Область техники, к которой относится изобретение
Настоящее изобретение относится к способу контролирования относительного положения между печатным рисунком и непечатным трехмерным рисунком, таким как, например, рисунок из линий бига или отверстий, на перемещающемся, то есть, движущемся рулонном материале, а также к системе для использования в способе. Согласно дополнительному аспекту изобретения упомянутый способ контролирования используется для изготовления ламинированного упаковочного материала, имеющего напечатанный орнамент оформление и бигованные линии сгиба в приводке.
Предпосылки создания изобретения
В области техники изготовления листового материала или многослойного упаковочного материала в виде перемещающегося полотна материала часто рисунок оформления или цветной рисунок печатается на материале на стороне, предназначенной для того, чтобы быть наружной частью упаковки. К тому же, материал часто предусмотрен с повторяющимся рисунком или повторяющимся признаком, таким как, например, отверстия, прорези, перфорации или линии складывания, для способствования преобразования листа или материала в конечные товары или упаковки.
В частности, в области техники изготовления картонных упаковочных контейнеров для жидкости, полотно материала выполнено с линиями складывания, так называемыми бигами или линиями бига, и, возможно, также с отверстиями, предназначенными для прикрепления открывающих устройств. В дополнение к линиям бига, упаковочный материал предусмотрен с печатным оформлением, посредством чего биговальный инструмент, такой как, обычно, пара биговальных роликов, координируется с печатной машиной. Затем упаковочный материал разрезается, и разрезанное полотно или заготовки складываются вдоль линий бига и преобразуются в конечные упаковочные контейнеры. Для обеспечения конечных упаковочных контейнеров с требуемой функцией, внешностью и формой, с печатным рисунком в правильном положении на упаковке, важно, чтобы печатный рисунок, линии бига и возможные вырезанные отверстия или перфорации были правильно расположены относительно друг друга на листе материала. В последующем преобразовании в упаковочные контейнеры также важно, чтобы печатный рисунок, рисунок бига и отверстия были правильно расположены относительно друг друга для того, чтобы не нарушать функцию наполняющей машины. Регулировка относительного положения печатного рисунка и рисунка бига в настоящее время выполняется вручную, когда печатная машина запускается. Во время выполнения процесса изготовления, как правило, отсутствует автоматический контроль правильного совмещения печатного рисунка и бига относительно друг друга. При ручной регулировке и корректировке совмещение достигается с точностью, как правило, порядка, примерно, ±0,25 мм.
Линии бига простираются в продольном направлении (machine direction (MD)) полотна материала или поперек полотна материала в поперечном направлении (transversal direction (TD)), перпендикулярно или по диагонали, и положение отверстий может быть в любом месте между линиями бига.
Отверстия, предназначенные для открывающих устройств, могут быть выполнены в полотне материала различными способами. Традиционно, отверстия механически пробиваются в одной и той же операции, или в операции, подобной операции, в которой на материале образуются линии бига. Согласно более новой технологии, отверстия вырезаются в операции, следующей за операцией бигования, вниз по потоку от преобразования полотна материала, причем результатом этого преобразования является многослойный упаковочный материал.
Сущность изобретения
Одной целью настоящего изобретения является способствование непрерывному отслеживанию приводки, то есть, относительного положения между печатным рисунком и непечатной трехмерной структурой или рисунком, таким как линии бига и/или отверстия или перфорации, и их контролированию и корректировке, при необходимости.
Другой целью настоящего изобретения является непрерывное отслеживание и контролирование приводки между печатным рисунком и непечатной трехмерной структурой или рисунком, таким как линии бига и/или отверстия или перфорации, с улучшенной точностью.
Дополнительной целью является непрерывное отслеживание и контролирование приводки между печатным рисунком и непечатной трехмерной структурой или рисунком, таким как линии бига и/или отверстия или перфорации, в экономичной операции при улучшенной точности и без временной потери или задержки между измерениями.
Эти цели достигаются посредством способа контролирования приводки между печатным рисунком и непечатным рисунком с высокой точностью на перемещающемся полотне материала, содержащего этапы
a) печатания по меньшей мере одного печатного рисунка и по меньшей мере одной печатной двухмерной приводочной метки на полотне,
b) создания непечатного рисунка или повторяющегося элемента на листе,
c) одновременно и в синхронизации с операцией выполнения этапа b), вдавливания углубления, имеющего трехмерную топографическую конфигурацию, такую чтобы из углубления создавалась тень при освещении, на полотне на заданном расстоянии от печатной приводочной метки, причем углубление посредством этого производит темное пятно при освещении,
d) определения положения упомянутой тени или темного пятна относительно положения печатной метки посредством освещения и распознавания оптическим датчиком, причем тень распознается тем же оптическим датчиком, который используется для распознавания печатной метки,
e) сравнения величины измеренного положения тени, созданной из вдавленного углубления, относительно положения печатной метки, с заданной величиной, и
f) регулирования операции создания упомянутого непечатного рисунка или повторяющегося признака, а так же упомянутого синхронизированного вдавленного углубления и/или регулирования операции печатания для подгонки измеренной величины к заданной величине.
Отдельная тень или темное пятно, которая создается при освещении метки в форме вдавленного углубления, возникает потому, что углубление имеет трехмерную топографическую конфигурацию, которая дает плохое отражение падающего света в изотропно освещенной области. Тень распознается у ее центра массы, то есть, у наиболее темной точки тени, из которой отражается наименьшее количество света, когда углубление освещено.
Предпочтительно, операция печатания выполняется перед непечатной операцией, но также может выполняться после непечатной операции (операций).
Согласно одному предпочтительному варианту осуществления изобретения этап а) выполняется перед этапом b), и относится к предоставлению предварительно напечатанного полотна материала, имеющего по меньшей мере один печатный рисунок и по меньшей мере одну печатную двухмерную приводочную метку на полотне.
Согласно альтернативному варианту осуществления изобретения, этап b) выполняется перед этапом а), и относится к предоставлению предварительно изготовленного полотна материала, имеющего по меньшей мере один непечатный рисунок или повторяющийся элемент и по меньшей мере одну метку в форме вдавленного углубления, имеющую трехмерную топографическую конфигурацию, такую, чтобы из углубления создавалась тень при освещении, на полотне на заданном расстоянии от печатной приводочной метки, причем углубление посредством этого производит темное пятно при освещении.
Для наилучшего совмещения приводки между печатным и непечатным рисунками положение упомянутой тени относительно положения печатной метки определяется как в продольном направлении (MD), так и в поперечном направлении (TD).
Как правило и предпочтительно, печатный рисунок содержит несколько последовательно напечатанных цветов, и каждый печатный цветной рисунок имеет печатную приводочную метку, и каждая последовательная печатная метка контролируется для того, чтобы быть приведенной с первой печатной меткой, в операции контролирования совмещения отпечатков посредством оптического датчика.
