Область техники, к которой относится изобретение
Изобретение относится к транспортирующей системе для пластиковых контейнеров, например, заготовок, содержащей системы ориентации контейнеров и системы ориентации заготовок от этапа загрузки на транспортирующую линию до этапа выдувания контейнеров в выдувной машине.
Уровень техники
Необходимость расположения заготовок в процессе производства в заданном угловом положении существует, например, в производстве контейнеров, изготавливаемых из полиэтипентерефталата или других пластиковых материалов посредством выдувного формования, когда необходимо транспортировать заготовки от участка литьевого прессования, где они были изготовлены, к участку выдувного формования, где формуется контейнер.
Для специальных типов контейнеров, например, контейнеров для моющих средств с крышкой, действующей как дозатор или распылитель, садовых опрыскивателей и, в частности, бутылей или контейнеров с крышками, которые не имеют форму тела вращения, крышка, навинчиваемая на резьбовое горлышко выдутого контейнера, должна находиться в точном угловом положении относительно самого контейнера, что требует вставления заготовок в форму для выдувания с точной упорядоченной ориентацией резьбы относительно самой формы.
Если во время подачи в направлении выдувной машины заготовки должны свободно вращаться, например, в нагревательных печах, то для таких заготовок имеются системы ориентации, обеспечивающие заданную ориентацию перед их вставлением в формы.
Необходимость расположения предварительно выдутых контейнеров в процессе производства в заданном угловом положении существует, например, в процессах нанесения наклеек и печатания букв и/или логотипов на ассиметричных контейнерах.
Известны различные системы ориентации заготовок или контейнеров, но они не являются оптимальны.
Например, известны решения с использованием определения паза на горлышке заготовки или контейнера с помощью лазерного устройства. Это решение не позволяет обеспечить точную ориентацию, поскольку устройство требует обеспечения максимальной устойчивости и, соответственно, отсутствия вибраций, и действует в областях измерений близких к 0,1 мм. Паз дополнительно определяется с помощью сложного и дорогостоящего электронного устройства.
Другое решение включает в себя навинчивания захвата на горлышко, при этом захват выполняет функцию крышки. Однако адаптация машины является очень сложной, и требуются большие затраты на изготовление по специальному заказу. Сложная механическая часть и «медленные» перемещения дополнительно снижают эксплуатационные характеристики машины.
Другие решения включают в себя ориентирование заготовки только во время заключительного этапа транспортировки, т.е. непосредственно перед вставлением заготовки в формы для выдувания. Эти решения требуют высокоточной механической части, характеризуются «медленными» перемещениями и, соответственно, низкой производительностью и значительно снижают диапазон применяемых типов горлышек, подлежащих ориентации.
Кроме того, другие решения, обеспечивающие ориентацию заготовки и контейнера только во время заключительного этапа транспортировки, не обеспечивают сохранение ориентации во время транспортировки заготовки и контейнера, как к форме, так и к участку нанесения этикеток или печатания букв и/или логотипов, соответственно.
Задачей изобретения является создание транспортирующей системы для пластиковых контейнеров, которая позволит устранить вышеуказанные недостатки.
Раскрытие изобретения
Основная задача настоящего изобретения заключается в создании эффективной транспортирующей системы для пластиковых контейнеров, в частности, заготовок, снабженной средствами углового ориентирования контейнеров относительно заданной системы отсчета и способную к ориентации заготовок, например, от этапа загрузки на транспортирующую линию до этапа выдувания контейнеров в выдувной машине.
Указанная задача решена в транспортирующей системе для пластиковых контейнеров, в частности, заготовок, имеющих заданную точку отсчета, содержащей:
- транспортирующую цепь для контейнеров, образующую замкнутую транспортирующую линию, вращающуюся вокруг транспортирующего колеса,
- загрузочное колесо для контейнеров, расположенное на замкнутой транспортирующей линии рядом с транспортирующим колесом,
- множество захватов для захвата соответствующих контейнеров на участке взаимодействия с загрузочным колесом для образования объединенных пар захват-контейнер, при этом захваты расположены на транспортирующей пени,
- по меньшей мере один расположенный на замкнутой линии промежуточный участок для контейнеров, на котором объединенные пары захват-контейнер свободно вращаются вокруг оси вращения,
при этом согласно изобретению система содержит
- первые средства установления углового положения контейнеров на загрузочном колесе,
- вторые средства установления углового положения захватов на транспортирующем колесе для ориентации захватов перед захватом соответствующих контейнеров,
- третьи средства установления углового положения объединенных пар захват-контейнер для ориентации контейнеров после выхода из по меньшей одного промежуточного участка.
