Область техники, к которой относится изобретение
Настоящее изобретение касается способа изготовления торсионной балки и торсионной балки и более конкретно способа изготовления торсионной балки, при котором цилиндрическому элементу, являющемуся круглой трубкой в исходной конфигурации, придают форму торсионной балки с примерно U-образным или V-образным поперечным сечением, и торсионной балки, которая изготовлена с помощью способа изготовления торсионной балки.
Уровень техники
Для иллюстрации уровня техники, касающегося способа изготовления торсионной балки, укажем патентный документ 1 и патентный документ 2.
В случае, когда торсионную балку изготавливают таким образом, что цилиндрический элемент изготавливают с помощью обычного способа изготовления трубы (способ изготовления трубы, при котором направление вращения вращаемого стального листа является направлению оси трубы) и часть цилиндрического элемента сдавливают в радиальном направлении, существует вероятность того, что на внутренних периферийных поверхностях краевых частей сдавливаемой части в направлении по кругу в поперечном сечении образуются складки, которые распространяются в осевом направлении трубы (продольное направление) (далее краевые части называются ушными частями, так как форма краевых частей похожа на форму уха кролика). Эти складки становятся источником возникновения усталостных трещин и ухудшают долговечность торсионной балки. Для преодоления такого недостатка, в патентном документе 1 предложено использовать цилиндрический элемент, изготовленный путем установки направления вращения вращающегося стального листа примерно перпендикулярно осевому направлению цилиндрического элемента, в качестве цилиндрического элемента, предназначенного для сдавливания и придания формы в радиальном направлении и/или зачистки внутренней границы цилиндрического элемента в направлении, примерно перпендикулярном осевому направлению цилиндрического элемента до или после изготовления трубы.
В патентном документе 2 в качестве способа термообработки, который увеличивает прочность при деформации и усталостную прочность частей автомобиля, предложен способ, в котором к стальному материалу применяют скручивание в диапазоне, когда не происходит пластической деформации, термообработку применяют к части, на которую действует растягивающая нагрузка в таком состоянии, в котором действует скручивание, и скручивание снимают после охлаждения стального материала. Благодаря такому способу, считается, что направление приложенного остаточного напряжения при сжатии может быть легко выровнено с направлением напряжения, приложенного к стальному материалу при использовании, и улучшается точность размеров благодаря сдерживанию образования напряжения в стальном материале.
Патентные документы
Патентный документ 1 JP-A-2005-289258
Патентный документ 2 JP-A-2002-275538
Раскрытие изобретения
Решения, соответствующие упомянутому выше уровню техники, считаются эффективными для улучшения усталостной прочности ушной части торсионной балки, которая является деталью с высокой вероятностью возникновения усталостных трещин. При придании части цилиндрического элемента приблизительно U-образной формы в поперечном сечении (далее называется приблизительно U-образной формой в поперечном сечении) путем сдавливания части в радиальном направлении, ушная часть в основном подвергается изгибанию в направлении вдоль окружности и, следовательно, на цилиндрической внутренней поверхности ушной части имеет место остаточное напряжение в зоне растяжения, направленное вдоль окружности, и это остаточное напряжение приводит к снижению характеристик сопротивления усталости. Хотя технология, описанная в патентном документе 1, является технологией, которая сфокусирована на складках, которые образуются на цилиндрической внутренней поверхности и которые являются источником возникновения усталостных трещин, образования складок можно избежать, если придать ушной части форму с немного большим радиусом кривизны по сравнению со случаем формирования ушной части с малым радиусом кривизны, из-за чего образуются складки. Для улучшения характеристик сопротивления усталости важно предложить средство, которое уменьшает остаточное напряжение при растяжении в цилиндрической внутренней поверхности ушной части.
Тем не менее, в технологии, описанной в патентном документе 1, необходимо установить направление вращения вращающегося стального листа по существу перпендикулярно осевому направлению цилиндрического элемента и/или зачистить внутреннюю границу цилиндрического элемента в направлении вдоль окружности цилиндрического элемента, которое примерно перпендикулярно осевому направлению цилиндрического элемента. В этом случае, по сравнению с обычным случаем, на длину изготавливаемой трубы накладывается сильное ограничение или необходим дополнительный этап зачистки или подобный и, следовательно, недостаток этой технологии заключается в уменьшении производительности и увеличении затрат. Далее, по сравнению с обычным случаем, в технологии, описанной в патентном документе 2, нужны дополнительные этапа, такие как применение скручивания и термообработка и, следовательно, недостаток этой технологии заключается в уменьшении производительности и увеличении затрат.
В настоящем изобретении предложено средство, которое может преодолеть упомянутые выше недостатки и может улучшить усталостную прочность ушной части, которая является частью с высокой вероятностью возникновения усталостных трещин в торсионной балки, что практически не приводит к появлению недостатков в терминах производительности и затрат и суть настоящего изобретения заключается в следующем.
(1) Способ изготовления торсионной балки, отличающийся тем, что при изготовлении торсионной балки путем формирования цилиндрического элемента, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении (далее называется примерно V-образной формой в поперечном сечении), что делают путем сдавливания части цилиндрического элемента в радиальном направлении и последующего изгиба цилиндрического элемента, при котором нижняя линия цилиндрического элемента установлена в качестве внутренней стороны изгиба, и деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям.
(2) В упомянутом выше способе (1) изготовления торсионной балки, с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные части, наклоненные вверх (далее называются скошенными вверх частями), выполнены прилегающими к обоим концам горизонтальной части верхнего штампа (далее называется верхней горизонтальной частью), верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения по вертикали, и неподвижного нижнего штампа, в котором скошенные части, которые наклонены вниз (далее называются скошенными вниз частями), выполнены прилегающими к обоим концам горизонтальной части нижнего штампа (далее называется нижней горизонтальной частью), части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа и далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей нижнего штампа, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и, благодаря такому изгибу, деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям граничных частей, расположенных между сдавленными частями и несдавленными частями (части, которые постепенно изменяются, далее называются постепенно меняющимися частями).
(3) В упомянутом выше способе (1) или (2) изготовления торсионной балки, центральной продольной части цилиндрического элемента предварительно придают форму перевернутого треугольника в поперечном сечении (далее называется примерной формой перевернутого треугольника в поперечном сечении) и одновременно осуществляют предварительное формирование, в ходе которого применяют изгибающую деформацию к концам трубы в направлении, в котором низ части, которой придана примерно V-образная форма в поперечном сечении, выступает вниз, и далее с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения по вертикали, и неподвижного нижнего штампа, в котором скошенные вниз части выполнены прилегающими к обоим концам нижней горизонтальной части, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа и, далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей нижнего штампа, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и, благодаря такому изгибу, деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям постепенно меняющихся частей.
(4) В упомянутом выше способе (1) изготовления торсионной балки, с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения по вертикали, и выполненного с возможностью перемещения по вертикали нижнего штампа, в котором вертикальные части выполнены прилегающими к обоим концам нижней горизонтальной части, и нижних зажимов, которые неподвижным образом расположены на обеих концевых сторонах нижнего штампа, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа и одновременного применения изгибающей деформации к цилиндрическому элементу в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа и нижних зажимов, и далее обе концевые части трубы зажимают с помощью верхних зажимов и нижних зажимов и одновременно верхний и нижний штампы поднимают относительно нижних зажимов при поддержании зажатого состояния центральной части трубы, таким образом, осуществляют изгиб цилиндрического элемента, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и, благодаря такому изгибу, деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям постепенно меняющихся частей.
(5) В упомянутом выше способе (1) изготовления торсионной балки, с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа с возможностью перемещения по вертикали, и неподвижного нижнего штампа, в котором вертикальные части выполнены прилегающими к обоим концам нижней горизонтальной части, и ускоряющих изгиб поворотных штампов, которые расположены на обеих концевых сторонах нижнего штампа, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего и нижнего штампов, и одновременно применяют изгибающую деформацию к цилиндрическому элементу в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа и ускоряющих изгиб поворотных штампов, находящихся в состоянии поворота вверх, и далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и ускоряющих изгиб поворотных штампов, находящихся в состоянии поворота вниз, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и, благодаря такому изгибу, деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям.
(6) В упомянутом выше способе (1) или (2) изготовления торсионной балки, с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа с возможностью перемещения по вертикали, неподвижного нижнего штампа, в котором скошенные вниз части выполнены прилегающими к обоим концам нижней горизонтальной части, и ускоряющих изгиб выдвигающихся/убирающихся штампов, которые имеют конусовидную форму и которые расположены на обеих концевых сторонах нижнего штампа, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа и одновременно применяют изгибающую деформацию к цилиндрическому элементу в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа и выдвинутых ускоряющих изгиб выдвигающихся/убирающихся штампов, и далее, освобождают верхний штамп и убирают ускоряющие изгиб выдвигающиеся/убирающиеся штампы, затем обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей при одновременном зажиме центральной части трубы с помощью верхнего и нижнего штампов, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и, благодаря такому изгибу, деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям постепенно меняющихся частей.
(7) В упомянутом выше способе (1) или (2) изготовления торсионной балки, с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые сцеплены с верхним штампом и которые выполнены с возможностью выдвижения и убирания относительно верхнего штампа, и неподвижного нижнего штампа, в котором скошенные вниз части выполнены прилегающими к обоим концам нижней горизонтальной части, в состоянии, когда верхние зажимы убраны, часть цилиндрического элемента сдавливают в радиальном направлении с помощью верхнего штампа и нижнего штампа, таким образом, применяя к цилиндрическому элементу изгибающую деформацию в направлении, в котором центральная часть трубы выступает вниз, при этом части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, и далее поднимают верхний штамп и выдвигают верхние зажимы и затем опускают верхний штамп так, что обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей при одновременном зажатии центральной части трубы с помощью верхнего и нижнего штампов, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и, благодаря такому изгибу, деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям постепенно меняющихся частей.
(8) В любом из упомянутых выше способов (1)-(7) изготовления торсионной балки, по меньшей мере, на конечном этапе формирования, то есть на этапе, начинающимся от удержания состояния, в котором к цилиндрическому элементу применяют изгиб, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и заканчивающимся снятием нагрузки, к внутренней части цилиндрического элемента применяют давление жидкости.
(9) В упомянутом выше способе (1) изготовления торсионной балки, на этапе, в котором при изготовлении торсионной балки прямой формы путем формирования цилиндрического элемента, с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения в вертикальном направлении, и неподвижного нижнего штампа, в котором длина нижней горизонтальной части больше или равна длине цилиндрического элемента, в состоянии, когда верхние зажимы подняты, часть цилиндрического элемента сдавливают в радиальном направлении с помощью верхнего штампа и нижнего штампа, таким образом, к цилиндрическому элементу применяют изгибающую деформацию в направлении, в котором центральная часть трубы выступает вниз, при этом части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, и далее, обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и нижнего штампа, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и, благодаря такому изгибу, деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, применяют к ушным частям постепенно меняющихся частей, по меньшей мере, на конечном этапе формирования, то есть на этапе, который начинается от удержания состояния, в котором к цилиндрическому элементу применяют изгиб, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и заканчивается снятием нагрузки, к внутренней части цилиндрического элемента применяют давление жидкости.
(10) Торсионная балка, изготовленная из исходной трубы с использованием одного из упомянутых выше способов (1)-(9) изготовления, отличается тем, что остаточное напряжение, которое определяется максимальным значением максимального главного напряжения в зоне формирования «мочки» в ушной части постепенно меняющейся части торсионной балки, уменьшено до 50% или менее относительно предела YS текучести исходной трубы.
Что касается распределения остаточного напряжения в направлении толщины стенок в ушной части, которое имеет место в основном, когда цилиндрический элемент сгибают в направлении вдоль окружности во время формирования торсионной балки, путем изгиба, когда нижняя линия установлена в качестве передней стороны (также называется внутренней стороной изгиба) на следующем этапе, деформация в зоне растяжения действует в продольном направлении как на внутреннюю, так и на внешнюю поверхности ушной части 2 и, следовательно, распределение остаточного напряжения меняется, при этом может быть уменьшено остаточное напряжение при растяжении на внутренней поверхности.
В соответствии с настоящим изобретением, может быть уменьшено остаточное напряжение при растяжении для ушной части торсионной балки и также к ушной части 2 может быть применено деформационное упрочнение, так что может быть улучшена усталостная прочность ушной части 2. Что касается этапов, после обычного этапа сдавливания может быть добавлен только этап, на котором применяют небольшой изгиб, составляющий от 2 до 6%. То есть ограничение на длину изготавливаемой трубы совпадает с соответствующим ограничением при обычном способе изготовления и не нужно добавлять такие этапы, как шлифование, приложение скручивания и использование термообработки, и, следовательно, недостатки способа изготовления, соответствующего настоящему изобретению, с точки зрения производительности и затрат очень малы и ими можно пренебречь.