Предпочтительно, размер и форма контура при виде сверху упомянутого вдавленного углубления и тени являются приблизительно такими же, как размер и форма печатной метки, и более предпочтительно, контур при виде сверху упомянутой тени, а также печатная метка имеют форму круглого пятна.
Согласно одному предпочтительному варианту осуществления изобретения непечатный рисунок является рисунком из бигованных или рифленых линий складывания.
Согласно другому предпочтительному варианту осуществления изобретения непечатный рисунок содержит повторяющиеся перфорированные или вырезанные линии перфорации или отверстия.
В качестве альтернативы, непечатный рисунок может являться выдавленным или рельефным рисунком.
Для того чтобы непрерывно отслеживать и контролировать совмещение двух операций, предпочтительно этап f) регулирования операции создания непечатного рисунка и/или операции печатания включает регулирование положения полотна в поперечном направлении, например, посредством контролирования боковой направляющей системы.
Также предпочтительно, этап f) регулирования операции создания непечатного рисунка и/или операции печатания включает мгновенное регулирование скорости вращения одного или более печатающих роликов и/или подающих роликов в операции, в которой создается непечатный рисунок. В частности, этап f) регулирования операции создания непечатного рисунка и/или операции печатания содержит мгновенное регулирование скорости вращения одного или более печатающих роликов и/или биговальных роликов. Для удерживания приводки между печатным рисунком и непечатным рисунком, как правило, должна удерживаться одинаковая скорость перемещения полотна на протяжении всей линии изготовления полотна материала. Тем не менее, когда приводка должна быть исправлена, скорость одного или более роликов или операций может быть просто мгновенно исправлена для совмещения положения полотна и достижения снова совмещенной приводки.
Предпочтительно, вдавленное углубление образовано посредством вдавливания заостренной вершины в полотно материала на заданную глубину. Предпочтительно, вдавленное углубление имеет контур отверстия с шириной W у поверхности материала полотна и максимальную глубину d у нижней точки внутри области контура отверстия, такие, что поверхности углубления наклонены друг к другу у нижней части под острым углом. Также предпочтительно, вдавленное углубление имеет контур отверстия с шириной W у поверхности материала полотна и максимальную глубину d у нижней точки внутри области контура отверстия, причем отношение между шириной W отверстия и максимальной глубиной d меньше, чем 2.
Согласно предпочтительному варианту осуществления вдавленное углубление имеет форму обратного полого конуса с круглым или эллиптическим открытым основанием. В качестве альтернативы, вдавленное углубление может иметь форму обратной полой вершины или пирамиды с основанием квадратной, прямоугольной или ромбовидной формы, то есть, формы контура отверстия.
Таким образом, в частности, одно и то же распознающее оборудование используется для определения положения как печатного, так и рисунков бигов. Это может быть сделано непрерывно во время процесса изготовления, что обеспечивает улучшенную точность измерений.
Печатные приводочные метки обозначают положение соответствующего печатного цвета. При измерении относительного положения печатной метки, она освещается источником света, например, рассеянным светом, для обеспечения распознавания камерой или оптическим датчиком печатных приводочных меток. Положение рисунка бигов или повторяющегося элемента, такого как отверстия или перфорации, и метки в форме вдавленного углубления может быть определено одновременно посредством включения также метки в форме вдавленного углубления в поле зрения камеры или область распознавания оптического датчика.
Если измеренные величины относительных положений, то есть, расстояния между печатными метками и вдавленной меткой и их бокового совмещения не совпадают с заданной величиной, будет осуществлена внутренняя регулировка биговального инструмента и/или печатной машины.
Согласно другой особенности изобретения разработан способ изготовления упаковочного материала, включающий в себя меньше отходов материала и имеющий улучшенную точность приводки между печатным рисунком и непечатным рисунком, в частности, между печатным рисунком и рисунком бигов, с использованием упомянутого способа контролирования, как описанный выше и в п.1 формулы изобретения.
Согласно дополнительной особенности настоящего изобретения, измеренное положение, определенное для печатной приводочной метки, может быть также использовано для контролирования устройства для резания отверстий или перфораций или подобного в последующей операции вниз по потоку линии преобразования полотна материала. Согласно этой особенности, отверстия или перфорации вырезаются лазером согласно известной технологии вместо механической пробивки или образования в связи с операцией бигования. Посредством такого устройства резания в перемещающемся полотне создается рисунок повторяющихся отверстий или перфораций, причем эти отверстия являются частью открывающего устройства в конечном упаковочном контейнере.
Таким образом, согласно изобретению распознавание печатной приводочной метки может быть использовано как для контролирования положения линий бига, так и для контролирования инструмента, который каким-либо образом выполняет операцию на полотне материала, с улучшенной общей точностью, так как точность относительных положений между печатным рисунком и рисунком бигов зничительно улучшена. Таким образом, исходя из определенного положения печатного рисунка, биги расположены правильно, так же как и возможные отверстия или перфорации.
Согласно еще одной дополнительной особенности настоящего изобретения разработана система, используемая в способе для изготовления полотна материала, имеющего печатный рисунок в приведенном положении с непечатным рисунком или повторяющимся элементом на листе материала, как определено в п.20 формулы изобретения. Предпочтительные варианты осуществления системы согласно изобретению определены в пп.21-29 формулы изобретения.
Соответственно, изобретение касается системы, имеющей
g) секцию для предоставления печатного полотна материала, причем по меньшей мере один рисунок напечатан вместе с по меньшей мере одной печатной двухмерной приводочной меткой на полотне,
h) секцию для создания непечатного рисунка или повторяющегося элемента на полотне и вдавливающее средство для создания, одновременно и в синхронизации с созданием непечатного рисунка или элемента, углубления, имеющего трехмерную топографическую конфигурацию, такую, чтобы из углубления создавалась тень при освещении, на полотне на заданном расстоянии от печатной приводочной метки,
i) систему оптического датчика для определения положения упомянутой тени относительно положения печатной метки посредством распознавания тени, производимой упомянутой трехмерной углубленной конфигурацией при освещении, и посредством распознавания приводочной метки,
j) сравнивающее средство для сравнения величины измеренного положения тени относительно положения печатной метки, с заданной величиной, и
k) регулирующее средство для регулирования операции создания упомянутого непечатного рисунка или повторяющегося элемента, а так же упомянутого синхронизированного вдавленного углубления и/или регулирования операции печатания для подгонки измеренной величины к заданной величине.
