Изобретение относится к обработке металлов давлением, в частности к гибочным штамнам, и может быть использовано при гибке труб, листового нроката, а также проката круглого и квадратного поперечных сечений.
Цель изобретения - уменьшение износа ручьевых вставок, расширение технологических возможностей и повышение качества деталей.
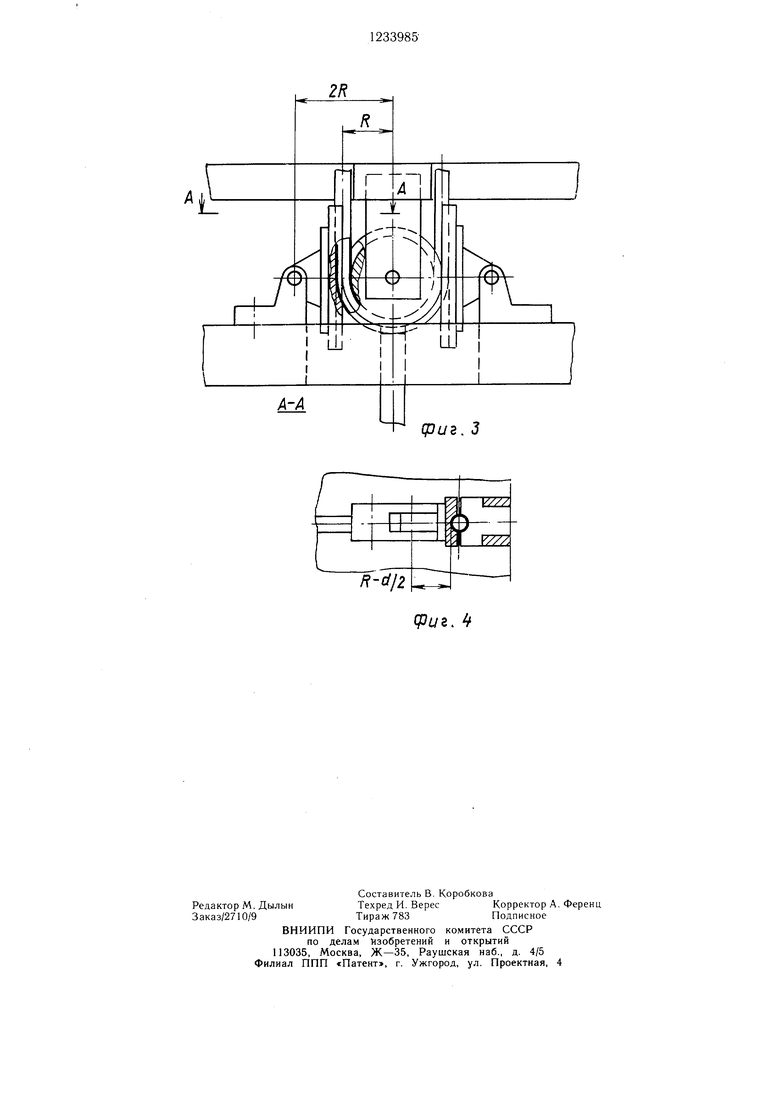
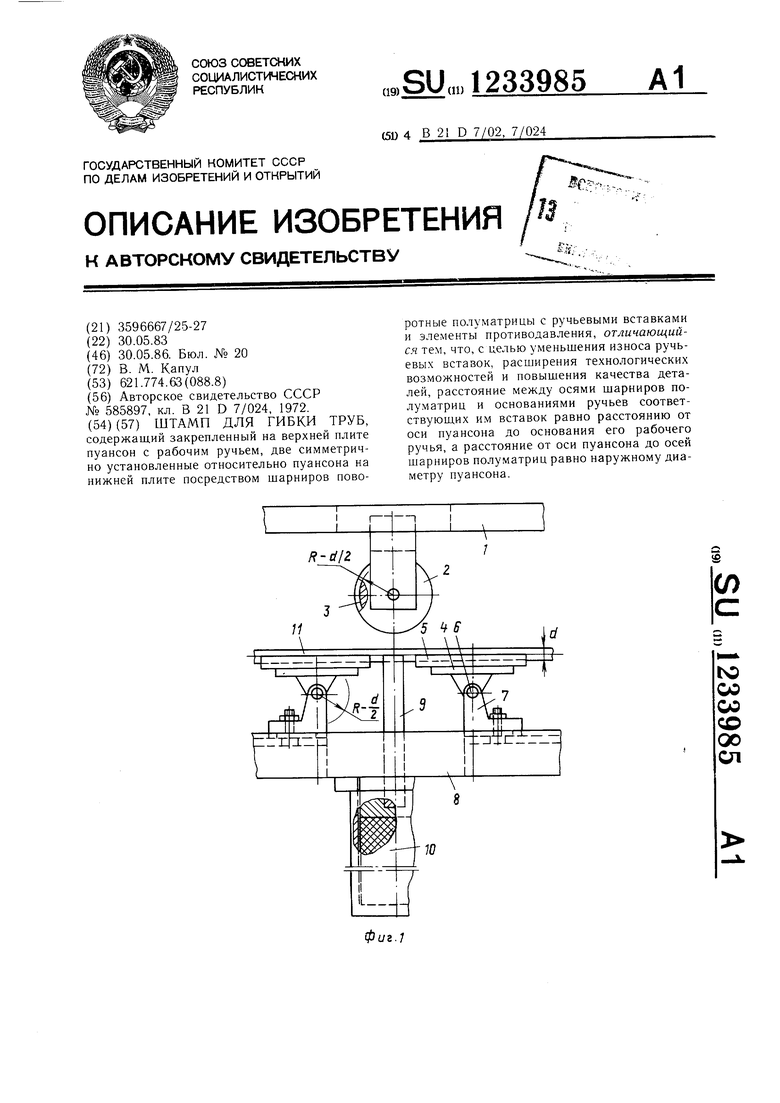
На фиг.1 изображен штамп для гибки труб, исходное положение; на фиг.2 - то же, в процессе гибки; на фиг.З - то же, в конце гибки; на фиг.4 - разрез А-А на фиг.З.
Штамп для гибки труб содержит закрепленный на верхней плите 1 пуансон 2 с рабочим ручьем 3, две полуматрицы 4 с ручьевыми вставками 5. Каждая полуматрица 4 установлена с возможностью поворота относительно оси 6 опоры 7, закрепленной на нижней плите 8 с возможностью перемещения по горизонтали. По оси пуансона 2 установлен прижим 9 с ручьем для укладки трубы. Усилие прижима заготовки создается буфером 10.
Вставки 5 жестко соединены с полуматрицами 4 и закреплены на расстоянии, равном R - d/2 от осей 6 шарниров полуматриц 4 до основания ручья, где R - радиус гиба изделия или наружный радиус пуансона; d - наружный диаметр изгибаемой трубы.
Следовательно указанное расстояние рав но расстоянию от оси пуансона до основания его рабочего ручья. Расстояние от оси пуансона до осей шарниров полу.адатриц
0
5
0
0
ДОЛЖНО быть равно 2R, т. е. наружному диаметру пуансона.
Штамп работает следующи.м образом.