Краткое описание чертежей
Фиг.1 - схематический вид, показывающий один пример случая, когда в соответствии с аспектом (1) настоящего изобретения изготавливают торсионную балку прямой формы;
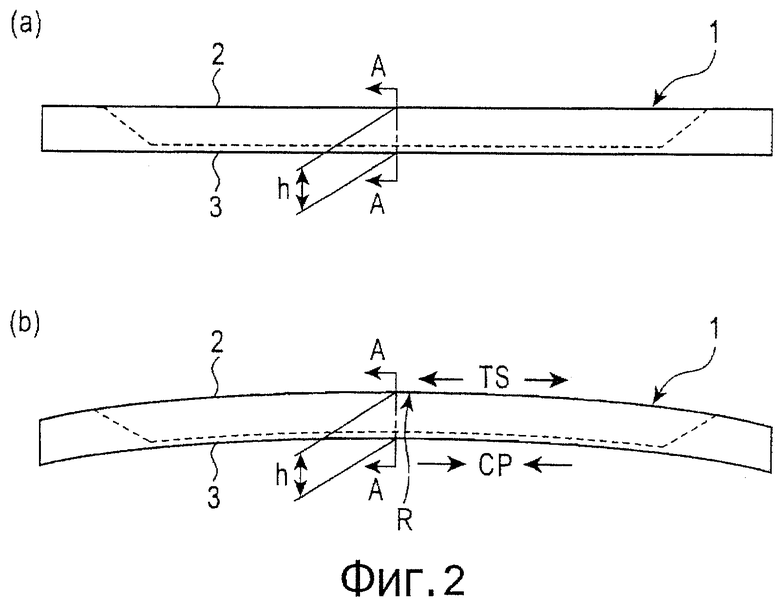
фиг.2 - схематический вид, показывающий один пример случая, когда в соответствии с аспектом (1) настоящего изобретения изготавливают торсионную балку изогнутой формы;
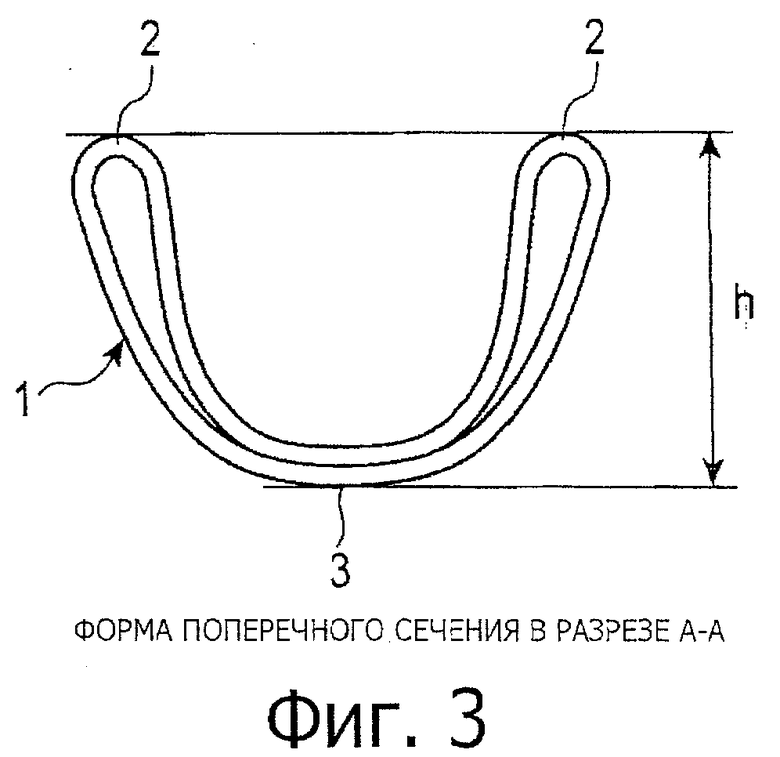
фиг.3 - поперечный разрез А-А (если смотреть в направлении, в котором указывают стрелка А-А) фиг.1 или 2;
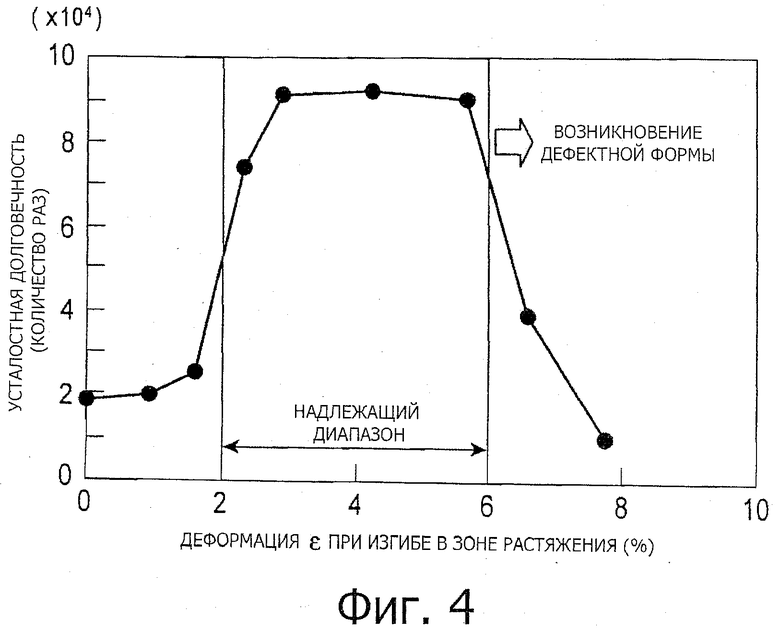
фиг.4 - график, показывающий один пример результата исследования взаимосвязи между деформацией при изгибе в зоне растяжения, применяемой к ушной части 2 торсионной балки, и долговечностью (или срок службы до разрушения от усталости), указанный результат получен с помощью испытания на усталостное разрушение;
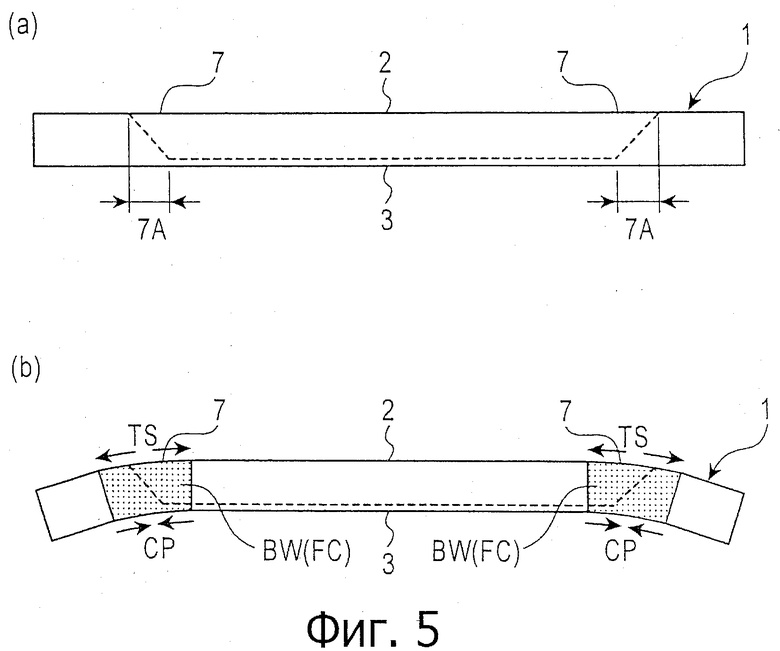
фиг.5 - схематический вид, показывающий один пример другого варианта осуществления в соответствии с аспектом (1) настоящего изобретения;
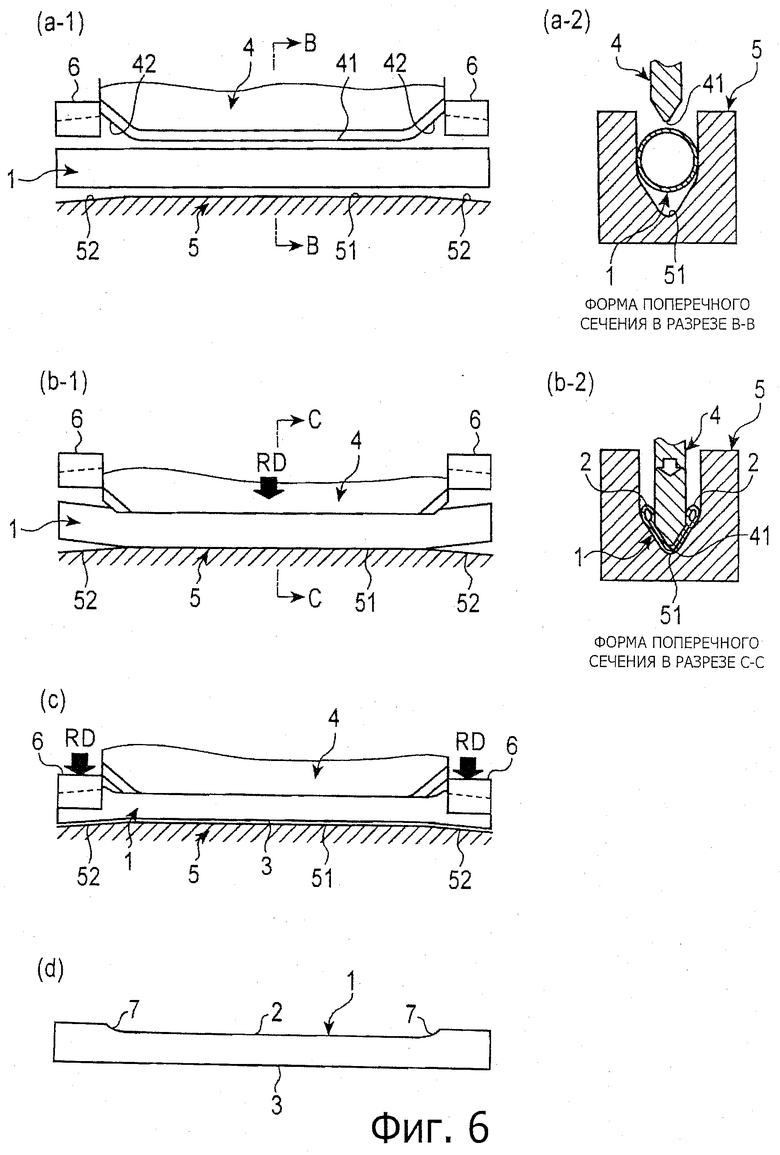
фиг.6 - схематический вид, показывающий один пример варианта осуществления в соответствии с аспектом (2) настоящего изобретения;
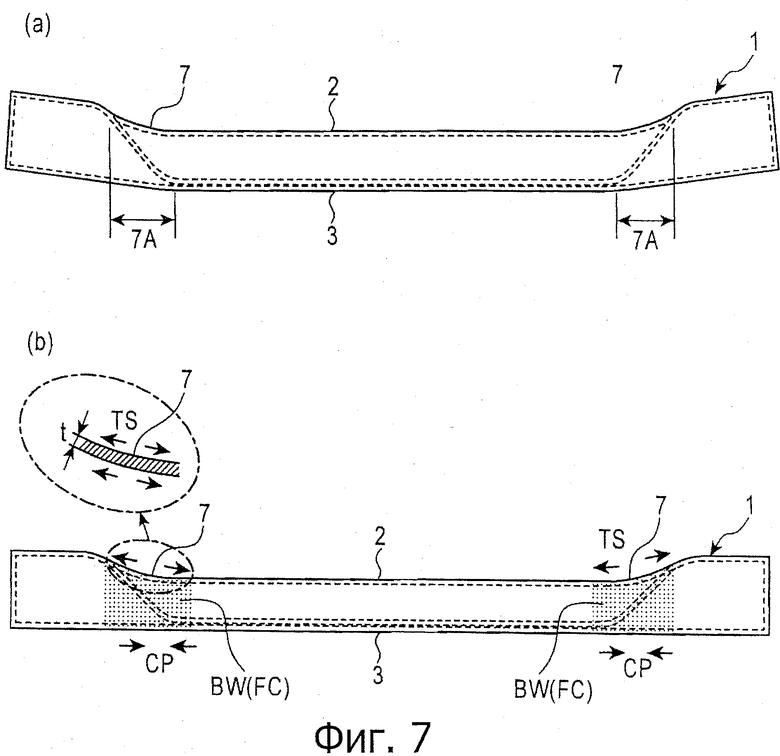
фиг.7 - пояснительный вид, показывающий состояние, в котором деформацию при изгибе в зоне растяжения применяют к постепенно меняющейся части 7 ушной части в соответствии с аспектом (2) настоящего изобретения;
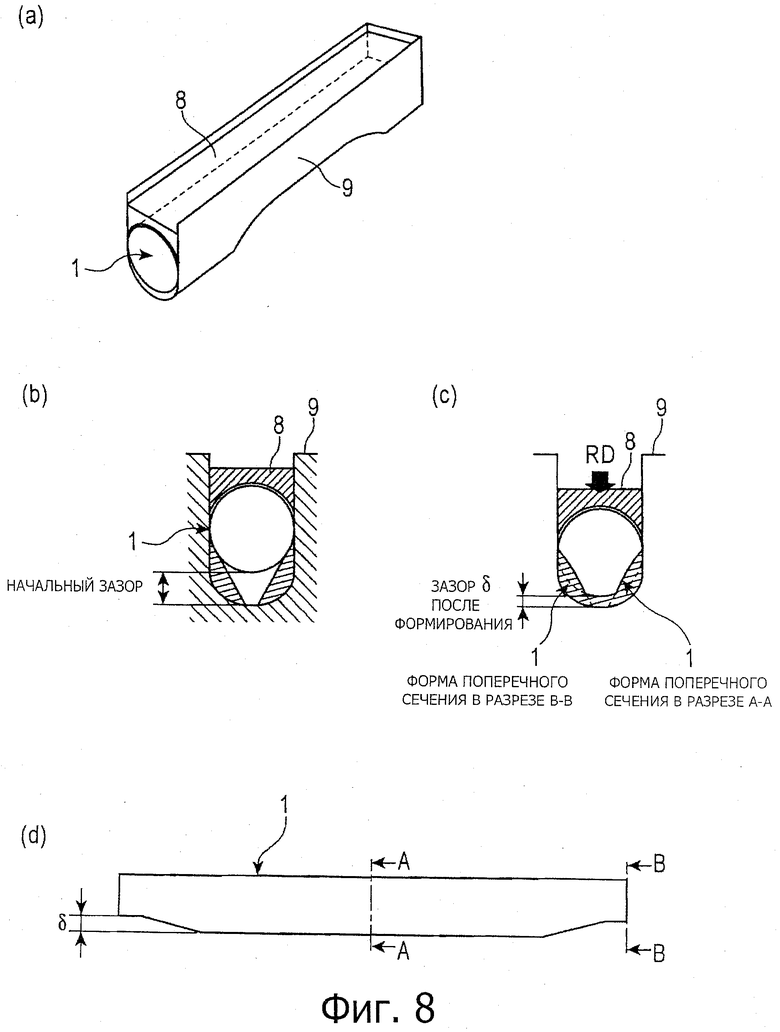
фиг.8 - схематический вид, показывающий один пример варианта осуществления предварительного формования (первый этап) в соответствии с аспектом (3) настоящего изобретения;
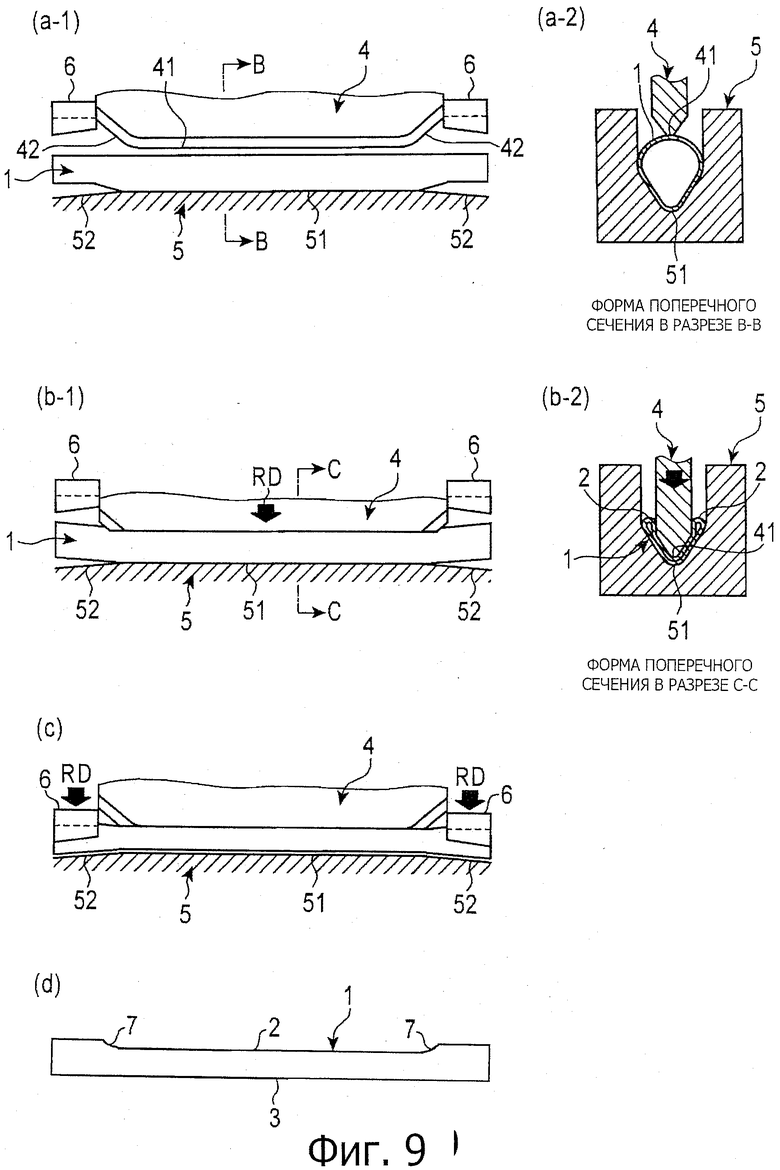
