Изобретение относится к силовым конструкциям и изделиям, где требуются прочность, легкость и технологичность. В первую очередь это - летательные аппараты, подводные лодки, морские и речные суда, а также емкости-хранилища большого объема для различного рода продуктов, железнодорожные пассажирские вагоны и полы в них и т.п.
Силовые конструкции - это конструкции, несущие при эксплуатации большие нагрузки, испытываемые ими в результате, например, аэродинамических (аэростатических), гравитационных сил и сил тяги силовой установки, гидравлических сил.
Силовые шпангоуты - поперечные элементы силового набора, например корпуса корабля, летательного аппарата, изготавливаются из различных материалов: дерева, металла, стеклопластика и других конструкционных материалов.
Деревянные шпангоуты являются горючими материалами, шпангоуты из металла имеют большую массу и низкую коррозионную стойкость, а стеклопластиковые шпангоуты, которые изготавливаются с использованием полиэфирных или эпоксидных связующих, являются горючими и дорогостоящими.
Из уровня техники известны технические решения по пат. РФ №26510, МПК 7 В63В 13/02, 10.12.2002, по пат. РФ №2200106, МПК 7 В63В 3/13, 10.03.2003, в которых в силовых конструкциях подводных аппаратов используются металлические трубы, что приводит к большой металлоемкости изделия в целом.
Известны технические решения по пат. РФ №2022867, МПК 5 В63В 3/13, 15.11.1994, пат. РФ №2361771, МПК В63В 3/13, 20.07.2009, в силовых конструкциях которых для изготовления силовых шпангоутов применяются стекломасса и стеклокомпозит в виде сплошных конструкций. Это приводит к большой материалоемкости и, соответственно, к высокой стоимости изделия в целом.
Известно судно по пат. РФ №2352492, МПК 8 В63В 1/16, 10.06.2006 г., корпус которого выполнен со шпангоутами в форме усеченной параболы, сопряженными в корме с нижней плоскостью воздушного крыла. Конструкция судна обладает высокой эффективностью при эксплуатации.
Известны резервуар-хранилище по пат. РФ №2331739, МПК 8 Е03В 11/02, 20.08.2008 г, цистерна для перевозки вязких продуктов по пат. №91981 на полезную модель, МПК B65D 88/00, 10.03.2010 г., содержащие шпангоуты из неметаллического материала, также способ формирования силового шпангоута из композиционных материалов по пат. РФ №2340456, МПК В29С 53/56, 10.12.2008 г., включающий укладку и намотку пропитанных связующим тканевых лент кольцевыми слоями в области расположения шпангоутов.
Известно техническое решение по пат. РФ №2210726, МПК 7 F42B 15/00, 20.08.2003, в котором силовые конструкции космической ракеты выполнены в виде сплошных спиральных и кольцевых ребер жесткости из полимерных композиционных материалов на основе эпоксисодержащих связующих и высокомодульных углеродных или борных волокон.
Известен элемент планера самолета из полимерных композиционных материалов и способ его изготовления по пат. РФ №2312790, МПК В64С 1/00, 20.12.2007, в котором элемент силовой конструкции планера самолета -силовой шпангоут - формируют из волокнистых композиционных материалов путем намотки с определенным шагом пропитанной связующим тканой ленты. Элемент силовой конструкции содержит витки спиральных и кольцевых шпангоутов из пропитанной связующим тканой ленты, расположенных с определенным шагом на оболочке элемента.
Для обеспечения требуемой кольцевой жесткости изделия необходимо иметь достаточную толщину спиральных и кольцевых слоев, что приводит к большой материалоемкости изделия.
Наиболее близким к заявленному изобретению является силовой элемент (труба или емкость), содержащий основную стенку и слои из полых кольцевых ребер жесткости, намотанных в виде спирали, отделенные друг от друга сплошной перегородкой, уложенной на спираль вдоль оси трубы или емкости (пат. РФ №2333412, МПК F16L 9/12, 10.09.2008).
Данный силовой элемент обладает повышенной кольцевой жесткостью, однако имеет место и увеличение его веса.
Техническим результатом при использовании изобретения является повышение кольцевой жесткости изделий при одновременном снижении их материалоемкости.