Согласно одному варианту осуществления изобретения секция g) предшествует секции h) и дополнительно содержит секцию размотки, причем печатный рисунок и печатная приводочная метка были предварительно напечатаны на полотне в отдельной предшествующей операции.
Согласно альтернативному варианту осуществления изобретения, секция h) предшествует секции g) и содержит секцию размотки, причем непечатный рисунок или повторяющийся элемент вместе с меткой в форме вдавленного углубления были предварительно созданы на полотне в отдельной предшествующей операции.
Предпочтительно, печатная секция расположена перед секцией для нанесения непечатного рисунка, и оптический датчик расположен после упомянутой секции для нанесения непечатного рисунка.
Согласно предпочтительному варианту осуществления изобретения, секция для создания непечатного рисунка или повторяющегося элемента на полотне является секцией бигования.
В качестве альтернативы или в дополнение к секции бигования, секция для создания непечатного рисунка или повторяющегося элемента на полотне может содержать секцию вырезания перфорации или пробивания отверстия.
В качестве альтернативы или в дополнение к секции бигования, секция для создания непечатного рисунка или повторяющегося элемента на полотне может содержать секцию вырезания перфорации или отверстия.
В качестве альтернативы, секция для создания непечатного рисунка или повторяющегося элемента на полотне является секцией выдавливания.
Предпочтительно, система оптического датчика содержит систему контролирующего датчика такого типа, который имеет матричный датчик, такой как, например, камера на приборе с зарядовой связью, объединенный с источником освещения и выполненный с возможностью распознавания и визуализации заданных приводочных меток.
Предпочтительно, упомянутое сравнивающее средство включает в себя компьютер, который присоединен к оптическому датчику для регистрации измеренных относительных положений и к контролирующему средству для регулирования операции печатной машины и/или непечатной операции.
Согласно одному предпочтительному варианту осуществления изобретения упомянутое контролирующее средство для регулирования операции создания непечатного рисунка и/или печатной операции содержит регулирующее средство для перемещения положения полотна в поперечном направлении.
Согласно другому предпочтительному варианту осуществления изобретения упомянутое контролирующее средство для регулирования операции создания непечатного рисунка и/или печатной операции содержит регулирующее средство для мгновенного регулирования скорости вращения одного или более печатающих роликов и/или подающих роликов операции, в которой создается непечатный рисунок.
Согласно дополнительному предпочтительному варианту осуществления изобретения упомянутое контролирующее средство для регулирования операции создания непечатного рисунка и/или печатной операции содержит регулирующее средство для мгновенного регулирования скорости вращения одного или более печатающих роликов и/или биговальных роликов.