фиг.9 - схематический вид, показывающий один пример варианта формирования (второй этап), осуществляемого после предварительного формования (первый этап) в соответствии с аспектом (3) настоящего изобретения;
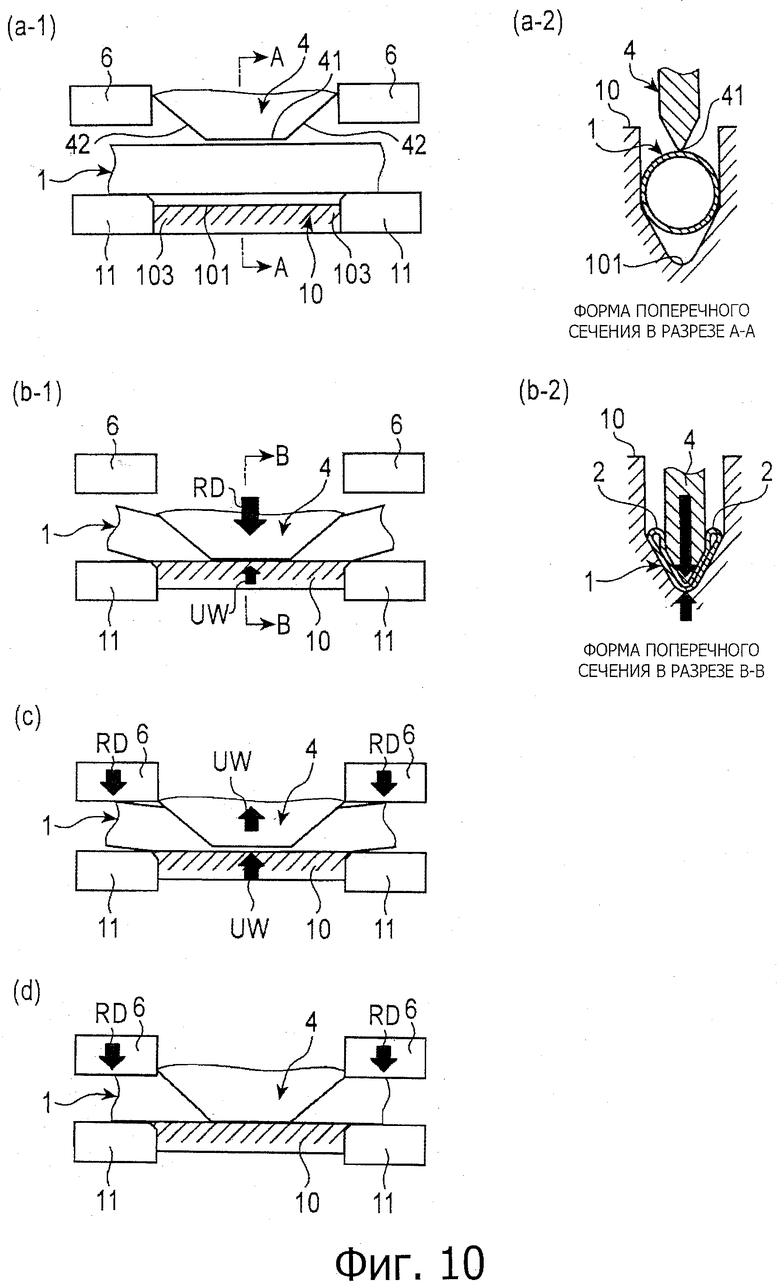
фиг.10 - схематический вид, показывающий один пример варианта осуществления изобретения в соответствии с аспектом (4) настоящего изобретения;
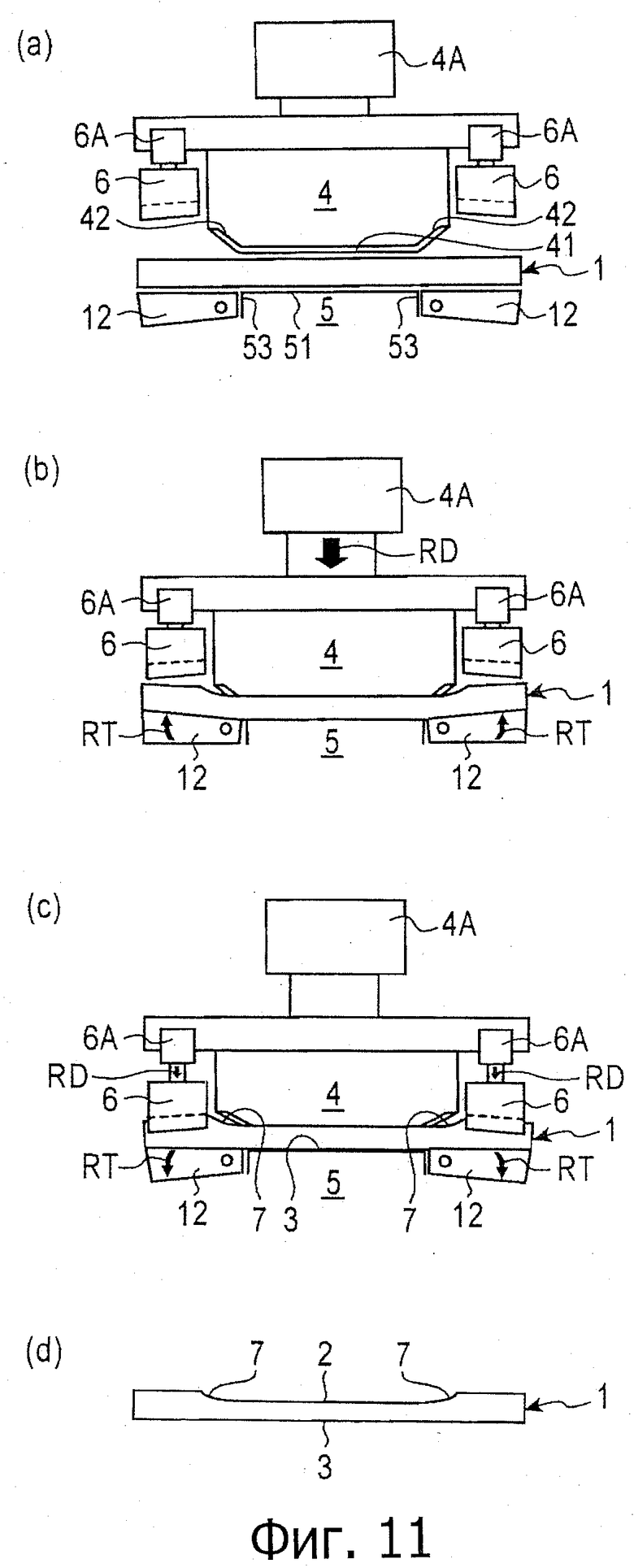
фиг.11 - схематический вид, показывающий один пример варианта осуществления изобретения в соответствии с аспектом (5) настоящего изобретения;
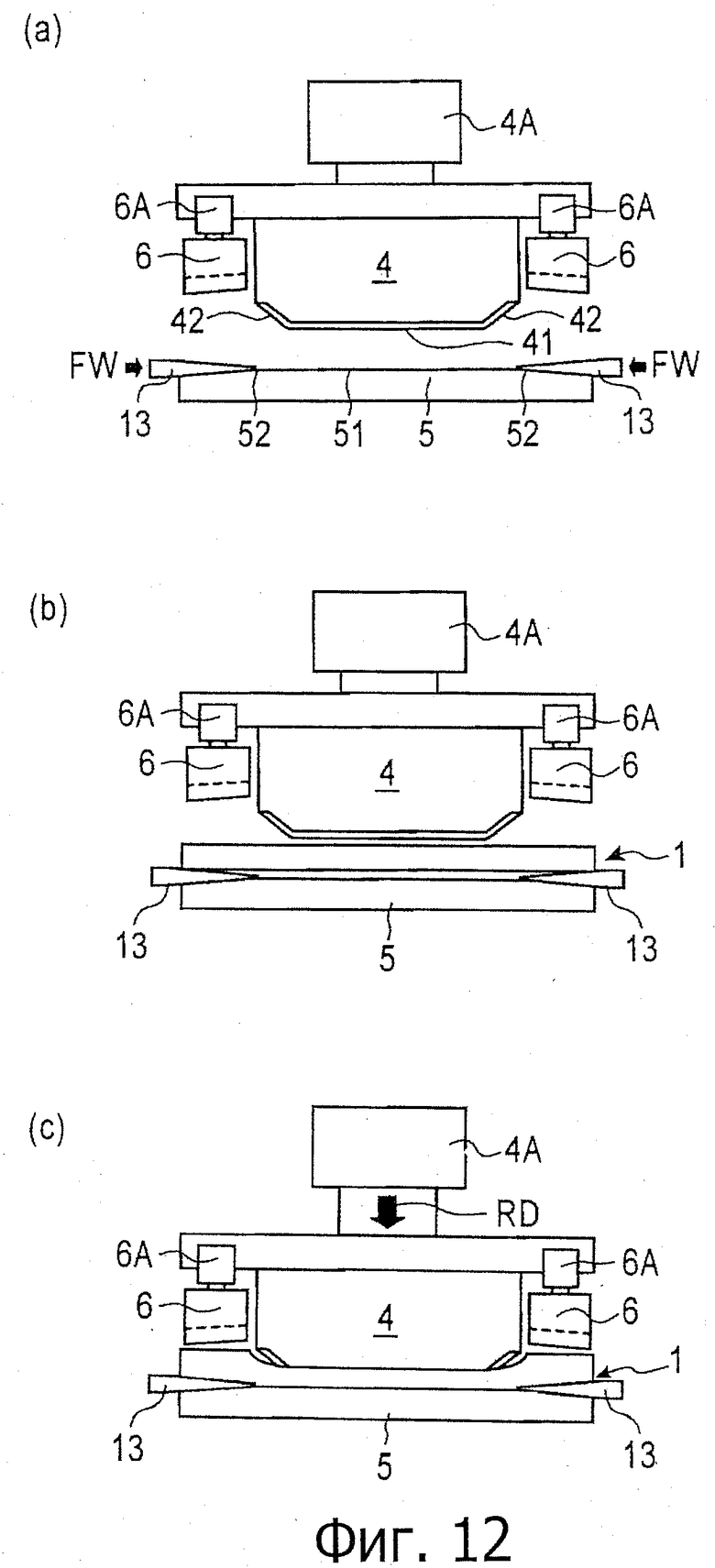
фиг.12 - схематический вид, показывающий один пример варианта осуществления изобретения в соответствии с аспектом (6) настоящего изобретения;
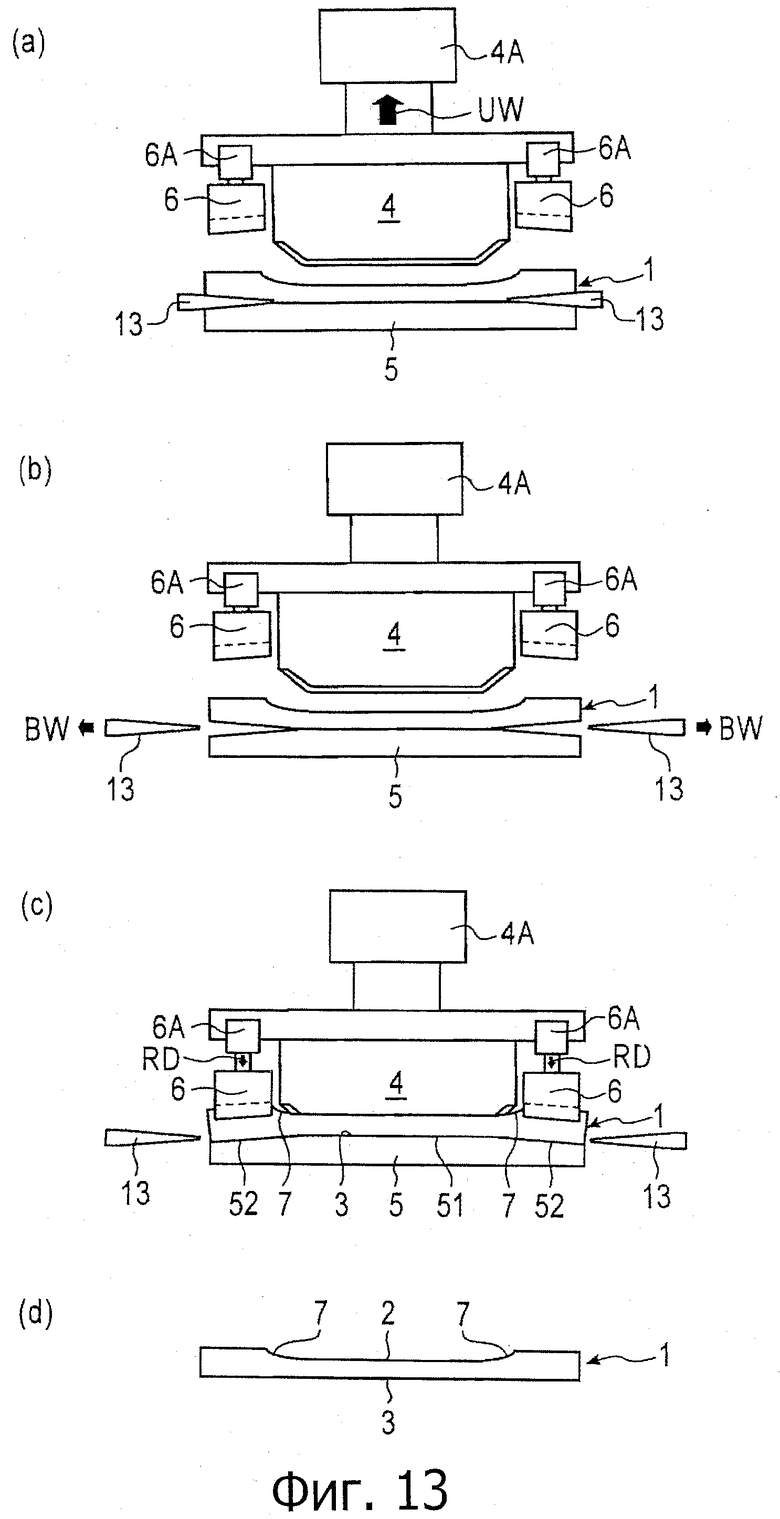
фиг.13 - схематический вид, показывающий один пример варианта осуществления изобретения в соответствии с аспектом (6) настоящего изобретения (продолжение фиг.12);
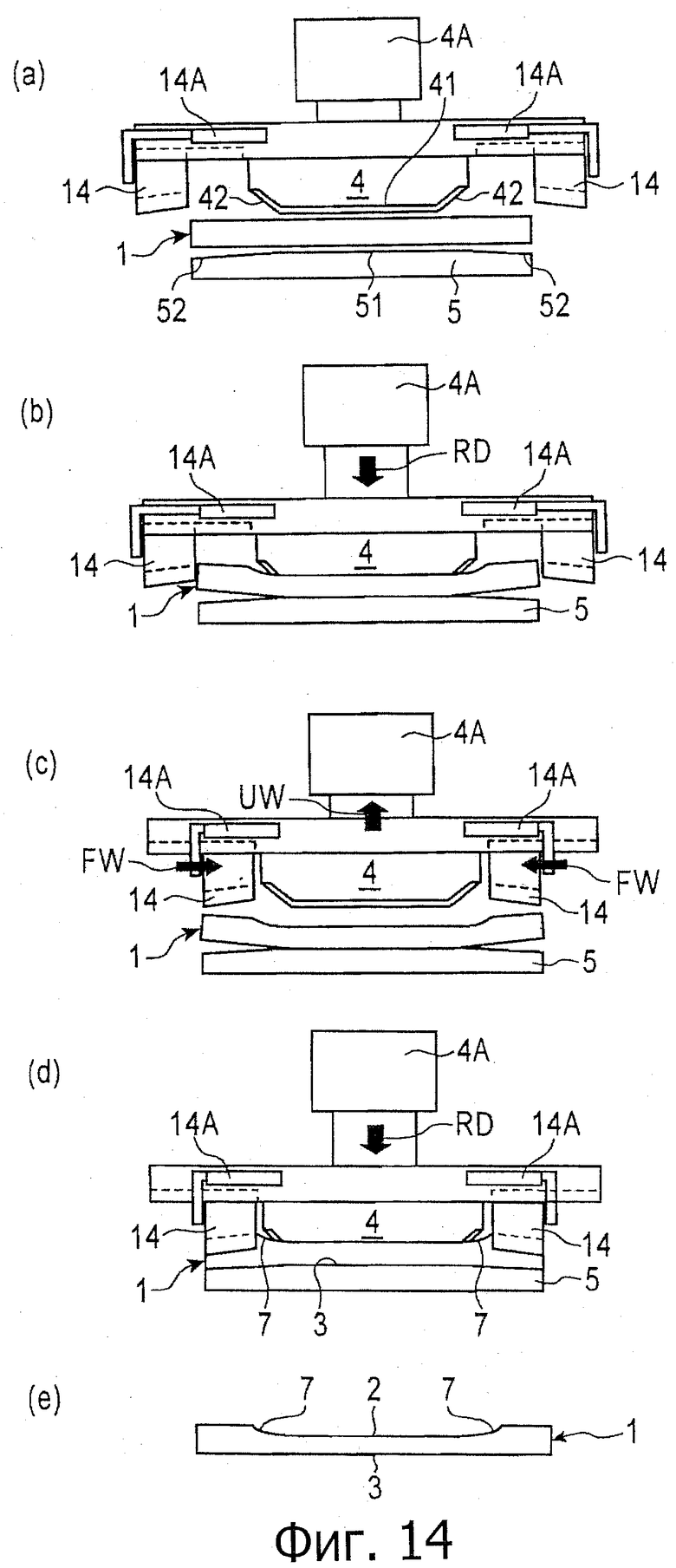
фиг.14 - схематический вид, показывающий один пример варианта осуществления изобретения в соответствии с аспектом (7) настоящего изобретения;
фиг.15 - схематический вид, показывающий один пример варианта осуществления изобретения в соответствии с аспектом (9) настоящего изобретения;
фиг.16 - схематический вид, показывающий другой пример варианта осуществления изобретения в соответствии с аспектом (9) настоящего изобретения;
фиг.17 - схематический вид, показывающий способ выпрямления с помощью изгиба (изгиб с нижней линией 3, установленной в качестве внутренней стороны изгиба) и способ измерения деформации при изгибе и остаточного напряжения;
фиг.18 - график, показывающий взаимосвязь между коэффициентом γ остаточного напряжения и деформацией εа в зоне растяжения, которую геометрически вычисляют на основе формы перед снятием нагрузки, и остаточной деформацией εb при пластическом изгибе после снятия нагрузки.