Указанный выше технический результат достигается тем, что в элементе силовой конструкции, содержащем оболочку и, по меньшей мере, один ряд спиральных или кольцевых витков шпангоутов из пропитанной связующим тканой ленты, намотанной на полую металлическую форму, согласно изобретению, полая форма жестко соединена с оболочкой, а полые шпангоуты закреплены на оболочке и между собой пропитанной связующим тканой лентой, намотанной на шпангоуты и в промежутках между витками в нижней их части, при этом между спиральными или кольцевыми витками перпендикулярно последним уложены с определенным шагом предварительно заготовленные по размеру полые шпангоуты, причем кольцевые витки полых шпангоутов каждого последующего ряда смещены относительно кольцевых витков предыдущего ряда на 0,5 шага намотки, а на верхушки шпангоутов уложена тканая подложка из бязи для внешней оболочки, на которую уложен металлический лист.
Кроме того, указанный технический результат достигается тем, что оболочка элемента представляет собой корпус летательного аппарата или подводной лодки, или морского, или речного судна, или пассажирского вагона; спиральные витки первого ряда полых шпангоутов уложены слева направо, а спиральные витки каждого последующего ряда уложены в направлении, противоположном направлению спиральных витков предыдущего ряда; полые шпангоуты имеют в поперечном сечении форму кривой второго порядка; полая форма выполнена из металлической ленты толщиной 0,1÷0,3 мм, например, из титана; в качестве пропитанной связующим тканой ленты использована стеклянная или углеродная, или органическая тканая лента, пропитанная полимерным связующим горячего или холодного отверждения; в качестве пропитанной связующим тканой ленты использована стеклянная или углеродная, или органическая тканая лента, пропитанная натрийборосиликатфосфатным связующим холодного отверждения.
Указанный технический результат достигается также тем, что в способе изготовления элемента силовой конструкции, включающем формирование силовых шпангоутов из волокнистых композиционных материалов на оболочке элемента путем намотки с определенным шагом пропитанной связующим тканой ленты с образованием, по меньшей мере, одного ряда спиральных или кольцевых витков полых шпангоутов с использованием полой формы, согласно изобретению, между спиральными или кольцевыми витками перпендикулярно последним укладывают с определенным шагом предварительно заготовленные по размеру полые шпангоуты, полую форму предварительно жестко соединяют с оболочкой, а витки полых шпангоутов закрепляют на оболочке и между собой пропитанной связующим тканой лентой путем намотки ее на полые шпангоуты и в промежутках между витками в нижней их части, причем кольцевые витки полых шпангоутов каждого последующего ряда наматывают относительно кольцевых витков полых шпангоутов предыдущего ряда со смещением на 0,5 шага намотки, затем на верхушки полых шпангоутов укладывают тканую подложку из бязи, перекрывающую промежутки между витками с образованием замкнутых полостей, и далее на подложку наматывают слои пропитанной связующим тканой ленты сначала между витками полых шпангоутов, а потом по всей поверхности с образованием внешней оболочки, на которую укладывают металлический лист.
Кроме того, указанный технический результат достигается тем, что в качестве оболочки элемента силовой конструкции используют корпус подводной лодки, или летательного аппарата, или морского, или речного судна, или железнодорожного пассажирского вагона; первый ряд спиральных витков полых шпангоутов наматывают слева направо, а каждый последующий ряд спиральных витков наматывают в направлении, противоположном направлению спиральных витков предыдущего ряда; поперечное сечение полых шпангоутов выполняют в форме кривой второго порядка; полую форму изготавливают из металлической ленты толщиной 0,1÷0,3 мм, например, из титана; в качестве пропитанной связующим тканой ленты используют стеклянную или углеродную, или органическую тканую ленту, пропитанную полимерным связующим горячего или холодного отверждения; в качестве пропитанной связующим тканой ленты используют стеклянную или углеродную, или органическую тканую ленту, пропитанную натрийборосиликатфосфатным связующим холодного отверждения;
Изобретение иллюстрируется чертежами и примером способа изготовления элемента силовой конструкции подводной лодки.
