Область техники, к которой относится изобретение
Изобретение относится к электроиндукционному нагреву краев сляба, изготовленного из электропроводящего не ферритового материала.
Уровень техники
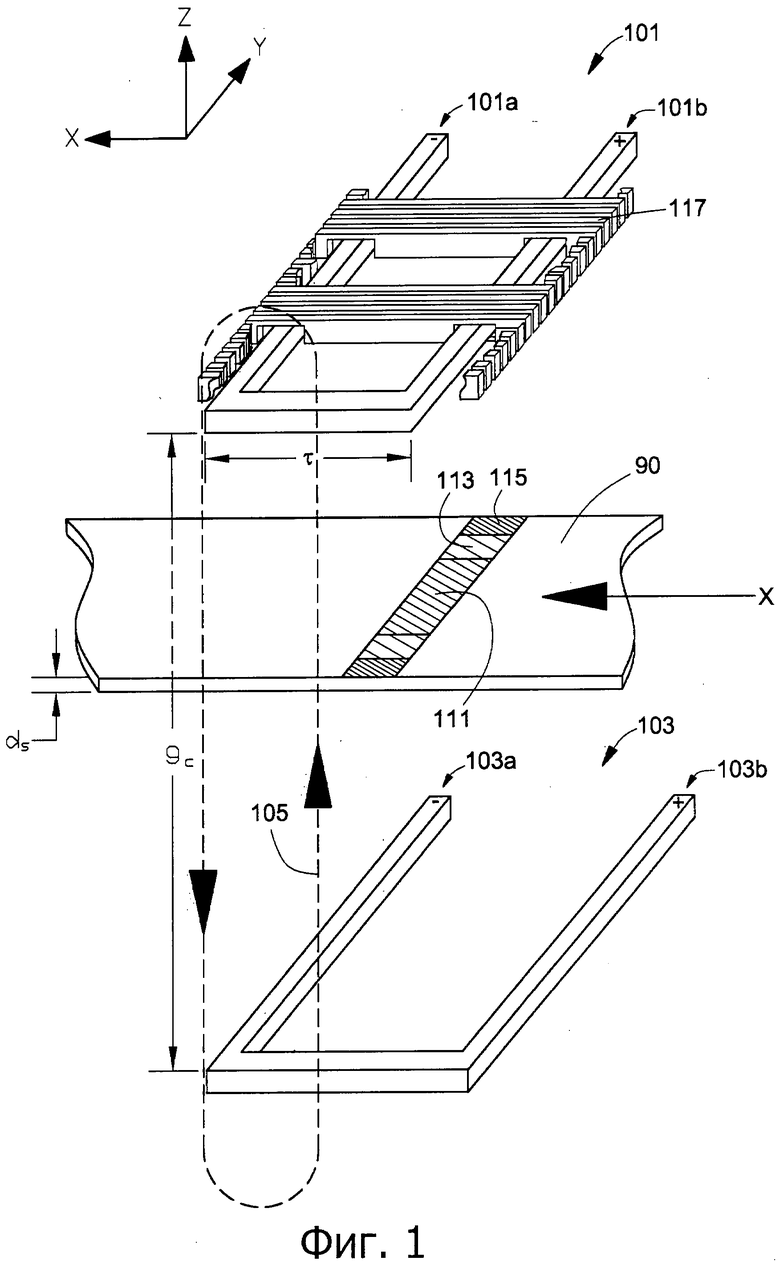
Типичный индуктор с поперечным магнитным потоком содержит индукционную катушку, имеющую две секции. Электропроводящий листовой материал, сплошной или состоящий из отдельных секций, может подвергаться индукционному нагреву вдоль поперечного сечения посредством: помещения материала между двумя секциями катушки; подачи переменного тока к катушке; и перемещения материала через две секции катушки. Например, на фиг.1 индукционная катушка содержит секцию 101 катушки и секцию 103 катушки, расположенные соответственно над и под материалом, который может представлять собой, например, металлическую полосу 90, которая непрерывно перемещается через катушку в направлении, показанном стрелкой. Для ориентации трехмерное ортогональное пространство определено осями X, Y и Z, показанными на фиг.1. Соответственно, полоса перемещается в направлении X. Зазор gc или просвет между секциями катушки для ясности показан на фигуре утрированно увеличенным, но с сохранением длины поперек поперечного сечения полосы. Концы 101а и 101b секции 101 катушки и концы 103а и 103b секции 103 катушки подсоединены к одному или большему числу источников переменного тока (не показанных на фигурах) так, что они имеют текущие полярности, указанные на фиг 1. Ток через катушку создает общий магнитный поток, показанный типовой линией 105 магнитного потока (пунктирной линией), которая проходит через полосу под прямым углом и вызывает возникновение вихревых токов в плоскости полосы. Для направления магнитного поля в сторону полосы могут применяться концентраторы 117 магнитного потока (частично показанные на фигуре вокруг секции 101 катушки), например элементы из слоистого материала или других материалов с высокой магнитной проницаемостью и низким магнитным сопротивлением. Подбор частоты (f, Гц) переменного тока для эффективного нагрева проводится по следующей формуле:
где ρ - электрическое сопротивление полосы, Ом·м; gc - зазор (просвет) между секциями катушки, м; τ - шаг полюсов катушки, м; ds - толщина полосы, м.