Осуществление изобретения
Когда торсионную балку прямой формы надо изготовить в соответствии с аспектом (1) настоящего изобретения, например, как показано на фиг.1, на первом этапе (фиг.1(а)), части цилиндрического элемента 1, который является круглой трубой в исходной конфигурацией, придают примерно U-образную форму в поперечном сечении (фиг.3), что делают путем сдавливания части цилиндрического элемента в радиальном направлении. На этом этапе одновременно осуществляют изгиб (радиус кривизны R), при котором нижнюю линию 3 устанавливает в качестве задней стороны (внешней стороны изгиба). Далее, на втором этапе (фиг.1(b)) осуществляют изгиб (радиус кривизны R), при котором нижнюю линию 3 устанавливает в качестве передней стороны (внутренняя сторона изгиба), указанный изгиб осуществляют с целью формирования торсионной балки прямой формы. Изгиб на первом этапе осуществляют так, чтобы путем изгиба на втором этапе (обратный изгиб, приводящий от изогнутой формы к прямой форме) к ушной части 2 применялась деформация при изгибе, составляющая от 2 до 6% в зоне TS растяжения. С другой стороны к нижней линии 3 применяют деформацию при изгибе в зоне СР сжатия. То есть радиус R кривизны на первом этапе устанавливают относительно высоты h торсионной балки так, что деформация s при изгибе в зоне TS растяжения ушной части, определяемая приведенной ниже формулой (1), в которой используется высота h торсионной балки и радиус R кривизны на первом этапе, составляет от 2 до 6%.

С другой стороны, когда надо изготовить торсионную балку изогнутой формы в соответствии с аспектом (1) настоящего изобретения, например, как показано на фиг.2, на первом этапе (фиг.2(а)) части цилиндрического элемента 1, который является круглой трубой в исходной конфигурацией, придают примерно U-образную форму в поперечном сечении (фиг.3), что делают путем вдавливания части цилиндрического элемента в радиальном направлении. На этом этапе нижняя линия 3 не изогнута и является прямой. Далее, на втором этапе (фиг.2(b)) осуществляют изгиб, при котором нижняя линия 3 установлена в качестве передней стороны (внутренняя сторона изгиба), указанный изгиб осуществляют с целью формирования торсионной балки изогнутой формы. Изгиб на втором этапе осуществляют так, чтобы к ушной части 2 применяли деформацию при изгибе, составляющую от 2 до 6%, в зоне TS растяжения. С другой стороны к нижней линии 3 применяются деформацию при изгибе в зоне СР сжатия. То есть радиус R кривизны на втором этапе устанавливают относительно высоты h торсионной балки так, что деформация s при изгибе в зоне TS растяжения ушной части 2, определяемая приведенной ниже формулой (2), в которой используется высота h торсионной балки и радиус R кривизны на втором этапе, составляет от 2 до 6%.

Согласно аспекту (1) настоящего изобретения, путем установки деформации при изгибе в зоне TS растяжения, применяемой к ушной части 2, равной от 2 до 6%, остаточное напряжение при растяжении в ушной части 2 может быть эффективно уменьшено без образования дефектной формы и усталостная прочность может быть улучшена с помощью деформационного упрочнения. Например, на фиг.4 показан один пример результата исследования долговечности (или срока службы до разрушения от усталости) (количество раз), полученного в ходе осуществления испытания на усталостное разрушение. Формирование на первом этапе (фиг.1(а)) и формирование на втором этапе (фиг.2(b)), что показано на фиг.1, применялись к цилиндрическому элементу, который являлся круглой трубой исходной конфигурации и предел прочности при растяжении которого составлял 780 МПа, внешний диаметр равнялся 101,6 мм, толщина стенок составляла 3,4 мм, а длина равнялась 1200 мм, при этом уровень деформации при изгибе в зоне TS растяжения ушной части 2 менялся, таким образом, была изготовлена торсионная балка прямой формы. Далее для изготовленной торсионной балки осуществляли испытание на усталостное разрушение, которое имитирует состояние неоднократного приложения нагрузки, которое предположительно имеет место при установке торсионной балки на компактном автомобиле. Из фиг.4 ясно, что долговечность значительно больше, когда деформация при изгибе составляет от 2 до 6%. Наоборот, когда деформация при изгибе менее 2%, эффект увеличения долговечности незначителен, а когда деформация при изгибе превышает 6%, имеет место дефектная форма и, следовательно, долговечность значительно снижается, в результате торсионная балка не может быть изготовлена.
Далее при осуществлении аспекта (1) настоящего изобретения, что касается области BW, где осуществляется изгиб на втором этапе, например, в зависимости от случая, изгиб может касаться только частей FC с большой вероятностью возникновения усталостных трещин (например, граничных частей между сдавливаемыми частями и не сдавливаемыми частями, которые далее называются постепенно меняющимися частями 7А), которые показаны на фиг.5(а) и 5(b), при этом изгиб не имеет место по всему продольному направлению трубы.
Область BW, в которой на втором этапе осуществляют изгиб, ограничена не только частями FC с большой вероятностью возникновения усталостных трещин, а изгиб может быть осуществлен, при необходимости, в других частях. Частью FC с наибольшей вероятностью отказа среди частей с большой вероятностью возникновения усталостных трещин является ушная часть 7 постепенно меняющейся части 7А и, следовательно, согласно аспекту (1) настоящего изобретения предпочтительно осуществлять формирование так, чтобы деформацию при изгибе, составляющую от 2 до 6% в продольном направлении в зонеТЗ растяжения, применяют, в конечном счете, по меньшей мере, к ушной части 7 постепенно меняющейся части 7А.
Чтобы, в конечном счете, применить деформацию при изгибе, составляющую от 2 до 6% в зоне TS растяжения, к ушной части 7 постепенно меняющейся части 7А в соответствии с аспектами (2)-(7) настоящего изобретения предложен способ изготовления торсионной балки, в котором формируют торсионную балку с использованием штампов. Согласно этим аспектам изобретения, возможно уменьшить остаточное напряжение в части с высокой вероятностью отказа без применения давления жидкости к внутренней части цилиндрического элемента во время формирования торсионной балки из исходной трубы.
Далее согласно аспекту (8) настоящего изобретения, давление жидкости прилагают к внутренней части цилиндрического элемента во время формирования в соответствии с одним из аспектов (1) - (7) настоящего изобретения. Благодаря такой операции, в соответствии с аспектом (8) настоящего изобретения, предложена торсионная балка, которая отличается высокой точностью размеров (с небольшим изгибом или скручиванием в продольном направлении или с небольшим искривлением поверхности) помимо уменьшения остаточного напряжения.
В соответствии с аспектом (9) настоящего изобретения может быть предложен способ формирования, который подходит для формирования торсионной балки прямой формы и в котором используют как изгиб, так и применение нагрузки с помощью давления жидкости.
В соответствии с аспектом (10) настоящего изобретения, предложена торсионная балка, обладающая отличными характеристиками сопротивления усталости при скручивании, что достигнуто благодаря уменьшению остаточного напряжения в ушной части 7 постепенно меняющейся части 7А продукта, полученного с помощью способа изготовления, соответствующего любому аспекту (1)-(9) настоящего изобретения.
Опишем аспект (2) настоящего изобретения.
Согласно аспекту (2) настоящего изобретения, при изготовлении торсионной балки путем формирования цилиндрического элемента, например, как показано на фиг.6(а-1) и фиг.6(а-2) (установка трубы) используют перемещаемый по вертикали и выполненный в форме днища корабля верхний штамп 4, в котором скошенные вверх части 42 выполнены прилегающими к обоим концам верхней горизонтальной части 41, верхние зажимы 6, которые расположены на обеих концевых сторонах верхнего штампа 4 с возможностью перемещения по вертикали, и неподвижный нижний штамп 5, в котором скошенные вниз части 52 выполнены прилегающими к обоим концам нижней горизонтальной части 51. Как показано на фиг.6(b-1) и фиг.6(b-2) (сдавливание с помощью верхнего штампа) части цилиндрического элемента 1 придают примерно V-образную форму в поперечном сечении (или также примерно U-образную форму в поперечном сечении), что делают путем сдавливания части цилиндрического элемента 1 в радиальном направлении с помощью верхнего штампа 4 и нижнего штампа 5 и, далее, как показано на фиг.6(с) (сдавливание обоих концов трубы) обе концевые части трубы зажимают и изгибают с помощью верхних зажимов 6 и скошенных вниз частей 52 нижнего штампа 5, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба. Благодаря такому изгибу (также называется выпрямлением с помощью изгиба, далее будет применяться это же определение), деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне TS растяжения, применяют к ушным частям 7 постепенно меняющихся частей 7А, показанных на фиг.7.
На фиг.7 с целью объяснения показано состояние, когда в соответствии с настоящим изобретением к ушным частям 7 постепенно меняющихся частей 7А применена деформация при изгибе в зоне TS растяжения, при этом этап сдавливания с помощью верхнего штампа, показанный на фиг.6(b-1) и фиг.6(b-2), соответствует фиг.7(а), а этап извлечения цилиндрического элемента, показанный на фиг.6(d) и осуществляемый после этапа сдавливания обоих концов трубы, показанного на фиг.6(с) (после упругого возврата), соответствует фиг.7(b). Ушные части 7 постепенно меняющихся частей 7А находятся в состоянии изгиба наверх на фиг.7(а) и по существу в плоском состоянии на фиг.7(b) и, следовательно, в конце концов, деформацию при изгибе в зоне растяжения применяют благодаря изгибу, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба.
Распределение остаточного напряжения в направлении толщины стенок в ушной части 7 постепенно меняющейся части 7, которое имеет место на начальном этапе формирования цилиндрического элемента, когда цилиндрическому элементу придают примерно V-образную форму в поперечном сечении (V-образное прессование; фиг.6(b-1) и фиг.6(b-2)) (этап формирования ушной части), в основном происходит тогда, когда цилиндрический элемент изгибают в направлении вдоль окружности. Тем не менее, благодаря осуществлению изгиба с нижней линией 3, установленной в качестве внутренней стороны изгиба, на последнем этапе формирования (фиг.6(с)), деформация в зоне TS растяжения действует в продольном направлении как на внутреннюю, так и на внешнюю поверхности ушной части 7 постепенно меняющейся части 7А и, следовательно, изменяется распределение остаточного напряжения, при этом может быть уменьшено остаточное напряжение при растяжении во внутренней поверхности ушной части 7 постепенно меняющейся части 7А.
Опишем аспект (3) настоящего изобретения. Согласно аспекту (3) настоящего изобретения, при изготовлении торсионной балки путем формирования цилиндрического элемента, например, как показано на фиг.8, в качестве первого этапа центральной продольной части цилиндрического элемента 1 предварительно придают форму примерно перевернутого треугольника в поперечном сечении (предварительное прессование до формы перевернутого треугольника) и осуществляют предварительное формирование, в ходе которого применяют изгибающую деформацию к концам трубы в направлении, в котором V-образная нижняя центральная часть выступает вниз. На первом этапе, хотя используют верхний штамп 8 предварительного прессования до формы перевернутого треугольника и нижний штамп 9 предварительного прессования до формы перевернутого треугольника, показанные на фиг.8(а), путем установки V-образной нижней части нижнего штампа 9 предварительного прессования до формы перевернутого треугольника у продольного центра, ниже полукруглых нижних частей нижнего штампа 9 предварительного прессования до формы перевернутого треугольника, у обоих продольных концов с зазором δ(>0) после формирования (фиг.8(с), (d)), предварительное прессование до формы перевернутого треугольника и формирование изгибающей деформации может быть завершено с помощью одной операции прессования. В этом варианте осуществления изобретения нижняя часть, имеющая примерно форму перевернутого треугольника в поперечном сечении, может обладать примерно U-образной формой вместо примерно V-образной формы.
Далее, например, как показано на фиг.9, в качестве второго этапа используют (фиг.9(а-1) и фиг.9(а-2) (установка трубы)) перемещаемый по вертикали и выполненный в форме днища корабля верхний штамп 4, в котором скошенные вверх части 42 выполнены прилегающими к обоим концам верхней горизонтальной части 41, верхние зажимы 6, которые расположены на обеих концевых сторонах верхнего штампа 4 с возможностью перемещения по вертикали, и неподвижный нижний штамп 5, в котором скошенные вниз части 52 выполнены прилегающими к обоим концам нижней горизонтальной части 51. Части цилиндрического элемента 1 придают примерно V-образную форму в поперечном сечении (или примерно U-образную форму в поперечном сечении) путем сдавливания части цилиндрического элемента 1 в радиальном направлении с помощью верхнего штампа 4 и нижнего штампа 5 (фиг.9(b-1) и фиг.9(b-2) (сдавливание с помощью верхнего штампа)) и, далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов 6 и скошенных вниз частей 52 нижнего штампа 5, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба (фиг.9(с) (сдавливание обоих концов трубы)). Благодаря такому изгибу (выпрямление с помощью изгиба), деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне TS растяжения, применяют к ушным частям 7 постепенно меняющихся частей 7А, показанных на фиг.7.