На фиг.1 изображен продольный разрез элемента силовой конструкции, общий вид;
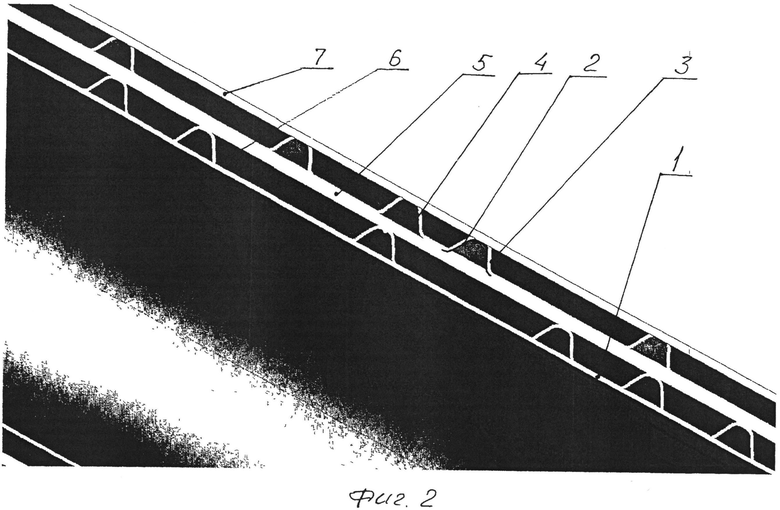
На фиг.2 изображена изометрия элемента силовой конструкции, продольный разрез;
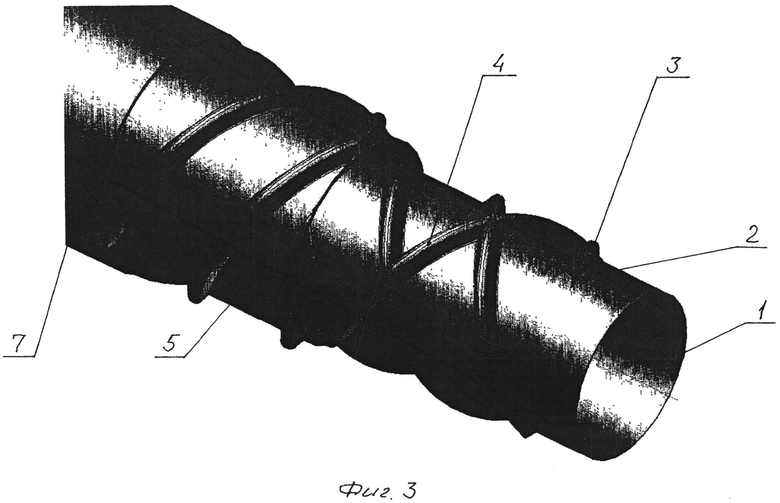
На фиг.3 изображена изометрия элемента силовой конструкции со спиральными полыми шпангоутами;
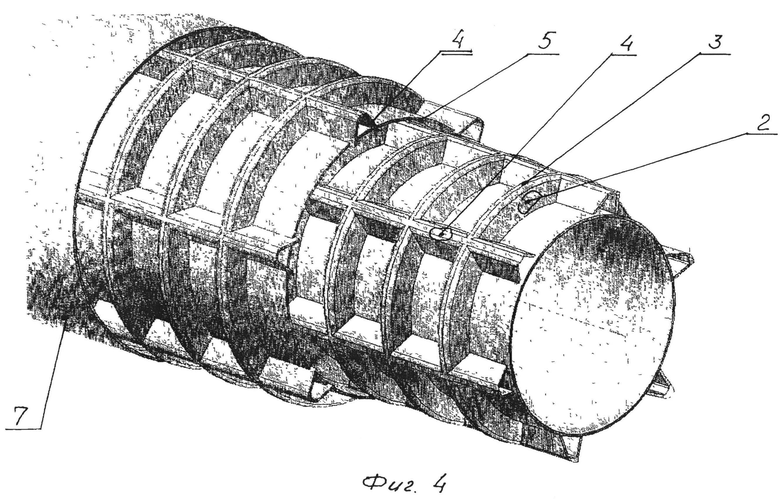
На фиг.4 изображена изометрия элемента силовой конструкции с кольцевыми полыми шпангоутами.