Предпочтительно, средство для вдавливания упомянутого углубления содержит заостренную вершину, выполненную с возможностью быть вдавленной в полотно материала на заданную глубину.
Для анализа картинок, снятых камерой, определения типа производимого упаковочного контейнера и осуществления необходимых регулировок биговального инструмента и/или печатной машины используется компьютер. В компьютере запрограммированы размер и форма меток, заданные величины измеряемых расстояний для каждого намеченного типа упаковочного контейнера, тип упаковочного контейнера, нормально определяемый печатной приводочной меткой, и положения линий бига.
Дополнительные цели и преимущества способа согласно настоящему изобретению будут очевидны специалисту в данной области техники из прочтения приведенного ниже подробного описания настоящих предпочтительных вариантов осуществления.
Краткое описание чертежей
Изобретение будет дополнительно описано ниже посредством примера и со ссылкой на прилагаемые чертежи. На чертежах:
На фиг.1а представлен основной вид линии изготовления для преобразования рулонного упаковочного материала,
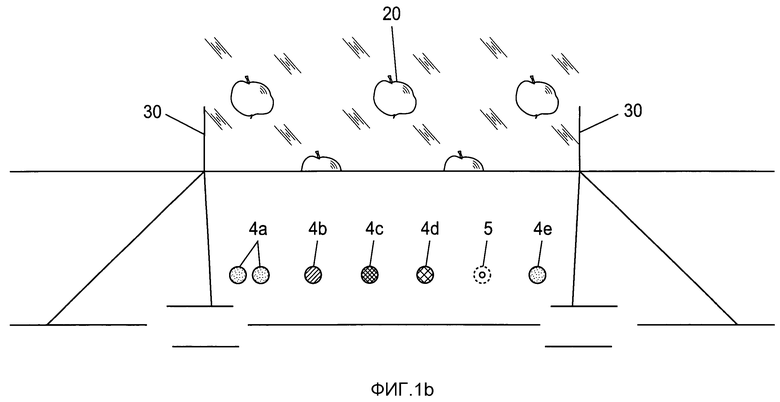
на фиг.1b, на виде сверху показан кусок рулонного упаковочного материала с печатным рисунком, совмещенным с рисунком из линий бига для последующего формирования упаковочного материала в упаковки, а так же с приводочными метками для каждого соответствующего рисунка,
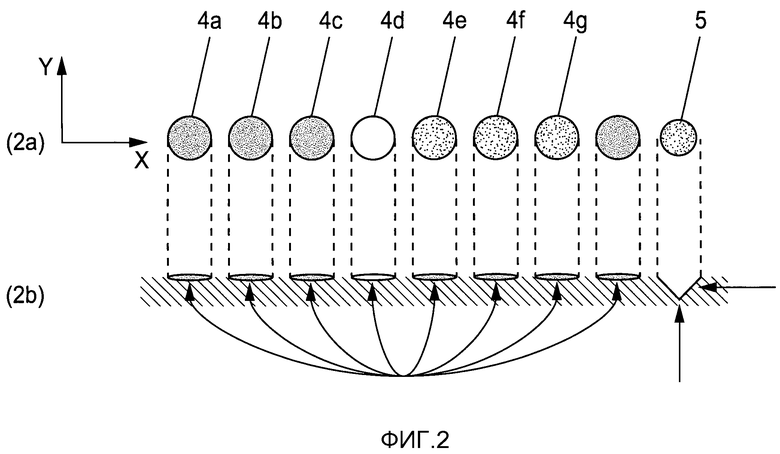
на фиг.2, на виде 2а сверху, как видно камерой и/или оптическим датчиком, и на соответствующем виде 2b сбоку показан принцип распознавания положения различных приводочных меток,
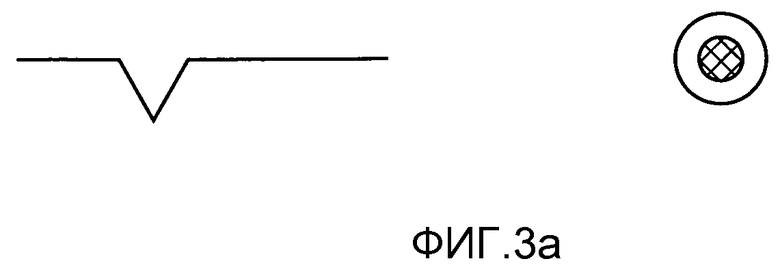
на фиг.3а изображен вид сбоку (левый) примера конкретной конфигурации вдавленной метки и вид сверху (правый) этой же метки,
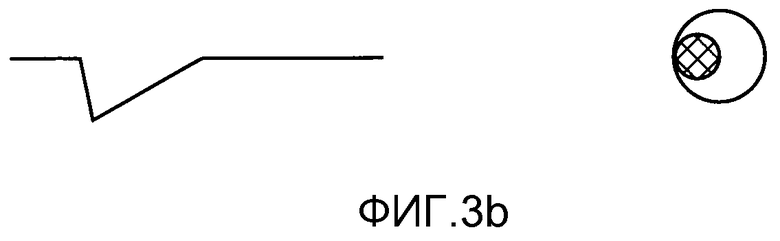
на фиг.3b изображен вид сбоку (левый) дополнительного примера конкретной конфигурации вдавленной метки и вид сверху (правый) той же метки,
на фиг.4а изображен вид сбоку (левый) еще одного дополнительного примера конкретной конфигурации вдавленной метки и вид сверху (правый) этой же метки,
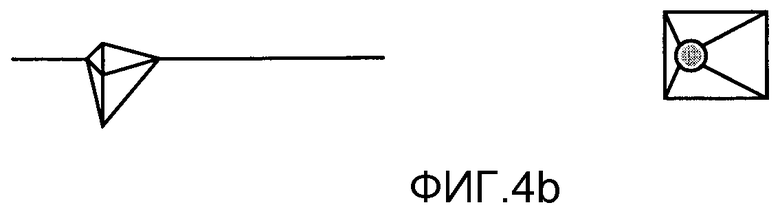
на фиг.4b изображен вид сбоку (левый) еще одного дополнительного примера конкретной конфигурации вдавленной метки и вид сверху (правый) этой же метки,
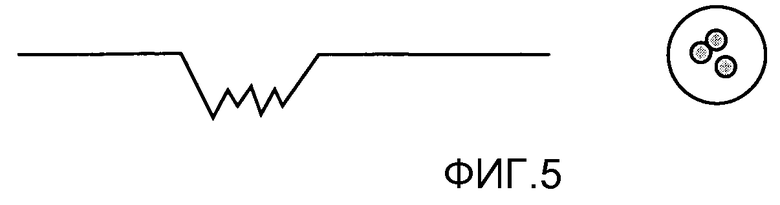
на фиг.5 изображен вид сбоку (левый) дополнительного альтернативного примера конкретной конфигурации вдавленной метки и вид сверху (правый) этой же метки,
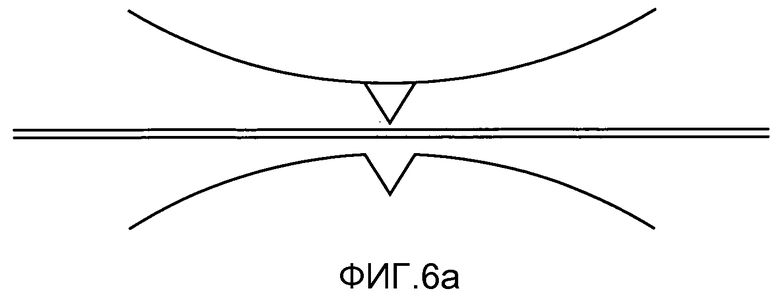
на фиг.6а представлен вид сбоку, на котором изображен пример вдавливающего инструмента для вдавленной метки, изображенной на фиг.3а и 3b,
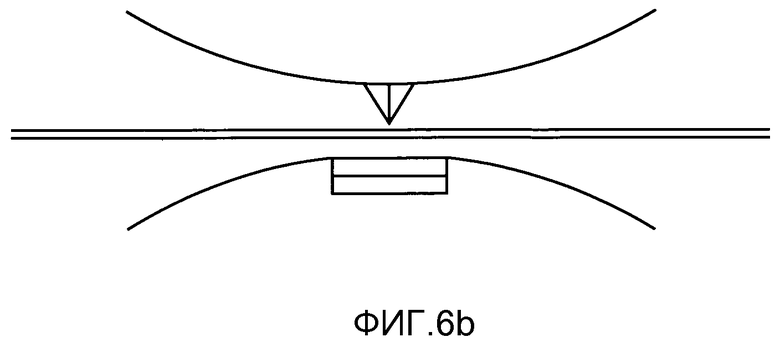
на фиг.6b представлен вид сбоку, на котором изображен другой пример вдавливающего инструмента, предназначенного для вдавленной метки, изображенной на фиг.4а и 4b, и
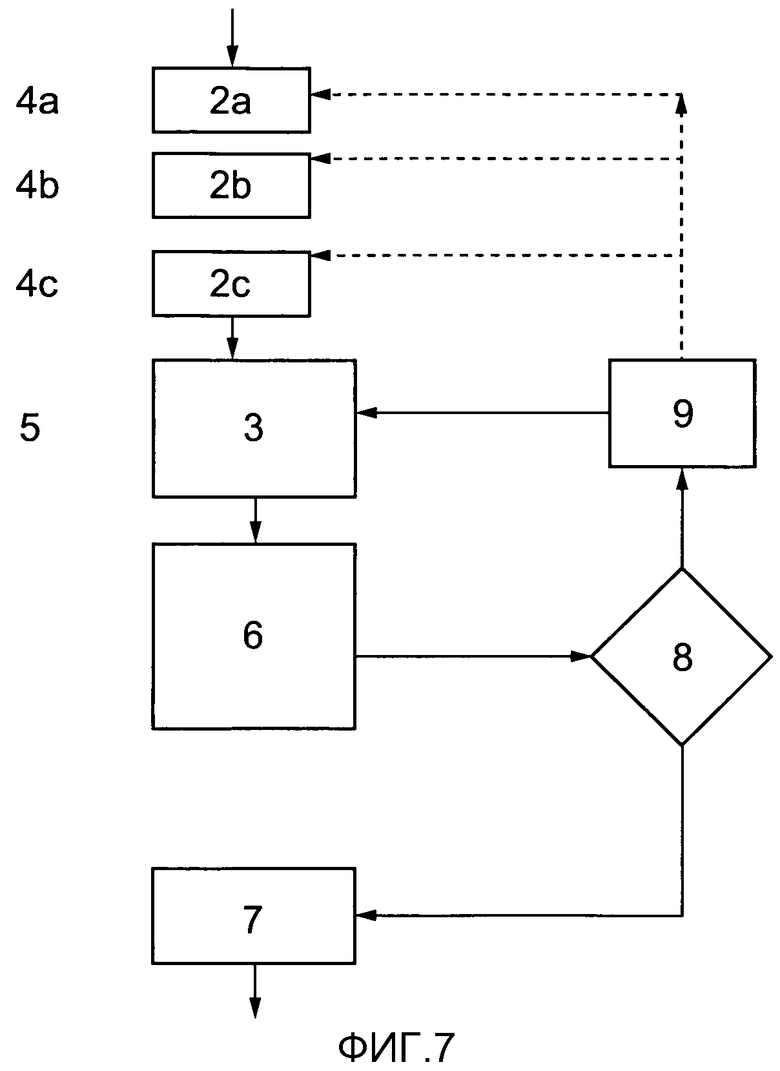
на фиг.7 представлена блок-схема, на которой изображен предпочтительный вариант осуществления способа изготовления упаковочного материала согласно изобретению.