Этап сдавливания с помощью верхнего штампа, показанный на фиг.9(b-1) и фиг.9(b-2), соответствует фиг.7(а), а этап извлечения цилиндрического элемента, показанный на фиг.9(d) и осуществляемый после этапа сдавливания обоих концов трубы, показанного на фиг.9(с) (после упругого возврата), соответствует фиг.7(b). Ушные части 7 постепенно меняющихся частей 7А находятся в состоянии изгиба наверх на фиг.7(а) и по существу в плоском состоянии на фиг.7(b) и, следовательно, в конце концов, деформацию при изгибе в зоне растяжения применяют благодаря изгибу, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба.
Распределение остаточного напряжения в направлении толщины стенок в ушной части 7 постепенно меняющейся части 7А, которое имеет место на начальном этапе формирования цилиндрического элемента, когда цилиндрическому элементу придают примерно V-образную форму в поперечном сечении (V-образное прессование; фиг.9(b-1) и фиг.9(b-2)) (этап формирования ушной части), в основном происходит тогда, когда цилиндрический элемент изгибают в направлении вдоль окружности. Тем не менее, благодаря осуществлению изгиба с нижней линией 3, установленной в качестве внутренней стороны изгиба, на последнем этапе формирования (фиг.9(с)), деформация в зоне растяжения действует в продольном направлении как на внутреннюю, так и на внешнюю поверхности ушной части 7 постепенно меняющейся части 7А и, следовательно, распределение остаточного напряжения изменяется, при этом может быть уменьшено остаточное напряжение при растяжении во внутренней поверхности ушной части 7 постепенно меняющейся части 7А. Согласно аспекту (3) настоящего изобретения используются два этапа прессования. Соответственно хотя количество штампов, используемых при изготовлении одной и той же торсионной балки (общая величина изменения формы одна и та же), увеличивается по сравнению со случаем, когда используется только один этап прессования, нагрузка при прессовании на каждом этапе может быть снижена.
Опишем аспект (4) настоящего изобретения.
Согласно аспекту (4) настоящего изобретения, при изготовлении торсионной балки путем формирования цилиндрического элемента, например, как показано на фиг.10, используют перемещаемый по вертикали и выполненный в форме днища корабля верхний штамп 4, в котором скошенные вверх части 42 выполнены прилегающими к обоим концам верхней горизонтальной части 41, верхние зажимы 6, которые расположены на обеих концевых сторонах верхнего штампа 4 с возможностью перемещения по вертикали, и выполненный с возможностью перемещения по вертикали нижний штамп 10, в котором вертикальные части 103 выполнены прилегающими к обоим концам нижней горизонтальной части 101, и нижние зажимы 11, которые неподвижным образом расположены на обеих концевых сторонах нижнего штампа 10 (фиг.10(а-1) и фиг.10(а-2) (установка трубы)). Части цилиндрического элемента 1 придают примерно V-образную форму в поперечном сечении (или также примерно U-образную форму в поперечном сечении) путем сдавливания части цилиндрического элемента 1 в радиальном направлении с помощью верхнего штампа 4 и нижнего штампа 10 и одновременного применения изгибающей деформации к цилиндрическому элементу 1 в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа 4 и нижних зажимов 11 (фиг.10(b-1) и фиг.10(b-2) (V-образное прессование (опускают верхний штамп и поднимают нижний штамп)). Далее обе концевые части трубы зажимают с помощью верхних зажимов 6 и нижних зажимов 11 и одновременно верхний и нижний штампы 4, 10 поднимают относительно нижних зажимов 11 при поддержании состояния зажатия центральной части трубы, таким образом, осуществляют изгиб цилиндрического элемента 1, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба (фиг.10(с) (поднимают верхний и нижний штампы и опускают зажимы для концов трубы)). Благодаря такому изгибу (выпрямление с помощью изгиба), деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне TS растяжения, применяют к ушным частям 7 постепенно меняющихся частей 7А, показанных на фиг.7.
Этап V-образного прессования, показанный на фиг.10(b-1) и фиг.10(b-2), соответствует фиг.7(а), а этап извлечения цилиндрического элемента, осуществляемый после окончания этапа, показанного на фиг.10(с), (d) (после упругого возврата), соответствует фиг.7(b). Ушные части 7 постепенно меняющихся частей 7А находятся в состоянии изгиба наверх на фиг.7(а) и по существу в плоском состоянии на фиг.7(b) и, следовательно, в конце концов, деформацию при изгибе в зоне TS растяжения применяют благодаря изгибу, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба.
Распределение остаточного напряжения в направлении толщины стенок в ушной части 7 постепенно меняющейся части 7, которое имеет место на начальном этапе формирования (этап формирования ушной части) V-образного прессования (фиг.10(b-1) и фиг.10(b-2)), в основном происходит тогда, когда цилиндрический элемент изгибают в направлении вдоль окружности. Тем не менее, благодаря осуществлению изгиба с нижней линией 3, установленной в качестве внутренней стороны изгиба, на последнем этапе формирования (фиг.10(с), (d)), деформация в зоне TS растяжения действует в продольном направлении как на внутреннюю, так и на внешнюю поверхности ушной части 7 постепенно меняющейся части 7А и, следовательно, распределение остаточного напряжения изменяется, при этом может быть уменьшено остаточное напряжение при растяжении во внутренней поверхности ушной части 7 постепенно меняющейся части 7А. Согласно аспекту (4) настоящего изобретения, величина изгиба цилиндрического элемента 1 в продольном направлении трубы может быть отрегулирована путем снижения и подъема нижнего штампа 10 и, следовательно, по сравнению со случаем, когда используют неподвижный нижний штамп 5, может быть расширен диапазон управления величиной деформации при изгибе, применяемой к ушной части 7 постепенно меняющейся части 7А.
Опишем аспект (5) настоящего изобретения.
Согласно аспекту (5) настоящего изобретения, при изготовлении торсионной балки путем формирования цилиндрического элемента, например, как показано на фиг.11, используют перемещаемый по вертикали и выполненный в форме днища корабля верхний штамп 4, в котором скошенные вверх части 42 выполнены прилегающими к обоим концам верхней горизонтальной части 41, верхние зажимы 6, которые расположены на обеих концевых сторонах верхнего штампа 4 с возможностью перемещения по вертикали (выполненные с возможностью перемещения вместе с верхним штампом 4 и выполненные с возможностью перемещения независимо от верхнего штампа 4), и неподвижный нижний штамп 5, в котором вертикальные части 53 выполнены прилегающими к обоим концам нижней горизонтальной части 51, и ускоряющие изгиб поворотные штампы 12, которые расположены на обеих концевых сторонах нижнего штампа 5. Установлен цилиндрический элемент 1 (фиг.11 (а)) (установка трубы). Части цилиндрического элемента 1 придают примерно V-образную форму в поперечном сечении или примерно U-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента 1 в радиальном направлении с помощью верхнего и нижнего штампов 4, 5 и одновременного применения изгибающей деформации к цилиндрическому элементу в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа 4 и ускоряющих изгиб поворотных штампов 12, находящихся в состоянии поворота вверх (фиг.11(b)) (сдавливание с помощью верхнего штампа+поворот ускоряющих изгиб штампов). Далее, обе концевые части трубы зажимают и изгибают с помощью верхних зажимов 6 и ускоряющих изгиб поворотных штампов 12, находящихся в состояние поворота вниз, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба. Благодаря такому изгибу (выпрямление с помощью изгиба), деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне TS растяжения, применяют к ушным частям 7 постепенно меняющихся частей 7А (фиг.11С) (сдавливание обоих концов трубы+поворот ускоряющих изгиб штампов)). В этом варианте осуществления изобретения после снятия нагрузки и упругого возврата форма цилиндрического элемента 1 будет прямой (фиг.11(d) (цилиндрический элемент, извлеченный после снятия зажатия верхним штампом и освобождения обоих концов труб)). На фиг.11(а) ссылочной позицией 4А обозначено средство поднятия/опускания верхнего штампа (гидравлический цилиндр или подобное средство), а ссылочной позицией 6А обозначено средство поднятия/опускания верхних зажимов (гидравлический цилиндр или подобное средство) (аналогичные средства, показанные на чертежах, описаны ниже). В соответствии с аспектом (5) настоящего изобретения величиной изгиба вверх цилиндрического элемента 1 можно легко управлять путем регулировки угла поворота ускоряющих изгиб поворотных штампов и, следовательно, независимо от размера трубы или материала, из которого выполнена труба, можно реализовать устойчивое линейное выпрямление с помощью изгиба. Линейное выпрямление с помощью изгиба, используемое в настоящем изобретении, означает формирование, включающее в себя выпрямление с помощью изгиба на этапе формирования торсионной балки. Способ линейного выпрямления с помощью изгиба, соответствующий аспекту (5) настоящего изобретения, целесообразен, так как после формирования торсионной балки становится ненужным этап последующей обработки, что ведет к уменьшению затрат на изготовление.
Опишем аспект (6) настоящего изобретения. Согласно аспекту (6) настоящего изобретения, при изготовлении торсионной балки путем формирования цилиндрического элемента, например, как показано на фиг.12(а), используют перемещаемый по вертикали и выполненный в форме днища корабля верхний штамп 4, в котором скошенные вверх части 42 выполнены прилегающими к обоим концам верхней горизонтальной части 41, верхние зажимы 6, которые расположены на обеих концевых сторонах верхнего штампа 4 с возможностью перемещения по вертикали (выполненные с возможностью перемещения вместе с верхним штампом 4 и выполненные с возможностью перемещения независимо от верхнего штампа 4), неподвижный нижний штамп 5, в котором скошенные вниз части 52 выполнены прилегающими к обоим концам нижней горизонтальной части 51, и ускоряющие изгиб выдвигающиеся/убирающиеся штампы 13, которые имеют конусовидную форму и которые расположены на обеих концевых сторонах нижнего штампа 5.
Далее, как показано на фиг.12(а) (выдвижение ускоряющих изгиб штампов), сначала ускоряющие изгиб выдвигающиеся/убирающиеся штампы 13 выдвигают в позицию, где ускоряющие изгиб выдвигающиеся/убирающиеся штампы 13 перекрываются со скошенными вниз частями 52 и устанавливают цилиндрический элемент 1 (фиг.12(b)) (установка трубы). Затем части цилиндрического элемента 1 придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента 1 в радиальном направлении с помощью верхнего штампа 4 и нижнего штампа 5 и одновременного применения изгибающей деформации к цилиндрическому элементу 1 в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа 4 и выдвинутых ускоряющих изгиб выдвигающихся/убирающихся штампов 13 (фиг.12(с) (сдавливание с помощью верхнего штампа)). Далее, освобождают верхний штамп 4 (фиг.13 (а)) и убирают ускоряющие изгиб выдвигающиеся/убирающиеся штампы 13 (фиг.13(b)). Затем обе концевые части трубы зажимают и изгибают с помощью верхних зажимов 6 и скошенной вниз части 52 при одновременном зажиме центральной части трубы с помощью верхнего и нижнего штампов 4, 5, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба. Благодаря такому изгибу (выпрямление с помощью изгиба), деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне TS растяжения, применяют к ушным частям 7 постепенно меняющихся частей 7А (фиг.13 (с)) (сдавливание обоих концов трубы). В этом варианте осуществления изобретения после снятия нагрузки и упругого возврата, форма цилиндрического элемента 1 будет прямой (фиг.13(d)) (цилиндрический элемент, извлеченный после освобождения верхнего штампа и снятия зажатия обоих концов труб). В соответствии с аспектом (6) настоящего изобретения величиной изгиба вверх цилиндрического элемента 1 можно легко управлять путем регулировки угла скошенности ускоряющих изгиб выдвигающихся/убирающихся штампов 13 и, следовательно, независимо от размера трубы или материала, из которого выполнена труба, можно реализовать устойчивое линейное выпрямление с помощью изгиба. Способ линейного выпрямления с помощью изгиба, соответствующий аспекту (6) настоящего изобретения, целесообразен, так как после формирования торсионной балки становится ненужным этап последующей обработки, что ведет к уменьшению затрат на изготовление.
Опишем аспект (7) настоящего изобретения. Согласно аспекту (7) настоящего изобретения, при изготовлении торсионной балки путем формирования цилиндрического элемента, например, как показано на фиг.14, используют перемещаемый по вертикали и выполненный в форме днища корабля верхний штамп 4, в котором скошенные вверх части 42 выполнены прилегающими к обоим концам верхней горизонтальной части 41, верхние зажимы 6, которые расположены на обеих концевых сторонах верхнего штампа 4 и которые сцеплены с верхним штампом 4 и выполнены с возможностью выдвижения и убирания относительно верхнего штампа 4, и неподвижный нижний штамп 5, в котором скошенные вниз части 52 выполнены прилегающими к обоим концам нижней горизонтальной части 51. Здесь ссылочной позицией 14А обозначено средство выдвижения и убирания верхних зажимов (гидравлический цилиндр или подобное средство).
Далее, в состоянии, когда верхние зажимы 14 убраны, устанавливают цилиндрический элемент 1 (фиг.14(а) (установка трубы)). Часть цилиндрического элемента 1 сдавливают в радиальном направлении с помощью верхнего штампа 4 и нижнего штампа 5, таким образом, к цилиндрическому элементу 1 применяют изгибающую деформацию в направлении, в котором центральная часть трубы выступает вниз, при этом части цилиндрического элемента 1 придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении (фиг.14(b) (сдавливание с помощью верхнего штампа)). Далее поднимают верхний штамп 4 и выдвигают верхние зажимы 14 (фиг.14(с)) и далее опускают верхний штамп 4 так, что обе концевые части трубы зажимают и изгибают с помощью верхних зажимов 14 и скошенной вниз части 52 при одновременном зажиме центральной части трубы с помощью верхнего и нижнего штампов 4, 5, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба. Благодаря такому изгибу (выпрямление с помощью изгиба), деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне TS растяжения, применяют к ушным частям 7 постепенно меняющихся частей 7А (фиг.14(d)) (второе сдавливание (оба конца трубы)). В этом варианте осуществления изобретения после снятия нагрузки и упругого возврата, в конце концов, форма цилиндрического элемента 1 будет прямой (фиг.14(е)). В соответствии с аспектом (7) настоящего изобретения, верхние зажимы осуществляют как приложение нагрузки, так и снятие нагрузки в вертикальном направлении в качестве средства поднятия/опускания верхнего штампа и не принимают на себя силу противодействия со стороны концевых частей верхнего штампа во время поднятия/опускания и, следовательно, мощность средств 14А выдвижения/убирания верхних зажимов может быть установлена меньшей по сравнению с мощностью упомянутого ранее средства 6А поднятия/опускания верхних зажимов (прием силы противодействия концевых частей трубы во время выдвижения/убирания), что ведет к уменьшению затрат на изготовление.
Опишем аспект (8) настоящего изобретения.