Элемент силовой конструкции, например подводной лодки, содержит оболочку 1, на которой расположена и жестко с ней соединена полая форма 2 для шпангоутов, выполненная из металлической, например титановой, ленты толщиной 0,1÷0,3 мм. На оболочке 1 расположены два ряда спиральных (фиг.1, 2, 3) или кольцевых витков 3 (фиг.4) полых шпангоутов. Витки 3 полых шпангоутов расположены на оболочке 1 с определенным шагом и выполнены из пропитанной связующим тканой ленты. Полая форма 2 и витки 3 полых шпангоутов имеют в поперечном сечении форму кривой второго порядка. Спиральные или кольцевые витки 3 полых шпангоутов закреплены на оболочке 1 и соединены между собой пропитанной полимерным связующим горячего или холодного отверждения, например, фенольным связующим марки СФЖ-309 (или эпоксидным, или полиэфирным связующим) тканой лентой из стеклянной ткани марки НПГ-210 (или углеродной, или органической), намотанной на шпангоуты и в промежутках между витками 3 в нижней их части. Между витками 3 размещены предварительно заготовленные по размеру полые шпангоуты 4, которые установлены с определенным шагом перпендикулярно виткам 3. Полые шпангоуты 4 выполнены также с использованием полой формы из титановой ленты толщиной 0,1÷0,3 мм, и поперечное сечение которой, как и поперечное сечение полых шпангоутов 4 имеет форму кривой второго порядка. Такое выполнение и расположение полых шпангоутов 4 по отношению к виткам 3 определяет сотовую структуру силового набора и обеспечивает жесткость контура силовой конструкции подводной лодки.
На верхушки витков 3 полых шпангоутов и полых шпангоутов 4 уложена тканая подложка 5 из слоев бязи. Подложка 5 уложена путем намотки нескольких слоев ткани с возможностью перекрытия промежутков между витками 3 и образования замкнутых полостей 6. На подложке 5 размещены слои пропитанной аналогичным связующим тканой ленты из стеклянной ткани марки НПГ-210 (или углеродной, или органической), образующие внешнюю оболочку 7. Для усиления жесткости силового элемента на внешнюю оболочку 7 уложен металлический лист из титана.
Способ изготовления элемента силовой конструкции, например, подводной лодки, осуществляют следующим образом.
С металлической, например из титана, оболочкой 1, являющейся корпусом подводной лодки, жестко соединяют полую форму 2 из металлической, например, титановой ленты толщиной 0,1÷0,3 мм. На полую форму 2 наматывают спиральные витки 3 полых шпангоутов из стеклянной либо углеродной тканой ленты, пропитанной фенольным связующим горячего отверждения. Благодаря полой форме 2, спиральные витки 3 шпангоутов имеют в поперечном сечении форму кривой второго порядка. Витки 3 полых шпангоутов закрепляют на оболочке 1 и между собой путем намотки пропитанной связующим тканой ленты на шпангоуты и в промежутках между витками 3 в нижней их части. Между витками 3 полых шпангоутов размещают предварительно заготовленные по размеру полые шпангоуты 4, которые устанавливают с определенным шагом перпендикулярно к виткам 3. Такое расположение витков 3 шпангоутов и шпангоутов 4 определяет сотовую структуру силового набора элемента силовой конструкции подводной лодки. Далее на верхушки витков 3 шпангоутов и шпангоутов 4 укладывают тканую подложку 5 из бязи, так, что она перекрывает промежутки между витками 3. В результате этого перекрытия между витками 3 шпангоутов и шпангоутов 4 образуют закрытые полости 6.
Далее на подложку 5 наматывают несколько слоев стеклянной или углеродной тканой ленты, пропитанной фенольным связующим горячего отверждения. Данную ленту сначала наматывают на подложку 5 между витками 3 полых шпангоутов, а потом проводят намотку ленты по всей поверхности с образованием внешней оболочки 7. Для усиления жесткости элемента силовой конструкции на внешнюю оболочку 7 укладывают металлический лист из титана.
Для обеспечения требуемой жесткости наружного корпуса подводной лодки проводят намотку необходимого количества слоев силовых шпангоутов.