Другим объектом изобретения является способ установления углового положения пластиковых контейнеров, в частности, заготовок, осуществляемый с помощью вышеуказанной транспортирующей системы, содержащей транспортирующую цепь для контейнеров, образующую закрытую транспортирующую линию и вращающуюся вокруг транспортирующего колеса; загрузочное колесо для контейнеров, расположенное на замкнутой транспортирующей линии рядом с транспортирующим колесом; множество захватов для захвата соответствующих контейнеров на участке взаимодействия с загрузочным колесом с целью образования объединенных пар захват-контейнер, при этом захваты расположены на транспортирующей цепи; по меньшей мере один расположенный на замкнутой линии промежуточный участок для контейнеров, на котором объединенные пары захват-контейнер свободно вращаются вокруг оси вращения; при этом способ включает следующие этапы, на которых:
- устанавливают угловое положение контейнеров с помощью первого средства установления углового положения на загрузочном колесе,
- устанавливают угловое положение захватов с помощью второго средства установления углового положения на транспортирующем колесе перед захватом соответствующих контейнеров,
- устанавливают угловое положение объединенных пар захват-контейнер с помощью третьего средства установления углового положения после выхода из по меньшей мере одного промежуточного участка.
Установление углового положения контейнеров на загрузочном колесе включает в себя приведение в действие вставок для ориентации с помощью первой криволинейной направляющей, так чтобы каждая вставка оказывала воздействие на соответствующее горлышко контейнера до тех пор, пока она не будет вставлена в первый паз, расположенный на горлышке. Каждый контейнер подается на загрузочное колесо посредством вращения вокруг его оси за счет трения о вторую криволинейную направляющую, расположенную снаружи загрузочного колеса, до тех пор, пока вставка не будет вставлена в первый паз.
В отличие от этого, установление углового положения захватов на транспортирующем колесе включает в себя приведение в действие первого множества рычагов с помощью третьей криволинейной направляющей, так чтобы каждый рычаг оказывал воздействие на первую верхнюю часть соответствующего захвата до тех пор, пока соответствующий выступ не будет вставлен во второй паз, расположенный на первой верхней части. Каждый захват подается на загрузочное колесо посредством вращения вокруг его оси за счет трения о четвертую криволинейную направляющую, расположенную снаружи загрузочного колеса, до тех пор, пока выступ не будет вставлен во второй паз.
И, наконец, установление углового положения пар захват-контейнер после выхода из по меньшей мере одного промежуточного участка включает в себя приведение в действие второго множества рычагов, каждый из которых расположен на корпусе соответствующего захвата, с помощью пятой криволинейной направляющей, расположенной на участке направляющей цепи, так чтобы каждый рычаг оказывал воздействие на вторую верхнюю часть соответствующего захвата до тех пор, пока рычаг не будет вставлен с помощью соответствующего выступа в третий паз, расположенный на второй верхней части. Каждый захват после выхода из по меньшей мере одного промежуточного участка подается по транспортирующей линии, вращаясь вокруг оси за счет трения об участок контакта с участком направляющей до тех пор, пока выступ не будет вставлен в третий паз.
Первая и вторая верхние части каждого захвата и, соответственно, второй и третий пазы могут совпадать с альтернативным вариантом осуществления изобретения.
Комбинация имеющихся средств ориентации заготовок относительно абсолютной системы отсчета на загрузочном барабане и имеющихся средств ориентации захватов относительно вышеуказанной системы отсчета на транспортирующем колесе цепи, расположенном рядом с загрузочным барабаном, практически всегда позволяет знать ориентацию заготовок для оптимизации нагрева заготовок, даже когда они свободно вращаются, например, в нагревательных печах транспортирующей линии Окончательная ориентация комплекта захват-заготовка преимущественно осуществляется перед выталкиванием заготовок из захватов для восстановления требуемого положения входа в выдувную машину.