Согласно аспекту (8) настоящего изобретения, при изготовлении в соответствии с любым из упомянутых выше аспектов (1)-(7) настоящего изобретения, по меньшей мере, на конечном этапе формирования, то есть этапе, который начинается от удержания состояния, в котором изгиб (выпрямление с помощью изгиба) применяют к цилиндрическому элементу 1, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и заканчивается снятием нагрузки, к внутренней части цилиндрического элемента применяют давление жидкости. Здесь этап, когда к внутренней части цилиндрического элемента применяют давление жидкости, можно осуществить только на конечном этапе формирования и этапы, отличающиеся от конечного этапа, могут быть добавлены к конечному этапу. Например, давление жидкости может быть применено к внутренней части цилиндрического элемента на этапах, начиная от этапа перед началом формирования цилиндрического элемента 1 до этапа снятия нагрузки после выпрямления с помощью изгиба (на всех этапах формирования).
Благодаря такой операции, возможно предложить торсионную балку, которая отличается высокой точностью размеров (с небольшим изгибом или скручиванием в продольном направлении или небольшим искривлением поверхности) помимо уменьшения остаточного напряжения. Далее в соответствии с этой операцией упругий возврат после снятия нагрузки может быть сделан небольшим и, следовательно, при подготовке конструкции штампа не нужно добавлять ошибку, вызванную упругим возвратом до нужной формы конечного продукта, что упрощает разработку штампа.
Как показано в одном варианте осуществления изобретения (смотри фиг.15, 16) в соответствии с описанным ниже аспектом (9) настоящего изобретения, средство применения давления жидкости, которое применяет давление жидкости к внутренней части трубы, может состоять из мультипликатора 20 давления, клапана 21 подачи воды, уплотнительных колпачков 22, 23 и клапана 24 выпуска воздуха и подобных устройств.
Опишем аспект (9) настоящего изобретения.
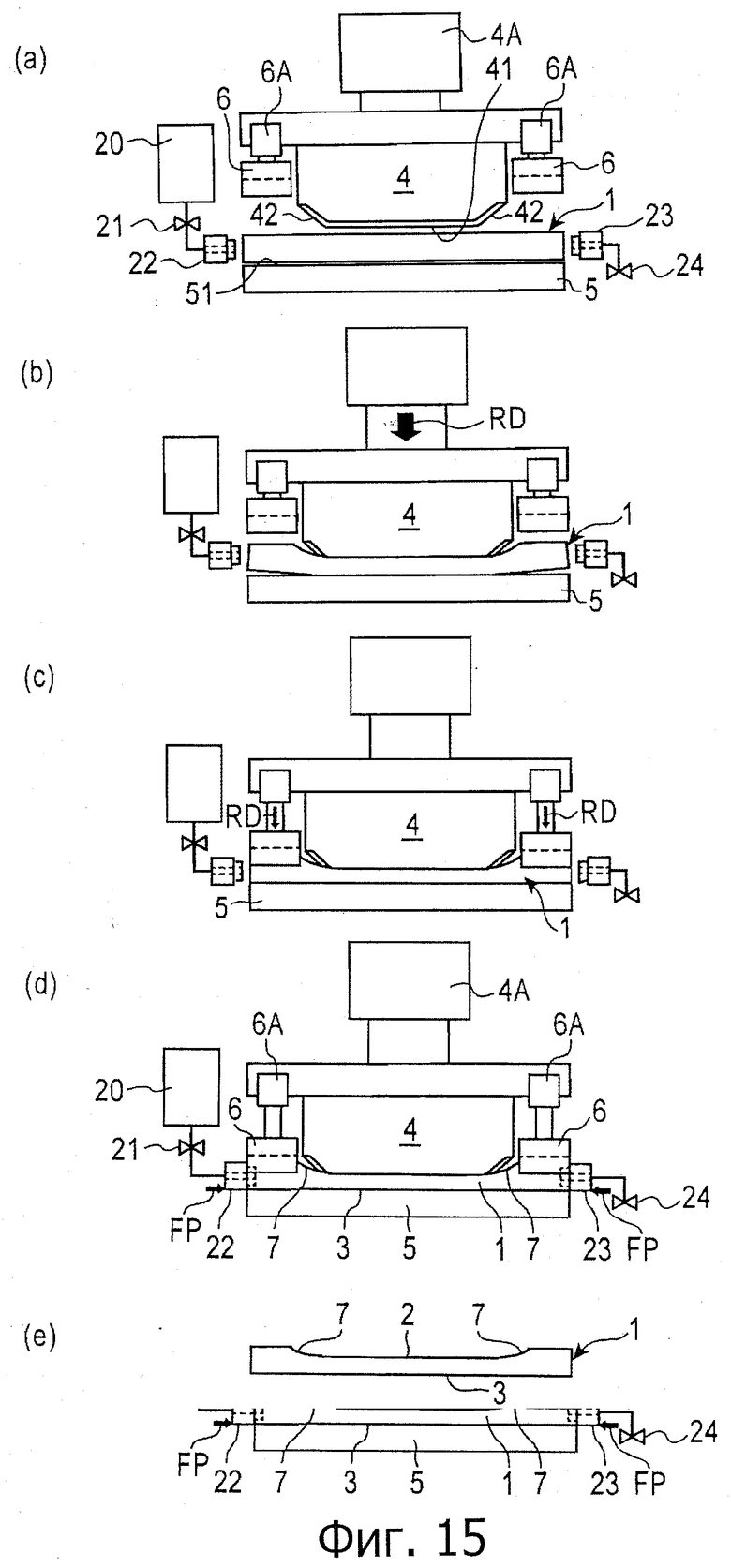
Согласно аспекту (9) настоящего изобретения, например, как показано на фиг.15, при изготовлении торсионной балки прямой формы путем формирования цилиндрического элемента 1 (фиг.15(е) (извлечение цилиндрического элемента после снятия уплотнения и зажима, осуществляемого с помощью верхнего штампа)), используют перемещаемый по вертикали и выполненный в форме днища корабля верхний штамп 4, в котором скошенные вверх части 42 выполнены прилегающими к обоим концам верхней горизонтальной части 41, верхние зажимы 6, которые расположены на обеих концевых сторонах верхнего штампа 4 и которые выполнены с возможностью перемещения в вертикальном направлении, и неподвижный нижний штамп 5, в котором длина нижней горизонтальной части 51 больше или равна длине трубы.
Далее устанавливают цилиндрический элемент 1 (фиг.15(а)) и в состоянии, когда верхние зажимы 6 подняты, часть цилиндрического элемента 1 сдавливают в радиальном направлении с помощью верхнего штампа 4 и нижнего штампа 5, таким образом, к цилиндрическому элементу 1 применяют изгибающую деформацию в направлении, в котором центральная часть трубы выступает вниз (фиг.15(b)) (сдавливание с помощью верхнего штампа), при этом части цилиндрического элемента 1 придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении. Далее, обе концевые части трубы зажимают и изгибают с помощью верхних зажимов 6 и нижнего штампа 5, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба. Благодаря такому изгибу (выпрямление с помощью изгиба), деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне TS растяжения, применяют к ушным частям 7 постепенно меняющихся частей 7А (фиг.15(с) (сдавливание обоих концов трубы)). На упомянутом выше этапе, по меньшей мере, на конечном этапе формирования, то есть на этапе (фиг.15(d)) (нагрузка FP от давления жидкости в трубе после уплотнения обоих концов трубы), начинающимся от удержания состояния, в котором изгиб (выпрямление с помощью изгиба) применяют к цилиндрическому элементу 1, при этом нижняя линия 3 установлена в качестве внутренней стороны изгиба, и заканчивающимся снятием нагрузки, к внутренней части цилиндрического элемента применяют давление жидкости.
Средство приложения нагрузки FP от давления жидкости может быть выполнено, например, как показано на фиг.15, так что с помощью мультипликатора 20 давления и клапана 21 подачи жидкости, она может быть подана к уплотнительному колпачку 22, который является одним из уплотнительных колпачков 22, 23, и воздух может быть выпущен из уплотнительного колпачка 23, который является другим колпачком из уплотнительных колпачков 22, 23, с помощью клапана 24 выпуска воздуха. При приложении давления жидкости уплотнительные колпачки 22, 23 установлены в одном концевом отверстии трубы и другой концевом отверстии трубы соответственно и эти уплотнительные колпачки 22, 23 уплотняют и далее подают жидкость (например, воду), которая находится под давлением благодаря мультипликатору 20 давления (прилагают давление жидкости) путем открывания клапана 21 подачи жидкости и одновременно выпускают воздух путем открывания/закрывания (или установки надлежащего открытия) клапана 24 выпуска воздуха (фиг.15(d)).
Хотя случай, когда давление жидкости прилагают к цилиндрическому элементу 1 только на конечном этапе формирования, описан для варианта осуществления изобретения, показанного на фиг.15, давление жидкости может быть приложено к цилиндрическому элементу 1 в состоянии, когда к конечному этапу добавлены другие этапы.
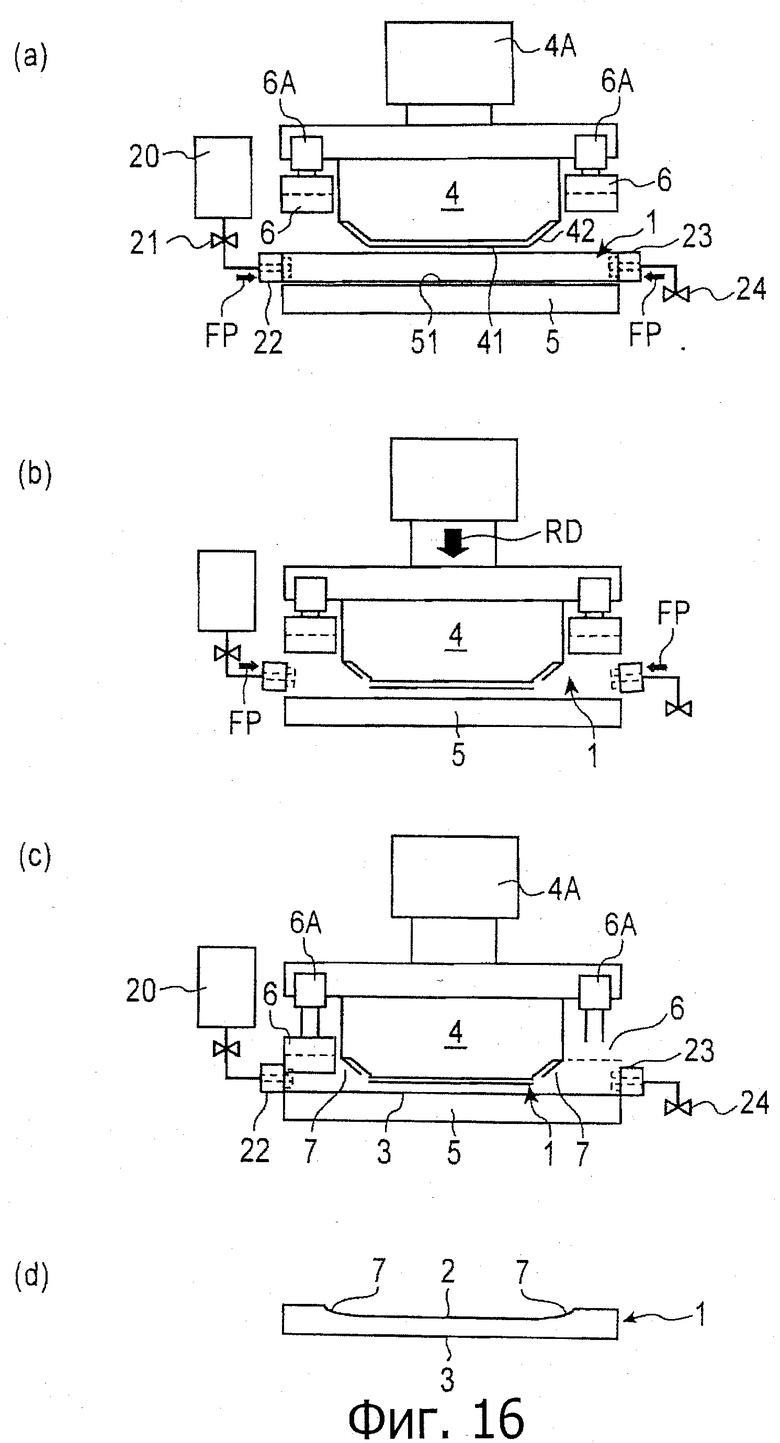
Например, как показано на фиг.16, в другом варианте осуществления аспекта (9) настоящего изобретения давление жидкости может быть применено к внутренней части цилиндрического элемента на этапах, начинающихся от этапа перед началом формирования цилиндрического элемента 1 перед снятием нагрузки после выпрямления с помощью изгиба (на всех этапах формирования). Хотя в варианте осуществления изобретения, который показан на фиг.16, используют устройство формирования и средство приложения давления жидкости, которые по существу совпадают с устройством формирования и средством приложения давления жидкости, которые показаны на фиг.15, средство приложения давления жидкости устанавливают на цилиндрическом элементе 1 перед началом формирования (фиг.16(а)) (установка трубы+уплотнение обоих концов трубы), формирование осуществляют при поддержании применения давления жидкости к цилиндрическому элементу (фиг.16(b) (сдавливание цилиндрического элемента с помощью верхнего штампа в состоянии, когда давление жидкости применяют к внутренней части цилиндрического элемента) и фиг.16(с) (сдавливание обоих концов трубы в состоянии, когда давление жидкости прилагают к внутренней части цилиндрического элемента)) и давление жидкости прилагают к внутренней части цилиндрического элемента до тех пор, пока не снимут нагрузку.
В соответствии с аспектом (9) настоящего изобретения, возможно предложить торсионную балку, которая отличается высокой точностью размеров (с небольшим изгибом или скручиванием в продольном направлении или небольшим искривлением поверхности) помимо уменьшения остаточного напряжения. Далее в соответствии с этой операцией упругий возврат после снятия нагрузки может быть сделан небольшим и, следовательно, при подготовке конструкции штампа не нужно добавлять ошибку, вызванную упругим возвратом до нужной формы конечного продукта, что упрощает разработку штампа. Далее для формирования прямой формы цилиндрического элемента используют нижний штамп простой формы с прямой нижней линией. Соответственно в этом случае, затраты на изготовление нижнего штампа могут быть уменьшены по сравнению со случаем использования нижнего штампа сравнительно сложной формы со скошенными вниз частями 52, сформированными на обеих концевых сторонах нижней горизонтальной части 51.
Опишем аспект (10) настоящего изобретения.
Аспект (10) настоящего изобретения направлен на торсионную балку, изготовленную с использованием исходной трубы в соответствии с любым из аспектов (1)-(9) настоящего изобретения, при этом остаточное напряжение σ, которое определяется максимальным значением σmax максимального главного напряжения в зоне формирования «мочки» в ушной части постепенно меняющейся части торсионной балки, уменьшено до 50% или менее относительно предела YS текучести исходной трубы.
С другой стороны в обычной торсионной балке остаточное напряжение превышает 50% предела YS текучести. Таким образом, в соответствии с настоящим изобретением, возможно предложить детали, в которых нелегко вызвать усталость при скручивании по сравнению с обычными деталями.
Максимальное значение σmax максимального главного напряжения в зоне формирования «мочки» в ушной части 7 постепенно меняющейся части можно измерить с использованием способа с вырезом и датчиком деформаций или рентгеновского способа. Предела YS текучести исходной трубы можно получить в соответствии с испытанием на растяжение, таким как JIS12A или JIS11. В аспекте (10) настоящего изобретения коэффициент γ остаточного напряжения, который определяется из следующей формулы (3) с использованием σ и YS установлен равным 50% или меньше (σ≤50%).