При изготовлении элемента силовой конструкции, содержащего в результате расчетов несколько слоев полых шпангоутов, каждый из этих слоев закрывают металлическим либо титановым листом, и аналогичным образом проводят намотку последующего слоя полых шпангоутов.
В расчетной формуле кольцевая жесткость и высота кольцевого и спирального витка (ребра), т.е. силового шпангоута, находятся в квадратичной зависимости. Поэтому все расчеты по необходимой жесткости корпуса подводной лодки ведут исходя из количества слоев шпангоутов и их характеристик.
Стеклопластик на основе фенольных связующих является трудногорючим материалом. Но с целью выполнения экологических требований при возникновении аварийных ситуаций (пожар) силовые шпангоуты на основе фенольных связующих изолируют от контакта с людьми. Это достигается тем, что в приведенном выше примере силовые шпангоуты находятся внутри металлических листов.
Для некоторых изделий технического назначения, например пассажирских вагонов, самолетов, шпангоуты для пола, изготавливают на основе натрийборосиликатфосфатного связующего. Это позволяет изготовить шпангоуты негорючими.
Аналогичным образом изготавливают корпус летательных аппаратов, самолетов, в том числе и лонжеронов и других силовых конструкций летательных аппаратов.
Способ изготовления корпуса самолета осуществляют следующим образом.
С металлической, например из сплава алюминия, оболочкой 1, являющейся внутренним корпусом самолета, жестко соединяют форму 2 из металлической, например алюминиевой ленты толщиной 0,1 - 0,3 мм. На полую форму 2 наматывают спиральные витки 3 полых шпангоутов из углеродной тканой ленты, пропитанной эпоксидным связующим горячего или холодного отверждения. Благодаря полой форме 2, спиральные витки 3 шпангоутов имеют в поперечном сечении форму кривой второго порядка. Витки 3 полых шпангоутов закрепляют на оболочке 1 и между собой путем намотки пропитанной связующим углеродной тканой ленты на шпангоуты и в промежутках между витками 3 в нижней их части. Между витками 3 полых шпангоутов размещают предварительно заготовленные по размеру полые шпангоуты 4, которые устанавливают с определенным шагом перпендикулярно к виткам 3. Такое расположение витков 3 шпангоутов и шпангоутов 4 определяет сотовую структуру силового набора элемента силовой конструкции корпуса самолета.
Далее на верхушки витков 3 и шпангоутов 4 укладывают тканую подложку 5 из бязи, так, что она перекрывает промежутки между витками 3. В результате этого перекрытия между спиральными витками 3 шпангоутов и шпангоутами 4 образуются закрытые полости 6. Далее на подложку 5 наматывают несколько слоев углеродной тканой ленты, пропитанной эпоксидным связующим горячего или холодного отверждения. Данную ленту сначала наматывают на подложку 5 между витками 3 полых шпангоутов, а потом проводят намотку ленты по всей поверхности с образованием внешней оболочки 7. Для усиления жесткости элемента силовой конструкции на внешнюю оболочку 7 укладывают металлический лист из титана.
Для обеспечения требуемой жесткости корпуса самолета проводят намотку необходимого количества слоев силовых шпангоутов.
При изготовлении элемента силовой конструкции корпуса самолета, содержащего в результате расчетов несколько слоев полых шпангоутов, каждый из этих слоев закрывают алюминиевым листом, и аналогичным образом проводят намотку последующего слоя полых шпангоутов. Отличие намотки последующего слоя от предыдущего состоит в обратном направлении намотки спиральных витков 3 (предыдущий слой - слева -направо, а последующий - справа - налево). После закрытия последнего слоя силовых полых шпангоутов его закрывают алюминиевым или титановым листом, который является наружной стенкой корпуса самолета. Затем проводят вырезку оконных, дверных проемов по всему корпусу самолета и их заделку.
Способ изготовления корпуса пассажирского вагона осуществляют следующим образом.
