Изобретения относятся к вариантам способа изготовления изделий трубчатой формы, а именно труб из армирующего и твердеющего связующего материала с мелкодисперсным заполнителем, предпочтительно, кварцевым песком. Изготовленные таким образом изделия могут найти широкое применение в различных областях, в том числе - в строительстве, при прокладке трубопроводов.
Известен способ изготовления изделий трубчатой формы, при котором его образуют слоями стекловолокна, уложенного с образованием полотна, связанного между слоями связующим, при этом изделие получают при намотке на оправку слоями поперечных, прижимных, продольных и уплотняющих нитей стекловолокна, а пропитку связующим производят при вращении оправки (RU №232069, B28B 21/48, 1963 г.).
Известен способ изготовления изделий трубчатой формы, при котором трубу выполняют в виде четырехслойной конструкции намоткой четырех слоев, при этом она содержит в качестве минерального наполнителя до 53% песка с максимальным размером зерен до 0,63 мм, а также 22% ровинга из стеклянных нитей марки РБН (ГОСТ 17139-79) и 25% связующего (авторское свидетельство СССР №1549773 C1, 1990 г.).
Наиболее близким из известных является способ изготовления изделия трубчатой формы с конусообразным участком, при котором на коническую часть оправки, предпочтительно металлическую, наносят защитный слой, образованный путем нанесения суспензии, предпочтительно фторопластовой, затем укладывают с натяжением эластичную техническую, предпочтительно капроновую, ткань и фторлоновую ткань, на которую наносят без разогрева резиновую смесь, например, на основе этиленпропиленового каучука, обжимая ее секторами по форме лепестков, предпочтительно, накладных или образованных надрезами на отвержденной стеклоткани, и с натяжением 5-45 кг и с выдержкой не менее 15 мин многослойной технологической рубашкой в виде тканой ленты и нанесенной поверх нее однонаправленной стеклоленты, предпочтительно шириной не менее 5 мм, резиновую смесь вулканизируют в поверхностном слое при температуре 90-160°C в течение не менее 50 мин до поверхностной твердости не менее 50 условных единиц по Шору, после чего лепестки и технологическую рубашку в виде тканой ленты и стеклоленты удаляют и наносят на ее поверхность, предпочтительно двумя слоями с выдержкой не менее 30 мин между нанесениями слоев, полимерсодержащую связующую композицию с образованием газопоглощающего и/или газоизолирующего слоя, на который послойно, предпочтительно 10-90 слоями с уменьшением количества слоев по мере увеличения диаметра конической части оправки, наматывают конструкционный, преимущественно волокнистый или волокносодержащий, материал в виде пропитанного связующим стекло-, и/или угле-, и/или органопластика, а после отверждения изделие снимают с оправки (RU №2234412 C1, B28B 21/48, 2003 г.).
Недостатком известных способов изготовления трубчатых изделий является возможность расслоения полученных изделий при достаточно высоких скоростях транспортирования по ним газосодержащей жидкости за счет проникновения выделяющихся пузырьков газа в микропоры материала стенки трубчатого изделия, что снижает его надежность и долговечность.
Технической задачей предлагаемого способа является обеспечение возможности создания надежного и долговечного в эксплуатации изделия трубчатой формы, обеспечивающего также герметичность его стенок при высоких давлениях и скоростях жидкости за счет обеспечения их местной гибкости.
Достигается это тем, что:
- в способе изготовления изделия трубчатой формы, включающем последовательное изготовление его внутреннего износостойкого слоя и внутреннего несущего слоя нанесением на имеющую конусность наружной поверхности оправку методом «мокрой» намотки стеклоровинга, пропитанного полимерным, предпочтительно, эпоксидным связующим, содержащим к массе связующего от 20 до 60% твердых частиц, предпочтительно кварцевого песка, после намотки всех слоев внутреннего несущего слоя производят его термообработку совместно с оправкой по режиму полимеризации примененного полимерного связующего, после чего производят съем отвержденного внутреннего слоя с оправки, осуществляют зачистку его наружной поверхности от острых неровностей и сверления сквозных отверстий диаметром 3-4 мм, а обработанную таким образом заготовку используют как оправку с последующим нанесением на нее методом намотки раскрепляющего антиадгезионного слоя, например, из фторопластовой пленки, при этом в местах сверления отверстий под антиадгезионный слой укладывают сухую стеклоткань размером от 30×30 до 70×70 мм с произвольной ориентацией ее основы, а поверх антиадгезионного слоя и слоя сухой ткани наматывают непрерывными кольцевыми витками в количестве от 2 до 15 слоев герметизирующую ленту из термопластичного материала, поверх которых производят намотку наружного несущего слоя методом «мокрой» намотки стеклоровингом, пропитанным полимерным, предпочтительно эпоксидным связующим, при этом наружный несущий слой трубчатого изделия образуют методом «мокрой» намотки стеклоровинга от 2 до 15 спиральными слоями и до 30 кольцевыми слоями, а после намотки наружного несущего слоя производят его термообработку с расплавлением герметизирующей ленты и омоноличиванием ее с наружным несущим слоем. При этом в наружном и внутреннем несущих слоях спиральные слои наматывают с различными друг от друга углами укладки стеклоровинга относительно оси изделия - внутренний несущий слой наматывают с углами армирования спиральных слоев от 50° до 85°, а наружный - с углами армирования спиральных слоев от 25° до 45°. Кроме того, в сквозных радиальных отверстиях внутреннего несущего слоя закрепляют посредством клеевой отверждающейся массы трубчатые элементы из металла или полимерного материала.
- В способе изготовления изделия трубчатой формы с ниппельной и раструбной стыковочными частями, включающем формирование внутренней силовой обечайки из износостойкого слоя на внутреннем несущем слое путем нанесения методом «мокрой» намотки слоя или слоев из стеклопластика, образованного из стеклоровинга и эпоксидного связующего, содержащего мелкодисперсные частицы, например, из кварцевого песка, с процентным соотношением частиц по отношению к массе связующего от 20 до 60% на металлическую оправку, имеющую конусность наружной поверхности, больший диаметр которой обращен в сторону раструбной части и превышает диаметр ниппельной части на 0,5-10 мм; внутренний несущий слой наматывают от 2 до 8 спиральными слоями и от 2 до 20 кольцевыми слоями методом «мокрой» намотки стеклоровингом, пропитанным полимерным связующим, например эпоксидным, и выполняют его с 2-15 кольцевыми утолщениями, наматываемыми дополнительными кольцевыми витками, располагая их внутри и/или снаружи несущего слоя с формированием в зоне раструбной части конического утолщения внутреннего несущего слоя, а после завершения формирования оболочки изделия производят ее термообработку по режиму полимеризации связующего, после чего зачищают наружную поверхность от острых неровностей и во внутреннем несущем слое сверлят от 2 до 20 рядов отверстий диаметром 3-4 мм по 3-10 отверстий в каждом ряду.
- В способе изготовления изделия трубчатой формы с ниппельной и раструбной частями, включающем формирование внутренней силовой оболочки из износостойкого слоя на внутреннем несущем слое методом «мокрой» намотки слоя и/или слоев из стеклопластика, образуемого из стеклоровинга и эпоксидного связующего с соотношением компонентов соответственно от 1:1 до 1:0,2 и содержащего мелкодисперсные частицы, например, из кварцевого песка с процентным соотношением частиц по отношению к массе связующего от 20 до 60%, на металлическую оправку, имеющую конусность наружной поверхности, больший диаметр которой обращен в сторону раструбной части и превышает диаметр ниппельной части на 0,5-10 мм; для формования раструбной части изделия внутренний несущий слой собирают со знаком и разделительным кольцом, внутреннюю силовую обечайку от наружной разделяют антиадгезионным слоем путем намотки между ними пленки, например фторопластовой, при этом внутреннюю обечайку выполняют со сквозными отверстиями сверлением и/или прокалыванием и в зонах сверления и/или прокалывания сквозных отверстий под разделительный слой укладывают полотна сухой стеклоткани с полотняной, саржевой или сатиновой структурой переплетения стеклонитей или стеклоровингов или их любого сочетания, с размерами полотен от 30×30 до 70×70 мм с произвольной ориентацией основ упомянутой стеклоткани, а затем на разделительный антиадгезионный слой наматывают герметизирующий слой, состоящий из 2-10 слоев термопластичной пленки, причем в раструбных, ниппельных зонах и утолщениях, образуемых на цилиндрической части, наматывают дополнительно по 2-8 слоев, после чего полученную таким образом оболочку, собранную со знаком, установочным и раструбным кольцами с иглами, намотанными разделительным и герметизирующим слоями устанавливают на станок спирально-кольцевой намотки, при этом на герметизирующий слой в зонах раструба и ниппеля формуемого методами намотки трубчатого изделия дополнительно укладывают слои предварительно пропитанной тем же связующим стеклоткани, ориентацию которой производят таким образом, чтобы ее основа совпадала с направлением оси формуемого изделия, а по завершении укладки стеклоткани методом «мокрой» намотки производят намотку наружной обечайки на основе стеклоровинга, пропитанного эпоксидным связующим, при этом намотку наружной обечайки производят последовательным или через несколько слоев чередованием намотки кольцевых и спиральных слоев, наматываемых на всю длину за оформляющее торец кольцо, при этом после намотки каждого спирального слоя осуществляют его подрезку по оформляющему торец кольцу и обжатие спирального слоя за торцом раструбного кольца тремя-десятью кольцевыми витками стеклоровинга, при этом в ниппельной части перед намоткой спирального слоя в зоне установки ниппельного кольца производят «мокрую» намотку, а по завершении намотки этих кольцевых слоев производят термообработку заготовки изделия по режиму полимеризации полимерного связующего, из заготовки изделия удаляют знак, оформляющий раструбную часть, производят механическую обработку ниппельной части изделия и покрывают все механически обработанные наружные и торцевые поверхности изделия слоями герметика с последующим его отверждением.
- В изделии трубчатой формы, выполненном любым из описанным выше способов и состоящем из цилиндрического корпуса с опорными кольцевыми поясами-шпангоутами и ниппельно-раструбными стыковочными частями, выполненными методами «мокрой» намотки за одно целое с цилиндрическим корпусом, в котором ниппельная часть имеет ступенчатое цилиндрически-коническое утолщение с, по меньшей мере, двумя цилиндрическими канавками под уплотнительные кольца из эластичного материала и имеющим краевой опорный кольцевой упор с металлическим стыковочным кольцом в средней зоне цилиндрического утолщения ниппельной части, при этом кольцо скреплено с нижерасположенными армирующими волокнами ниппельной части посредством полимерной отвержденной массы и/или радиально-ориентированных игл, внедренных в силовые слои армирующих волокон ниппельной части посредством их раздвижения и/или прокола, при этом острые части игл введены в, по крайней мере, в один слой пропитанной полимерным связующим стеклоткани, расположенный над герметизирующим слоем изделия, направление основы которой совпадает с направлением оси изделия.
- В изделии трубчатой формы, выполненном любым из описанных выше способом и состоящем из цилиндрического корпуса с опорными кольцевыми шпангоутами и ниппельно-раструбными частями, образованными за одно целое с цилиндрической частью корпуса методом «мокрой» намотки, в котором для центровки и обеспечения обжатия при сборке герметизирующих колец смежной пристыкуемой к нему ниппельной части раструбная часть выполнена с заходной фаской, ограниченной упорной конической поверхностью раструбной части, при этом ее герметизирующий слой продлен за границы фаски и имеет гладкую внутреннюю поверхность, и при этом в кольцевой части раструбной части вмотано металлическое кольцо с кольцевым стыковочным шпоночным пазом, скрепленное с силовой армировкой раструбной части радиально-ориентированными иглами и/или штифтами, например металлическими.
- В изделии трубчатой формы, выполненном любым из описанных выше способов и состоящем из цилиндрического корпуса с опорными кольцевыми поясами-шпангоутами и ниппельно-раструбными стыковочными частями, выполненными методом «мокрой» намотки за одно целое с цилиндрическим корпусом изделия, образованным из двух скрепленных между собой посредством кольцевых поясов-шпангоутов обечаек, выполненных методом «мокрой» намотки - внутренней несиловой, газопроницаемой и наружной силовой, дополнительно скрепленных между собой футеровочным герметизирующим слоем, образованным методами намотки, например, из пленки полиэтиленовой сшивающей, и одновременно раскрепленных антиадгезионным омоноличенным слоем, например, из фторопластовой пленки, при этом внутренняя и наружная обечайки изделия имеют 5-15 слоев армировки, намотанных из непереплетенных стеклоровингов - стекловолокон и/или стеклонитей, кольцевого и спирального направлений, и до двухсот слоев - для его опорных кольцевых поясов при объемном соотношении стеклоровингов кольцевого и спирального направлений соответственно от 1:1 до 5:1, при этом отвержденный композиционный стеклопластик каждого слоя изделия выполнен из покрытого парафиновым замасливателем алюмоборосиликатного стеклоровинга с диаметром волокон стеклоровинга от 9 до 17 мкм и линейной плотностью до 2520 текс при объемном соотношении непереплетенных стеклонитей и полимерного отвержденного связующего соответственно от 1:0,2 до 1:0,5 - для наружной силовой обечайки и соответственно от 1:0,4 до 1:0,8 - для внутренней несиловой обечайки. При этом в качестве полимерного связующего для формирования внутренней и наружной обечаек применено гибридное полимерное эпоксидное связующее следующего состава, мас.ч.:
- эпоксидиановая смола ЭД-20 95-105;
- эпоксиалифатическая смола ДЭГ-1
(смола разбавитель-пластификатор) 9-11;
- триэтаноламинтитанат марки ТЭАТ-1
(третичный амин) 9-13.
Кроме того, по крайней мере один внутренний кольцевой слой ее внутренней обечайки выполнен с конусностью от 10' до 2°, направленной в сторону раструбной законцовки конструкции, и в качестве гибридного полимерного отвержденного эпоксидного связующего эта обечайка содержит отвержденную гибридную полимерную эпоксидную композицию состава, мас.ч.:
- эпоксидиановая смола ЭД-20 95-105;
- эпоксиалифатическая смола ДЭГ-1
(смола разбавитель-пластификатор) 9-11;
- триэтаноламинтитанат марки ТЭАТ-1
(третичный амин) 9-13;
- кварцевый песок с размерами песчинок от 40 до 50 мкм,
предпочтительно, марки ВС-40-1 и/или ВС-050-1 10-50.