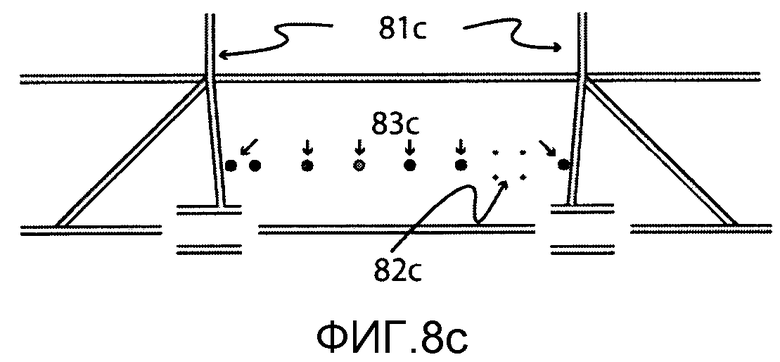
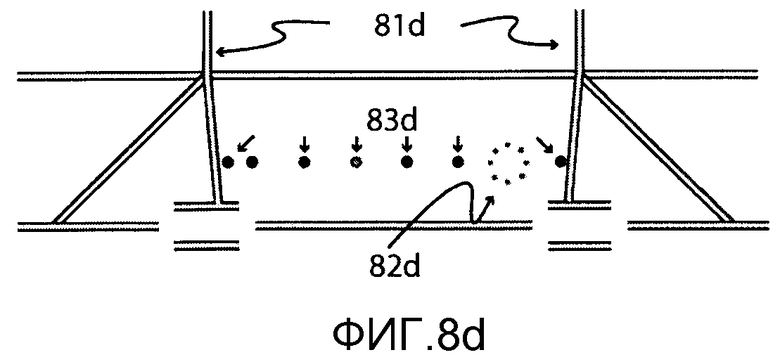
На фиг.8a, 8b, 8c и 8d изображены альтернативные варианты осуществления вдавленных меток для возможного использования согласно изобретению.
Подробное описание вариантов осуществления
Таким образом, на фиг.1 изображена производственная линия для преобразования рулонного упаковочного материала. Перед тем, как полотно 1 материала, из которого должны быть образованы упаковочные контейнеры, такие как, например, для упаковывания пищевых продуктов, пройдет к положению распознавания согласно настоящему изобретению, он проходит печатную машину 2 с некоторым количеством печатных аппаратов (на чертеже изображен только один) и секцию для создания непечатного рисунка 30, такую как, например, биговальный инструмент 3. В биговальном инструменте 3 на листовом материале образуются биги или линии бига в продольном направлении и/или в поперечном направлении. Упаковочные контейнеры должны быть согнуты вдоль этих линий бига, посредством чего образуется трехмерная структура на поверхности полотна материала. В печатной машине 2 на листе 1 материала печатаются текст и/или картинки. Отпечаток 20 может изменяться в зависимости от внешнего вида конечной упаковки. Печатный рисунок 20 включает в себя также печатные приводочные метки 4, которые могут помогать контролировать положение печатного рисунка. Одна или более печатных приводочных меток 4 могут быть выполнены различными способами для распознавания различных упаковок и заданной величины расстояния от линий бига. Приводочная метка предпочтительно образована с областями, которые являются очень контрастными, и в виде двухмерной структуры. Как правило, внешние виды различных приводочных меток хранятся в компьютере и используются в распознавании различных упаковок.
Как правило, печатное оформление содержит несколько печатных рисунков, каждый из которых выполнен в одном единственном цвете, которые при печатании одного над другим вместе образуют полное печатное оформление. Для того, чтобы получить ясный и хорошо выглядящий отпечаток с четким фокусом текста и картинок, необходимо выровнять соответствующие печатные рисунки друг с другом. До настоящего времени это делалось посредством распознавания относительных положений печатных меток из каждого соответствующего рисунка относительно друг друга после каждого печатного аппарата, причем эти метки имеют одинаковый размер и форму, но разные цвета, одним и тем же оптическим датчиком или камерой.
Точность такого выравнивания отпечатка с отпечатком является достаточно высокой, и операция печатания может управляться так, что выравнивание непрерывно отслеживается и регулируется посредством известного и существующего оборудования с оптическим датчиком.
Полотно 1 материала часто содержит некоторое количество параллельных полос или частей полотна (1-1, 1-2, и так далее), которые могут быть предназначены для упаковок для одинаковых или различных типов упаковываемых продуктов, то есть которые имеют одинаковое или различное печатное оформление. Обычно достаточно отмечать и контролировать положение меток вдоль полосы на полной ширине полотна.
Печатная секция 2 и непечатная/биговальная секция 3 могут быть расположены в любом порядке вдоль производственной линии полотна материала. Продольное направление полотна материала изображено стрелкой на фиг.1.
При операции бигования, метка 5, имеющая форму вдавленного углубления, имеющая трехмерную конфигурацию, выполняется одновременно с линиями бига предпочтительно посредством вдавливания заостренной вершины, расположенной на биговальном ролике, в материал на заданном расстоянии от печатной приводочной метки (меток) 4.
Вниз по потоку полотна материала после двух печатных 2 и непечатных секций 3 расположен оптический датчик 6 для одновременного распознавания и определения положений всех приводочных меток 4 и 5.
Компьютер, который не изображен, присоединен к оптическому датчику или камере 6, а также к контролирующему средству для регулирования работы биговального инструмента 3 и печатной машины 2. Кроме того, компьютер хранит обновленную информацию о разных типах упаковочных контейнеров, причем эта информация предоставляется при распознавании полотна 1 материала. Компьютер выполняет анализ картинок, снятых камерой (камерами) или оптическим датчиком (датчиками), и приводит распознанное относительное положение соответствующих приводочных меток и делает вычисления, основанные при упомянутом анализе. Поскольку различные части компьютера не являются сами по себе уникальными, они не будут дополнительно представлены здесь.