На металлической оболочке 1, являющейся внутренним корпусом (слоем) пассажирского вагона, жестко закрепляют форму 2 из металлической ленты толщиной 0,1-0,3 мм. На полую форму 2 наматывают кольцевые витки 3 полых шпангоутов из стеклянной тканой ленты, пропитанной эпоксидным связующим горячего отверждения. Благодаря полой форме 2 кольцевые витки 3 шпангоутов имеют в поперечном сечении форму кривой второго порядка. Витки 3 полых шпангоутов закрепляют на оболочке 1 и между собой путем намотки пропитанной связующим ленты на шпангоуты и в промежутках между витками 3 в нижней их части. Далее между кольцевыми витками 3 полых шпангоутов размещают предварительно заготовленные по размеру полые шпангоуты 4, которые устанавливают с аналогичным шагом, что и кольцевые витки 3 перпендикулярно последним. Такое расположение витков 3 шпангоутов и поперечных шпангоутов 4 определяет сотовую структуру силового набора элемента силовой конструкции корпуса пассажирского вагона.
Далее на верхушки витков 3 и шпангоутов 4 укладывают тканую подложку 5 из бязи, так что она перекрывает промежутки между витками 3. В результате этого перекрытия между витками 3 и шпангоутами 4 образуются закрытые полости 6. Далее на подложку 5 наматывают несколько слоев стеклянной тканой ленты, пропитанной эпоксидным связующим горячего отверждения. Данную ленту сначала наматывают на подложку 5 между витками 3 полых шпангоутов, а потом проводят намотку ленты по всей поверхности с образованием внешней оболочки 7. Для усиления жесткости элемента силовой конструкции на внешнюю оболочку 7 укладывают металлический лист, например, из титана.
Для обеспечения требуемой жесткости корпуса вагона проводят намотку необходимого количества слоев силовых шпангоутов.
При изготовлении элемента силовой конструкции пассажирского вагона, содержащего в результате расчетов несколько слоев полых шпангоутов, каждый из этих слоев закрывают металлическим листом, и аналогичным образом проводят намотку последующего слоя полых шпангоутов. Отличие намотки последующего слоя от предыдущего состоит в перекрытии на 0,5 шага последующего слоя от предыдущего. После закрытия последнего слоя силовых полых шпангоутов его закрывают металлическим листом, который является наружной поверхностью корпуса пассажирского вагона. Затем проводят вырезку оконных и дверных проемов по всему корпусу пассажирского вагона и их заделку.
Способ изготовления силового элемента морского или речного судна осуществляют следующим образом.
С металлической оболочкой 1, являющейся наружным корпусом морского или речного судна (далее «судна»), жестко соединяют форму 2 из металлической ленты толщиной 0,1-0,3 мм. На полую форму 2 наматывают спиральные витки 3 полых шпангоутов из стеклянной тканой ленты, пропитанной эпоксидным связующим горячего или холодного отверждения. Благодаря полой форме 2, спиральные витки 3 шпангоутов имеют в поперечном сечении форму кривой второго порядка. Витки 3 полых шпангоутов закрепляют на оболочке 1 и между собой путем намотки пропитанной связующим стеклянной тканой ленты на шпангоуты и в промежутках между витками 3 в нижней их части. Затем между витками 3 полых шпангоутов размещают предварительно заготовленные по размеру полые шпангоуты 4, которые устанавливают с определенным шагом перпендикулярно к виткам 3. Такое расположение витков 3 поперечных шпангоутов 4 определяет сотовую структуру силового набора элемента силовой конструкции судна.
Далее на верхушки витков 3 и шпангоутов 4 укладывают тканую подложку 5 из бязи, так, что она перекрывает промежутки между витками 3. В результате этого перекрытия между спиральными витками 3 шпангоутов и заготовками 4 шпангоутов образуются закрытые полости 6. Далее на подложку 5 наматывают несколько слоев стеклянной тканой ленты, пропитанной эпоксидным связующим горячего или холодного отверждения. Данную ленту сначала наматывают на подложку 5 между витками 3 полых шпангоутов, а потом проводят намотку ленты по всей поверхности с образованием внешней оболочки 7 Для усиления жесткости элемента силовой конструкции на внешнюю оболочку 7 укладывают металлический лист из титана.
Для обеспечения требуемой жесткости судна проводят намотку необходимого количества слоев силовых шпангоутов.
При изготовлении элемента силовой конструкции судна, содержащего в результате расчетов несколько слоев полых шпангоутов, каждый из этих слоев закрывают при необходимости металлическим листом, и аналогичным образом проводят намотку последующего слоя полых шпангоутов. Отличие намотки последующего слоя от предыдущего состоит в обратном направлении намотки спиральных витков 3 (предыдущий слой - слева направо, а последующий - справа налево).