На фиг.2 показан типичный профиль нагрева в сечении полосы, полученный при помощи установки, показанной на фиг.1, при относительно малом шаге катушки и, соответственно, с учетом вышеприведенной формулы с малой частотой. По оси Х на фиг.2 отложена нормированная координата, в поперечном сечении полосы, причем центру полосы соответствует координата 0.0, а противоположным краям полосы соответствуют координаты +1.0 и -1.0. По оси Y отложена нормированная температура, полученная при индукционном нагреве полосы, причем нормированная температура 1.0 соответствует по существу равномерной температуре нагрева в средней зоне 111 полосы. Ближе к краям полосы, в зонах 113 (называемых плечевыми зонами), полученные температуры в сечении полосы уменьшаются от нормированной температуры 1.0, а затем увеличиваются в крайних зонах 115 полосы до величины, превышающей нормированную температуру 1.0.
В некоторых многоэтапных промышленных процессах материал первоначально нагревается, а затем перемещается на второй этап процесса. При перемещении от начального нагрева ко второму этапу процесса края материала могут существенно охладиться. Следовательно, между первоначальным нагревом и вторым этапом процесса необходимо выполнить какой-то краевой нагрев.
При электроиндукционном нагреве полоса может быть определена, как листовой материал, подвергаемый индукционному нагреву, при котором стандартная глубина проникновения индуцированного вихревого тока в материал меньше, чем толщина материала. И, наоборот, сляб может быть определен, как листовой материал, подвергаемый индукционному нагреву, при котором стандартная глубина проникновения индуцированного вихревого тока в материал больше толщины материала. Технических подход к индукционному нагреву краев листового материала может быть различным в зависимости оттого является материал полосой или слябом.
Одной из целей настоящего изобретения является разработка аппарата и способа нагрева электропроводящего сляба за счет нестандартного использования поперечной индукционной магнитной катушки, при котором индукционный нагрев в большей степени производится на краях сляба, а не распределяется равномерно по его ширине.
Раскрытие изобретения
В одном аспекте настоящее изобретение представляет собой аппарат и способ электроиндукционного нагрева краев электропроводящего сляба при помощи поперечной магнитной катушки путем вынесения поперечных краев катушки за пределы противоположных краев сляба и помещения компенсатора магнитного потока в зону между выступающими секциями катушки у противоположных краев.
В другом аспекте настоящее изобретение представляет собой аппарат для Индукционного нагрева краев сляба и способ индукционного нагрева, по меньшей мере, одного поперечного края сляба из электропроводящего материала. Магнитная катушка имеет две поперечных секции. Каждая секция пары поперечных секций магнитной катушки имеет пару поперечных сегментов катушки. Каждая пара поперечных сегментов катушки одной секции пары поперечных секций магнитной катушки расположена на расстоянии от пары поперечных сегментов катушки другой секции пары поперечных секций магнитной катушки и образует зону индукционного нагрева сляба, через которую может проходить сляб при ориентации длины сляба по существу нормально к паре поперечных сегментов катушки каждой секции пары поперечных секций магнитной катушки. Поперечные сегменты катушки каждой секции пары поперечных секций магнитной катушки отделены друг от друга в одной плоскости расстоянием шага катушки. Поперечные сегменты катушки каждой секции пары поперечных секций магнитной катушки имеют выступающие поперечные края, которые выступают в поперечном направлении за пределы, по меньшей мере, одного края сляба в зоне индукционного нагрева сляба. Выступающие поперечные края поперечных сегментов катушки каждой секции пары поперечных секций магнитной катушки соединены при помощи отдельных продольных сегментов катушки, ориентированных по существу параллельно длине сляба в зоне индукционного нагрева сляба. Выступающие поперечные края поперечных сегментов катушки каждой секции пары поперечных секций магнитной катушки и продольный сегмент катушки образуют крайнюю компенсирующую зону между выступающими поперечными краями и продольным сегментом катушки каждой секции пары поперечных секций магнитной катушки. По меньшей мере, один концентратор магнитного потока окружает, по меньшей мере, поперечные сегменты катушки пары поперечных секций магнитной катушки, за счет чего мгновенный ток проходит в одинаковом направлении через каждую секцию пары поперечных секций магнитной катушки. Каждый из источников переменного тока, число которых, по меньшей мере, равно одному, имеет выходную частоту fslab, определяемую из следующего выражения: 
Эти и прочие аспекты изобретения изложены в данном описании и в прилагаемой формуле изобретения.
Краткое описание чертежей
Для иллюстрации изобретения на чертежах показана предпочтительная в настоящее время форма; однако следует понимать, что данное изобретение не ограничивается показанными компоновкой и оборудованием.
Фиг.1 - электромагнитная индукционная установка текущего уровня техники.
Фиг.2 - типичная характеристика индукционного нагрева в поперечном сечении для электромагнитной индукционной установки, показанной на фиг.1.