ЭД-20 (ГОСТ 10587-84) - эпоксидиановая смола, реакционно-способное полимерное соединение, содержащее в молекуле эпоксидные группы

В зависимости от исходных материалов, способа получения, условий проведения процесса и соотношения реагирующих веществ можно получать эпоксидную смолу ЭД - 20:
- различного состава;
- разной молекулярной массы;
- с разным содержанием эпоксидного кислорода.
Изготовитель - ПО «Химпром», г.Уфа.
Смола эпоксидная диановая марки ЭД-20 (ГОСТ 10587-84) структурной формулы:
При температуре 20±1°С имеет молекулярную массу 340-430, содержание эпоксидных групп - 20-22% и динамическую вязкость
ηдин=16-22 Пa·c.
Смола ЭД-20 представляет собой продукт конденсации дифенилолпропана с эпохлоргидрином в щелочной среде.
Дифенилолпропан, диановой бисфенол А, бесцветные кристаллы, с tпл=136-137°C, основное сырье в производстве эпоксидной смолы ЭД-20, а также других эпоксидных смол, бикарбонатов и др.
Имеет следующую структурную формулу:
Эпихлоргидрин, ГОСТ 12844-74, имеет структурную формулу
Эпихлоргидрин - бесцветная подвижная жидкость с раздражающим запахом, tкип=116,1°C, сырье для получения эпоксидных и эпоксидиановых смол (в том числе и смолы ЭД-20), а также эпоксиалифатических смол (например, ДЭГ-1 - смолы-разбавителя эпоксидиановой смолы ЭД-20 и др.), красителей, поверхностно-активных веществ и др. Свойства эпоксидной смолы ЭД-20 представлены в табл.1.
Свойства эпоксидной смолы ЭД-20
Разработанная авторским коллективом новая технология получения смолы ЭД-20, отличающаяся от ранее действующей смолы ЭД-5 рядом усовершенствований, позволяет получать на ее основе гибридные смолы с улучшенными свойствами.
Это смола имеет особое значение для производства намотанных стеклопластиковых труб-оболочек (для изготовления методами «мокрой» намотки трубчатых конструкций для перекачки нефтепродуктов).
Смола ЭД-20 благодаря невысокой молекулярной массе (350-600, см. табл.1) при обычной температуре (20±1°С) представляет вязкую жидкость, что особенно важно в технологии формования крупногабаритных изделий большой длины.
Обладая высоким содержанием эпоксидных групп (23-27%), эта смола весьма реакционно-способна и может отверждаться при наличии отвердителей аминнового типа без подогрева, выделяя при этом очень малое количество летучих продуктов (не более 0,5 табл.1)
Боковые гидроксильные группы в этой эпоксидной смоле (см. структурную формулу смолы ЭД-20) позволяют реализовать и другой механизм ее отверждения, например, при использовании в качестве отвердителя триэтаноламинтитаната, относящегося к комплексной группе металлоаминов - третичного соединения аминов.
Отвердитель ТЭАТ-1 ТУ6-05-11-2119-93 выбран из соображений увеличения жизнеспособности связующего ЭД-20, повышения технологичности ее переработки, а также снижения ее токсичности при нормальных условиях переработки, а также повышения теплостойкости, нефтеводостойкости, прочности и жесткости композиций, отвержденных при этом отвердителе.
С применением триэтаноламинтитаната в качестве отвердителя смолы ЭД-20 осуществляется ее горячее отверждение, позволяющее получать более жесткий стеклопластик.
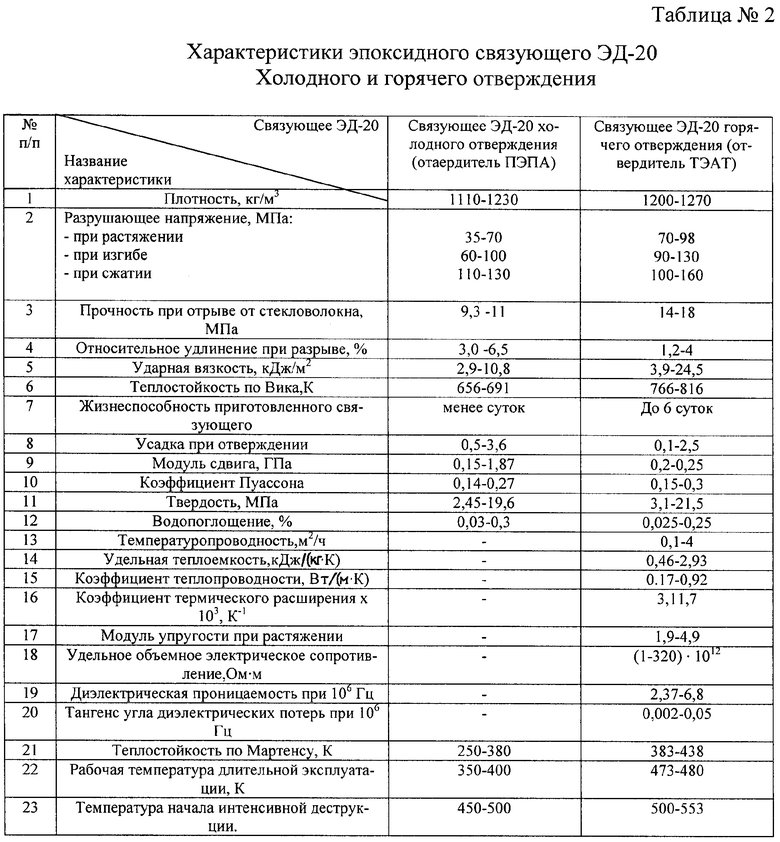
Ниже в табл.2 приведены некоторые основные характеристики эпоксидной смолы ЭД-20 холодного и горячего отверждения (холодного на отвердителях - первичных аминов - ПЭПА, ТЭТА, ГМДА), где:
ПЭПА - полиэтиленполиамин, ТУ 2413-357-00203447-99;
ГМДА - гексаметилендиамин.
ТЭТА - триэтилентетраамин (ТЭАТ) и горячего отверждения вторичного (ТЭА) и третичного (ТЭАТ) соединений аминов, где ТЭА - триэтаноламин, ТЭАТ - триэтаноламинтинат (ТЭАТ-1, ТУ 6-05-11-2119-93);
Триэтаноламинтитанат (ТЭАТ-1), ТУ 6-06-11-2119-93, выбран в качестве основного отвердителя смолы ЭД-20.
Из всей группы нескольких аминов, представленной ниже: ПЭПА-ТЭТА-ГМДА-ТЭА-ТЭАТ, составленной по их убывающей активности, ТЭАТ обладает наименьшей активностью отверждения, что позволяет увеличить жизнеспособность эпоксидного связующего ЭД-20 на 20-50%.
Этот ряд активности аминов отражает снижение токсичности вышеуказанных отвердителей при нормальных температуровлажностных условиях, а также увеличение водотеплостойкости, прочности, жесткости стеклопластиковых композиций, отверждаемых при помощи этих отвердителей.
Триэтаноламинтитанат (ТЭАТ-1) состоит из смеси двух продуктов - I-(Н-бутокси) триэтаноламинтитаната и I-[био-(2-оксиэтил)-1- амино-этокси]триэтаноламинтитаната.
ТЭАТ-1 представляет собой прозрачную вязкую жидкость от коричневого до бурого цвета, растворимую бутиловым спиртом, азотной кислотой, но нерастворимую в этаноле и бензоле.
Препарат является гигроскопичным продуктом, способным поглощать из окружающей среды пары из воздуха, земли и т.д.
По физико-химическим показателям триэтаноламинтитанат соответствует следующим нормам и требованиям, указанным в табл.3 данного описания.
Физико-химические показатели триэтаноламинтитаната
Триэтаноламинтитанат (ТЭАТ-1) ТУ 6-09-11-2119-93 относится к классу малотоксичных веществ, но обладает степенью кумулятивного эффекта. При длительном воздействии триэтаноламинтитанат вызывает раздражение кожи и слизистых дыхательных путей.
Расчетный ОБУВ - 20, 1 мг/м3, 4 класс опасности по ГОСТ 12.1007-76.
ТЭАТ-1 относится к горючим веществам.
Температура его вспышки - 156°C.
Температура воспламенения - 176°C.
Температура самовоспламенения - 327°C.
Температурные пределы распространения пламени ТЭАТ-1:
- нижний - 66°C;
- верхний- 107°C.
К достоинствам ТЭАТ-1 следует отнести следующее: препарат нелетуч, не образует токсичных и взрывоопасных соединений в воздушной среде, воде и сточных средах.
К недостатку этого продукта относится высокая вязкость (60-200 с); при добавлении ТЭАТ-1 к основному связующему ЭД-20 в соотношениях ЭД-20 -100 в.ч., ТЭАТ-1-10 в.ч. получается гибридная эпоксидная масса смолы с высокой вязкостью 30-50 с, не позволяющей ее использовать для пропитки стеклоровингов, применяемых в техпроцессах изготовления заявляемой стеклопластиковой трубы-оболочки методами «мокрой» намотки. Дело в том что пропитка стеклоровинга в значительной степени зависит от поддержания оптимальной вязкости связующего ЭД-20+ТЭАТ-1 по крайней мере в течение времени формования заготовки изделия стеклопластиковой трубы-оболочки, заявленной в качестве изобретения.
В большинстве случаев, особенно для «мокрой» намотки, более технологичной оказывается гибридная эпоксидная смола с меньшей динамической вязкостью, так как более жидкие смолы проникают в тонкие поры сложной конфигурации.
Проведенные предварительные исследования показывают, что оптимальные значения вязкости связующих, применяемых для «мокрой» намотки, лежат в интервале 0,1 до 1 Па·с (при контроле вязкости связующих по вискозиметру ВЗ-4 это соответствует 15-85 с).
Связующие с такой вязкостью легко заполняют поры диаметром 5-6 мкм.
Часто требуемая вязкость связующего (особенно горячего отверждения, каким и является гибридное связующее ЭД-20+ТЭАТ-1) обеспечивается сопутствующим намотке нагревом, температура которого для различных связующих равна 232-353 К и поддерживается системой термостатирования пропиточной ванночки намоточного станка с точностью ±5К.
Вязкость связующего ЭД-20+ТЭАТ-1 может измениться в процессе намотки в связи с процессом структурирования, а ее исходное значение зависит от давности приготовления и условий хранения.
Эти факторы следует учитывать при выработке технологических регламентов изготовляемой стеклопластиковой оболочки.
Особенно сильно на жизнеспособность связующего влияет температура.
Так, для выбранного связующего ЭД-20+ДЭГ-1+ТЭАТ-1 эта зависимость (см.табл.4) выглядит так:
связующего
В табл.5 приведены некоторые характеристики смолы ДЭГ-1, изготовленной по ТУ2225-527-00203521-98.
Это эпоксидная алифатическая смола представляет собой продукт конденсации многоатомных спиртов с эпихлоргидрином с последующим дегидрохлорированием едким паром. Смола ДЭГ-1 перерабатывается при температурах до 180°C.
Состав и некоторые технологические характеристики эпоксиалифатической смолы ДЭГ-1 приведены в табл.5.
Смола ДЭГ-1 имеет структурную формулу:

Формула олигомера ДЭГ-1 - C10H18O5.
Смола ДЭГ-1 благодаря своей хорошей совместимости со смолой ЭД-20 и низкой динамической вязкости (0,07 Па·с, табл.5) является низковязкостной жидкостью с молекулярной массой 240-320 и содержанием эпоксидных групп 19-29% и активным разбавителем гибридного связующего ЭД-20+ТЭАТ-1, позволяющая довести гибридное связующее состава:
ЭД-20 - 85-105 мас.г
ДЭГ-1 - 9-11 мас.г
ТЭАТ-1 - 10-12 мас.г до оптимальной для «мокрой» намотки вязкости, лежащей в интервале от 0,5 до 1 Па·с, а при нагреве этого связующего в процессе намотки при температурах 60-120°C эта вязкость может быть доведена до интервала 0,1-0,8 Па·с.
Таким образом, тщательный контроль температуры разогрева связующего состава ЭД-20+ДЭГ-1+ТЭАТ-1 является одним из способов поддержания его оптимальной вязкости, а следовательно, и качества пропитки, и, в конечном счете, качества формируемой методами «мокрой» намотки готовой стеклопластиковой трубы-оболочки.
Замечания
Нагрев связующего этого состава в пределах его рабочей температуры (60-120°C) существенно улучшает пропитку даже при меньших количествах наносимого на стеклоровинг связующего, что дает возможность некоторого регулирования объемного содержания волокнистого наполнителя в композиции стеклопластика состава:
22-40% - гибридное связующее,
60-88% - стеклоровинг РБН, например марки РБН-13-2520-76.
Ровинг РБН-13-2520-76 ТУ5952-045-05763895-2004 образован из элементарной стеклонити с номинальным диаметром 13 мм, номинальной линейной плотностью 2520 текс на 76 замасливателе.
Выбор стеклоровинга РБН-13-2520-76 обусловлен следующими соображениями: в современном многотоннажном производстве стеклопластиковых труб-оболочек для перекачки нефтепродуктов используются в основном волокна диаметром 9-20 мкм, что технически и экономически оправдано.
Самые общие технологические рекомендации по выбору материала стекловолокон ровинга для нефтяной стеклопластиковой трубы-оболочки состоят в следующем: волокна диаметром 9-11 мкм целесообразно использовать с фенолформальдегидным связующим, 11-14 мкм - с эпоксидным. Такие рекомендации основаны на оценке когезионных и адгезионных свойств связующих, причем адгезионным свойствам при выборе армирующего материала придавалось более серьезное значение. Согласно ТУ 5952-045-0576 3895-2004 стеклоровинг имеет номинальную линейную плотность 2520 текс, с допускаемым отклонением по линейной плотности от номинальной, равным ±130 текс.
Разрывная нагрузка ровинга составляет 1107Н (113 кгс), массовая доля веществ, удаляемых при прокаливании, % - 0,5 ч-1,2, массовая доля влаги, %, не более 03.