Заготовку 11 укладывают в ручьевые вставки 5 полуматриц 4 и прижима 9. При движении пуансона 2 вниз прижим 9 фиксирует заготовку 11, прижимая ее к пуансону. При дальнейшем перемещении пуансона 2 прижим 9 опускается, сжимая буфер 10. Заготовка 11 под действием пуансона пере- меплается вниз, разворачивая полуматрицы 4. Происходит обкатывание полуматриц с заготовкой по рабочему ручью пуансона. По окончании операции гибки поднимают пуансон и извлекают изогнутую деталь.
При смене объекта производства, а именно при из.менении поперечного сечения заготовки либо радиуса гиба, производят замену пуансона, ручьевых вставок, перемещают полуматрицы, выдерживая расстояние от оси пуансона до осей 6 шарниров полуматриц равным наружному диаметру пуансона. В этом положении опоры 7 полуматриц закрепляют на нижней плите 8.
Использование предложенного штампа для гибки позволяет повысить качество изготавливаемых деталей вследствие расположения осей шарниров полуматриц на расстоянии от оси пуансона, равном наружному диаметру пуансона, обеспечивающего обкатывание заготовки без проскальзывания относительно ручьевых вставок. Отсутствие проскальзывания заготовки увеличивает долговечность ручьевых вставок. Предложенный штамп позволяет также расширить технологические возможности за счет обеспечения гибки деталей с радиусом гиба R 2d. /
фиг. 2
(pus. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для гибки труб | 1974 |
|
SU509325A1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Гибочный штамп | 1974 |
|
SU538761A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ КОРЫТООБРАЗНОГО СЕЧЕНИЯ | 1997 |
|
RU2122480C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Штамп горизонтально-ковочной машины | 1986 |
|
SU1316739A1 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Штамп для гибки U-образных деталей | 1987 |
|
SU1518053A1 |
Cpuz. 4«
| Штамп для гибки труб | 1972 |
|
SU585897A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