Печатная приводочная метка 4 может быть распознана и зарегистрирована, если она была напечатана на поверхности, которая имеет более светлый оттенок, чем приводочная метка, при условии, что существует достаточный контраст между приводочной меткой 4 и печатной поверхностью. На практике приводочные метки 4 и 5 могут быть распознаны, если они не выполнены на темной поверхности.
Как правило, и предпочтительно, после операций печатания и бигования упаковочный материал на основе картона покрывается наружными слоями пластиков для защиты от влаги и жидкости. Многослойный упаковочный материал также часто предусмотрен со слоем, препятствующим прохождению кислорода, например, с алюминиевой фольгой, на одной стороне картона, между картоном и наружным слоем пластика.
В качестве альтернативы, лист материала может быть покрыт тонким слоем пластика после операции печатания, но перед бигованием. Таким образом, в объеме изобретения также возможно создавать метку в форме вдавленного углубления на бумажном листе, покрытом пластиком.
На некоторых типах упаковки выполняются отверстия или перфорации для открывания в последующей операции 7 вниз по потоку от линии преобразования полотна материала. Предпочтительно, это выполняется посредством лазерной резки согласно известным технологиям. Отверстия и перфорации 70 для открывания могут быть предназначены для конкретных открывающих устройств, для соломинок, для способствования открыванию упаковки, и так далее. Важно, что такие отверстия и перфорации отрегулированы относительно положений печатного и непечатного рисунка.
Согласно дополнительной особенности изобретения, положение и приводка печатной приводочной метки 4, таким образом, могут быть использованы для контролирования блока, расположенного вниз по потоку от линии преобразования, например, установки лазерной резки, для вырезания повторяющегося рисунка, например, отверстий или перфораций, в полотне материала.
На фиг.1b изображен в виде сверху кусок рулонного упаковочного материала 1 с печатным рисунком 20, совмещенным с рисунком линий 30 бига для последующего формирования сгибанием упаковочного материала в упаковки, и приводочными метками 4 и 5 для каждого соответствующего рисунка. Кусок, изображенный в примере, представляет собой нижнюю часть упаковки. Линии бига созданы в виде рисунка 30 линий вдоль листа в продольном направлении и поперек полотна, в поперечном направлении полотна. Печатный рисунок 20 может содержать картинки, текст и/или просто цветные области. Упаковочный материал при необходимости предусмотрен с перфорированными или вырезанными отверстиями или перфорациями в полотне материала в заданных положениях, совмещенных с печатным рисунком.
На фиг.2 изображен ряд печатных меток 4a, 4b, 4c, 4d, 4e, 4f, 4g, 4h и 5 для распознавания, которые изображены на виде 2а сверху, как видно оптическим датчиком или камерой 6. Таким образом, печатная приводочная метка 4 печатается вдоль каждого соответствующего печатного цветного рисунка. Метка 5 в форме вдавленного углубления создается в синхронизации с последующей операцией, в частности, с операцией бигования, посредством чего выполняется затененное или темное пятно посредством освещения на заданном расстоянии от печатных приводочных меток. Относительное положение вдавленной метки 5 определяется по отношению к печатным меткам 4 посредством оптического распознавания камерой положения каждой цветной или темной и затененной метки, соответственно, при сопоставлении со светлым фоном на полотне материала. На соответствующем виде 2b сбоку видно, что все печатные приводочные метки 4 имеют конфигурацию только в двух измерениях на поверхности полотна, тогда как вдавленная метка имеет намеренную конфигурацию, углубленную в рулонный материал. Важно, что вдавленная метка 5 расположена в достаточной близости от печатных приводочных меток, так что относительные положения меток 4 и 5 могут быть определены и совмещены одним и тем же оптическим датчиком или камерой. Благодаря такому расположению будет достигнута более высокая точность измерения расстояния между метками вместе с более простой установкой оборудования в линии изготовления материала. По сравнению с существующей технологией с ручной регулировкой операций печатания и/или бигования для совмещения печати и бигования (print-to-crease), которая обеспечивает точность измерения порядка ±0,05 мм и точность контролирования порядка, примерно, ±0,25 мм, точность измерения может быть увеличена до порядка ±0,01 мм, тогда как точность контролирования может быть увеличена до порядка, примерно, ±0,1 мм, посредством использования способа согласно изобретению.
На фиг.3-5 изображены метки 5 в форме вдавленного углубления, имеющие различные трехмерные конфигурации.
На фиг.3а изображены вид сбоку (левый) и вид сверху (правый) типичной метки, полученной посредством вдавливания круглой заостренной вершины в полотно материала. Из вида сверху видно, что темное пятно появляется из середины вдавленной метки, где заостренная вершина вошла в лист материала, и углубление имеет свою максимальную глубину. Контур на виде сверху вдавленного углубления имеет форму круглой точки. Вдавленное углубление имеет форму обратного полого конуса с круглым или эллиптическим открытым основанием. Для получения темной тени из вдавленной метки важно, чтобы угол, под которым поверхности вдавленного углубления наклонены относительно друг друга, у нижней точки углубления, был острым, то есть меньше, чем 90 градусов. Согласно другому способу, выражения требования к углублению, отношение между шириной контура отверстия метки в форме вдавленного углубления у поверхности полотна к максимальной глубине метки в форме углубления должно быть меньше, чем 2.
На фиг.3b изображены вид сбоку (левый) и вид сверху (правый) метки, подобной метке на фиг.3а, но с максимальной глубиной метки в форме вдавленного углубления, расположенной ассиметрично внутри контура отверстия у поверхности полотна.
На фиг.4а изображены вид сбоку (левый) и вид сверху (правый) типичной метки, полученной посредством вдавливания в полотно материала заостренной вершины, имеющей квадратное или прямоугольное основание. Из вида сверху видно, что темное пятно появляется из середины вдавленной метки, где заостренная вершина вошла в полотно материала, и углубление имеет свою максимальную глубину. Контур в виде сверху вдавленного углубления имеет форму квадрата или прямоугольника. Вдавленное углубление имеет форму обратной полой пирамиды с квадратным или прямоугольным открытым основанием. Для получения темной тени из вдавленной метки важно, чтобы угол, под которым поверхности вдавленного углубления наклонены относительно друг друга, у нижней точки углубления, был острым, то есть, меньше, чем 90 градусов. Согласно другому способу выражения требования к углублению, отношение между средней шириной контура отверстия метки в форме вдавленного углубления у поверхности полотна к максимальной глубине метки в форме углубления должно быть меньше, чем 2.