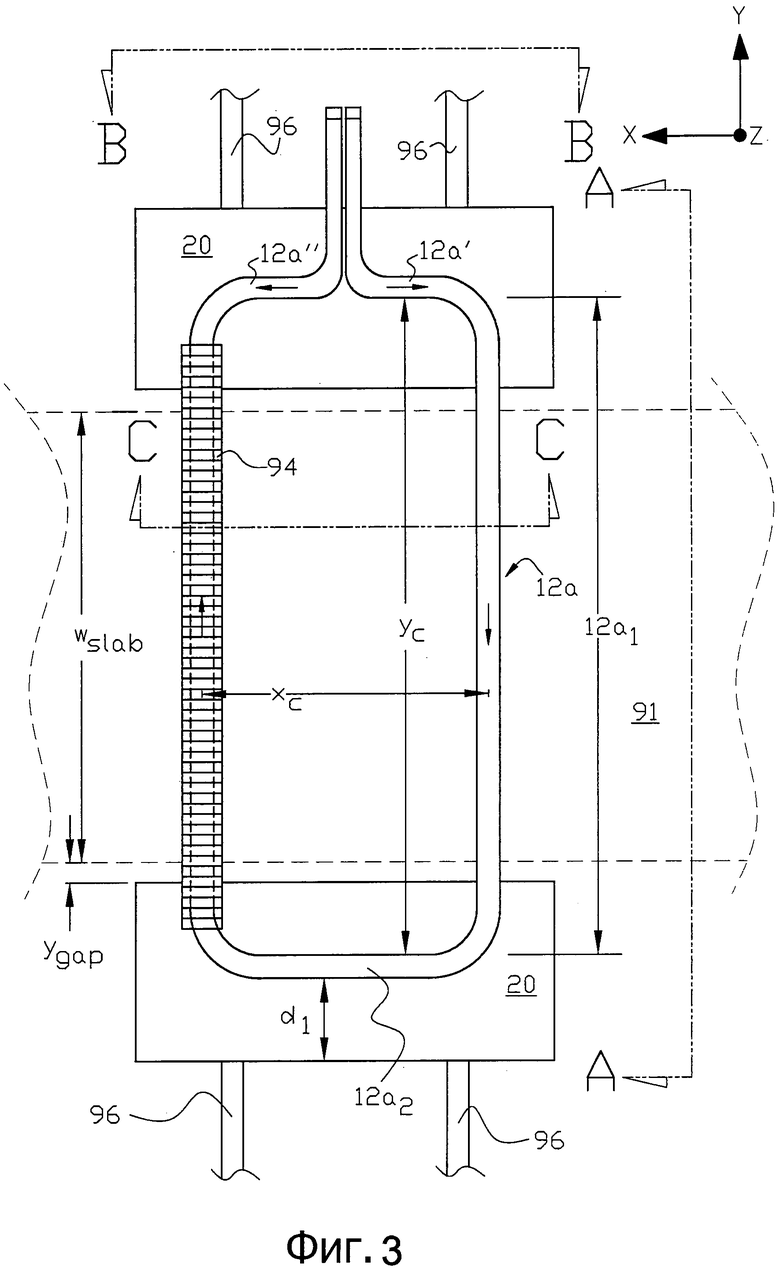
Фиг.3 - вид сверху примера аппарата индукционного нагрева краев сляба по изобретению, на котором показана только верхняя секция индукционной поперечной магнитной катушки.
Фиг.4(а) - вид по линии А-А фиг.3 аппарата индукционного нагрева краев сляба, приведенного на фиг.3.
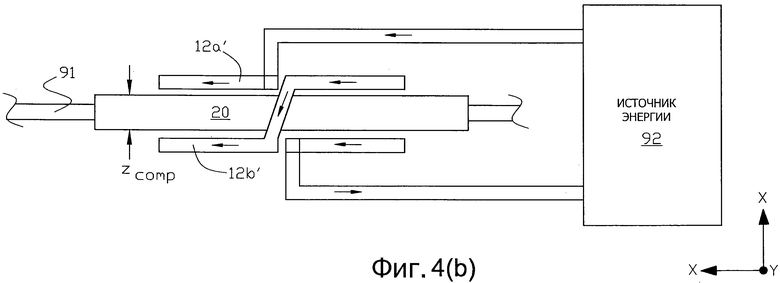
Фиг.4(b) - вид по линии В-В фиг.3 аппарата индукционного нагрева краев сляба, приведенного на фиг.3, с одним из вариантов подключения к источнику тока.
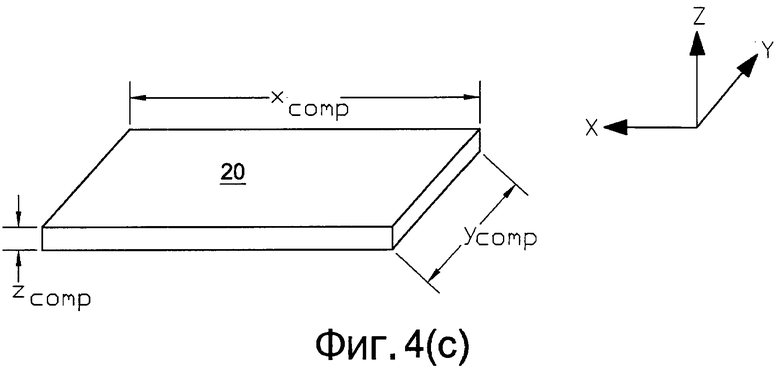
Фиг.4(с) - вид в изометрии примера компенсатора магнитного потока, применяемого для аппарата индукционного нагрева краев сляба, приведенного на фиг.3.
