС).
После этого предварительного нагрева мата в герметически закрытом прессе начинают цикл нагнетания пара высокого давления, достаточного для отверждения фенолформальдегидного полимера. В предпочтительном варианте осуществления изобретения пар подают под давлением 200 фунт/кв.дюйм (1378,952 кПа) в течение 50-90 сек, пока температура мата не достигнет 380oF (193,3oС). Однако пар можно подавать под давлением 100 фунт/кв.дюйм (689,476 кПа) или выше в течение 30-120 сек. Мат можно уплотнять под давлением либо до нагнетания пара, либо в процессе нагнетания пара, либо после этого. В какой именно момент проводить уплотнение под давлением относительно нагнетания пара высокого давления выбирают таким образом, чтобы получить нужную плотность по всей толщине плиты. Однородное распределение плотности по толщине получают путем нагнетания пара в мат до закрытия пресса. Такое распределение плотности, когда более высокой плотностью обладают поверхности, а середина менее плотная, получают при нагнетании пара после того, как мат полностью уплотнен. Управляя временем нагнетания пара относительно времени уплотнения под давлением, можно получать самое различное распределение плотности по толщине плиты.
После уплотнения и отверждения полимера герметичный пресс вентилируют, чтобы снять избыточное давление в уплотненном и отвержденном мате. Затем пресс открывают и удаляют плиту из композиционного древесного материала.
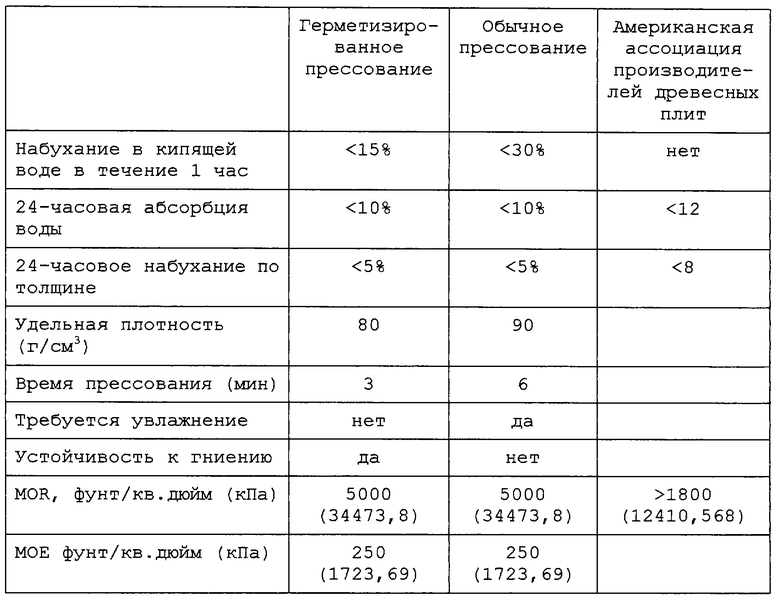
В качестве образцов изготовили плиты толщиной 1/2 дюйма (1,27 см) в обычном прессе с использованием известных способов и способом согласно изобретению в герметизированном прессе, используя фенолформальдегидный полимер. Сравнительные показатели свойств образцов приведены в таблице. Стандарты Американской ассоциации производителей древесных плит приведены в правой колонке таблицы.
Испытание на "набухание в течение одного часа в кипящей воде" используется для того, чтобы определить относительную долговечность готовой плиты из композиционного древесного материала путем вычисления процентного изменения по толщине плиты после того, как образцы плиты размерами 1 дюйм • 12 дюйм (2,54 см • 30,48 см) погружали в кипящую воду на 1 час. После удаления из кипящей воды толщину образца плиты измеряли и сравнивали с толщиной образца плиты до кипячения. Разницу между этими показателями использовали для расчета процентного изменения.
Результаты сравнения по таблице показывают, что образцы, полученные в результате герметизированного прессования с применением фенолформальдегидных полимеров согласно настоящему изобретению, обладают значительно лучшим показателем набухания при кипячении (более низким набуханием) и устойчивостью к гниению, более низкой удельной плотностью, после прессования они почти не нуждаются в увлажнении или совсем не нуждаются в нем, а кроме того, время прессования значительно короче.
Тот факт, что после прессования не нужно (или почти не нужно) увлажнять плиты, представляет собой важное достоинство настоящего изобретения. Известно, что колебания в содержании влаги в готовых плитах из композиционных древесных материалов вызывают нежелательные изменения размеров, такие как, например, линейное расширение или выгибание изделия. В процессе обычного использования готовых плит они впитывают и теряют влагу в зависимости от окружающих условий, влажности, дождей, засухи и т.п. Чтобы избежать нежелательных изменений размеров в процессе использования конечного продукта, обычно плиты из композиционных древесных материалов увлажняют после обычных способов прессования, чтобы повысить среднее содержание влаги в готовом продукте до уровня, подходящего для конкретного географического района или климатической зоны, чтобы свести к минимуму колебания в содержании влаги. Увлажнение после прессования увеличивает содержание влаги в готовых плитах. Увлажнение после прессования особенно важно для изделий, получаемых в результате обычного прессования с применением горячих пластин, в ходе которого почти вся влага "вываривается", и изделия выходят из пресса с содержанием влаги почти 0%.
В идеале содержание влаги в композитных древесных плитах должно составлять 7% (+/-2%) в засушливых районах и 12% и выше в районах высокой влажности. Как отмечалось выше, плиты, полученные способом согласно настоящему изобретению, обладают содержанием влаги 4-8%. Таким образом, плиты, полученные способом согласно настоящему изобретению, лучше всего подходят как для внутренних, так и наружных конструкций в районах с различными климатическими условиями, и при этом такие плиты требуют незначительного увлажнения после прессования или не требуют его совсем. Готовые плиты могут быть использованы, в числе прочего, в качестве отделочных панелей, оград, сайдинга, настилов, оконных и дверных компонентов, они являются хорошим материалом для изготовления мебели, поддонов и контейнеров, штукатурных тяг и каркасных столярных изделий для внутренней отделки, отделочных материалов, таких как ставни, и стеновых панелей и перегородок. Следует принять во внимание, что подразумеваются и самые разнообразные иные виды применения таких плит, не перечисленные в настоящем тексте.
Несмотря на то, что в настоящей заявке приведены предпочтительные варианты осуществления изобретения с целью проиллюстрировать его суть, специалистам ясно, что в рамках изобретения возможны многочисленные дополнения, модификации и изменения, и объем патентных притязаний ограничен только прилагаемой формулой изобретения.
Изобретение относится к способам изготовления плит из композиционного материала. Плиты из композиционного древесного материала изготавливают из древесного волокна, обработанного медленно отверждаемым низкощелочным фенолформальдегидным полимером. Древесное волокно, обработанное полимером, уплотняют и отверждают в прессе с применением нагнетания пара. Благодаря тому, что полимер является медленно отверждаемым, предотвращается его преждевременное отверждение. Пресс с использованием нагнетания пара ускоряет отверждение таким образом, что плиты можно изготавливать в ходе цикла прессования, сопоставимого с отверждением древесного волокна, обработанного другими полимерами в прессе без нагнетания пара. Изобретение позволяет получать плиты с высокой прочностью внутренних связей, стабильностью размеров, долговечностью. 3 с. и 11 з.п.ф-лы, 1 табл.
| US 5158012 А, 27.10.1992 | |||
| US 4684489 А, 04.08.1987 | |||
| US 4394019 А, 12.07.1983. |