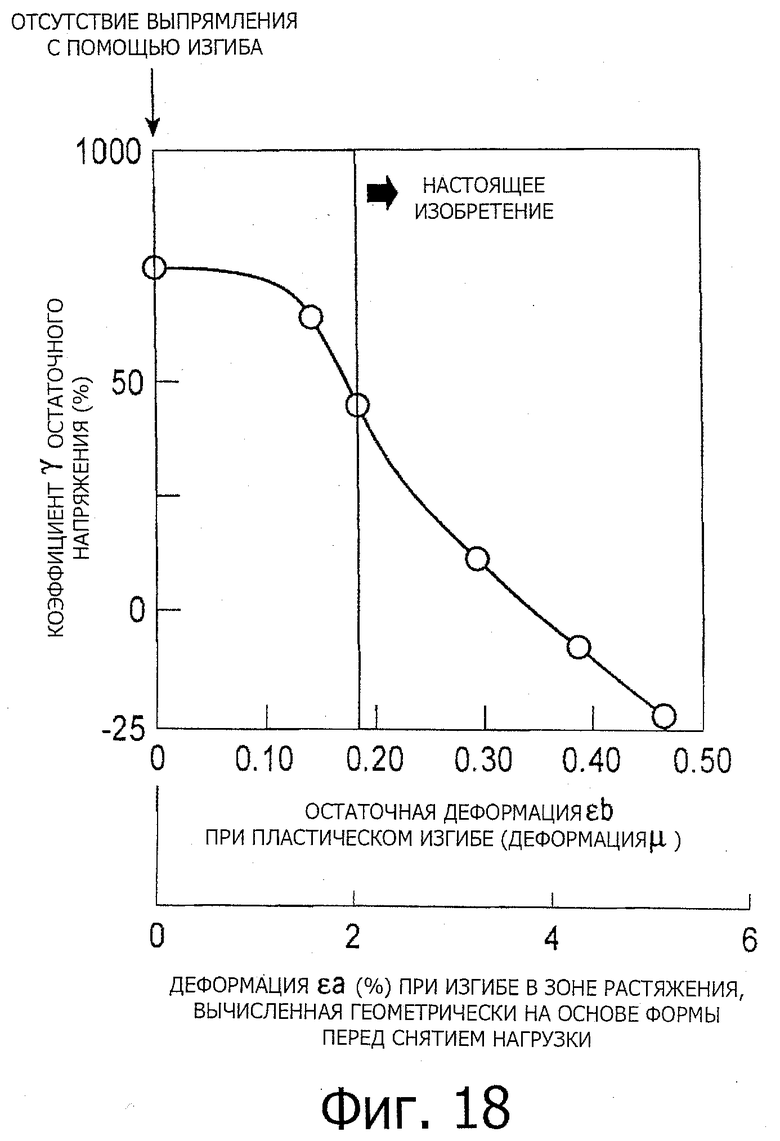
С другой стороны, как показано на фиг.1 и фиг.2, деформация s при изгибе в зоне растяжения, примененная к ушной части 2 (в частности к ушной части 7 постепенно меняющейся части) (обозначена как εа), вычисляется геометрически на основе формы перед снятием нагрузки. Когда деформация εa при изгибе выражена в терминах остаточной деформации εb при пластическом изгибе после снятия нагрузки, хотя взаимосвязь между εb и εa до некоторой степени меняется в зависимости от размера цилиндрического элемента и прочности материала, как показано на фиг.18 ниже, путем установки параметра εа равным 2% или больше, параметр εb становится равным примерно 0,2% или больше, так что получена взаимосвязь γ≤50%. Остаточная деформация εb при пластическом изгибе для внешней поверхности трубы ушной части после снятия нагрузки может быть измерена с использованием способа с датчиком деформаций или подобного способа, и ее измеряют как максимальную главную деформацию εmax.
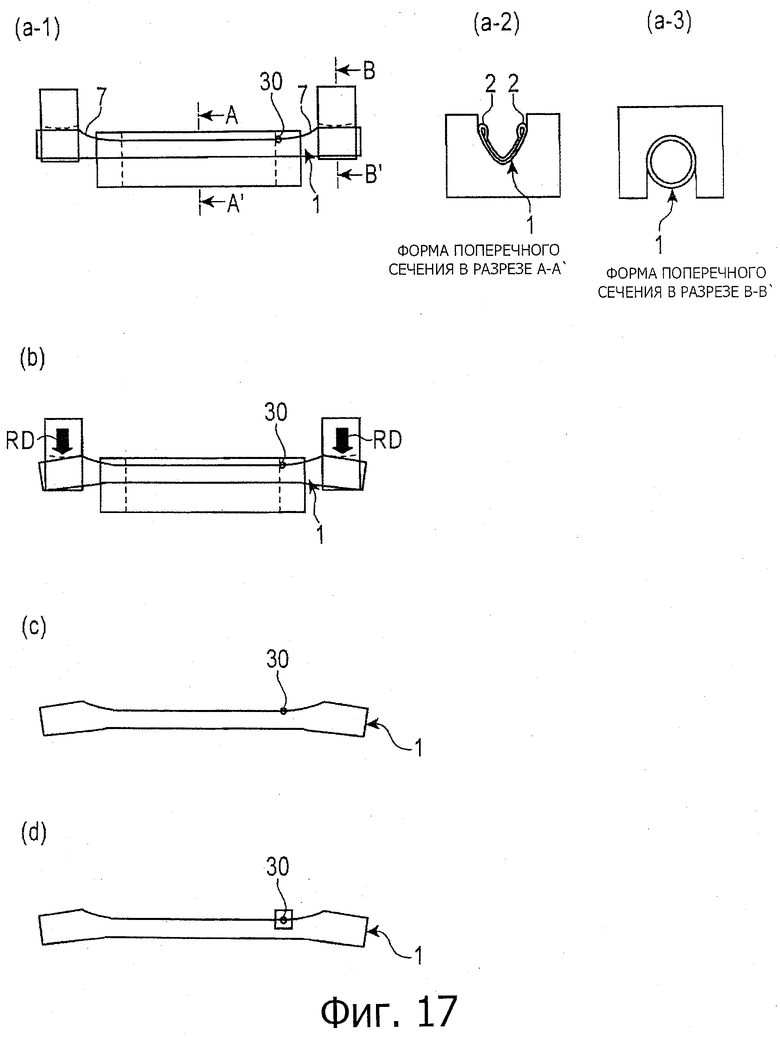
На фиг.17 показан один пример способа автономного выпрямления с помощью изгиба и способа измерения деформации при изгибе и остаточного напряжения. Этот пример соответствует измерению, осуществляемому на втором этапе, который показан на фиг.5(b), когда получают изогнутую форму и материал, который становится объектом, является цилиндрическим элементом класса 690 МПа с размерами исходной трубы, составляющими ϕ 89,1 мм × t 2,6 мм × L 1300 мм. Датчик 30 деформаций приклеивают к ушной части 7 постепенно меняющейся части цилиндрического элемента 1, цилиндрический элемент 1 устанавливают на устройство выпрямления с помощью изгиба, которое содержит центральный штамп и штампы прессования, расположенные на обеих концевых сторонах (фиг.17(а) (установка трубы)) и затем обе концевые части прессуют с помощью штампов прессования (величина прессования=величина выпрямления с помощью изгиба; фиг.17(b) (выпрямление с помощью изгиба)). После снятия нагрузки измеряют εmax (=εb) на основе выхода датчика 30 деформации (фиг.17(с)) и далее, остаточное напряжение (максимальное главное напряжение) σmax (=σ) измеряют с использованием способа с вырезом (фиг.17(d) (измерение остаточного напряжения)) и, на основе остаточного напряжения и предела YS текучести, который отдельно получен по остаточному напряжению, вычисляют у с использованием упомянутой выше формулы для коэффициента остаточного напряжения.
На фиг.18 показана взаимосвязь между коэффициентом у остаточного напряжения, полученным путем изменения величины выпрямления с помощью изгиба и остаточной деформации εb при пластическом изгибе и деформации εa при изгибе в зоне растяжения, геометрически вычисленной на основе формы перед снятием нагрузки. На фиг.18 деформация 1µ равно 10-6, то есть 10-4% (деформация 1µ=10-6=10-4%).
Из фиг.18, ясно, что, когда εa составляет 2% или более (εb составляет примерно 0,2% или более), условие γ≤50% соблюдается с запасом. Далее, когда εа составляет 4% или более (εb составляет примерно 0,4% или более), коэффициент у принимает отрицательное значение, то есть σmax сдвигается от зоны растяжения к зоне сжатия и, следовательно, может быть получена характеристика, которая еще более целесообразна с точки зрения характеристики усталости при скручивании (характеристика, превышающая эффективность детали из отожженного материала со снятым напряжением).
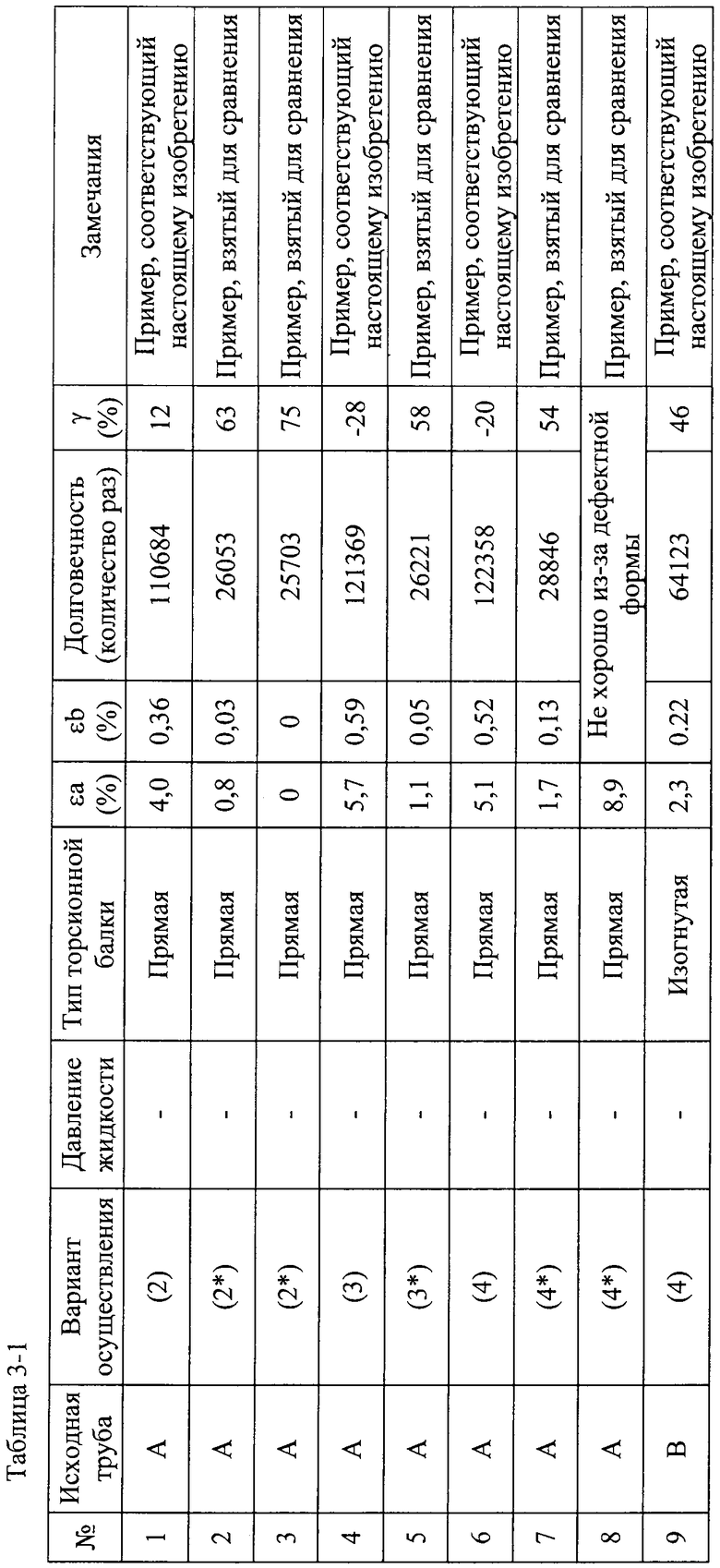
Пример 1
В качестве Примера 1 были изготовлены торсионные балки путем формирования цилиндрических элементов из исходных труб (трубы исходной конфигурации представляют собой круглые трубы), которые описаны в таблице 1, при различных условиях формирования, описанных в таблице 2, в соответствии с вариантом осуществления изобретения, показанным на фиг.1 или фиг.2, и была исследована долговечность (количество раз) этих торсионных балок, что осуществляли путем выполнения испытания на усталость, которое по существу совпадает с упомянутым выше испытанием на усталостное разрушение для изготовленных торсионных балок. Результаты испытания приведены в таблице 2. Из таблицы 2 ясно, что примеры, соответствующие настоящему изобретению, отличаются чрезвычайно большой долговечностью по сравнению с примерами, взятыми для сравнения, и в примерах, соответствующих настоящему изобретению, не было обнаружено дефектной формы.
Пример 2.