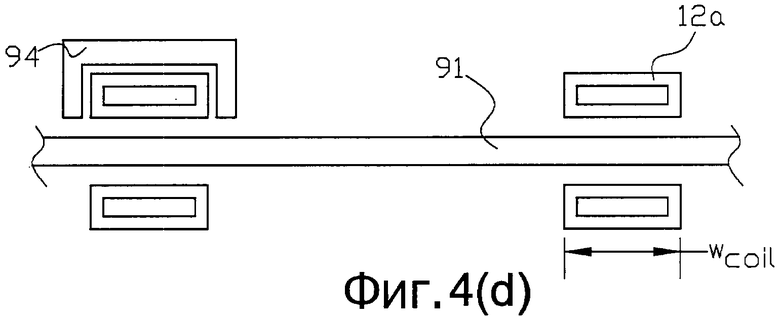
Фиг.4(d) - вид по линии С-С фиг.3 аппарата индукционного нагрева краев сляба, приведенного на фиг.3.
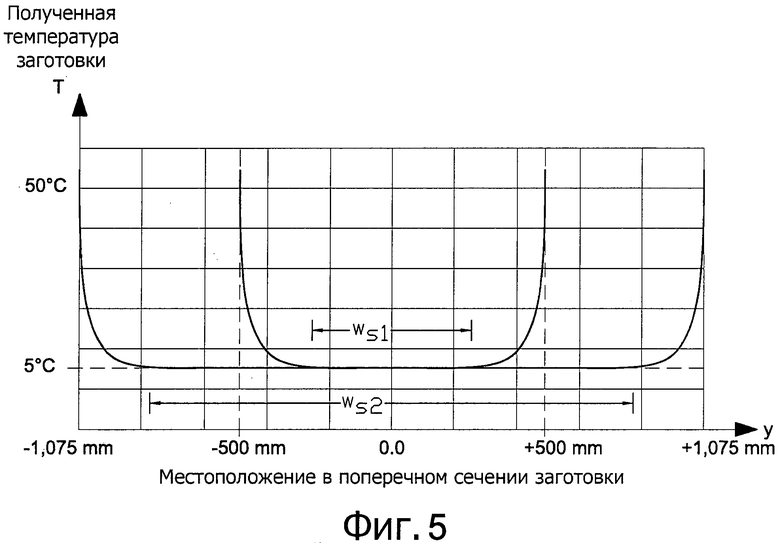
Фиг.5 - типичный график характеристики индукционного нагрева в сечении для установки индукционного нагрева краев сляба, показанной на фиг.3, фиг.4(а), фиг.4(b), фиг.4(с) и фиг.4(d).
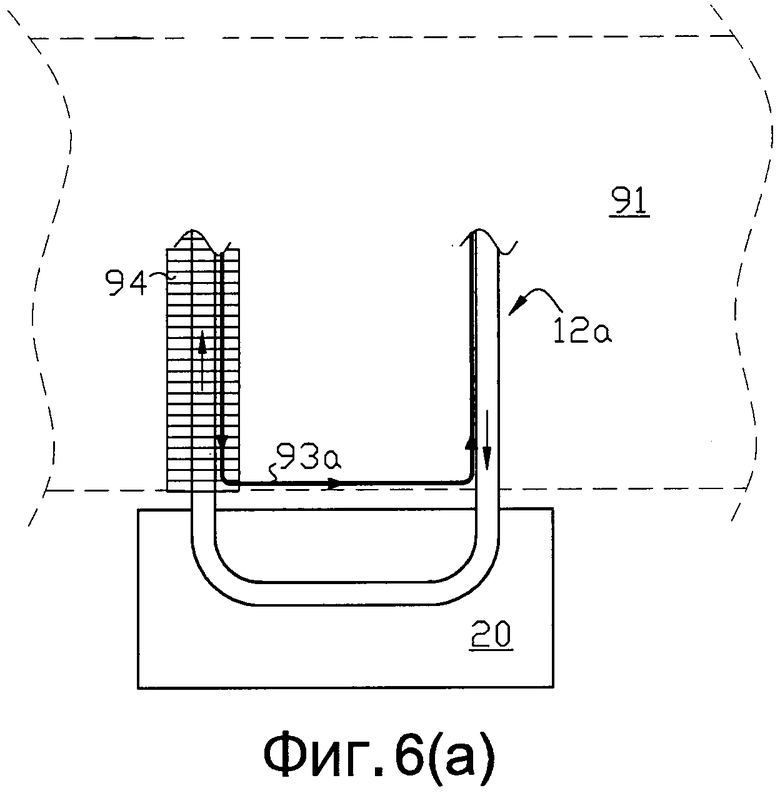
Фиг.6(а) - предпочтительное применение аппарата индукционного нагрева при помощи поперечного магнитного потока, имеющего поперечные края, выходящие за пределы краев сляба по сравнению с катушкой с поперечным магнитным потоком, поперечные края которой расположены рядом с краями листа материала, которая показана на фиг.6(b).