Ниже в табл.6 приведены основные свойства стекловолокна типа стеклоровинга РБН-13-2520-76, а в табл.7 представлены данные по физико-механическим, тепло-физическим и диэлектрическим характеристикам стеклопластика на основе стеклоровинга РБН 13-2520-76 и гибридного связующего состава ЭД-20+ДЭГ-1+ТЭАТ-1 с соотношением компонентов 1:3.
Свойства стеклоровинга марки РБН 13-2520-76 (ТУ 5952-045-057638-95-2004)
** для замасливателя №76 (29)
2. на внешнем слое бухт допускается нанос замасливателя (№76) до 6%, а для замасливателей №76 (106) с №76 (29), применяемых при изготовлении изделий со специальными полипропиленовыми пленками, допускается нанос замасливателя на внешнем слое бухт до 3,5%;
3. текс - линейная плотность нитей, представляет собой массу (в граммах) нитей длиной 1000 м.
В таблице 6 представлены некоторые свойства стеклоровинга РБН 13-2520-76. Это алюмоборсиликатное стекло. Оно обладает повышенной прочностью и жесткостью и поэтому рекомендовано для изготовления стеклопластиковых трубчатых изделий по п.6-14 формулы изобретения.
Ниже в таблице 7 приведены свойства стеклопластика на основе стелоровинга РБН.
Свойства стеклопластика на основе стеклоровинга РБН-13-2520-76 и связующего ЭД-20+ДЭГ-1+ТЭАТ-1
µ1,2-0,05-0,07
Наружные поверхности стекловолокон ровинга РБН-13-2520-76 покрыты замасливателем №76, представляющим парафиновую эмульсию на основе минеральных масел или жирных кислот с добавками парафина, такие замасливатели в производстве стеклопластиковых изделий называются парафиновыми.
Состав парафинового замасливателя №76:
- парафин (ГОСТ 784-53)-1,6+0,1;
- стеарин или синтетические жирные кислоты фракции, С16-С18 ГОСТ 6484-64 - 0,6-1,0±0,1;
- вазелин медицинский (ГОСТ 3852-52) или ветеринарный, ГОСТ 13037 - 67-20±0,1;
- трансформаторное масло (ГОСТ 982-68, ГОСТ 1012-62 или ТУ 38-1-239-69 - 2±10,1;
- закрепитель ДЦУ(ТУ-6-14187-67) - 2±0,1;
- эмульгатор (препарат С2O5 ГОСТ 10730-64) - 1,25±0,5;
- вода с жесткостью не более 1 м-жв/п - до 100.
Вышеназванный парафиновый замасливатель существенно ухудшает адгезионную прочность стеклоровинга и снижает физико-механические характеристики армированных стеклопластиков и, в частности, армированных стекломатериалов заявляемой стеклопластиковой трубы-оболочки.
Содержание парафинового замасливателя №76 на поверхностях волокон стеклоровинга РБН-13-2520-76 находится в пределах 1,2-2% по массе, снижение же адгезионной (сдвиговой) прочности с эпоксидной композицией на основе стеклоровинга и гибридного эпоксидного связующего ЭД-20+ДЭГ-1+ТЭАТ-1 составляет 10-20%, а трансверсальной (отрывной) - до 20-50%.
Поэтому перед формированием заготовки стеклопластиковой трубы-оболочки заявляемой конструкции предлагается парафиновый замасливатель с поверхностей стеклоровинга удалять, частично или полностью. Удаление парафинового замасливателя предлагается двумя путями - химическим или термическим. Химическое удаление замасливателя предлагается производить методом отмывки.
Для повышения адгезионной и отрывной прочности предлагается использовать и прямые замасливатели, например, марок АГМ-3 или АГМ-9, в состав которых входят вещества, обладающие адгезионными и гидрофобными (стойкими к воде, непромокаемыми) свойствами.
Такие прямые (неудаляемые) замасливатели, способствующие повышению прочности связи на границе разных фаз, не удаляются с поверхностного ровингового волокна перед формованием изделий. Хотя такие замасливатели токсичны, а водные растворы и эмульсии их нестабильны, они получают достаточно широкое распространение.
Предварительные исследования, проведенные заявителем, показали, что для получения гибридного связующего высокого качества целесообразно загружать в смеситель смолы ЭД-20 и ДЭГ-1, подогретые раздельно до 60-80°C, а затем после непродолжительного перемешивания в течение 3-5 мин вводится отвердитель ТЭАТ-1, подогретый до этих же температур (60-80)°C.
Перемешивание всех компонентов осуществляется в течение 10±5 мин. Превышение времени перемешивания браковочным признаком не является.
Далее из состава приготовленного связующего берется проба для контроля его времени желатинизации, характеризующая жизнеспособность гибридного связующего ЭД-20+ДЭГ-1+ТЭАТ-1.
Для гибридного связующего зависимость его жизнеспособности от температуры выглядит следующим образом (табл.8).
Жизнеспособность гибридного связующего ЭД-20+ДЭГ-1+ТЭАТ-1
После проведения контроля на жизнеспособность гибридного связующего, который проводится в специальной химической лаборатории и которая д. б. в пределах табл.8, выбранное связующее допускается к использованию в течение суток с момента приготовления при температуре связующего и окружающей среды не выше 28°C.
На тару с приготовленным гибридным связующим наносится маркировка с обозначением гибридного связующего и времени его приготовления.
Термообработку заготовок обечаек трубы I и II (внутренней и наружной) на этом связующем требуется проводить по следующему режиму:
- подъем температуры до 110+5°C в течение не менее 2 часов;
- выдержка при температуре 110+5°C - в течение 1+0,5°C час;
- подъем температуры до 155+5°C в течение 1+0,5°C час;
- выдержка при температуре 155+5°C - в течение 4+0,5°C час;
- охлаждение до температуры 100+5°C с закрытыми крышками термокамеры;
- охлаждение до температуры 20+10°C с открытыми крышками -свободное.
Рекомендуется производить термообработку заявляемой конструкции в два этапа - вначале внутренней, а затем и внешней, отверждаемой совместно с выдержанной уже отвержденной обечайкой.
Рекомендуется производить отверждение связующих и композиционных материалов на их основе в интервале температур 100-160°C с обязательной выдержкой при 160°C не менее 3-х часов (для толщины трубы-оболочки до 10 мм).
Температура, время нагрева и охлаждения заготовок внутренней и наружной обечаек I, II трубы-оболочки определяются теплопроводностью композиционных материалов (табл.2) исходя из требований, что скорость изменения температуры в любой точке материала трубы-обечайки должна быть не более 1,5° мин.
— В изделии трубчатой формы, выполненном любым из описанных выше способов и состоящем из цилиндрического корпуса, образованного из двух тонкостенных обечаек с опорными кольцевыми поясами-шпангоутами и ниппельно-раструбными стыковочными частями, выполненными методом «мокрой» намотки за одно целое с цилиндрическим корпусом, в котором внутренняя из обечаек выполнена несиловой с углами армирования от 50° до 85°, а наружная выполнена силовой с углами армирования от 25° до 45°, и при этом внутренняя обечайка выполнена с износостойким слоем, образованным методом «мокрой» намотки из алюмоборосиликатного стеклоровинга и полимерного отвержденного эпоксидного связующего с соотношением компонентов соответственно от 1:0,2 до 1:0,6, содержащего в отвержденной композиции мелкодисперсные частицы из кварцевого песка с соотношением частиц по отношению к массе гибридного связующего от 20 до 60%, при этом внутренняя и наружная обечайки разделены между собой антиадгезионным омоноличенным слоем, например, из фторопластовой пленки, цилиндрическая часть внутренней обечайки выполнена со сквозными отверстиями, образованными методами сверления и/или прокалывания, и в зонах расположения отверстий под разделительный слой уложена сухая стеклоткань с размерами от 30×30 мм до 70×70 мм, и на разделительный слой обечаек методами намотки дополнительно нанесена герметизирующая прослойка, состоящая из 2-8 слоев термопластичной пленки, например фторопластовой. При этом на ее внутренней несиловой обечайке методом сверления и/или прокола образованы до двадцати рядов сквозных отверстий диаметром 3-4 мм по 3-10 отверстий в каждом ряду. Кроме того, сквозные отверстия, выполненные во внутренней обечайке конструкции, подкреплены трубчатыми элементами, заведенными в эти отверстия со стороны герметизирующего слоя, омоноличенного с ее наружной несущей обечайкой. В краевой зоне раструбной части в плоскости установки стыковочной шпонки предусмотрены два радиально-ориентированнных сквозных резьбовых отверстия для установки винтов, предназначенных для обжимания шпонки при разборке изделий, а для фиксации распорного кольца шпонки от осевого смещения в краевой раструбной части в ней за металлическим кольцом дополнительно с расчетным шагом выполнены радиально-ориентированные резьбовые отверстия для заведения в них радиальных резьбовых фиксаторов и/или винтов.
На фиг.1 представлен общий вид с продольным разрезом изделия трубчатой формы (трубы, оболочки), выполненного из композиционных материалов методами «мокрой» намотки.
На фиг.2, вид A1, представлен продольный разрез ниппельной стыковочной законцовки этого изделия.
На фиг.3, вид Б, показан продольный разрез этого изделия в зоне выполнения его основного шпангоута, повышающего работоспособность этого изделия от действия давлений (внешнего и внутреннего), гидравлического удара и вибрационных нагрузок.
На фиг.4, вид В, показан продольный разрез цилиндрической стенки изделия в зоне выполнения его такелажного шпангоута, повышающего работоспособность изделия от действия силовых локальных нагрузок, воздействующих на изделие во время установки и демонтажа его в траншеи в составе трубопровода, а также при погрузке-разгрузке изделия при его транспортировке к местам установки.
На фиг.5, вид A0, показан продольный разрез цилиндрической стенки изделия в зонах выполнения в ее внутренней обечайке сквозных отверстий, выполненных методами сверления и (или) прокалывания.
На фиг.6, вид A0, вариант 1, показан продольный разрез цилиндрической стенки трубчатого изделия, один из возможных вариантов ее выполнения.
На фиг.7, вид A0, вариант 2, показан продольный разрез цилиндрической стенки трубчатого изделия, один из основных вариантов ее силового выполнения.
На фиг 8, вид Г, вариант 1, представлен продольный разрез внутренней и наружной обечаек трубчатого изделия в зоне законцовки внутренней обечайки, его основной конструктивный вариант.
На фиг.9, вид Г, вариант 2, также представлен продольный разрез внутренней и наружной обечаек в зоне законцовки внутренней обечайки, другой возможный конструктивный вариант этой зоны.
На фиг.10, вид Д, представлен продольный разрез раструбной законцовки трубчатого изделия, его краевая зона.
На фиг.11, вид Е, вариант 1, представлен продольный разрез раструбной законцовки трубчатого изделия в зоне формирования его цилиндрической посадочной поверхности под ниппельную законцовку смежного трубчатого изделия (например, под законцовку трубчатого изделия, показанного на фиг.2, Вид A1).
На фиг.12, вид Е, вариант 2, представлен продольный разрез раструбной законцовки трубчатого изделия в зоне образования его цилиндрической посадочной поверхности под ниппельную законцовку смежного трубчатого изделия (другой возможный вариант конструктивного исполнения этой зоны).
Герметичное трубчатое изделие, например труба-оболочка, представленная на фиг.1-12, состоит: из цилиндрического корпуса 1 с опорными кольцевыми шпангоутами 2-3, ниппельной 4 и раструбной 5 стыковочными частями, выполненными методами «мокрой» намотки за одно целое с цилиндрическим корпусом 1.
Ниппельная часть корпуса имеет ступенчатое цилиндрическо-(5)-коническое (6) утолщение с, по меньшей мере, двумя цилиндрическими канавками 7-8 под уплотнительные кольца из эластичного материала.
В средней зоне цилиндрического утолщения 5 ниппельной части выполнен методами «мокрой» намотки опорный кольцевой упор 9 с вмотанным стыковочным кольцом 10 с кольцевым буртом 11, расположенным в средней зоне цилиндрического утолщения 5 ниппельной части.
При этом металлическое кольцо 9 скреплено с нижерасположенными армирующими волокнами ниппельной части посредством полимерной отвержденной массы и (или) радиально-ориентированных игл 12, внедренных в силовые слои армирующих волокон ниппельной части посредством их раздвижения и/или прокола, при этом острые части 13 игл 12 введены в, по крайне мере, один слой пропитанной полимерным связующим стеклоткани 14, расположенный над герметизирующим слоем 15 изделия, направление основы которой совпадает с направлением оси изделия.
Герметичное трубчатое изделие (труба-оболочка) для центровки и обеспечения обжатия при сборке герметизирующих колец смежной пристыкуемой к нему ниппельной части имеет раструбную часть (фиг 8, 9, 11, 12,), которая выполнена с заходной фаской 16 (фиг.11, 12), ограниченной упорной конической поверхностью 17, при этом герметизирующий слой 18 трубчатого изделия (трубы-оболочки) продлен за границы фаски и имеет гладкую внутреннюю поверхность (фиг.8, 9, 11, 12, вид Г, Е, вар. 1, 2).
В концевой кольцевой раструбной части (фиг.10, вид Д) вмотано металлическое кольцо 19 с кольцевым стыковочным шпоночным пазом 20, которое скреплено с силовой армировкой 21 раструбной части радиально-ориентированными иглами 22 и/или штифтами 23, например металлическими.
Цилиндрический корпус изделия трубчатой формы (фиг.1) может быть выполнен за одно целое с опорными кольцевыми шпангоутами и ниппельно-раструбными частями (стыковочными концевыми хвостовиками), при этом корпус может быть образован методами «мокрой» намотки из двух тонкостенных обечаек (фиг.6-7, Вид А0, I-II) - внутренней несиловой, газопроницаемой, эрозионностойкой и наружной силовой, несущей основные нагрузки - внутреннее и наружное давление, гидравлический удар, а также все вибрационные перегрузки, воздействующие на трубчатое изделие во время его эксплуатации. К вибрационным нагрузкам, действующим на трубчатое изделие, относятся все нагрузки, возникающие при землетрясениях, обвалах, оползнях, взрывах, кавитациях перекачиваемых жидкостей и др.
Обечайки I и II скреплены между собой посредством кольцевых поясов-шпангоутов (фиг.3, Б, фиг.4,В, фиг.7, Вид А0, вариант 2).