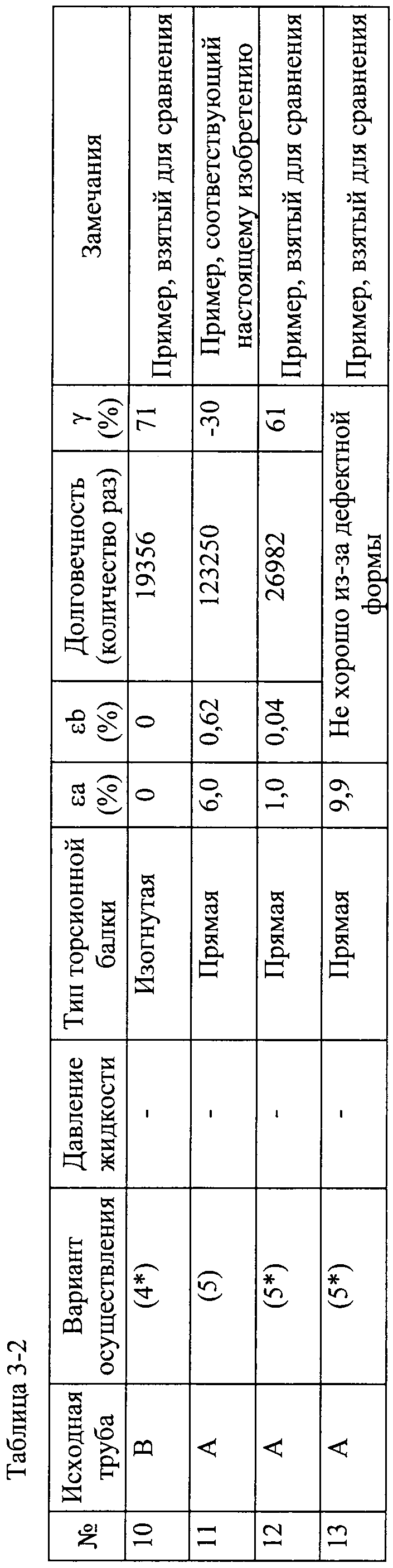
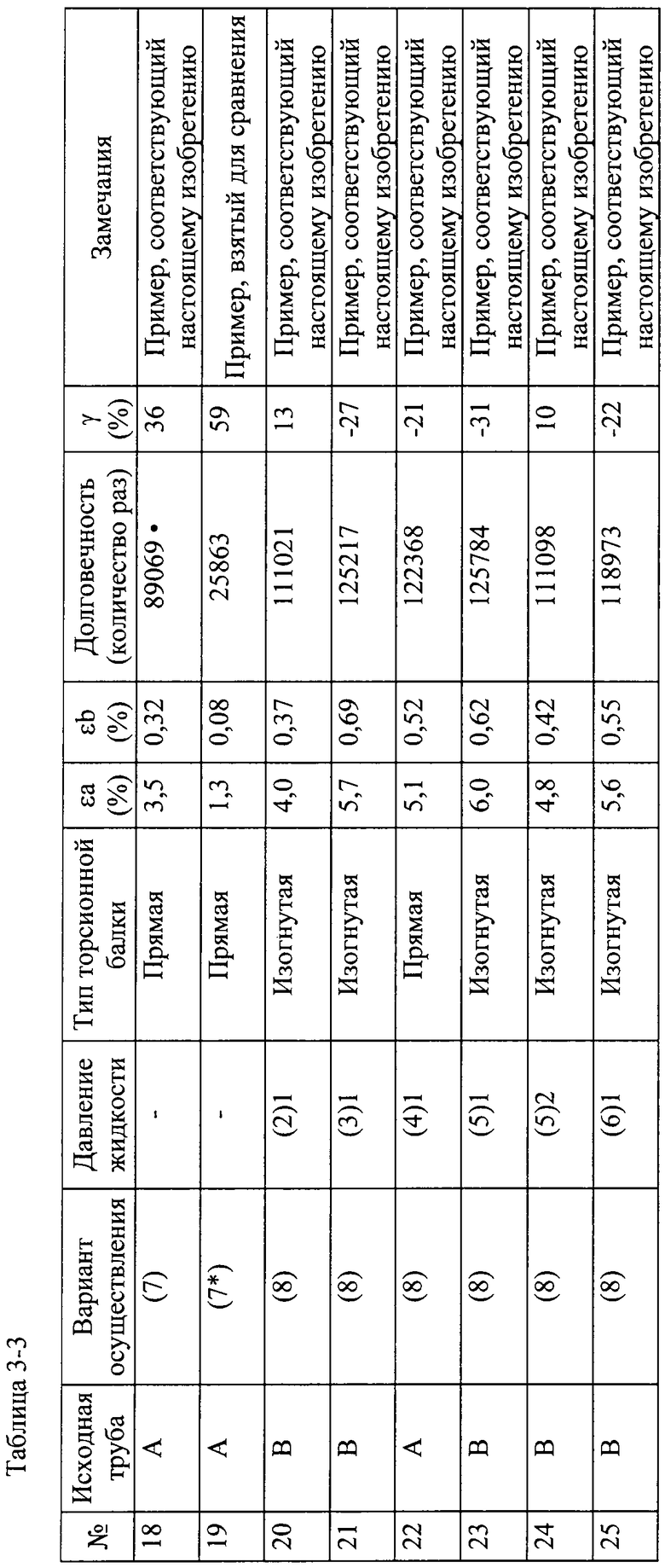
В качестве Примера 2 были изготовлены торсионные балки, что было сделано путем формирования цилиндрических элементов из исходных труб (трубы исходной конфигурации представляют собой круглые трубы), которые описаны в таблице 1, при различных условиях формирования, описанных в таблице 3, в соответствии с вариантом осуществления изобретения в соответствии с любым из аспектов (2)-(9) настоящего изобретения, и была исследована долговечность (количество раз), что осуществляли путем выполнения испытания на усталостное разрушение, которое по существу совпадает с упомянутым выше испытанием на усталостное разрушение для изготовленных торсионных балок. Результаты испытания приведены в таблицах 3-1-3-4.
Из таблиц 3-1-3-4 ясно, что примеры, соответствующие настоящему изобретению, отличаются чрезвычайно большой долговечностью по сравнению с примерами, взятыми для сравнения, и в примерах, соответствующих настоящему изобретению, не было обнаружено дефектной формы. Далее в таблицах 3-1-3-4 также приведены упомянутые выше коэффициенты у, полученные с использованием упомянутого выше способа измерения. В примерах, соответствующих настоящему изобретению, коэффициент γ уменьшен до значения 50% или менее.

Замечание
εa: деформация при изгибе (%) в зоне растяжения, вычисленная геометрически на основе формы перед снятием нагрузки
εb: остаточная деформация при пластическом изгибе после снятия нагрузки
γ: коэффициент остаточного напряжения = σ/YS×100 (%)
В столбце, обозначающем варианты осуществления изобретения
(N): формирования с использованием аспекта (N) настоящего изобретения
(N*): такое формирования, что параметр εa выходит за границы настоящего изобретения в аспекте (N) настоящего изобретения
В столбце, показывающем давление жидкости
-: давление жидкости не прилагается,
(N): давление жидкости также применяется в аспекте (N) настоящего изобретения 1: давление жидкости применяют к внутренней части цилиндрического элемента на этапе, начиная от удержания состояния, в котором изгиб (выпрямление с помощью изгиба) применяют к цилиндрическому элементу, а нижняя линия установлена в качестве внутренней стороны изгиба, и перед снятием нагрузки.
2: давление жидкости применяют к внутренней части цилиндрического элемента на этапах, начиная от этапа перед началом формирования цилиндрического элемента 1 перед снятием нагрузки после выпрямления с помощью изгиба (на всех этапах формирования).
Изобретение относится к обработке металлов давлением, в частности к формированию торсионной балки. Части цилиндрического элемента придают примерно U-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в виде трубы в радиальном направлении. При этом деформацию при изгибе в продольном направлении трубы в зоне растяжения прикладывают к ушным частям балки. Повышается качество. 2 н. и 11 з.п. ф-лы, 18 ил., 3 табл., 2 пр.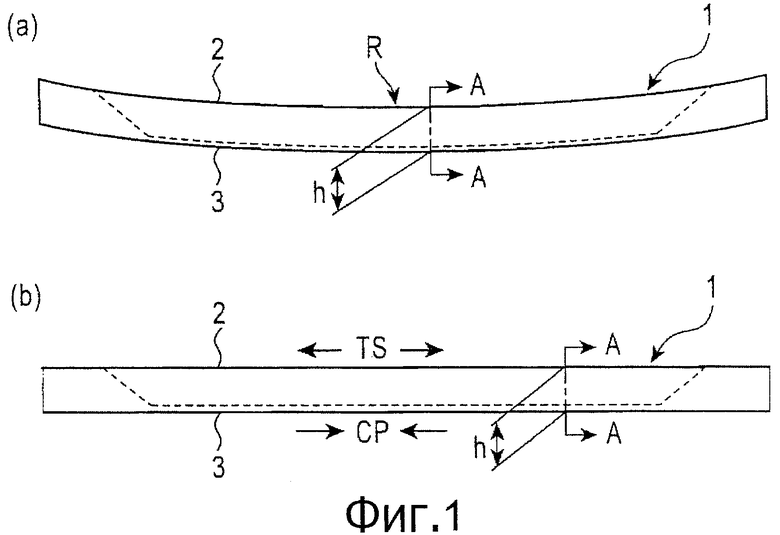
1. Способ изготовления торсионной балки, включающий формирование цилиндрического элемента, части которого придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении сдавливанием части цилиндрического элемента в радиальном направлении и последующим изгибом цилиндрического элемента, при котором нижняя линия цилиндрического элемента является внутренней стороной изгиба, при этом деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям цилиндрического элемента.
2. Способ по п.1, который осуществляют с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения по вертикали, и неподвижного нижнего штампа, в котором скошенные вниз части выполнены прилегающими к обоим концам горизонтальной части, при этом
части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа и далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей нижнего штампа, при этом нижняя линия является внутренней стороной изгиба, а деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям постепенно меняющихся частей цилиндрического элемента.
3. Способ по любому из пп.1 и 2, в котором центральной продольной части цилиндрического элемента предварительно придают форму перевернутого треугольника в поперечном сечении и одновременно осуществляют предварительное формование, в ходе которого применяют изгибающую деформацию к концам трубы в направлении, в котором низ части, которой придана примерно V-образная форма в поперечном сечении, выступает вниз, и далее
с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения по вертикали, и неподвижного нижнего штампа, в котором скошенные вниз части выполнены прилегающими к обоим концам нижней горизонтальной части, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа, и далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей нижнего штампа, при этом нижняя линия является внутренней стороной изгиба, а деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям постепенно меняющихся частей цилиндрического элемента.
4. Способ по п.1, который осуществляют с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения по вертикали, и выполненного с возможностью перемещения по вертикали нижнего штампа, в котором вертикальные части выполнены прилегающими к обоим концам нижней горизонтальной части, и нижних зажимов, которые неподвижным образом расположены на обеих концевых сторонах нижнего штампа, при этом части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа и одновременного применения изгибающей деформации к цилиндрическому элементу в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа и нижних зажимов, и далее обе концевые части трубы зажимают с помощью верхних зажимов и нижних зажимов и одновременно верхний и нижний штампы поднимают относительно нижних зажимов при поддержании зажатого состояния центральной части трубы для осуществления изгиба цилиндрического элемента, при этом нижняя линия является внутренней стороной изгиба, а деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям постепенно меняющихся частей цилиндрического элемента.
5. Способ по п.1, который осуществляют с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа с возможностью перемещения по вертикали, и неподвижного нижнего штампа, в котором вертикальные части выполнены прилегающими к обоим концам нижней горизонтальной части, и ускоряющих изгиб поворотных штампов, которые расположены на обеих концевых сторонах нижнего штампа, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, что делают путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего и нижнего штампов, и одновременно применяют изгибающую деформацию к цилиндрическому элементу в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа и ускоряющих изгиб поворотных штампов, находящихся в состоянии поворота вверх, и далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и ускоряющих изгиб поворотных штампов, находящихся в состоянии поворота вниз, при этом нижняя линия является внутренней стороной изгиба, а деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям постепенно меняющихся частей цилиндрического элемента.
6. Способ по любому из пп.1 и 2, который осуществляют с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа с возможностью перемещения по вертикали, неподвижного нижнего штампа, в котором скошенные вниз части выполнены прилегающими к обоим концам нижней горизонтальной части, и ускоряющих изгиб выдвигающихся/убирающихся штампов, которые имеют конусовидную форму и которые расположены на обеих концевых сторонах нижнего штампа, части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении путем сдавливания части цилиндрического элемента в радиальном направлении с помощью верхнего штампа и нижнего штампа и одновременно применяют изгибающую деформацию к цилиндрическому элементу в направлении, в котором центральная часть трубы выступает вниз, что делают путем трехточечного изгиба с помощью верхнего штампа и выдвинутых ускоряющих изгиб выдвигающихся/убирающихся штампов, и далее освобождают верхний штамп и убирают ускоряющие изгиб выдвигающиеся/убирающиеся штампы, затем обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей при одновременном зажиме центральной части трубы с помощью верхнего и нижнего штампов, при этом нижняя линия является внутренней стороной изгиба, а деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям постепенно меняющихся частей цилиндрического элемента.
7. Способ по любому из пп.1 и 2, который осуществляют с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа, и которые сцеплены с верхним штампом, и которые выполнены с возможностью выдвижения и убирания относительно верхнего штампа, и неподвижного нижнего штампа, в котором скошенные вниз части выполнены прилегающими к обоим концам нижней горизонтальной части, в состоянии, когда верхние зажимы убраны, часть цилиндрического элемента сдавливают в радиальном направлении с помощью верхнего штампа и нижнего штампа и таким образом прикладывают к цилиндрическому элементу изгибающую деформацию в направлении, в котором центральная часть трубы выступает вниз, при этом части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, и далее поднимают верхний штамп и выдвигают верхние зажимы и затем опускают верхний штамп так, что обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и скошенных вниз частей при одновременном зажатии центральной части трубы с помощью верхнего и нижнего штампов, при этом нижняя линия является внутренней стороной изгиба, а деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям постепенно меняющихся частей цилиндрического элемента.
8. Способ по любому из пп.1, 2, 4 или 5, в котором, по меньшей мере, на конечном этапе формирования, то есть на этапе, который начинается от удержания состояния, в котором к цилиндрическому элементу применяют изгиб, при этом нижняя линия установлена в качестве внутренней стороны изгиба, и заканчивается снятием нагрузки, к внутренней части цилиндрического элемента применяют давление жидкости.
9. Способ по п.3, в котором, по меньшей мере, на конечном этапе формирования, то есть на этапе, который начинается от удержания состояния, в котором к цилиндрическому элементу применяют изгиб, при этом нижняя линия является внутренней стороной изгиба, и заканчивается снятием нагрузки, к внутренней части цилиндрического элемента применяют давление жидкости.
10. Способ по п.6, в котором, по меньшей мере, на конечном этапе формирования, то есть на этапе, который начинается от удержания состояния, в котором к цилиндрическому элементу прикладывают изгиб, при этом нижняя линия является внутренней стороной изгиба, и заканчивается снятием нагрузки, к внутренней части цилиндрического элемента прикладывают давление жидкости.
11. Способ изготовления торсионной балки по п.7, в котором, по меньшей мере, на конечном этапе формирования, то есть на этапе, который начинается от удержания состояния, в котором к цилиндрическому элементу прикладывают изгиб, при этом нижняя линия является внутренней стороной изгиба, и заканчивается снятием нагрузки, к внутренней части цилиндрического элемента прикладывают давление жидкости.
12. Способ по п.1, который предназначен для изготовления торсионной балки прямой формы с использованием перемещаемого по вертикали и выполненного в форме днища корабля верхнего штампа, в котором скошенные вверх части выполнены прилегающими к обоим концам верхней горизонтальной части, верхних зажимов, которые расположены на обеих концевых сторонах верхнего штампа и которые выполнены с возможностью перемещения в вертикальном направлении, и неподвижного нижнего штампа, в котором длина нижней горизонтальной части больше или равна длине цилиндрического элемента,
при осуществлении которого в состоянии, когда верхние зажимы подняты, часть цилиндрического элемента сдавливают в радиальном направлении с помощью верхнего штампа и нижнего штампа для приложения к цилиндрическому элементу изгибающей деформации в направлении, при котором центральная часть трубы выступает вниз, при этом части цилиндрического элемента придают примерно U-образную форму в поперечном сечении или примерно V-образную форму в поперечном сечении, и далее обе концевые части трубы зажимают и изгибают с помощью верхних зажимов и нижнего штампа, при этом нижняя линия является внутренней стороной изгиба, а деформацию при изгибе, составляющую от 2 до 6% в продольном направлении трубы в зоне растяжения, прикладывают к ушным частям постепенно меняющихся частей цилиндрического элемента, при этом, по меньшей мере, на конечном этапе формирования, который начинается от удержания состояния, в котором к цилиндрическому элементу прикладывают изгиб, при котором нижняя линия является внутренней стороной изгиба, и заканчивается снятием нагрузки, к внутренней части цилиндрического элемента прикладывают давление жидкости.
13. Торсионная балка, изготовленная из исходной трубы способом по любому из пп.1-12, в которой остаточное напряжение, определяемое максимальным значением максимального главного напряжения в зоне формирования «мочки» в ушной части постепенно меняющейся части торсионной балки, уменьшено до 50% или менее относительно предела текучести исходной трубы.
| JP 2005289258 А, 20.10.2005 | |||
| Штамп для гибки труб | 1977 |
|
SU740345A2 |
| Штамп для гибки труб | 1983 |
|
SU1233985A1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |