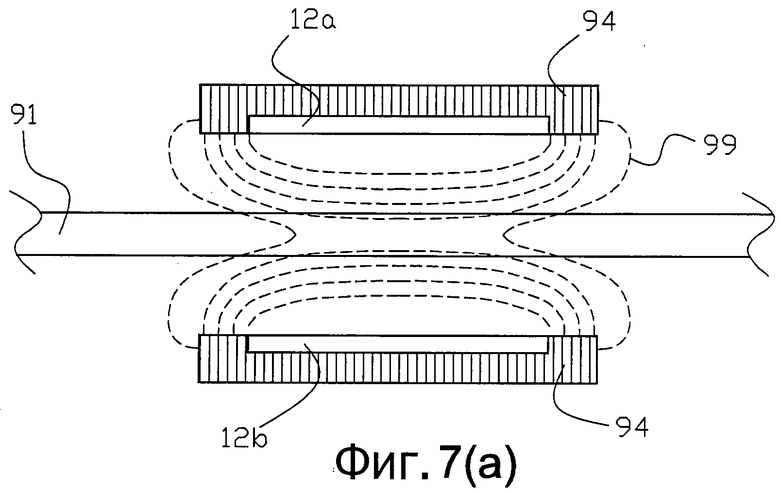
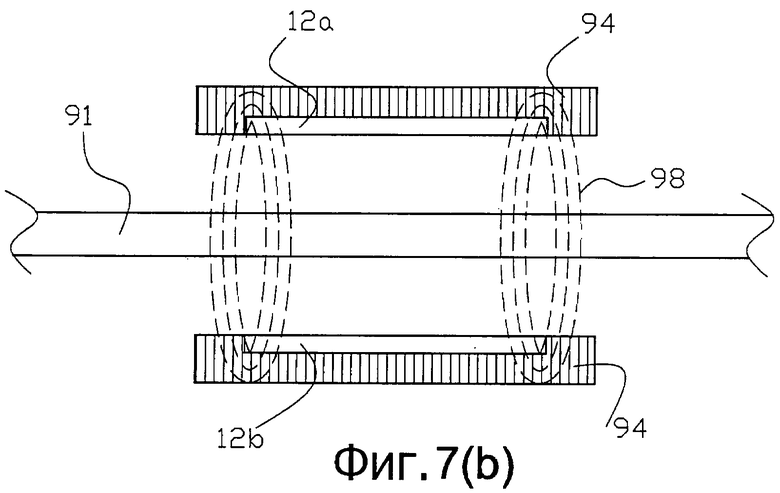
Фиг.7(а) - предпочтительное распределение магнитного потока, полученное в настоящем изобретении по сравнению с характерным распределением магнитного потока, получаемым в аппаратах-аналогах, показанным на фиг.7(b).
Осуществление изобретения
На фиг.3, фиг.4(а), фиг.4(b), фиг.4(с) и фиг.4(d) чертежей, на которых одинаковыми позициями обозначены подобные элементы, показан один пример аппарата для индукционного нагрева краев сляба согласно изобретению.
Сляб 91 перемещается в направлении Х между поперечными сегментами 12a1 и 12b1 поперечных секций 12а и 12b магнитной катушки соответственно, которые расположены над и под противоположными поверхностями сляба и образуют поперечное индукционное магнитное устройство 12 (индукционную магнитную катушку). Две секции катушки предпочтительно параллельны одна другой в направлении Z. Электропроводящий компенсатор 20, выполненный из материала с высокой электропроводностью, такого как, например, медный сплав, расположен у противоположных краев сляба в пределах компенсирующей крайней зоны, как будет описано ниже. Секции 12а и 12b катушки предпочтительно подсоединены к единому источнику 92 энергии, как показано, например, на фиг.4(b), таким образом, что мгновенный ток течет в направлениях, обозначенных стрелками. В то время как питание подводится к обеим секциям катушки с одного конца каждой катушки, показанной на фиг.4(b), в других вариантах осуществления изобретения возможно использование других точек подвода питания. Например, подвод питания может производиться для каждой секции катушки в поперечных сегментах катушки. Предпочтительным является единый, а не отдельный подвод к каждой секции катушки, поскольку при этом легко обеспечивается симметричность магнитного потока между верхней и нижней секцией катушки. Магнитные шунты 94 (показанные на фиг.3 только для одного поперечного сегмента 12a1 секции 12а катушки) проходят вокруг каждого поперечного сегмента катушки, образующих пару секций 12а и 12b катушки. Каждая секция катушки имеет пару поперечных сегментов катушки разделенных расстоянием (хс) полюсного шага друг от друга. Каждый поперечный сегмент проходит в поперечном направлении за пределы поперечного края сляба, как показано, например, на фиг.3 для поперечного сегмента 12a1 катушки. Выступающие концы соседних поперечных сегментов катушки соединяются друг с другом при помощи продольного сегмента катушки, который может быть ориентирован по существу параллельно длине сляба. Например, как показано на фиг.3, одна пара соседних концов поперечных сегментов 12a1 катушки соединена при помощи продольного сегмента катушки 12а2. В варианте осуществления изобретения, показанном на фиг.3, противоположные выступающие концы поперечных сегментов 12a1 катушки соединены друг с другом при помощи продольного сегмента катушки, образованного комбинацией сегментов 12а' и 12а'', которые в свою очередь соединяют поперечные секции магнитной катушки с источником переменного тока. Предпочтительно шунты проходят над каждым поперечным сегментом катушки по меньшей мере на всю длину сляба, перемещающегося между секциями катушки, и направляют магнитный поток, создаваемый проходящим в секциях катушки током, к поверхностям сляба 91.