Обе обечайки I-II трубчатого изделия дополнительно скреплены между собой футеровочным герметизирующим слоем 24 (фиг.6, 7), образованным методами намотки, например из пленки полиолефиновой сшивающей пленки, изготавливаемой по ТУ 6-19-051-655-88, образованной из полиэтилена высокого давления и сэвилена.
При изготовлении трубчатого изделия в зависимости от его назначения могут быть использованы футеровочные пленки двух марок - марки АПГ и ДЭ: 168-258 и 113-30 (ТУ 6-05-041-955-88).
Марка АПГ в трубчатом изделии применяется для его футеровки в качестве антистатического покрытия с пониженной горючестью.
Марка ДЭ в трубчатом изделии применяется в качестве герметизирующего влагозащитного покрытия с диэлектрическими свойствами.
По основным показателям пленки АПГ и ДЭ должны соответствовать требованиям, указанным в табл. 9-10.
Требования и нормы для пленок марок АПГ и ДЭ, применяемых в трубчатом изделии (в его вариантах по п.6-14 формулы изобретений).
** Пленка ДЭ - диэлектрическая, влагозащитная, герметизирующая, с высокими диэлектрическими свойствами.
Пленка марки АПГ изготавливается из композиции марки 113-30 (ТУ 6-05-041-955-88). Пониженная горючесть и антистатические свойства гарантируются химическим составом и свойствами исходного сырья композиции сшивающегося полиолефина (сэвилена).
Пленка марки ДЭ изготавливается из композиции ПЭВД марки 168-258 (ТУ 6-05-041-955-88).
Технические требования к сшитым пленкам марок АПГ и ДЭ при футеровке трубчатых изделий по п.6-14 формулы изобретений представлены в табл.10.
Примечание: сшивка пленок происходит при температурах 140-160°C в течение не менее часа.
Пленка и лента антиадгезионного слоя 25 (фиг.6,7) трубчатого изделия изготавливается механическим способом из заготовок фторопласта 4, отпрессованных с последующей термообработкой из порошка фторопласта-4 марок П и ПН по ГОСТ 10007-80.
Фторопластовые пленки и ленты (ГОСТ 24222-80) стойки к воздействию всех сред за исключением газообразного фтора, трехфтористого хлора, расплавов и растворов щелочных металлов. Интервал рабочих температур эксплуатации пленок и лент от минус 269°С до плюс 260°С. По линейным размерам для изготовления трубчатых изделий по п.6-14 формулы изобретения рекомендуются фторопластовые пленки 4-х вариантов:
0,02×90 по ГОСТ 24222-80;
0,04×90 по ГОСТ 24222-80;
0,2×450, фторопластовая пленка марки Ф-4ВН (ТУ 6-05-986-79);
(0,02-0,04)×90, фторопластовая пленка Ф-4ЭО, ГОСТ 24222-80.
Пленка (п.24, фиг.6 и 7) должна быть раскреплена относительно внутренней обечайки II антиадгезионным омоноличенным слоем 25, например, из фторопластовой пленки, изготовляемой по ГОСТ 24222-80 из фторопласта - 4.
Пленка в интервале температур от -269 до +260°C - не взрывоопасна и не горюча, кислородный индекс этой пленки по ГОСТ 21793-76 составляет 98%, при непосредственном контакте эта пленка не оказывает отрицательного воздействия на организм человека.
Наружная и внутренняя обечайки I и II трубчатого изделия (фиг.6 и 7) имеют 5-15 слоев армировки, намотанных из непереплетенных стеклоровингов - стекловолокон и/или стеклонитей кольцевого и спирального направлений, и до 200 слоев - для его опорных кольцевых поясов (фиг.4,5, 7) при объемном соотношении стеклоровингов кольцевого и спирального направлений соответственно от 1:1 до 5:1, при этом отвержденный композиционный стеклопластик каждого слоя изделия (ее внутренней II и наружной I обечаек) выполнен из покрытого парафиновым замасливателем, например марка 76, алюмоборосиликатного стеклоровинга с диаметром волокон стеклоровинга от 9 до 15 мкм и линейной плотностью до 2520…, при объемном соотношении непереплетенных стеклонитей и полимерного связующего: от 1:0,2 до 1:0,5 для наружной силовой обечайки I и соответственно от 1:0,4 до 1:0,8 для внутренней несиловой обечайки II.
В качестве полимерного связующего для формирования внутренней и наружной обечаек трубчатого изделия применено гибридное полимерное связующее следующего состава, мас. г:
- эпоксидиановая смола ЭД-20, ГОСТ 10587 - 95-105,
- эпоксидная алифатическая смола ДЭГ-1,
ТУ 2225-527-00203521-98-9-11 - 9-11,
- третичный аминный отвердитель марка ТЭАТ-1,
ТУ 6-05-1860-78-9-13 - 10-12.
В предлагаемом изделии трубчатой формы для простоты съема его с металлической оправки, исключения повреждения его армировок, в нем, по крайней мере один внутренний слой 26 ее внутренней обечайки II выполняется с конусностью φ от 10' до 2° (фиг.6, 7), направленной в сторону раструбной законцовки конструкции, и в качестве гибридного полимерного отвержденного связующего этот слой содержит полимерную эпоксидную композицию следующего состава, мас. г:
- Эпоксидиановая смола ЭД-20, ГОСТ 10587-95-105 - (95-105),
- Эпоксиалифатическая смола ДЭГ-1, ТУ 2225-527-00203521-(9-11) (смола растворитель-пластификатор),
- Триэтаноламинтитанат марка ТЭАТ, ТУ 6-05-1860-78 -(9-13) (третичный аминный отвердитель),
- Кварцевый песок с размерами песчинок от 40 до 50 мкм, предпочтительно, марки ВС-040-1 -(10-50) и/или марки ВС-050-1, ГОСТ 22551-77.
Отличительная особенность предложенного трубчатого изделия состоит в том, что ее внутренняя силовая обечайка II выполнена с углами армирования от 50° до 85°, а наружная I выполнена силовой с углами армирования от 25° до 45°, и при этом внутренняя обечайка II выполнена с износостойким слоем 26, образованным методом «мокрой» намотки из алюмоборосиликатного стеклоровинга и полимерного отвержденного эпоксидного связующего с соотношением компонентов соответственно от 1:0,2 до 1:0,6, содержащего в отвержденной композиции мелкодисперсные частицы из кварцевого песка с соотношением частиц по отношению к массе связующего от 20 до 60%, и при этом внутренняя I и наружная II обечайки (фиг.6 и 7) разделены между собой антиадгезионным омоноличенным слоем 25, например, из фторопластовой пленки, цилиндрическая внутренняя обечайка II выполнена со сквозными отверстиями 28, 29, образованными методами сверления и/или прокалывания, и в зонах расположения отверстия под разделительный слой 25 (фиг.6, 7) уложена сухая стеклоткань 27 с размерами от 30×30 мм до 70×70 мм, и на разделительный слой 25 обечайки I методами намотки нанесена герметизирующая прослойка 24, состоящая из 2-8 слоев 24 термопластичной пленки, например пленки ДЭ (ТУ 6-05-041-955-88).
Герметичное трубчатое изделие, например труба-оболочка (фиг 3-7), содержит несущие обечайки I и II из стеклопластика, износостойкий слой 30, выполненный совместно с внутренним несущим слоем обечайки II, раскрепляющий кольцевой замкнутый слой 25 материала с антиадгезионными свойствами, размещенный между внутренним несущим слоем обечайки II стеклопластика и герметизирующим слоем 24, наружные кольцевые выступы 31-32 на внутреннем несущем слое II стеклопластика, охваченные кольцевыми гофрами 33 герметизирующего слоя 24, а также сквозные, равномерно распределенные радиальные отверстия 28-29 на внутреннем несущем слое обечайки II из стеклопластика. Труба-оболочка снабжена прокладочным слоем 27 тканого материала без связующего, размещенным между ее внутренней несущей обечайкой II из стеклопластика и раскрепляющим кольцевым замкнутым слоем 25 материала с антиадгезионными свойствами, перекрывающим сквозные радиальные отверстия 28-29 (фиг.7), выполненным в виде сухой стеклоткани из переплетенных стеклонитей с возможностью свободной миграции через него в сквозные отверстия 28-29 сжатых межслоевых накоплений транспортируемой жидкой среды или газа при сбросе давления. Прокладочный слой 27 тканого материала может быть выполнен либо в виде лент, либо отдельных кусков стеклоткани размером от 30×30 до 70×70 мм.
В сквозных радиальных отверстиях 28-29 внутренней несущей обечайки II 2 могут быть закреплены трубчатые элементы 34 из металла или пластика (фиг.7).
Образование слоев обечаек I, II трубчатого изделия производится методом «мокрой» намотки стеклоровинга типа РБН на металлическую оправку, имеющую конусность наружной поверхности φ. При этом на стандартной длине трубы 9-11 м разница большего и меньшего диаметров составляет от 0,5 до 10 мм, что обеспечивает более легкий съем изделия с оправки, а в составе трубопровода - плавность течения рабочей среды.
При транспортировке, например, нефтепродуктов с высоким газосодержанием по стеклопластиковым трубам возникает так называемый «кессонный эффект». При этом газ, содержащийся в рабочей среде, проникает в микропоры материала стенки трубы и при сбросе давления в жидкой несжимаемой фазе может разорвать (отслоить, т.к. у пластиков сравнительно низкие межслоевые характеристики) стенку трубы.
Кроме того, обычные стеклопластики негерметичны при высоких давлениях.
В предложенном варианте конструкции трубы-оболочки при повышении давления обе обечайки I и II некоторое время деформируются совместно до давления, разделяющего наружную I и внутреннюю II обечайки, и рабочая среда через отверстия 28-29 проникает под герметизирующий слой 24. При сбросе давления рабочая среда через отверстие 28-29 перетекает вовнутрь трубы, а внутренняя обечайка I поддерживает герметизирующий слой 24 и предотвращает кессонные явления.
Описание технологического процесса изготовления трубчатых изделий
Технологический процесс изготовления полимеркомпозитных труб из стеклопластика состоит из следующих операций:
- приобретение, хранение и подготовка сырья;
- подготовка технологического оборудования и оснастки и подготовка материалов - сырья - для изготовления трубчатых изделий;
- намотка трубчатых изделий;
- термообработка трубчатых изделий;
- испытание трубчатых изделий;
- приемка готовых трубчатых изделий и необходимых для них комплектующих деталей.
Приобретение, хранение и подготовка сырья
Для изготовления полимеркомпозитных труб из стеклопластика используются следующие основные материалы:
- ровинг из стеклянных нитей марки РБН, технические условия ТУ 5952-045-05763895-2004 (и другие ровинги марки РБН);
- герметизирующая полиолефиновая пленка, ТУ 6-19-655-88;
- фторопластовые антиадгезионные пленки марок Ф-4ЭО ГОСТ 24222-80 и Ф-4 ВН, ТУ 6-05-986-79;
- эпоксидиановая смола ЭД-20, ГОСТ 10587-84 с динамической вязкостью при 25°C - 13-20 Па·с;
- эпоксиалифатическая смола ДЭГ-1 (смола-растворитель-пластификатор (ТУ 2225-527-00203521)) с динамической вязкостью при 25°C≤0,07 Па·с;
- триэтаноламинтитанат (ТЭАТ-1), ТУ 6-09-11-2129-93 с условной вязкостью при 50°C - 60-200 с;
- кварцевый песок (молотый песчаник), кварцит и (или) жильный кварц, ГОСТ 22551-77.
Для изготовления полимеркомпозитных труб из стеклопластика используются следующие вспомогательные материалы:
1. смола ПО-300, ТУ 2224-092-05034239-96 с условной вязкостью 60% раствора в ксилоле при (20±0,5)°C - 20-30 с;
2. ацетон технический, ГОСТ 2768-84;
3. смазка ЦИАТИМ-221, ГОСТ 9433-80;
4. герметизирующая пленка ДЭ 0,2×90, ТУ 6-19-051-655-88 с техническими характеристиками:
а) толщина (мм) - 0,2±5%;
б) прочность на разрыв (МПа) ≥9,8;
в) относительное удлинение (%) ≥100;
5. полиэтиленовая пленка ПЭВД 15313-0,03 марки «Т», 0,075±5% шириной (мм) 200±5%;
6. пленка марки СЭВИЛЕН 0,03×300, ТУ 19-289-80, толщиной 0,03×5%;
7. пленки фторопластовые марок Ф-4ЭО 0,02×90 и Ф-4ЭО 0,04×90 с толщинами 0,02±5%, 0,04±5% по ГОСТ 2422-80;
8. пленка фторопластовая марки Ф-4ВН 0,2×450, ТУ 6-05-986-79;
9. лента марки ЛСКЛ 0,15×15, ТУ 904370003003;
10. кремнийорганическая смазка К-21, ТУ 6-02-909-79;
11. нефрас, ГОСТ 443-79;
12. крем силиконовый, ГОСТ 29189-91;
13. лента стальная, упаковочная, ГОСТ 3360-73;
14. отвердитель ПЭПА (полиэтиленполиамин), ТУ 6-05-241-366-86;
15. стеклоткань марки Т-13, ТУ 6-48-0020-6009-110-99;
16. ткань марки ТКЭТ - ткань капроновая эластичная техническая;
17. шкурка шлифовальная, ГОСТ 5009-80.
Примечание: 1. Все сырье приобретается с паспортами поставщиков, хранится в герметичной таре или пленке при температурах (-30 -+50)°C.
2. Все сырье проходит входной контроль в лаборатории по показателям, указанным выше в данном описании к технологическому процессу.
3. В холодное время года компоненты связующего перед применением должны не менее суток находиться в отапливаемом помещении с температурой не ниже +20°C.
Подготовка оборудования и оснастки
1. Для изготовления трубчатых изделий используется намоточный станок марки РПН-380. Станок перед подготовкой к намотке должен быть технически исправен, а техническое обслуживание станка должно быть проведено в сроки, определены инструкцией на обслуживание Ин 002-03.
2. Все работы, связанные с подготовкой станка и намоткой стеклопластиковых трубчатых изделий, должны производиться при следующих условиях:
- температура в цехе - не менее 15°C;
- влажность воздуха в цехе - не более 80%.
3. При подготовке станка РПН-380 к намотке необходимо очистить все детали нитепроводящего тракта станка от остатков связующего, все детали нитепроводящего тракта должны быть протерты тампоном из хлопчатобумажной ткани, смоченным ацетоном.