После закрытия последнего слоя силовых полых шпангоутов его закрывают металлическим листом из титана, который является наружной стенкой судна. Затем проводят разрезку вдоль оси по диаметру всей намотанной силовой конструкции судна с образованием сразу двух заготовок для судна с последующей заделкой торцевых краев при разрезе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| Способ изготовления трубы из полимерных композиционных материалов | 2024 |
|
RU2831752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| Лопасть ветрового колеса из композиционных материалов и способ ее изготовления | 1991 |
|
SU1807960A3 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| СЛОИСТАЯ ЦИЛИНДРИЧЕСКАЯ ОБОЛОЧКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU1751939C |
| ОТВОД КРУТОИЗОГНУТЫЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206018C2 |
| СПОСОБ НАМОТКИ СИЛОВОЙ ОБОЛОЧКИ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2338670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
Изобретение относится к силовым конструкциям и изделиям, в частности к летательным аппаратам, подводным лодкам, морским и речным судам, железнодорожным вагонам и емкостям-хранилищам. Элемент силовой конструкции содержит оболочку и ряд расположенных с определенным шагом на оболочке спиральных или кольцевых витков полых шпангоутов из пропитанной связующим тканой ленты. Тканая лента намотана на полую металлическую форму. Полая форма жестко соединена с оболочкой. Полые шпангоуты закреплены на оболочке и между собой пропитанной связующим тканой лентой, намотанной на шпангоуты и в промежутках между витками в нижней их части. Между спиральными или кольцевыми витками перпендикулярно последним уложены с определенным шагом предварительно заготовленные по размеру полые шпангоуты. Кольцевые витки полых шпангоутов каждого последующего ряда смещены относительно кольцевых витков предыдущего ряда на 0,5 шага намотки. На верхушки шпангоутов уложена тканая подложка из бязи для внешней оболочки, на которую уложен металлический лист. Достигается повышение кольцевой жесткости при одновременном снижении материалоемкости. 2 н. и 12 з.п. ф-лы, 4 ил.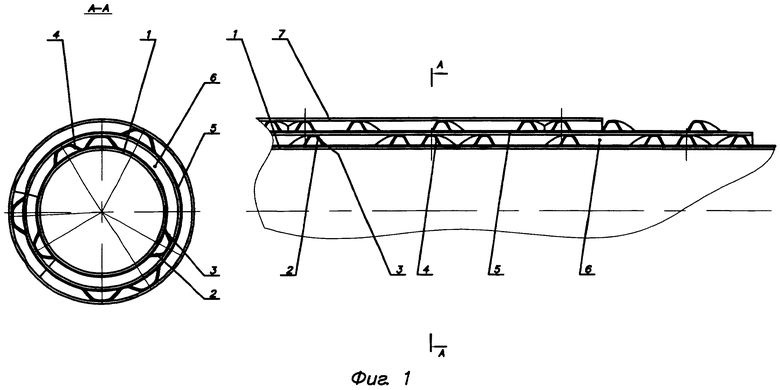
1. Элемент силовой конструкции, содержащий оболочку и, по меньшей мере, один ряд расположенных с определенным шагом на оболочке спиральных или кольцевых витков полых шпангоутов из пропитанной связующим тканой ленты, намотанной на полую металлическую форму, отличающийся тем, что полая форма жестко соединена с оболочкой, а полые шпангоуты закреплены на оболочке и между собой пропитанной связующим тканой лентой, намотанной на шпангоуты и в промежутках между витками в нижней их части, при этом между спиральными или кольцевыми витками перпендикулярно последним уложены с определенным шагом предварительно заготовленные по размеру полые шпангоуты, причем кольцевые витки полых шпангоутов каждого последующего ряда смещены относительно кольцевых витков предыдущего ряда на 0,5 шага намотки, а на верхушки шпангоутов уложена тканая подложка из бязи для внешней оболочки, на которую уложен металлический лист.
2. Элемент по п.1, отличающийся тем, что оболочка элемента представляет собой корпус летательного аппарата, или подводной лодки, или морского или речного судна, или пассажирского вагона.