На фиг.4b изображены вид сбоку (левый) и вид сверху (правый) метки, подобной метке на фиг.4а, но с максимальной глубиной метки в форме вдавленного углубления, расположенной ассиметрично внутри контура отверстия у поверхности полотна.
На фиг.5 изображены вид сбоку (левый) и вид сверху (правый) дополнительного варианта метки, полученной посредством вдавливания в полотно материала структуры из нескольких заостренных вершин. Из вида сверху видно, что темное пятно появляется из областей вдавленной метки, где заостренные вершины вошли в полотно материала, и углубление является глубоким. Контур в виде сверху вдавленного углубления имеет форму круглой точки, имеющей меньшие темные пятна в центре. Для получения темной тени из вдавленной метки кажется важным, чтобы угол, под которым поверхности вдавленного углубления наклонены относительно друг друга, у нижней точки углублений от заостренных вершин, был острым, то есть, меньше, чем 90 градусов. Согласно другому способу выражения требования к углублению, отношение между средней шириной контура отверстия метки в форме вдавленного углубления у поверхности полотна к максимальной глубине метки в форме углубления должно быть меньше, чем 2.
Фиг.6а представляет собой вид сбоку примера вдавливающего средства для вдавленной метки, проиллюстрированной на фиг.3а, то есть выступающей заостренной вершины, имеющей круглое основание, прикрепленной к охватываемой части вдавливающего средства, такой как ролик, преимущественно, биговальный ролик. Другая часть вдавливающего средства, действующая на другой стороне полотна материала, может быть охватывающей частью, преимущественно, охватывающим роликом, имеющим соответствующее углубление напротив места, где выступ вдавливает полотно материала.
Фиг.6b представляет собой вид сбоку, на котором изображен дополнительный пример вдавливающего средства, предназначенного для вдавленной метки, проиллюстрированной на фиг.4а, то есть выступающей заостренной вершины, имеющей квадратное или прямоугольное основание, прикрепленной к охватываемой части вдавливающего средства, такой как ролик, преимущественно, биговальный ролик. Другая часть вдавливающего средства, действующая на другой стороне полотна материала, может содержать резиновый блок или матрицу, расположенный напротив места, где выступ вдавливает полотно материала.
Фиг.7 представляет собой блок-схему, на которой изображены основные этапы предпочтительного варианта осуществления способа согласно изобретению.
Полотно материала предпочтительно сначала проходит один или более печатных аппаратов 2а, 2b, 2с, в зависимости от того, как много цветов будет использовано в печатном рисунке, причем посредством каждой печатной машины будет образована одна печатная приводочная метка 4a, 4b, 4c. На следующем этапе 3 на полотне будет создан непечатный рисунок, предпочтительно рисунок из линий бига. Одновременно с созданием непечатного рисунка, предпочтительно, с операцией бигования, создается метка 5 в форме вдавленного углубления.
Оптический датчик 6 распознает положения печатных приводочных меток 4 и 5, и измеренные величины регистрируются компьютером 8, сравнивающим измеренные величины с заданной величиной, запрограммированной в компьютере. Если измеренные величины отличаются от заданных величин, ответные сигналы передаются к регулирующему средству 9 для регулировки печатных 2 и/или непечатных 3 операций, предпочтительно бигования. При необходимости, дополнительные операции 7, такие как, например, операции дополнительного вырезания отверстия или операции вырезания перфорации, могут контролироваться посредством распознанных положений печатных меток 4, совмещенных с меткой 5 в форме вдавленного углубления.
На фиг.8 изображен очередной вариант осуществления, предусматривающий одну метку в форме вдавленного углубления, таким образом, создающий одну теневую метку, как описано выше.
На фиг.8b, 8c и 8d изображены альтернативные варианты осуществления, каждый из которых предусматривает комплект множественных меньших меток, которые образуют рисунок меток, таким образом, создавая множественные теневые метки. Таким образом, вдавленное углубление может альтернативно включать в себя множественные теневые метки, которые образуют заданный рисунок. Такие метки множественных углублений, которые создают множественные теневые метки при освещении, таким образом, также являются возможными в объеме заявленного изобретения. Посредством измерения группы таких отдельных меток, которые вместе образуют некоторый заданный рисунок, возможно дополнительно увеличить точность измерений и контролирования печатных и непечатных операций относительно друг друга с еще более высокой точностью.
Тем не менее, дополнительные варианты осуществления, отличающиеся от описанных выше чертежей и примеров этой заявки или являющиеся их модификациями, возможны в рамках объема прилагаемой формулы изобретения.




Изобретение относится к способу и системе для контролирования относительного положения между печатным рисунком и непечатным рисунком, таким как, например, рисунок из линий бига или отверстий, на перемещающемся полотне материала посредством снабжения полотна материала по меньшей мере одной меткой в форме вдавленного углубления с трехмерной топографической конфигурацией на заданном расстоянии от печатной приводочной метки и распознавания этих меток одной и той же системой контролирующего датчика. Такая особенность способа и системы контролирования позволяет использовать их для изготовления многослойного упаковочного материала, имеющего печатное оформление и бигованные линии складывания в приводке. Технический результат - обеспечение возможности непрерывного отслеживания относительного положения между печатным рисунком и непечатной трехмерной структурой или рисунком, таким как линии бига и/или отверстия или перфорации. 4 н. и 25 з.п. ф-лы, 15 ил.
1. Способ контролирования приводки, с высокой точностью, на перемещающемся полотне материала между печатным рисунком и непечатным рисунком, отличающийся тем, что он содержит этапы
a) печатания по меньшей мере одного печатного рисунка и по меньшей мере одной печатной двухмерной приводочной метки на полотне,
b) создания непечатного рисунка или повторяющегося элемента на листе, причем этапы a) и b) выполняются в любом порядке,
c) одновременно и в синхронизации с операцией выполнения этапа b), вдавливания углубления, имеющего трехмерную топографическую конфигурацию, такую чтобы из углубления создавалась тень при освещении, на полотне на заданном расстоянии от печатной приводочной метки, причем углубление посредством этого производит темное пятно при освещении,
d) определения положения упомянутой тени или темного пятна относительно положения печатной метки посредством освещения и распознавания оптическим датчиком, причем тень распознается тем же оптическим датчиком, который используется для распознавания печатной метки,
e) сравнения величины измеренного положения тени, созданной из вдавленного углубления, относительно положения печатной метки, с заданной величиной, и
f) регулирования операции создания упомянутого непечатного рисунка или повторяющегося признака, а так же упомянутого синхронизированного вдавленного углубления и/или регулирования операции печатания для подгонки измеренной величины к заданной величине.
2. Способ по п.1, в котором операция печатания выполняется перед непечатной операцией.
3. Способ по п.1, в котором этап a) выполняется перед этапом b) и относится к обеспечению предварительно напечатанного полотна материала, имеющего по меньшей мере один печатный рисунок и по меньшей мере одну печатную двухмерную приводочную метку на полотне.
4. Способ по п.1, в котором этап b) выполняется перед этапом a) и относится к обеспечению предварительно изготовленного полотна материала, имеющего по меньшей мере один непечатный рисунок или повторяющийся элемент и по меньшей мере одну метку в форме вдавленного углубления, имеющую трехмерную топографическую конфигурацию, такую чтобы из углубления создавалась тень при освещении, на полотне на заданном расстоянии от печатной приводочной метки, причем углубление посредством этого производит темное пятно при освещении.
5. Способ по п.1, в котором положение упомянутой тени относительно положения печатной метки определяется как в продольном направлении (MD), так и в поперечном направлении (TD).
6. Способ по п.1, в котором печатный рисунок содержит несколько последовательно напечатанных цветов, и каждый печатный цветной рисунок имеет печатную приводочную метку, причем каждая последовательная печатная метка контролируется для того, чтобы быть приведенной с первой печатной меткой посредством того же оптического датчика.
7. Способ по п.1, в котором размер и форма контура при виде сверху упомянутой тени являются приблизительно такими же, как размер и форма печатной метки.
8. Способ по п.1, в котором контур при виде сверху упомянутой тени, а также печатная метка имеют форму круглого пятна.
9. Способ по п.1, в котором непечатный рисунок является рисунком из бигованных или рифленых линий складывания.
10. Способ по п.1, в котором непечатный рисунок содержит повторяющиеся перфорированные или вырезанные линии перфорации или отверстия.
11. Способ по п.1, в котором непечатный рисунок является выдавленным или рельефным рисунком.
12. Способ по п.1, в котором этап f) регулирования операции создания непечатного рисунка и/или операции печатания включает регулирование положения листа в поперечном направлении.
13. Способ по п.1, в котором этап f) регулирования операции создания непечатного рисунка и/или операции печатания включает регулирование скорости вращения одного или более печатающих роликов и/или подающих роликов в операции, в которой создается непечатный рисунок, предпочтительно биговальных роликов.
14. Способ по п.1, в котором вдавленное углубление образовано посредством вдавливания заостренной вершины в полотно материала на заданную глубину.
15. Способ по п.1, в котором вдавленное углубление имеет контур отверстия с шириной W у поверхности рулонного материала и максимальную глубину d у нижней точки внутри области контура отверстия так, что поверхности углубления наклонены друг к другу у нижней части под острым углом.
16. Способ по п.1, в котором вдавленное углубление имеет форму обратного полого конуса с круглым или эллиптическим открытым основанием.
17. Способ по п.1, в котором вдавленное углубление имеет форму обратной полой пирамиды с основанием квадратной, прямоугольной или ромбовидной формы.
18. Способ изготовления материала, включающий способ контролирования приводки на перемещающемся полотне материала между печатным рисунком и непечатным рисунком по любому из пп.1-17.
19. Способ изготовления упаковочного материала, включающий способ контролирования приводки на перемещающемся полотне материала между печатным рисунком и непечатным рисунком из бигованных линий сгиба или отверстий по любому из пп.1-17.
20. Система, используемая в способе изготовления полотна материала, имеющего печатный рисунок в положении приводки с непечатным рисунком или повторяющимся элементом на полотне материала, отличающаяся тем, что она имеет
g) секцию для обеспечения напечатанного полотна материала, в которой по меньшей мере один рисунок печатается вместе с по меньшей мере одной печатной двухмерной приводочной меткой на полотне,
h) секцию для создания непечатного рисунка или повторяющегося элемента на полотне и вдавливающее средство для создания, одновременно и в синхронизации с созданием непечатного рисунка или элемента, углубления, имеющего трехмерную топографическую конфигурацию такую, чтобы из углубления создавалась тень при освещении, на полотне на заданном расстоянии от печатной приводочной метки,
i) систему оптического датчика для определения положения упомянутой тени относительно положения печатной метки посредством распознавания тени, производимой упомянутой трехмерной углубленной конфигурацией при освещении, и одновременного распознавания приводочной метки (меток),
j) сравнивающее средство для сравнения величины измеренного положения тени относительно положения печатной метки с заданной величиной, и
k) регулирующее средство для регулирования операции создания упомянутого непечатного рисунка или повторяющегося элемента, а так же упомянутого синхронизированного вдавленного углубления, и/или регулирования операции печатания для подгонки измеренной величины к заданной величине.
21. Система по п.20, в которой секция g) предшествует секции h) и дополнительно содержит секцию размотки, причем печатный рисунок и печатная приводочная метка были предварительно напечатаны на полотне в отдельной предшествующей операции.
22. Система по п.20, в которой секция h) предшествует секции g) и содержит секцию размотки, причем непечатный рисунок или повторяющийся элемент вместе с меткой в форме вдавленного углубления были предварительно созданы на полотне в отдельной предшествующей операции.
23. Система по любому из пп.20 или 21, в которой секция для создания непечатного рисунка или повторяющегося элемента на полотне является биговальной секцией.
24. Система по любому из пп.20 или 21, в которой секция для создания непечатного рисунка или повторяющегося элемента на полотне является секцией вырезания перфорации или пробивания отверстия.
25. Система по любому из пп.20 или 21, в которой секция для создания непечатного рисунка или повторяющегося элемента на полотне является секцией вырезания перфорации или отверстия.
26. Система по любому из пп.20 или 21, в которой секция для создания непечатного рисунка или повторяющегося элемента на полотне является секцией выдавливания.
27. Система по любому из пп.20 или 21, в которой система контролирующего датчика содержит матричный датчик, объединенный с источником освещения и выполненный с возможностью распознавания заданных приводочных меток.
28. Система по любому из пп.20 или 21, в которой упомянутое сравнивающее средство включает в себя компьютер, который присоединен к оптическому датчику для регистрации измеренных относительных положений и к контролирующему средству для регулирования операции печатной машины и/или непечатной операции.
29. Система по любому из пп.20 или 21, в которой средство для вдавливания упомянутого углубления содержит заостренную вершину, выполненную с возможностью быть вдавленной в полотно материала на заданную глубину.
| Способ управления преобразователем частоты с непосредственной связью | 1974 |
|
SU526054A1 |
| WO 2005049326 A1, 02.06.2005 | |||
| Устройство для увлажнения воздуха | 1988 |
|
SU1521993A1 |
| ЦЕННЫЙ ДОКУМЕНТ С ЛОКАЛЬНЫМ УПРОЧНЕНИЕМ, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2002 |
|
RU2317898C2 |