Основой для применения поперечной магнитной катушки в качестве нагревателя краев сляба, выполненного из не ферромагнитного сплава, в настоящем изобретении является такой подбор выходной частоты fsiab источника 92 тока, чтобы она превышала величину, определяемую по следующей формуле:

где ρslab - удельное электрическое сопротивление материала сляба, Ом·м dslab - толщина сляба, м.
Устройство, соответствующее изобретению, может настраиваться на диапазон поперечной ширины сляба, для этого оно снабжено средством 96 (см. фиг.3) перемещения компенсаторов в направлении Y (в поперечном направлении) для компенсации изменения ширины сляба. Например, аппарат для перемещения компенсаторов может представлять собой прямолинейные рельсы или стержни, конструктивно соединенные с компенсаторами и прикрепленные к выходному элементу одного или большего числа линейных приводов (либо приводимые вручную).
В одном варианте осуществления изобретения аппарат индукционного нагрева краев сляба может работать со слябами поперечной шириной (wslab) 1000-2150 мм и толщиной 30-60 мм. Шаг (xc) в каждой поперечной секции магнитной катушки из пары поперечных сегментов катушки составляет приблизительно 900 мм, а ширина (у с) каждой секции катушки составляет приблизительно 2400 мм, при этом виток, образующий каждую поперечную секцию катушки, имеет ширину приблизительно 240 мм (wcoil), a секции катушки выполнены в виде прямоугольных проводников, как показано на фиг.4 (d), внутри которых может быть выполнен канал для протекания охлаждающей среды, такой как вода. По мере увеличения отношения шага катушки к ширине сляба, происходит увеличение отношения мощности, индуцируемой в кромках сляба, к мощности, индуцируемой в остальной части поперечного сечения сляба. Каждый компенсатор 20 выполнен из электропроводящего материала, такого как медный сплав, и имеет длину xcomp приблизительно 1300 мм, ширину ycomp приблизительно 900 мм, и высоту zcomp, которая незначительно меньше зазора zgap, что необходимо для предотвращения короткого замыкания между компенсатором и соседней секцией катушки. Расстояние (зазор) zgap между верхней секцией 12а катушки и нижней секцией 12b катушки составляет приблизительно 250 мм. При изменении ширины сляба компенсаторы необходимо переместить в направлении Y для обеспечения минимального расстояния ygap между краем сляба и краем соседнего компенсатора. Например, расстояние ygap величиной 40 мм может быть достаточным для ввода сляба в направлении Y между компенсаторами.
Расстояние d1 на фиг.3 может изменяться приблизительно от 0 до 575 мм при изменении ширины сляба от максимального значения 2150 мм до 1000 мм, при этом компенсаторы перемещаются в направлении Y для согласования с изменением ширины. Размеры компенсатора магнитного потока, применяемого в данном варианте осуществления изобретения, подобраны таким образом, что каждый компенсатор магнитного потока находится в крайней компенсаторной зоне, установленной между выступающими поперечными краями поперечных сегментов катушки и соединительным продольным сегментом противоположных секций 12а и 12b катушки рядом с каждым краем сляба.
Было обнаружено, что вышеприведенные относительные размеры сляба, катушек и компенсаторов являются предпочтительными для получения нагрева кромок сляба при компоновке устройства с поперечной магнитной катушкой, соответствующего изобретению, для диапазона слябов, описанного выше. Вышеописанная компоновка распространяется и на другие конфигурации прочих вариантов осуществления изобретения. На фиг.5 показаны два примера достижимого нагрева краев, при котором наиболее удаленные края сляба шириной 2150 мм или 1000 мм могут подвергаться индукционному нагреву на 50°С, при увеличении номинальной температуры центральной зоны поперечного сечения сляба на 5°С. Как показано на фиг.5, при помощи аппарата индукционного нагрева краев сляба по изобретению для сляба шириной 1000 мм поперечный край сляба может быть индукционно нагрет до 10-кратной температуры (5°С) внутреннего участка сляба, составляющего приблизительно 65% ширины (ws1) сляба. Для сляба шириной 2150 мм за счет индукционного нагрева обеспечивается увеличение температуры поперечного края на величину (50°С) в 10 раз превышающую величину (5°С) увеличения температуры приблизительно 80% ширины (ws2) внутреннего участка сляба при помощи аппарата индукционного нагрева краев сляба по изобретению.
Вынесение поперечных краев поперечной магнитной индукционной катушки по изобретению максимально увеличивает концентрацию индуцируемых токов в крайних зонах полосы. На фиг.6(b), на которой поперечные края катушки расположены около края сляба, мгновенный индуцированный вихревой ток (показанный линией 93b со стрелками), и, следовательно, индукционный нагрев самых дальних кромок сляба, не достигает максимальной величины; при этом, когда поперечные края катушки и концентраторы магнитного потока вынесены, как показано на фиг.6(а), индуцируемый вихревой ток (показанный линией 93 а со стрелками) имеет максимальную величину на краях сляба.