3. Элемент по п.1, отличающийся тем, что спиральные витки первого ряда полых шпангоутов уложены слева направо, а спиральные витки каждого последующего ряда уложены в направлении, противоположном направлению спиральных витков предыдущего ряда.
4. Элемент по п.1, отличающийся тем, что полые шпангоуты имеют в поперечном сечении форму кривой второго порядка.
5. Элемент по п.1, отличающийся тем, что полая форма выполнена из металлической ленты толщиной 0,1-0,3 мм, например, из титана.
6. Элемент по п.1, отличающийся тем, что в качестве пропитанной связующим тканой ленты использована стеклянная, или углеродная, или органическая тканая лента, пропитанная полимерным связующим горячего или холодного отверждения.
7. Элемент по п.1, отличающийся тем, что в качестве пропитанной связующим тканой ленты использована стеклянная, или углеродная, или органическая тканая лента, пропитанная натрийборосиликатфосфатным связующим холодного отверждения.
8. Способ изготовления элемента силовой конструкции, включающий формирование силовых шпангоутов из волокнистых композиционных материалов на оболочке элемента путем намотки с определенным шагом пропитанной связующим тканой ленты на оболочку с образованием, по меньшей мере, одного ряда спиральных или кольцевых витков полых шпангоутов с использованием полой формы, отличающийся тем, что между спиральными или кольцевыми витками перпендикулярно последним укладывают с определенным шагом предварительно заготовленные по размеру полые шпангоуты, при этом полую форму предварительно жестко соединяют с оболочкой, а витки полых шпангоутов закрепляют на оболочке и между собой пропитанной связующим тканой лентой путем намотки ее на полые шпангоуты и в промежутках между витками в нижней их части, причем кольцевые витки полых шпангоутов каждого последующего ряда наматывают относительно кольцевых витков полых шпангоутов предыдущего ряда со смещением на 0,5 шага намотки, затем на верхушки полых шпангоутов укладывают тканую подложку из бязи, перекрывающую промежутки между витками с образованием замкнутых полостей, и далее на подложку наматывают слои пропитанной связующим тканой ленты сначала между витками полых шпангоутов, а потом по всей поверхности с образованием внешней оболочки, на которую укладывают металлический лист.
9. Способ по п.8, отличающийся тем, что первый ряд спиральных витков полых шпангоутов наматывают слева направо, а каждый последующий ряд спиральных витков наматывают в направлении, противоположном направлению спиральных витков предыдущего ряда.
10. Способ по п.8 или 9, отличающийся тем, что поперечное сечение полых шпангоутов выполняют в форме кривой второго порядка.
11. Способ по п.8, отличающийся тем, что полую форму изготавливают из металлической ленты толщиной 0,1-0,3 мм, например, из титана.
12. Способ по п.8, отличающийся тем, что в качестве пропитанной связующим тканой ленты используют стеклянную, или углеродную, или органическую тканую ленту, пропитанную полимерным связующим горячего или холодного отверждения.
13. Способ по п.8, отличающийся тем, что в качестве пропитанной связующим тканой ленты используют стеклянную, или углеродную, или органическую тканую ленту, пропитанную натрийборосиликатфосфатным связующим холодного отверждения.
14. Способ по п.8, отличающийся тем, что в качестве оболочки элемента силовой конструкции используют корпус летательного аппарата, или подводной лодки, или морского или речного судна, или пассажирского вагона.
| ТРУБА ИЛИ ЕМКОСТЬ | 2007 |
|
RU2333412C1 |
| СТЕКЛОПЛАСТИКОВАЯ ТРУБА | 2005 |
|
RU2293243C2 |
| СЕТЧАТАЯ ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2384460C2 |
| US 2008111024 A1, 15.05.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВОГО ФОТОПРЕОБРАЗОВАТЕЛЯ | 2007 |
|
RU2349002C1 |
| СТЕКЛОКЕРАМИЧЕСКИЙ ВЫСОКОТЕМПЕРАТУРНЫЙ И ВОДОСТОЙКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ | 2007 |
|
RU2334374C1 |
| US 2009166471 A1, 02.07.2009. | |||

