(54) ШТАМП ДЛЯ ГИБКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки труб | 1976 |
|
SU638401A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Универсальный гибочный штамп | 1982 |
|
SU1072951A1 |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Заготовка для изготовления штамповок с фланцем и ступицей | 1973 |
|
SU616019A1 |
| Штамп для правки труб | 1980 |
|
SU1005976A1 |
| Штамп для последовательной гибки заготовок | 1976 |
|
SU642054A1 |
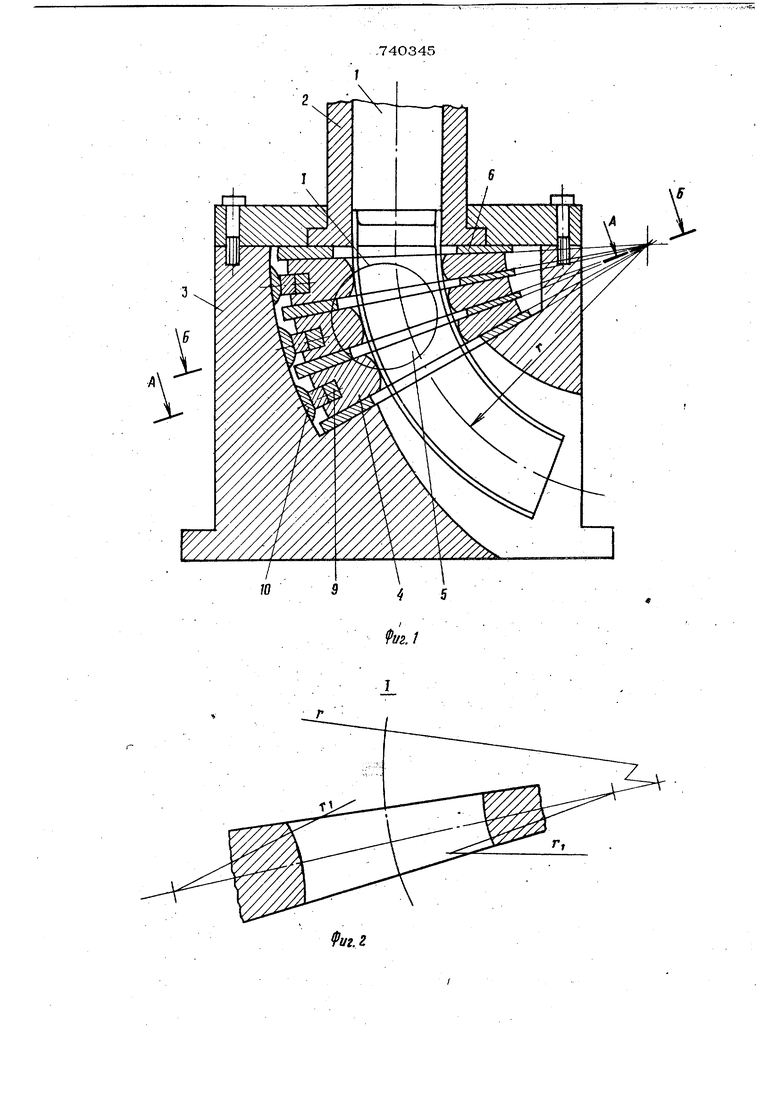
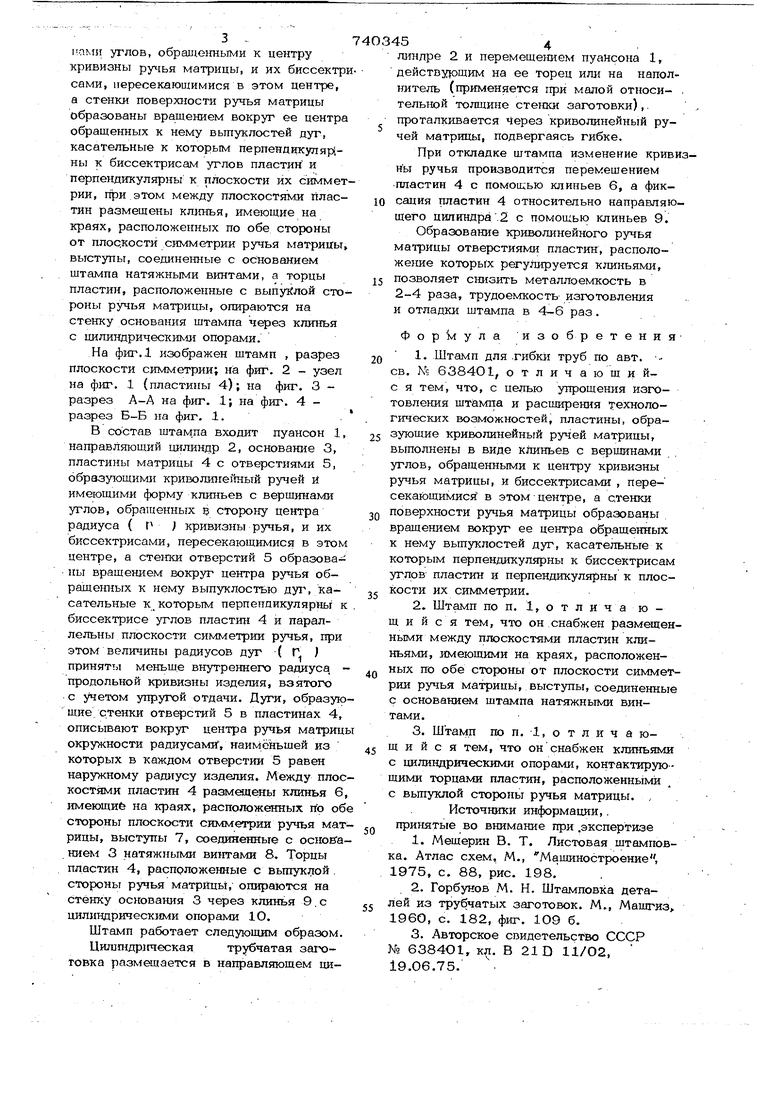
Изобретение относится к трубогибочному производству, в частноста к устройствам для гибки и труб, а иметю к штампам. Известен штамп для гибки труб, coAie жащий матрицу с открытым криволинейным ручьем 1 .. Данный штамп не обеспечивает качественной гибки труб с малой относительной толщиной стенки. Известен штамп для гибки труб, содержащий пуансон, направляющий цилиндр и матрицу с криволинейным ручьем 2 . К недостаткам упомянутого штампа необходимо отнести сложность конструкЩ1И матрицы, обусловленную ее металло емкостью, высокой трудоемкостью изготовления идоработки с учетом упругой отдачи i При необходимости изменения кривизны ручья матрицы для учета упругой отдачи требуется ее доработка или изготовление вновь. Отрицательное влия ние недостатков возрастает с увеличени диаметра трубчатой заготовки. По основному авт. св. № 638401 известен штамп для гибки труб, содержащий основание , расположенный в направляющем цилиндре пуансон и матрицу с криволинейным ручьем, вьпюпнеиную в виде установленных в основании с возможностью п и 1ещения одна относительно другой пластин со сквозным отверстием, образующих криволинейный гибочный ручей з. Однако изготовление пластин с различной кривизной стенок отверстия по внутреннему и наружному радиусу гиба трубы слишком трудоемко. Кроме того, такая конструкция матршхы имеет ограниченные возможности в изменении радиусов гибки, что снижает номенклату тру отрабатьтаемых изделий. Цель изобретения - упрощение процесса изготовления штампа и расширение его технологических возможностей. Это