Подбор рабочей частоты fslab на основании электропроводности материала сляба и толщины сляба позволяет получить распределение 99 магнитного потока, показанное пунктирными линиями на фиг.7(а), которое является предпочтительным для нагрева краев, в отличие от распределения 98 магнитного потока, показанного пунктирными линиями на Фиг.7(b) известного уровня техники, описанного выше. В общем случае для эффективного нагрева краев отношение толщины сляба к стандартной глубине проникновения вихревых токов составляет предпочтительно больше чем примерно 3. В этом заключается отличие от описанного нагрева полосы известного уровня техники, при котором стандартная глубина проникновения вихревых токов меньше толщины полосы.
Установка компенсаторов магнитного потока между вынесенными краями поперечной магнитной катушки (вместо воздушного зазора) существенно снижает импеданс катушки и обеспечивает передачу достаточной мощности от источника энергии для индукционного нагрева сляба.
Каждый сляб, перемещаемый через поперечные секции магнитной катушки, может иметь любую длину.
Хотя в вышеприведенных примерах осуществления изобретения показано поперечное индукционное магнитное устройство с одновитковыми секциями катушки, в других примерах возможно применение многовитковых секций катушки. Хотя в вариантах осуществления изобретения аппарат и способ индукционного нагрева краев сляба применяются для нагрева обоих краев сляба, в других примерах возможен индукционный нагрев только одного поперечного края сляба.
Настоящее изобретение описано при помощи предпочтительных примеров и вариантов осуществления и прилагаемой формулы изобретения. Возможно создание его альтернативных вариантов и модификаций, отличающихся от описанных в данном документе, которые не выходят за пределы объема изобретения. Специалисты в данной области техники при помощи положений данного описания могут выполнять модификации изобретения, не выходящие за пределы объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ СВЕРХТОНКИХ СТАЛЬНЫХ ПОЛОС | 2021 |
|
RU2836776C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1992 |
|
RU2105434C1 |
| Атомайзер для системы подачи пара | 2020 |
|
RU2770767C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО УДЕРЖИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В ГОРИЗОНТАЛЬНЫХ ЛИТЕЙНЫХ МАШИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2405652C2 |
| ЭЛЕКТРОННАЯ СИСТЕМА ПОДАЧИ ПАРА, АТОМАЙЗЕР И КАРТРИДЖ ДЛЯ НЕЁ | 2020 |
|
RU2824028C2 |
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ | 2006 |
|
RU2358417C1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| УСТРОЙСТВО С ТВЕРДОТЕЛЬНОЙ НАСАДКОЙ ДЛЯ ПРОВЕДЕНИЯ ЭНДОТЕРМИЧЕСКИХ РЕАКЦИЙ С ПРЯМЫМ ЭЛЕКТРИЧЕСКИМ НАГРЕВОМ | 2019 |
|
RU2778871C2 |
| КАРТРИДЖ ДЛЯ СИСТЕМЫ ПОДАЧИ ПАРА И СИСТЕМА ПОДАЧИ ПАРА | 2020 |
|
RU2826181C2 |
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ | 2006 |
|
RU2357383C1 |


Изобретение относится к электроиндукционному нагреву краев сляба, содержащего электропроводящий неферритовый материал, и обеспечивается при помощи поперечной магнитной индукционной катушки, которая содержит пару секций катушки, между которыми пропускают сляб. Секции катушки выступают в поперечном направлении за пределы противоположных краев сляба. Концентраторы магнитного потока размещают вокруг зон секций катушки, находящихся под слябом и над слябом. Компенсатор магнитного потока помещают между каждым из двух противоположных выступающих краев секций катушки в области края сляба. В альтернативном варианте выполняют индукционный нагрев только одного края сляба. Изобретение обеспечивает нагрев в большей степени только краев сляба, без равномерного распределения по его ширине. 2 н. и 6 з.п. ф-лы, 12 ил.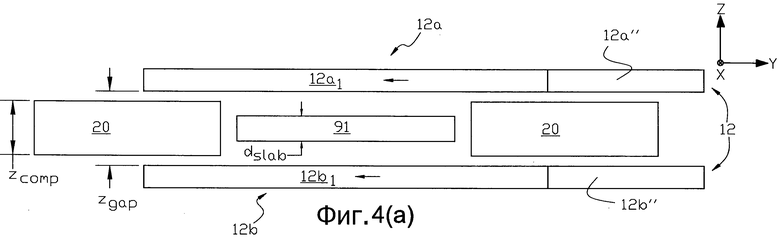
1. Аппарат индукционного нагрева края сляба для индукционного нагрева по меньшей мере одного поперечного края сляба электропроводящего материала, содержащий:
пару поперечных секций магнитной катушки, причем каждая из секций пары поперечных секций магнитной катушки содержит пару поперечных сегментов катушки, при этом пара поперечных сегментов катушки одной из пары поперечных секций магнитной катушки расположена на расстоянии от пары поперечных сегментов катушки другой секции из пары поперечных секций магнитной катушки для образования зоны индукционного нагрева сляба, через которую проходит сляб при ориентации его длины, по существу, перпендикулярно паре поперечных сегментов катушки каждой из пары поперечных секций магнитной катушки, причем поперечные сегменты катушки каждой из пары поперечных секций магнитной катушки находятся в одной плоскости и отделены друг от друга расстоянием шага катушки, при этом поперечные сегменты катушки каждой из пары поперечных секций магнитной катушки имеют выступающие края, которые выступают в поперечном направлении за пределы по меньшей мере одной кромки сляба в зоне индукционного нагрева сляба, причем выступающие поперечные края поперечных сегментов катушки каждой из пары поперечных секций магнитной катушки соединены друг с другом отдельным продольным сегментом катушки, ориентированным, по существу, параллельно длине сляба в зоне индукционного нагрева сляба, при этом выступающие поперечные края и продольный сегмент катушки образуют краевую компенсирующую зону между выступающими поперечными краями и продольным сегментом катушки каждой из пары поперечных секций магнитной катушки;