Примечание: при необходимости (но не реже одного раза в неделю) должны быть очищены и смазаны направляющие на станке и подшипники на его каретке.
4. Далее осуществляется настройка программы намотки согласно требованиям технологического процесса намотки трубчатых изделий по п.6-14 формулы изобретений.
5. На шпулярник станка устанавливаются бобины со стекложгутом марки РБН-13-2520-76 ГОСТ 17139-79 или РБН 13-1260-76 ТУ 5952-05763895-45-95 или однопроцессный ровинг марок ЕС-24-2400-202, или ЕС-17-2400-202, или ЕС-17-1200-202 ТУ 52-05763895-047-98.
Примечание: с бобин удаляются загрязненные и поврежденные жгуты, и проводится регулировка натяжения каждого жгута.
6. Заправка нитепроводящего тракта для намотки спиральных и кольцевых слоев производится с учетом того, что конструкция выходной гребенки станка должна обеспечивать заданную ширину ленты.
7. На приборе устройства для контроля температуры полимерного связующего в ванночке намоточного станка РПН-380 устанавливается температура -(+55±1)°C.
Примечание: при временной неисправности регистрирующих температуру приборов в ванночке станка или их отсутствии допускается производить контроль температуры связующего в ванночке станка по термометру.
8. После заливки связующего в ванночку нитепроводящего тракта производится с помощью динамометра регулировка натяжения пропитанной ленты на выходе из раскладчика намоточного станка.
9. Для формования заготовок трубчатых изделий используются металлические оправки соответствующих диаметров. Оправки на намоточный станок РПН-380 устанавливаются с помощью траверсы.
Примечание: 1. приводная цапфа оправки зажимается в патроне намоточного станка и фиксируется от осевых смещений штревелем. Опорная цапфа устанавливается на цилиндрическом ролике люнета.
2. В зависимости от конструкции узлов стыковки трубчатых изделий на оправку могут быть предварительно установлены знак для оформления раструбной части трубы и ограничительные кольца для оформления ниппельной части.
3. В случае использования знака и ограничительных колец в зону их установки наносится смазка ЦИАТИМ-221, а затем производится их закрепление на оправке.
10. После установки оправки на станок и ее закрепления осуществляется очистка поверхностей оправки установленных на нее элементов (знака, ограничительных колец и др.) от пыли, грязи, потеков связующего шлифовальной тканевой шкуркой (ГОСТ 5009-82) и (или) напильником с насечкой №3-7 (ГОСТ 1465-80).
Примечание: 1. Для обезжиривания поверхностей оправки и устанавливаемых на нее элементов (знака, ограничительных колец и др.) они протираются тканевым тампоном, смоченным в ацетоне.
2. При постоянном использовании оправки (для намотки на нее заготовок трубчатых изделий) на ее рабочие поверхности необходимо наносить кремнийорганическую смазку, например, марки К-21 (ТУ 6-02-909-79) по следующему режиму:
- рабочая поверхность оправки зачищается шлифовальной шкуркой, обезжиривается нефрасом (ГОСТ 443-76), и на ее рабочие цилиндрические поверхности наносятся два-три слоя смазки состава:
- смазка марки К21 - одна весовая часть.
- нефрас - десять весовых частей, при этом выдержка между нанесением слоев должна быть 15-20 мин, и при этом температурная обработка оправки должна производиться по следующему режиму:
- подъем температуры в термокамере вместе с находящейся там оправкой - до 200°C в течение 2-3 часов;
- выдержка при температуре 200°C - в течение 4-5 часов;
- равномерное снижение температуры с закрытыми крышками до 100°C;
- равномерное снижение температуры до температуры цеха (20±5°C) с открытыми крышками.
Примечание: 1. Вышеописанные режимы термообработки рабочей оправки для изготовления трубчатых изделий должны осуществляться в случаях затруднений при съеме с оправки отвержденных заготовок трубчатых изделий; и в профилактических целях - один раз в три месяца.
Подготовка и контроль полимерного гибридного связующего, состава ЭД-20+ДЭГ-1+ТЭАТ-1, п.9 формулы изобретения, используемого для пропитки стеклоровингов, стекложгутов, однопроцессных ровингов и др. для формирования на их основе методами «мокрой» намотки трубчатых изделий по п.6-14 формулы изобретений.
Гибридное полимерное связующее вышеописанного состава готовится путем перемешивания компонентов в помещениях, оборудованных приточно-вытяжной вентиляцией, все компоненты должны пройти входной контроль и быть допущены в производство.
Примечание: к работе с этим гибридным связующим допускаются рабочие, прошедшие медицинский контроль и инструктаж по технике безопасности.
Рецептура гибридного полимерного связующего:
- Эпоксиднодиановая смола ЭД-20 - ГОСТ 10587-84-95-105 мас.ч.;
- Эпоксидноалифатическая смола ДЭГ-1, смола-разбавитель - 9-11 мас.ч.;
- отвердитель - триэтаноламинтитанат (ТЭАТ-1) - 9-13 мас.ч. (третичный амин) ТУ 6-09-11-2119-93.
Перед приготовлением компоненты смолы разогреваются в термокамерах до температуры 60-80°C (или в термошкафах с регулируемой температурой). Допустимое время разогрева компонентов смол - не более суток. Разогретые компоненты взвешиваются и загружаются в необходимом соотношении в специальную емкость для приготовления гибридного связующего. Загружение компонентов гибридной смолы осуществляется в следующей последовательности: сначала в емкость загружается разогретая смола ЭД-20, потом разогретая смола ДЭГ-1, а затем после непродолжительного перемешивания (в течение 3-10 минут) вводится разогретый отвердитель - ТЭАТ-1. Перемешивание компонентов гибридного связующего производится в течение 10-15 минут.
Примечание: 1. Превышение времени перемешивания (но не более 30 мин) браковочным признаком не является.
Пробы из состава приготовленного связующего передаются в специальную хим. лабораторию для контроля времени его желатинизации.
Приготовленное вышеописанным способом гибридное связующее допускается использовать в течение суток с момента его приготовления при температурах гибридного связующего и окружающей среды до +28°C.
На тару с приготовленным гибридным связующим наносится маркировка с обозначением состава гибридного связующего и времени его изготовления.
Намотка трубчатых изделий
1. На первом этапе изготовления за 10-15 минут до начала намотки трубчатых изделий включается подогрев ванночки намоточного станка для гибридного связующего.
Регулятор температуры устанавливается на 55±1°C.
2. На следующем этапе на установленную на станок со знаком оправку наматывается фторопластовая пленка Ф-4ЭО ГОСТ 24222-80 с геометрическими разрезами:
(0,02-0,04)×90 мм;
где 0,02-0,04 мм - толщина пленки;
90 мм - ширина.
Примечание: намотка этой пленки на оправку осуществляется за счет вращения оправки с ролика, находящегося в руках у намотчика.
Натяжение пленки задается усилием намотчика, чтобы лента ложилась с нахлестом каждого витка, равным 15-20 мм.
Наличие гофр и складок на фторопластовой пленке не допускается.
Намотка фторопластовой пленки производится по направлению от меньшего диаметра оправки к большему.
Концы пленки на оправке закрепляются липкой лентой ЛСКЛ (ТУ 90-4370003003) с размерами 0,15×15 мм.
3. По законцовкам оправки на фторопластовую пленку марки Ф-4ЭО в виде колец укладываются полосы металлической ленты по ГОСТ 3560-73, шириной 15-20 мм и толщиной 1-1,5 мм, которые также закрепляются липкой лентой марки ЛСКЛ (ТУ 904370003003).
Примечание: а) затем (в случае изготовления стеклопластиковых трубчатых изделий с внутренним герметизирующим покрытием) на фторопластовую пленку марки Ф-4ЭО вручную наматывается 2-16 слоев(зависит от схемы формирования, т.е. от условий эксплуатации готовой трубы) либо герметизирующей сшивающей пленки марки ДЭ (ТУ-19-051-655-88), либо полиэтиленовой пленки…, рукав…, 100×200×2 ГОСТ 10354-92 и пленка СЭВа ТУ 6-19-289-85 с размерами 0,030×500 мм;
б)для трубопроводных систем, где перекачка жидкостей осуществляется с минимальным давлением (или самотеком), намотка вышеописанных герметизирующих пленок не рекомендуется, а намотка силовой оболочки осуществляется непосредственно на уложенную фторопластовую пленку.
4. Перед началом намотки первого слоя трубчатого изделия по п.6-14 из нитетракта намоточного станка вытягивают ленту до появления ее участка, полностью пропитанного связующим. Непропитанную часть ленты отрезают.
Примечание: пропитанную часть ленты закрепляют либо на цапфе, либо на цилиндрической части оправки 2-3 кольцевыми витками стеклоровинга.
5. Намотку первого слоя (кольцевого или спирального), непосредственно соприкасающегося с пленками гермослоя или ложащегося на поверхность знака, замотанного фторопластовой пленкой, проводят с повышенным содержанием гибридного полимерного связующего, например, за счет увеличения зазора между ножом и пропиточным барабаном намоточного станка.
Примечание: а) наличие непропитанных участков ленты и отделенных жгутов (стеклоровингов) не допускается; при их появлении непропитанную часть заготовки трубчатого изделия сматывают и производят повторную намотку;
б)при наличии на стеклоровинге узлов, ложащихся непосредственно на пленку гермослоя или на поверхность знака, производят их вырезку;
в) в процессе намотки заготовки трубчатого изделия допускается менять расположения стекложгутов в выходной гребенке намоточного станка (с целью обеспечения равномерных зазоров в ленте и между лентами.
6. Намотка стеклопластиковых трубчатых изделий производится чередованием кольцевых и спиральных слоев намотки в соответствии с проведенным расчетным анализом работоспособности конкретного изделия. Расположение слоев и их количество (схема армирования) зависит от многих факторов:
- от условий эксплуатации трубчатых изделий.
- от действующих на них нагрузок (внутреннего и наружного давления, локальных воздействий, вибрационных нагрузок, гидроударов и др.);
- от способа соединения труб и конструктивных особенностей узлов их соединения;
- от вида транспортируемой жидкости.
Примечание: схема армирования трубчатого изделия должна быть указана в конструкторской документации, чертежах на конкретное трубчатое изделие и в операционной карте его технологического процесса.
7. После окончания намотки заготовки трубчатого изделия производится съем излишков гибридного полимерного связующего с его поверхностей, а затем осуществляется закрепление обрезанной ленты с помощью фторопластовой ленты марки Ф-4ВН с размерами 0,2×450 мм (ТУ6-05-986-79) и липкой лентой марки ЛСКЛ с размерами 0,15×15 (ТУ 9043370003003).
Примечание:
- подрезка намотанных спиральных слоев производится по металлической ленте (ГОСТ 3560-73);
- подрезка слоев армировки осуществляется и в случаях необходимости снятия осевых усадочных напряжений, возникающих при термообработке трубчатых изделий;
- на последнем этапе формирования заготовки трубчатого изделия удаляются металлические ленты с оправки, и по завершении всех вышеописанных операций отворачивают штревель, раскрепляют оправку в патроне намоточного станка и намоточную заготовку трубчатого изделия с помощью траверсы транспортируют в камеру полимеризации.
Термообработка трубчатых изделий по п.6-14 формулы изобретений
1. Термообработка намотанной заготовки трубчатого изделия производится в камере полимеризации, аттестованной в точности ведения температурного режима ее полимеризации.
2. Перед установкой заготовки трубчатого изделия вместе с оправкой в камеру полимеризации (например, термопечь 1ВТ-001.0000000), ее подготавливают к работе:
- удаляют из камеры потекшее связующее;
- производят замену фторопластовой пленки, уложенной на пол камеры (при необходимости);
- определяют количество и качество ложементов для установки на них оправки с трубчатой заготовкой изделия;
- проверяют устройство вращения оправок.
3. Оправку с заготовкой трубчатого изделия устанавливают в камеру полимеризации на роликовые опоры вплотную к приводу ее вращения. Соединяют муфту на цапфе с приводом вращения оправки посредством скобы и пальца с гайкой. Включают вращение оправки, закрывают крышки термокамеры и устанавливают датчики температуры в отверстия, предусмотренные в крышках термокамеры.
4. Термообработку заготовок трубчатого изделия на гибридном связующем состава ЭД-20+ДЭГ-1+ТЭАТ-1 осуществляют по режиму:
- подъем температуры до 110+5°C в течение не менее 2х час;
- выдержка при температуре 110+5°C в течение (1+0,5) час;
-подъем температуры до 155+5°C в течение (1+0,5) час;
- выдержка при температуре 155+5°C в течение (4+0,5) час;
- охлаждение до температуры 100+5°C с закрытыми крышками термокамеры;
- охлаждение оправки вместе с находящейся на ней заготовкой трубчатого изделия до температуры цеха с открытыми крышками термокамеры - свободное.
5. В аварийной ситуации, например при отключении до момента выхода термокамеры на температуру 155°C или в случае термообработки трубчатых заготовок без герметизирующих пленок, производят повторный режим термообработки по следующей схеме:
- подъем температуры в термокамере до значений, при которых произошло отключение электроэнергии, со скоростью подъема температуры не более 75°C в час;
- выдержка при этой температуре в течение 0,5 час;
- проведение незаконченного режима первой термообработки.
6. В случаях аварийного отключения электроэнергии при термообработке труб с герметизирующим покрытием, на стадиях подъема или выдержки при 155°C, термообрабатываемые заготовки труб бракуются, и вопрос об эксплуатационном назначении этих трубчатых изделий решается отдельно для каждого конкретного случая.
7. После окончания режима термообработки заготовки трубчатого изделия оправку отсоединяют от привода вращения, извлекают с помощью траверсы из термокамеры и устанавливают на подставки с опорой на цапфы или с опорой на тело отвержденной на оправке заготовки трубчатого изделия на ложементы шириной не менее 100 мм.
Механическая обработка заготовок трубчатых изделий
1. На оправке с заготовкой трубчатого изделия, установленной на ложементах, подрезают до металла все слои полимеркомпозита в зонах, указанных в технологических операционных картах, выворачивают все крепежные винты, крепящие ограничительные кольца и знаки, и снимают с оправок.
2. Заготовку трубчатого изделия вместе с оправкой устанавливают на ложементы съемника большим диаметром в сторону опорной плиты. На оправку устанавливается съемочное кольцо или вилка для съема. На цапфу одевается петля троса и фиксируется штифтом.
С помощью ручной или механизированной лебедки оправка удаляется из отвержденной заготовки трубчатого изделия.
Примечание:
- приемные ролики для оправки для предотвращения ее повреждений должны выполняться обрезиненными и/или с полиуретановыми покрытиями.
3. Далее извлеченная с оправки заготовка трубчатого изделия снимается с ложементов съемника и устанавливается в стеллаж на ложементы, где производится удаление фторопластовой пленки с внутренней поверхности заготовки трубчатого изделия.
4. После удаления фторопластовой пленки с внутренней поверхности заготовки трубчатого изделия последняя устанавливается на токарно-винторезный станок для механической доработки концевых (ниппельных и раструбных) соединений трубчатого изделия.
Установка трубчатого изделия длиной до 8,5 м на токарно-винторезный станок производится с помощью люнета в средней части.
Примечание: механическая доработка концевых соединений трубчатого изделия осуществляется алмазным и/или твердосплавным инструментом.
5. На последнем этапе изготовления трубчатого изделия все проточенные его поверхности покрываются герметизирующим отверждающимся составом (вес.ч.):
- эпоксидиановая смола ЭД-20 - 85-90,
- эпоксиалифатическая смола ДЭГ-1 - 10-15,
- отвердитель - смола ПО-300 -75+1, ТУ 2224-002-05034239-93.
В данной рецептуре герметизирующего состава первоначально смешивают смолы ЭД-20 и ДЭГ-1, подогретые до температур 60-70°C, а затем в состав смешенной композиции из этих смол вносится отвердитель ПО-300. Жизнеспособность данной композиции герметика - 0,5 час.
Смола ПО-300 представляет собой продукт конденсации димеризованных метиловых эфиров, кислот, растительных масел и полиэтиленполиаминов.
Показания качества смолы ПО-300 должны соответствовать следующим требованиям и значениям, указанным в табл.11.
Показатели смолы ПО-300
Смола ПО-300 пожаро- и взрывоопасна, температура вспышки - 140°C, температура самовоспламенения - 370°C.
При изготовлении смолы ПО-300 (и ее переработке) возможно выделение в воздух производственных помещений паров метанола (метилового спирта, структура (СН3ОН) - простейший алифатический спирт, жидкость со слабым спиртовым запахом, tкип.-64,5°C).
Пары метанола выделяются при изготовлении продукта ДЭС-5 - полуфабриката для смолы ПО-300, которые в смеси с воздухом могут образовывать взрывоопасные смеси (см. ТУ 2224-092-05034239-96). Характеристики пожароопасности метанола и полиэтиленполиамина приведены в таблице №12.
Смола ПО-300 токсична, при ее переработке выделяются метанол и полиэтиленполиамин, обладающая высокой токсичностью.
Токсикологическая характеристика и класс опасности метанола и полиэтиленполиамина приведены в таблице №13.
Спирт метиловый, метанол (СН3ОН) - сильнодействующий яд, вызывающий поражения центральной нервной системы и сердечно-сосудистой системы.
При приеме внутрь вызывает слепоту и смерть.
Смертельная доза метанола - 30 см3, тяжелое отравление, сопровожденное слепотой, вызывает 5-10 см3 метанола.
Полиэтиленполиамин, ПЭПА ТУ 2413-357-00203447-99 H2N(CH2CH2NH)n H, где n=1-5, маслянистая жидкость от светло-желтого до темно-коричневого цвета со специфическим запахом; входит в состав смолы ПО-300 в качестве отвердителя смеси смол ЭД-20+ДЭГ-1.
ПЭПА хорошо растворим в воде и спирте, поглощает из воздуха влагу и углекислый газ, но не образует взрывоопасных смесей с воздухом.
Температура самовоспламенения ПЭПА - 356°C, температура вспышки -104°C.
Предельно допустимая концентрация ПЭПА в воде водоемов - 0,005 мг/дм3.
Температура кипения ПЭПА при 101,32 кПа - не ниже 207°C.
ПЭПА обладает выраженным раздражающим и аллергенным действием на глаза и кожу.
Полиэтиленполиамин (первичный амин) выделяет амины и аммиак. Попадание в организм в больших дозах приводит к заболеванию центральной нервной системы и кожи. Попадание полиэтиленамина в глаза вызывает гнойный конъюнктивит. ПДК (предельно допустимая концентрация) аминов - 0,1 мг/м3, аммиака - 20 мг/м3.
С целью повышения взрыво- и пожаробезопасности в смолу-отвердитель ПО-300 необходимо вводить до 50% мела или сульфида кальция, а их гранулы увлажнять водой (до 25%).
В технологическом процессе изготовления после намотки производится полимеризация связующего и вулканизация герметизирующего слоя путем нагрева заготовки. При этом за счет химической усадки и температурных перепадов при нагреве-охлаждении имеет место взаимное смещение слоев внутренней и наружной обечаек I, II, которое при стандартной длине трубы 9-12 метров может достигать 30 мм. При этом наружная обечайка I укорачивается относительно внутренней обечайки II, которая имеет кольцевые выступы 33 (фиг.7). Это смещение происходит в то время, когда герметизирующий слой расплавлен и может вызвать передавливание гермослоя в зоне кольцевых утолщений и потерю герметичности трубы. Чтобы предотвратить передавливание гермослоя, выбор параметров кольцевых утолщений производится профилированием.
В процессе эксплуатации картина взаимодействия наружной и внутренней обечаек становится обратной. Под действием механических нагрузок, в основном внутреннего давления и изгибающих моментов, в наружной оболочке возникают рабочие растягивающие усилия, наружная оболочка стремится удлиниться относительно внутренней. Этому оказывают сопротивление кольцевые выступы 33, взаимодействующие по поверхностям, обращенным от торцов к середине трубы, наружная обечайка I передает часть нагрузки на внутреннюю обечайку II, обеспечивая совместность их деформаций.
Изготовление внутреннего слоя 30 осуществляется нанесением на оправку эпоксидного связующего, в своем составе содержащего твердые мелкодисперсные частицы, например, кварцевого песка. Процентное соотношение частиц может быть от 20 до 60% для получения износостойкого покрытия на внутренней обечайке II.
Изготовление внутренней обечайки II производится методом «мокрой» намотки спирально-кольцевых слоев стеклоровингом, пропитанным эпоксидным связующим. Толщина внутренней обечайки II зависит от величины внутреннего рабочего давления, диаметра наматываемой заготовки и может колебаться в пределах от 2,5 до 10 мм. Необходимая толщина при этом набирается последовательной намоткой пакетов из спиральных и кольцевых слоев. Наружные кольцевые выступы 33 изготавливаются нанесением дополнительных кольцевых слоев, и эти дополнительные кольцевые слои могут располагаться либо между слоями внутренней обечайки II, либо поверх всех слоев.
После намотки всех слоев внутренней обечайки II производится термообработка по режиму полимеризации полимерного связующего.
После процесса термообработки внутренней обечайки II производится зачистка наружной поверхности от острых неровностей, а затем производится сверление или прокалывание отверстий диаметром 3-4 мм, и наносится раскрепляющий антиадгезионный слой 25, например, из фторопластовой пленки, при этом в местах сверления отверстий под разделительный слой производится укладка сухой (непропитанной) ст. ткани 27 размером от 30×30 до 70×70 мм.
Герметизирующий слой 24 наматывается непрерывными кольцевыми витками лентой из термопластичного материала. Причем в зависимости от диаметра и рабочего давления наматывается от 2 до 15 слоев термопластичной ленты.
Поверх герметизирующей ленты производится намотка наружной силовой обечайки I методом «мокрой» намотки стеклоровингом, пропитанным эпоксидным связующим. При этом наружная силовая обечайка I может содержать от 2 до 15 спиральных и до 30 кольцевых слоев в зависимости от рабочего давления и диаметра герметичной трубы-оболочки. Отличие наружной силовой обечайки I от внутренней несиловой обечайки II состоит в том, что спиральные слои в них наматываются с различным углом армирования (угол укладки стеклоровинга относительно оси изделия).
Внутренняя несиловая обечайка II наматывается с углами армирования в спиральных слоях от 50° до 85°. Наружная силовая обечайка II наматывается с углами армирования в спиральных слоях от 25° до 45°. После намотки наружной силовой обечайки I производится ее термообработка по режиму полимеризации связующего. В процессе термообработки происходит расплавление герметизирующей пленки 24, и она приобретает вид единого монолитного слоя, связанного с наружной силовой обечайкой I.
Такое технологическое исполнение трубчатого изделия с указанными выше параметрами процесса позволяет повысить надежность изделия и его долговечность.
Внутренняя несиловая обечайка II изделия трубчатой формы (см. фиг.5-7) газопроницаема и для более свободного сброса давления имеет отверстия - 29. Она раскреплена относительно внешней обечайки I разделительным слоем из фторопластовой пленки 25 с гермослоем 24, который скреплен с силовой внешней силовой обечайкой I.
Внутренняя обечайка II (фиг.5-7) поддерживает гермослой 24 в момент сброса давления и не позволяет ему отрываться от силовых слоев внешней силовой обечайки I.
Разделительный слой 25 позволяет взаимное смещение внутренней обечайки II относительно наружной I в следующих случаях воздействия на изделие трубчатой формы:
- при температурных расширениях;
- при термообработке;
- при силовых воздействиях.
Герметизирующий слой 24 из пленки ДЭ имеет относительное удлинение ≥400% и обеспечивает герметичность трубы-оболочки до самого момента потери ее прочности, т.е. до разрушения внешней силовой обечайки I.
Слои 30 с наносом песка марки ВС-040-1 и/или ВС-050-1 ГОСТ 22551-77 повышают износостойкость к абразивному истиранию внутренней обечайки II.
При транспортировке нефтепродуктов с высоким газосодержанием по стеклопластиковым трубам, имеющим вышеописанную структуру выполнения ее внутренней II и наружной I обечаек, возникает так называемый «кессонный эффект». При этом газ, содержащийся в рабочей среде (нефтепродукты), проникает в микропоры материала стенки трубы и оболочки и при сбросе давления в жидкой несжимаемой среде может разорвать и/или отслоить силовые слои стенки трубы, так как основными недостатками ее материалов (стеклопластиков) является низкая прочность при межслоевом отрыве - трансверсальная прочность (50-250 МПа) и невысокая прочность межслоевого сдвига (6-80 МПа). В предложенном варианте конструкции труба-оболочка работает следующим образом: при повышении давления наружная обечайка деформируется (расширяется), внутренняя - нет.Между наружной и внутренней обечайками возникает зазор. При разделении обечаек I-II рабочая среда через отверстия 28-29 проникает под герметизирующий слой 24, а при сбросе давления рабочая среда через отверстия 28-29 перетекает вовнутрь трубы, при этом внутренняя обечайка II поддерживает герметизирующий слой 24 и предотвращает кессонные явления.
Диаметр отверстий (3-4 мм) во внутренней обечайке выбирается из условий прочности герметизирующей пленки 24, а также на основании теоретических расчетов и экспериментальных исследований работы трубы-оболочки на различных стадиях ее изготовления и эксплуатации.
При диаметрах отверстий 28-29 более 4 мм происходит вдавливание герметизирующей пленки в эти отверстия, а при сдвиге обечаек I-II относительно друг друга, например, при температурных воздействиях происходит срез пленки и, соответственно, потеря герметичности трубы-оболочки, что недопустимо по условиям эксплуатации конструкции.
При диаметрах отверстий 1-2 мм (в случае резкого сброса давления в трубопроводной системе) между наружной и внутренней обечайками дольше сохраняется рабочее давление. Длительное воздействие наружного давления на внутреннюю обечайку может привести к ее разрушению и, как следствие, к потере работоспособности трубопроводной системы.
В краевой зоне раструбной части (фиг.10) в плоскости установки шпонки (на фиг.10 стыковочная шпонка не показана) выполнены два радиально-ориентированных сквозных резьбовых отверстия 31 для установки винтов, предназначенных для обжимания шпонки при разборке трубчатых изделий, а для фиксации распорного кольца шпонки от осевого перемещения в краевой раструбной части в ней за металлическим кольцом 19 дополнительно с расчетным шагом выполнены резьбовые отверстия 32 для заведения в них радиальных резьбовых фиксаторов и/или винтов.
Предложенные технические решения - способы по п.1-5 (варианты), а также изделия по п.6-14 (варианты) дают большой экономический эффект. Этот экономический эффект в зависимости от объемов производства может достигать от нескольких сот миллионов до нескольких миллиардов рублей.
Экономический эффект от предложенных технических решений может проявляться как на различных технологических стадиях изготовления трубчатых изделий, так и на различных стадиях эксплуатации изделий в части: увеличения длительности их эксплуатации, повышения их качества и эксплуатационной надежности и т.д.
Объем предложенных изобретений следует понимать шире, чем конкретно представленные в материалах описания и формулах изобретений технические решения.
Следует иметь в виду, что в материалах описания (и формулах изобретений) представлены наиболее предпочтительные варианты их осуществления. Могут быть представлены и другие варианты изобретений в отношении способов изготовления трубчатых изделий и конструктивного их выполнения, а также в части их материалов, способов их и переработки и далее получения из них конструкционных трубчатых изделий на их основе.
Предложенные технические решения по п.1-14 по своему техническому исполнению являются новыми, высокотехнологичными и высокоэффективными в сравнении с известным уровнем техники. Предложенные технические решения могут быть использованы в различных отраслях народного хозяйства: в нефтегазовой промышленности, машиностроении, энергетике, трубопроводах различного класса и назначения, то есть там, где есть необходимость использования их прочностных, жесткостных, теплофизических и других свойств.
Новые технические решения в предложенной совокупности новых и известных существенных признаков соответствуют критериям патентоспособности: критериям «новизны», «промышленной полезности» и «применимости», то есть уровню изобретения.