достигается г&л, что пластины, образующие криволинейный ручей матрицы, вьгарлнены в виде клиньев с вергиигпмн углов, oбpaцдe fflьrми к центру кривизны ручья матрицы, и их биссектр сами, пересекающимися в этом центре, а стенки поверхности ручья матрицы образованы вращением вокруг ее центра обращенных к нему выпуклостей дуг, касательные к которьш перпендикуляр ны к биссектрисам углов пластин и перпендикулярны к плоскости их симмет рии, при этом между плоскостями пластин размещены клинья, имеющие на краях, расположенных по обе стороны от плоскости симметрии ручья матрицы выступы, соединенные с основанием щтампа натяжными винтами, а торцы пластин, расположенные с выпуклой сто роны ручья матрицы, опираются на стенку основания щтампа через клинья с цилиндрическими опорами. На фиг.1 изображен щтамп , разрез плоскости симметрии; на фиг. 2 - узел на фиг, 1 (пластины 4); на фиг. 3 разрез А-А на фиг. 1; на фиг. 4 разрез Б-Б на фиг. 1. В состав щтампа входит пуансон 1 направляющ1 й цилиндр 2, основание 3, пластины матрицы 4 с отверстиями 5, образующими криволинеГгаый ручей и имеющими форму клиньев с верщинами углов, обращенных сторону центра радиуса ( Р J кривизны ручья, и их биссектрисами, пересекающимися в этом центре, а сте1жи отверстий 5 образованы вращением вокруг центра ручья обращенных к нему выпуклостью дуг, касательные к которым перпендикулярньг биссектрисе углов пластин 4 и параллельны плоскости симметрии ручья, при этом величины радиусов дуг ( Г, ) приняты меньще внутреннего радиуса, продольной кривизны изделия, взятого с учетом упругой отдачи. Дуги, образую щие стенки отверстий 5 в пластинах 4 описывают вокруг центра ручья матриц окружности радиусамяГ, наименьшей из которых в каждом отверстии 5 равен наружному радиусу изделия. Между пло костями пластин 4 размеде;ны клинья 6 имеющие на краях, расположенных по о стороны плоскости симметрии ручья ма рицы, выступы 7, соединенные с основа нием 3 натяжными винтами 8. Торцы пластин 4, расположенные с выпуклой . стороны ручья матрицы, опираются на стенку основания 3 через клинья 9. с