по меньшей мере один концентратор магнитного потока, окружающий по меньшей мере поперечные сегменты катушки пары поперечных секций магнитной катушки, по существу, во всех направлениях от зоны индукционного нагрева сляба;
по меньшей мере один источник переменного тока, подсоединенный к паре поперечных секций магнитной катушки так, чтобы мгновенный ток протекал в одном и том же направлении через каждую секцию из пары поперечных секций магнитной катушки, при этом каждый из указанных источников переменного тока имеет выходную частоту fslab, определяемую согласно выражению 
2. Аппарат индукционного нагрева сляба по п.1, в котором электропроводящий компенсатор имеет, по существу, прямоугольную форму, причем длина электропроводящего компенсатора больше, чем величина полюсного шага, высота электропроводящего компенсатора, по существу, равна расстоянию между выступающими поперечными краями и продольным сегментом катушки пары поперечных секций магнитной катушки при сохранении электрической изоляции между парой поперечных секций магнитной катушки, при этом высота электропроводящего компенсатора больше толщины сляба.
3. Аппарат индукционного нагрева сляба по п.1 или 2, в котором по меньшей мере один поперечный край сляба индукционно нагревается до температуры, по меньшей мере, в 10 раз превышающей температуру на 65% внутренней части поперечной ширины сляба.
4. Аппарат индукционного нагрева сляба по п.1 или 2, в котором отношение толщины сляба к стандартной глубине проникновения индуцируемого вихревого тока больше 3.
5. Аппарат индукционного нагрева сляба по п.1 или 2, дополнительно содержащий аппарат для перемещения электропроводящего компенсатора при изменении поперечной ширины сляба в зоне индукционного нагрева сляба.
6. Способ индукционного нагрева по меньшей мере одного поперечного края электропроводящего сляба, содержащий этапы, на которых:
пропускают электропроводящий сляб между парой поперечных секций магнитной катушки, причем каждая секция из пары поперечных секций магнитной катушки содержит пару поперечных сегментов магнитной катушки, а пара поперечных сегментов магнитной катушки одной секции из пары поперечных секций магнитной катушки расположена на расстоянии от пары поперечных сегментов катушки другой секции из пары поперечных секций магнитной катушки с образованием зоны индукционного нагрева сляба, через которую пропускают сляб при ориентации его длины, по существу, перпендикулярно паре поперечных сегментов катушки каждой секции из пары поперечных секций магнитной катушки, при этом поперечные сегменты катушки каждой секции из пары поперечных секций магнитной катушки находятся в одной плоскости и отделены друг от друга расстоянием шага катушки, причем поперечные сегменты катушки каждой секции из пары поперечных секций магнитной катушки имеют выступающие края, которые выступают в поперечном направлении за пределы по меньшей мере одной кромки сляба в зоне индукционного нагрева сляба, при этом выступающие поперечные края поперечных сегментов катушки каждой секции из пары поперечных секций магнитной катушки соединены друг с другом отдельным продольным сегментом катушки, ориентированным, по существу, параллельно длине сляба в зоне индукционного нагрева сляба, причем выступающие поперечные края и продольный сегмент катушки образуют краевую компенсирующую зону между выступающими поперечными краями и продольным сегментом катушки каждой секции из пары поперечных секций магнитной катушки, и по меньшей мере поперечные сегменты катушки пары поперечных секций магнитной катушки окружены по меньшей мере одним концентратором магнитного потока, по существу, во всех направлениях от зоны индукционного нагрева сляба;
подают переменный ток к паре поперечных секций магнитной катушки таким образом, чтобы мгновенный ток протекал в одном и том же направлении через каждую секцию из пары поперечных секций магнитной катушки;
устанавливают частоту переменного тока равной частоте fslab нагрева сляба, определяемой согласно выражению 
размещают электропроводящий компенсатор в краевой компенсирующей зоне.
7. Способ по п.6, дополнительно содержащий этап, на котором выполняют индукционный нагрев по меньшей мере одного поперечного края электропроводящего сляба до температуры, по меньшей мере в 10 раз превышающей температуру 65% внутренней части поперечной ширины сляба.
8. Способ по п.6 или 7, дополнительно содержащий этап, на котором перемещают электропроводящий компенсатор при изменении поперечной ширины сляба в зоне индукционного нагрева сляба.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 6570141 B2, 27.05.2003 | |||
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С ПОПЕРЕЧНЫМ ПОТОКОМ И МАГНИТНОЙ ЦЕПЬЮ ИЗМЕНЯЕМОЙ ШИРИНЫ | 2001 |
|
RU2236770C2 |