Предложенные новые технические решения прошли все этапы технологической и эксплуатационной подготовки, ожидаемый эксплуатационный ресурс заявленных трубчатых изделий может достигать более 50 лет, и в связи с вышеизложенным приняты решения по постройке специальных заводов по производству заявленных конструкций в различных нефтедобывающих областях страны: Западная Сибирь, Поволжье и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ | 1998 |
|
RU2141073C1 |
| ТРУБЧАТЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2156645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234412C1 |
| Стеклопластик для намоточного изделия | 1987 |
|
SU1620331A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2516526C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ | 2002 |
|
RU2219416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗОЛЯТОРОВ | 2002 |
|
RU2233494C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234411C1 |
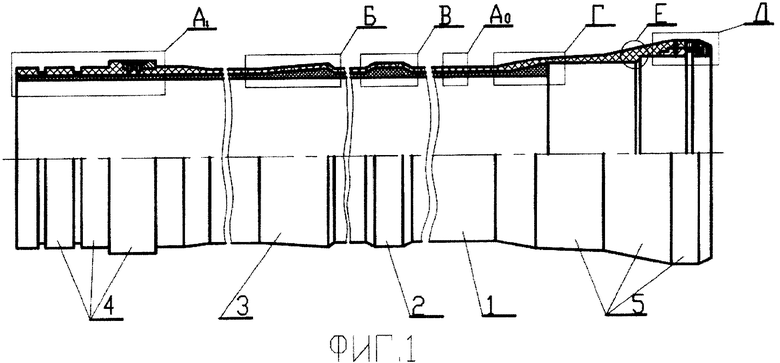
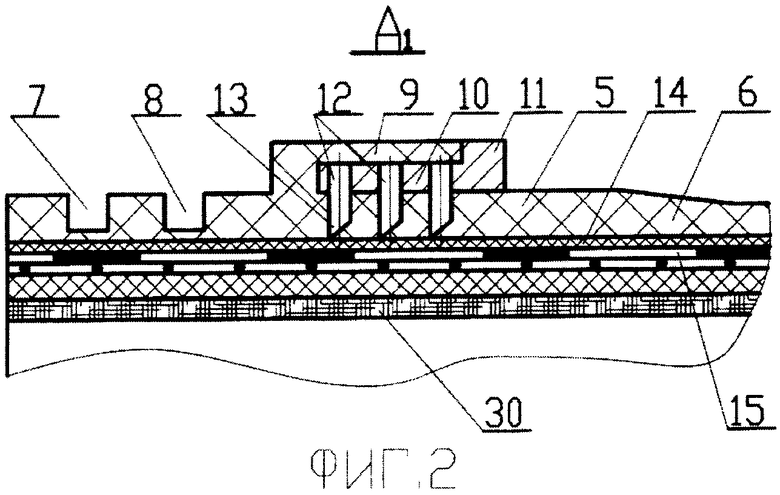
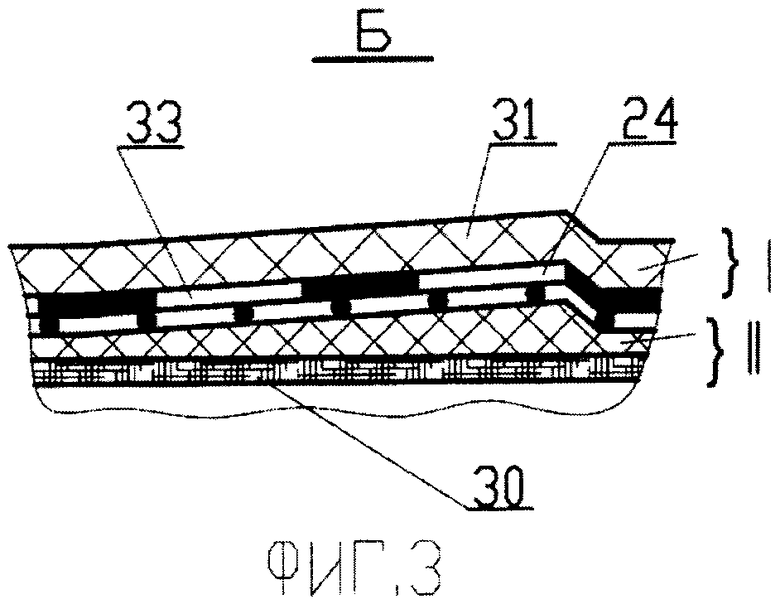
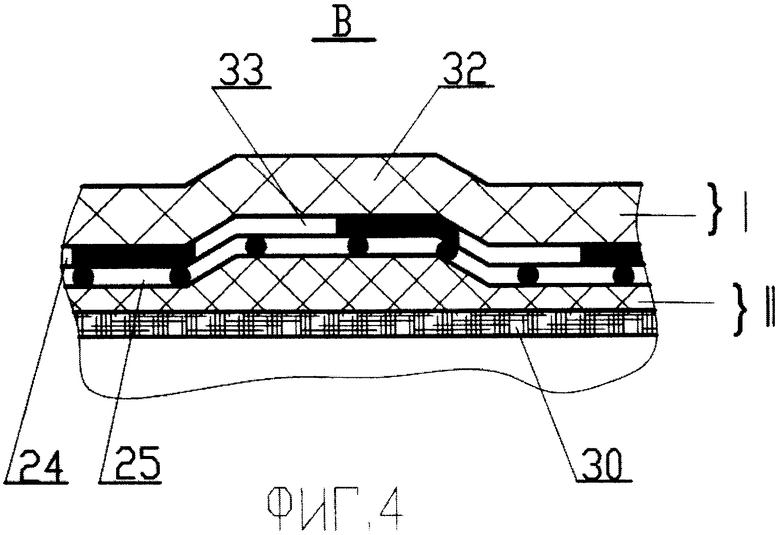
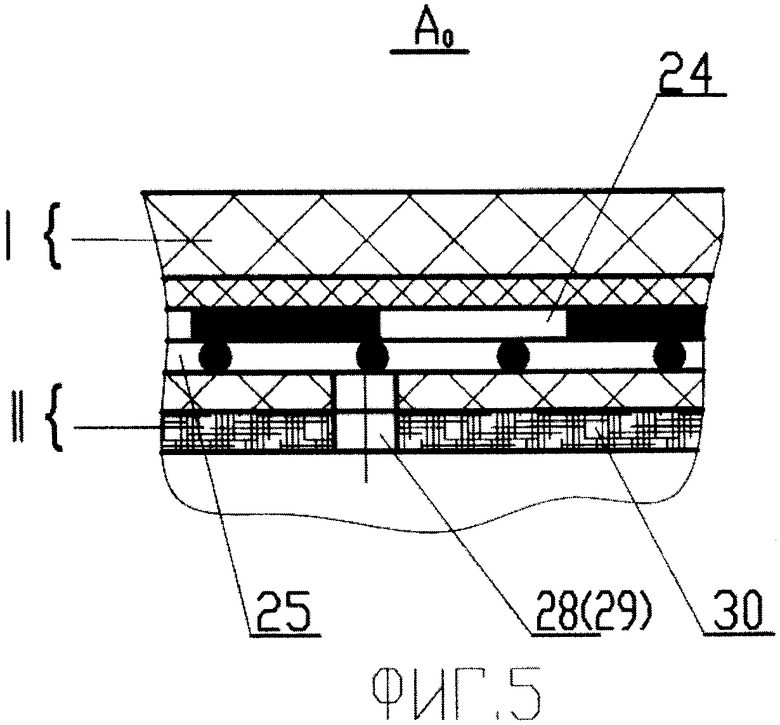
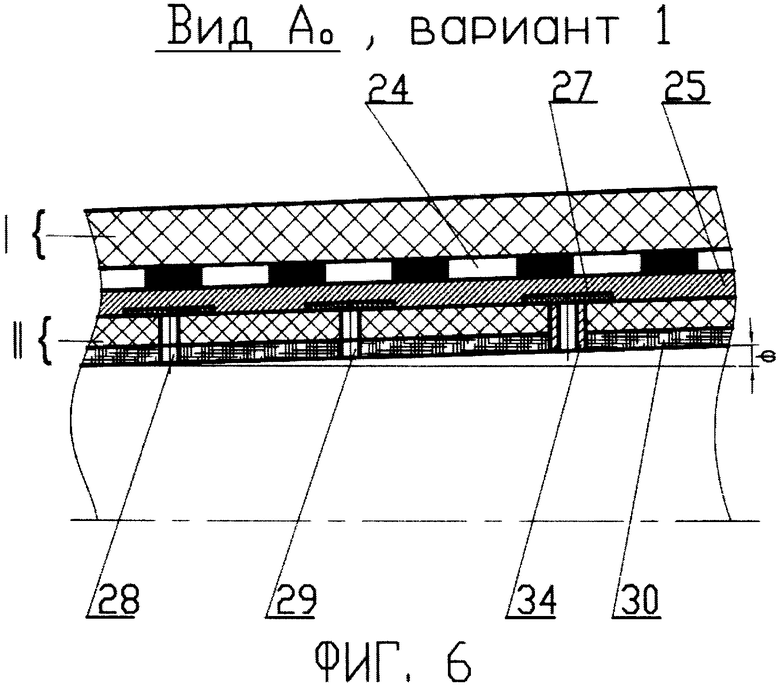
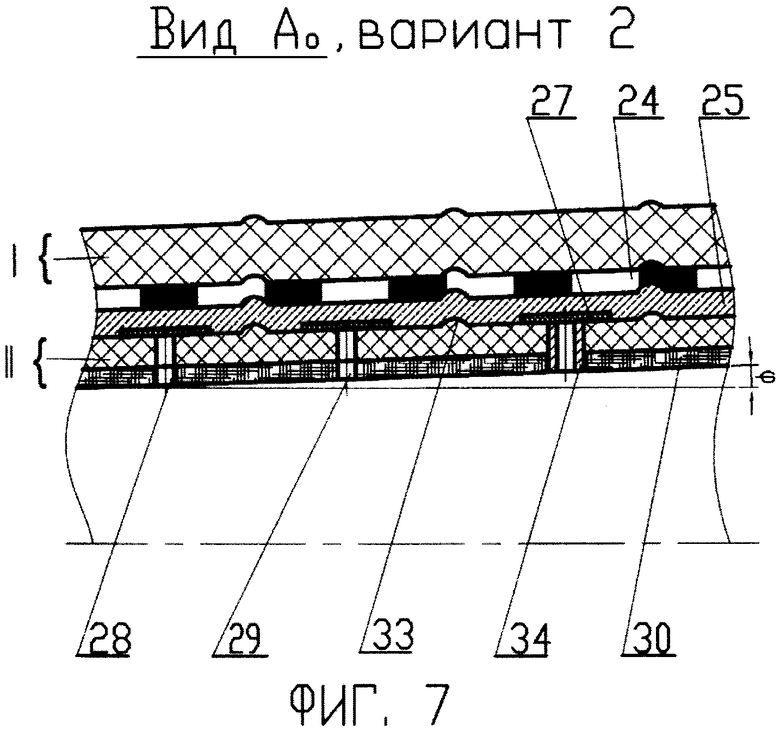
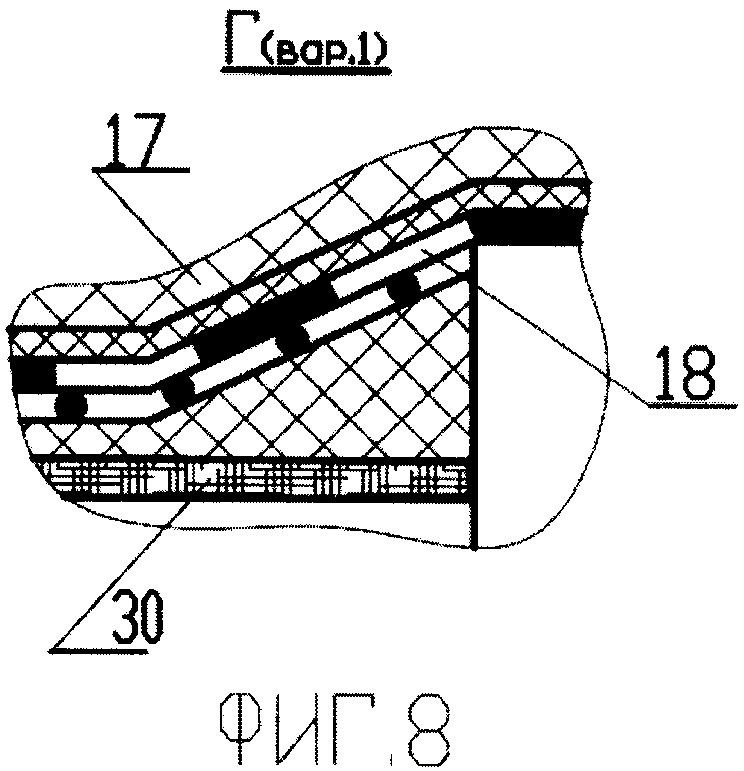
Изобретения относятся к области изготовления трубчатых изделий. Способ включает последовательное изготовление его внутреннего износостойкого слоя и внутренней несиловой обечайки нанесением на имеющую конусность наружной поверхности оправку методом «мокрой» намотки стеклоровинга, пропитанного полимерным эпоксидным связующим. Производят ее термообработку совместно с оправкой. Далее снимают отвержденную внутреннюю обечайку с оправки, зачищают ее наружную поверхность, осуществляют сверления и/или прокалывания сквозных отверстий. В местах сверления или прокалывания отверстий укладывают сухую стеклоткань, герметизирующую ленту из термопластичного материала, поверх которых производят намотку наружной силовой обечайки. После осуществляют ее термообработку с расплавлением герметизирующей ленты и омоноличиванием ее с наружной силовой обечайкой. В наружной и внутренней обечайках спиральные слои наматывают с различными друг от друга углами укладки стеклоровинга относительно оси изделия. Технический результат заключается в обеспечении возможности создания надежного и долговечного в эксплуатации изделия трубчатой формы. 7 н. и 7 з.п. ф-лы, 13 табл., 12 ил.