цилиндрическими опорами 1О. Штамп работает следующим образом Цишпшрнческая трубчатая загх говка размещается в направляющем ци52 И перемещением пуансона 1, линдре действурщим на ее торец или на наполнитель (применяется при малой относи- . тельной толщине стенки заготовки), проталкивается Через криволинейный ручей матрицы, подвергаясь гибке. При откладке щтампа изменение кривизны ручья производится перемещением пластин 4 с помощью клиньев б, а фиксация пластин 4 относительно направляющего цилиндра .2 с помощью клиньев 9. Образование криволинейного ручья матрицы отверстиями пластин, расположение которых регулируется клиньями, позволяет снизить металлоемкость в 2-4 раза, трудоемкость изготовления и отладки щтампа в 4-6 раз. Фор мула изобретения1.Штамп для .гибки труб по авт. св. № 638401, отличающийс я тем, что, с целью упрощения изготовления щтампа и расщирения технологических возможностей, пластины, образующие криволинейный ручей матрицы, выполнены в виде клиньев с верщинами углов, обращенными к центру кривизны ручья матрицы, и биссектрисами , пересекающимися в этом центре, а стенки поверхности ручья матрицы образованы вращением вокруг ее центра обращенных к нему выпуклостей дуг, касательные к которым перпендикулярны к биссектрисам углов пластин и перпендикулярны к плоскости их симметрии. 2.Штамп по п. 1, о т л я ч а ю щ и и с я тем, что он снабжен размещенными между плоскостями пластин клиньями, имеющими на краях, расположенных по обе стороны от плоскости симметрии ручья матрицы, выступы, соединенные с основанием штампа натяжными винтами. 3.Штамп поп. 1,отлича ющ и и с я тем, что он снабжен клиньями с циливдрическими опорами, контактирующими торцами пластин, расположенными с выпуклой стороны ручья матрицы. . Источники информации,. принятые во внимание при .экспертизе 1.Мещеркн В. Т. Листовая щтамновка. Атлас схем, М., Машиностроение, 1975, с, 88, рис. 198. 2.Горбунов М. Н. Штамповка деталей из трубчатых заготовок. М., Машгиз, I960, с. 182, фиг. 1О9 б. 3.Авторское свидетельство СССР NO 6384О1, кл. В 21D 11/О2, 19.06.75.
А-А
8
.3
fU2.4