1. Способ изготовления изделия трубчатой формы, включающий последовательное изготовление его внутреннего износостойкого слоя и внутренней силовой обечайки нанесением на имеющую конусность наружной поверхности оправку методом «мокрой» намотки стеклоровинга, пропитанного полимерным, предпочтительно эпоксидным связующим, содержащим к массе связующего от 20 до 60% твердых частиц предпочтительно кварцевого песка, отличающийся тем, что после намотки всех слоев внутренней обечайки производят ее термообработку совместно с оправкой по режиму полимеризации примененного полимерного связующего, после чего производят съем отвержденной внутренней обечайки с оправки, осуществляют зачистку ее наружной поверхности от острых неровностей и сверления и/или прокалывания сквозных отверстий диаметром 3-4 мм, а обработанную таким образом заготовку используют как оправку с последующим нанесением на нее методом намотки раскрепляющего антиадгезионного слоя, например, из фторопластовой пленки, при этом в местах сверления отверстий под антиадгезионный слой укладывают сухую стеклоткань размером от 30×30 до 70×70 мм с произвольной ориентацией ее основы, а поверх антиадгезионного слоя и слоя сухой ткани наматывают непрерывными кольцевыми витками в количестве от 2 до 15 слоев герметизирующую ленту из термопластичного материала, поверх которых производят намотку наружной силовой обечайки методом «мокрой» намотки стеклоровингом, пропитанным полимерным, предпочтительно эпоксидным связующим, при этом наружную силовую обечайку трубчатого изделия образуют методом «мокрой» намотки стеклоровинга от 2 до 15 спиральными слоями и до 30 кольцевыми слоями, а после намотки наружной силовой обечайки производят ее термообработку с расплавлением герметизирующей ленты и омоноличиванием ее с наружной обечайкой.
2. Способ изготовления изделия трубчатой формы по п.1, отличающийся тем, что в наружной и внутренней обечайках спиральные слои наматывают с различными друг от друга углами укладки стеклоровинга относительно оси изделия - внутренний несущий слой наматывают с углами армирования спиральных слоев от 50 до 85°, а наружный - с углами армирования спиральных слоев от 25 до 45°.
3. Способ изготовления изделия трубчатой формы по п.1 или 2, отличающийся тем, что в сквозных радиальных отверстиях внутреннего несущего слоя закрепляют посредством клеевой отверждающейся массы трубчатые элементы из металла или полимерного материала.
4. Способ изготовления изделия трубчатой формы с ниппельной и раструбной стыковочными частями, включающий формирование внутренней несиловой обечайки из износостойкого слоя на внутреннем несущем слое путем нанесения методом «мокрой» намотки слоя или слоев из стеклопластика, образованного из стеклоровинга и эпоксидного связующего, содержащего мелкодисперсные частицы, например, из кварцевого песка, с процентным соотношением частиц по отношению к массе связующего от 20 до 60% на металлическую оправку, имеющую конусность наружной поверхности, больший диаметр которой обращен в сторону раструбной части и превышает диаметр ниппельной части на 0,5-10 мм, отличающийся тем, что внутреннюю несиловую обечайку наматывают от 2 до 8 спиральными слоями и от 2 до 20 кольцевыми слоями методом «мокрой» намотки стеклоровингом, пропитанным полимерным связующим, например эпоксидным, и выполняют его с 2-15 кольцевыми утолщениями, наматываемыми дополнительными кольцевыми витками, располагая их внутри и/или снаружи обечаек с формированием в зоне раструбной части конического утолщения, а после завершения формирования внутренней обечайки трубчатого изделия производят ее термообработку по режиму полимеризации связующего, после чего зачищают наружную поверхность от острых неровностей и во внутренней обечайке сверлят и/или прокалывают от 2 до 20 рядов отверстий диаметром 3-4 мм по 3-10 отверстий в каждом ряду, а затем на полученную таким образом внутреннюю обечайку в зонах отверстий укладывают полотна от 30×30 до 70×70 мм сухой стеклоткани полотняного, саржевого или сатинового переплетения, наносят разделительный антиадгезионный слой, наматывают герметизирующий слой, состоящий из 2-10 слоев термопластичной пленки, а затем методом «мокрой» намотки производят намотку наружной силовой обечайки чередованием намотки спиральных и кольцевых слоев стеклоровинга, пропитанным эпоксидным связующим, при этом длину герметизирующего слоя и наружной силовой обечайки выполняют на 50-400 мм больше внутренней обечайки.
5. Способ изготовления изделия трубчатой формы с ниппельной и раструбной частями, включающий формирование внутренней несиловой обечайки с износостойким слоем на ее внутренней поверхности методом «мокрой» намотки слоя и/или слоев из стеклопластика, образуемого из стеклоровинга и эпоксидного связующего с соотношением компонентов соответственно от 1:1 до 1:0,2, и содержащего мелкодисперсные частицы, например, из кварцевого песка с процентным соотношением частиц по отношению к массе связующего от 20 до 60%, на металлическую оправку, имеющую конусность наружной поверхности, больший диаметр которой обращен в сторону раструбной части и превышает диаметр ниппельной части на 0,5-10 мм, отличающийся тем, что для формования раструбной части изделия внутреннюю обечайку собирают со знаком и разделительным кольцом, внутреннюю несиловую обечайку от наружной обечайки отделяют антиадгезионным слоем путем намотки между ними пленки, например фторопластовой, при этом внутреннюю силовую обечайку выполняют со сквозными отверстиями, образуемыми сверлением и/или прокалыванием, и в зонах сверления и/или прокалывания сквозных отверстий под разделительный слой укладывают полотна сухой стеклоткани с полотняной, саржевой или сатиновой структурой переплетения стеклонитей или стеклоровингов или их любого сочетания, с размерами полотен от 30×30 до 70×70 мм с произвольной ориентацией основы упомянутой стеклоткани, затем на разделительный антиадгезионный слой наматывают герметизирующий слой, состоящий из 2-10 слоев термопластичной пленки, причем в раструбных, ниппельных зонах и утолщениях, образуемых на цилиндрической части, наматывают дополнительно по 2-8 слоев, после чего полученную таким образом внутреннюю обечайку, собранную со знаком, установочным и раструбным кольцами с иглами, намотанными разделительным и герметизирующим слоями устанавливают на станок спирально-кольцевой намотки, при этом на герметизирующий слой в зонах раструба и ниппеля, формуемого методами намотки трубчатого изделия, дополнительно укладывают слои предварительно пропитанной тем же связующим стеклоткани, ориентацию которой производят таким образом, чтобы ее основа совпадала с направлением оси формуемого изделия, а по завершении укладки стеклоткани методом «мокрой» намотки производят намотку наружной обечайки из стеклоровинга, пропитанного эпоксидным связующим, при этом намотку наружной обечайки производят последовательным (и/или через несколько слоев) чередованием намотки кольцевых и спиральных слоев, наматываемых на всю длину за оформляющее торец кольцо, при этом после намотки каждого спирального слоя осуществляют его подрезку по оформляющему торец кольцу и обжатие спирального слоя за торцем раструбного кольца тремя - десятью кольцевыми витками стеклоровинга, при этом в ниппельной части перед намоткой спирального слоя в зоне установки ниппельного кольца производят «мокрую» намотку кольцевых слоев, а по завершении намотки этих кольцевых слоев производят термообработку заготовки изделия по режиму полимеризации полимерного связующего, из заготовки изделия удаляют знак, оформляющий раструбную часть, производят механическую обработку ниппельной части изделия и покрывают все механически обработанные наружные и торцевые поверхности изделия слоями герметика с последующим его отверждением.
6. Изделие трубчатой формы, выполненное способом по любому из пп.1-5, состоящее из цилиндрического корпуса с опорными кольцевыми поясами-шпангоутами и ниппельно-раструбными стыковочными частями, выполненными методами «мокрой» намотки за одно целое с цилиндрическим корпусом, в котором ниппельная часть имеет ступенчатое цилиндрически-коническое утолщение с, по меньшей мере, двумя цилиндрическими канавками под уплотнительные кольца из эластичного материала и имеющим краевой опорный кольцевой упор с вмотанным металлическим стыковочным кольцом с кольцевым буртом в средней зоне цилиндрического утолщения ниппельной части, при этом кольцо скреплено с нижерасположенными армирующими волокнами ниппельной части посредством полимерной отвержденной массы и/или радиально-ориентированных игл, внедренных в силовые слои армирующих волокон ниппельной части посредством их раздвижения и/или прокола, при этом острые части игл введены в, по крайней мере, один слой пропитанной полимерным связующим стеклоткани, расположенный над герметизирующим слоем изделия, направление основы которой совпадает с направлением оси изделия.
7. Изделие трубчатой формы, выполненное способом по любому из пп.1-5, состоящее из цилиндрического корпуса с опорными кольцевыми шпангоутами и ниппельно-раструбными частями, образованными за одно целое с цилиндрической частью корпуса методом «мокрой» намотки, в котором для центровки и обеспечения обжатия при сборке герметизирующих колец смежной пристыкуемой к нему ниппельной частью, раструбная часть выполнена с заходной фаской, ограниченной упорной конической поверхностью раструбной части, при этом ее герметизирующий слой продлен за границы фаски и имеет гладкую внутреннюю поверхность, и при этом в концевой раструбной части вмотано металлическое кольцо с кольцевым стыковочным шпоночным пазом, скрепленное с силовой армировкой раструбной части радиально-ориентированными иглами и/или штифтами, например металлическими.
8. Изделие трубчатой формы, выполненное способом по любому из пп.1-5, состоящее из цилиндрического корпуса с опорными кольцевыми поясами-шпангоутами и ниппельно-раструбными стыковочными частями, выполненными методом «мокрой» намотки за одно целое с цилиндрическим корпусом изделия, образованным из двух скрепленных между собой посредством кольцевых поясов-шпангоутов обечаек, выполненных методом «мокрой» намотки - внутренней несиловой (газопроницаемой) и наружной силовой, дополнительно скрепленных между собой футеровочным герметизирующим слоем, образованным методами намотки, например, из пленки полиэтиленовой сшивающей, и одновременно раскрепленных антиадгезионным омоноличенным слоем, например, из фторопластовой пленки, при этом внутренняя и наружная обечайки изделия имеют 5-10 слоев армировки, намотанных из непереплетенных стеклоровингов - стекловолокон и/или стеклонитей, кольцевого и спирального направлений, и до двухсот слоев - для его опорных кольцевых поясов при объемном соотношении стеклоровингов кольцевого и спирального направлений соответственно от 1:1 до 5:1, при этом отвержденный композиционный стеклопластик каждого слоя изделия выполнен из покрытого парафиновым замасливателем алюмоборосиликатного стеклоровинга с диаметром волокон стеклоровинга от 9 до 15 мкм и линейной плотностью до 2520 текс при объемном соотношении непереплетенных стеклонитей и полимерного отвержденного связующего соответственно от 1:0,2 до 1:0,5 - для наружной силовой обечайки и соответственно от 1:0,4 до 1:0,8 - для внутренней несиловой обечайки.
9. Изделие трубчатой формы по п.8, отличающееся тем, что в качестве полимерного связующего для формирования внутренней и наружной обечаек применено гибридное полимерное эпоксидное связующее следующего состава, мас.ч.:
эпоксидиановая смола ЭД-20 95-105;
эпоксиалифатическая смола ДЭГ-1;
смола разбавитель-пластификатор 9-11;
триэтаноламинтитанат марки ТЭАТ-1;
третичный амин 9-13.
10. Изделие трубчатой формы по п.9, отличающееся тем, что, по крайней мере один, внутренний кольцевой слой ее внутренней обечайки выполнен с конусностью от 10 до 2°, направленной в сторону раструбной законцовки конструкции, и в качестве гибридного полимерного отвержденного эпоксидного связующего слой содержит отвержденную гибридную полимерную эпоксидную композицию состава, мас.ч.:
эпоксидиановая смола ЭД-20 95-105;
эпоксиалифатическая смола ДЭГ-1;
смола разбавитель, пластификатор 9-11;
триэтаноламинтитанат марки ТЭАТ-1;
третичный амин 9-13;
кварцевый песок с размерами песчинок от 40 до 50 мкм;
предпочтительно марки ВС-040-1 и/или ВС-050-1 10-50.
11. Изделие трубчатой формы, выполненное способом по любому из пп.1-5, состоящее из цилиндрического корпуса, образованного из двух тонкостенных обечаек с опорными кольцевыми поясами - шпангоутами и ниппельно-раструбными стыковочными частями, выполненными методом «мокрой» намотки за одно целое с цилиндрическим корпусом, в котором внутренняя обечайка выполнена с углами армирования от 50 до 85°, а наружная выполнена силовой с углами армирования от 25 до 45°, и при этом внутренняя обечайка выполнена с износостойким слоем, образованным методом «мокрой» намотки из алюмоборосиликатного стеклоровинга и полимерного отвержденного эпоксидного связующего с соотношением компонентов соответственно от 1:0,2 до 1:0,6, содержащего в отвержденной композиции мелкодисперсные частицы из кварцевого песка с соотношением частиц по отношению к массе гибридного связующего от 20 до 60%, при этом внутренняя и наружная обечайки разделены между собой антиадгезионным омоноличенным слоем, например, из фторопластовой пленки, цилиндрическая часть внутренней обечайки выполнена со сквозными отверстиями, образованными методами сверления и/или прокалывания, и в зонах расположения отверстий под разделительный слой уложена сухая стеклоткань с размерами от 30×30 до 70×70 мм и на разделительный слой обечаек методами намотки дополнительно нанесена герметизирующая прослойка, состоящая из 2-8 слоев термопластичной пленки, например фторопластовой.
12. Изделие трубчатой формы по п.11, отличающееся тем, что на ее внутренней силовой обечайке методом сверления и/или прокола образованы до двадцати сквозных отверстий диаметром 3-4 мм по 3-10 отверстий в каждом ряду.
13. Изделие трубчатой формы по п.12, отличающееся тем, что сквозные отверстия, выполненные во внутренней обечайке конструкции, подкреплены трубчатыми элементами, заведенными в эти отверстия со стороны герметизирующего слоя, омоноличенного с ее наружной несущей обечайкой.
14. Изделие трубчатой формы по любому из пп.11-13, отличающееся тем, что в краевой зоне раструбной части в плоскости установки стыковочной шпонки выполнены два радиально-ориентировочных сквозных резьбовых отверстия для установки винтов, предназначенных для обжимания шпонки при разборке трубчатых изделий, а для фиксации распорного кольца шпонки от осевого смещения в краевой раструбной части за металлическим кольцом дополнительно с расчетным шагом выполнены радиально ориентированные резьбовые отверстия для заведения в них радиальных резьбовых фиксаторов и/или винтов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234412C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| Пневматический анемометр | 1981 |
|
SU1030729A1 |
| US 3604463 A, 14.09.1971. | |||