Такие системы ориентации позволяют получать точную упорядоченную ориентацию резьбы горлышка заготовок относительно формы, обеспечивая надлежащее прессование контейнеров с крышкой, действующей как дозатор или распылитель, или, в частности с крышками, которые по форме не являются телами вращения.
Если заготовки не должны вращаться на участке нагрева, может быть использована одна система ориентации заготовок на загрузочном барабане с нерегулируемыми захватами.
Преимуществами транспортирующей системы для заготовок согласно изобретению являются:
- возможность быстрого изменения угла ориентации;
- более безопасные и надежные системы ориентации с лучшим управлением ориентацией без повреждения заготовки, поскольку почти все операции ориентации выполняются на механических частях, а не на заготовке;
- полное подержание ориентации во время перемещения, поскольку ориентированные заготовки надежно захватываются, следовательно, заготовка не может вращаться или освобождаться из завершающего положения ориентации.
Захваты для захвата заготовок, расположенные на по меньшей мере нескольких звеньях транспортирующей цепи, содержат узел из соответственно соединенных элементов, перемещающихся относительно корпуса звена. Эти элементы содержат поворотный шестеренный вал, подъемную пластину, поворотный стержень и головку быстрого крепления горлышка заготовки.
Поворотный шестеренный вал выполняет две функции:
- обеспечивает вращение заготовки во время всего этапа нагрева, т.е., например, во время прохождения заготовки через печи; и
- обеспечивает угловое ориентирование с помощью паза, находящегося на боковой поверхности. Функция паза состоит в обеспечении точного положения шестеренного вала, а также поворотного стержня, и, соответственно, пластикового контейнера, подлежащего перемещению на первом этапе транспортировки.
Подъемная пластина выполняет три функции:
- обеспечивает подъем поворотного стержня после освобождения заготовки с помощью механической кулачковой системы о целью исключения взаимодействия с горлышком заготовки после ее выталкивания из захвата;
- обеспечивает вращение поворотного стержня, если узел, состоящий из шестеренного вала, подъемной пластины и стержня, находится в поднятом положении после освобождения заготовки во время ее перемещения в направлении участка взаимодействия с загрузочным барабаном;
- обеспечивает угловое ориентирование с помощью паза, находящегося на ее боковой поверхности. Функция последнего паза состоит в обеспечении точного положения захвата и, соответственно, заготовки на втором этапе транспортировки, прежде чем она будет освобождена.
Поворотный стержень, механически прикрепленный к зубчатому шестеренному валу и подъемной пластине, выполняет функцию вращения и подъема или опускания головки быстрого крепления и всего, что механически к ней присоединено.
При поднятии поворотного стержня пружина, расположенная между головкой быстрого крепления и корпусом звена цепи, сжимается и, соответственно, обеспечивает быстрое опускание этого стержня после освобождения подъемной пластины рядом с участком взаимодействия с загрузочным барабаном.
Предпочтительные варианты осуществления изобретения описаны в зависимых пунктах его формулы.
Другие особенности и преимущества изобретения станут более понятными из дальнейшего подробного описания предпочтительных, но не исключительных вариантов его осуществления со ссылкой на чертежи.
Краткое описание чертежей
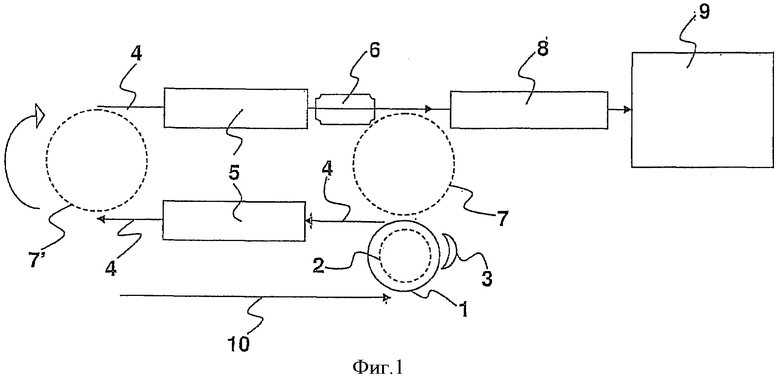
На фиг.1 показана схема части транспортирующей системы для перемещения заготовок согласно изобретению;
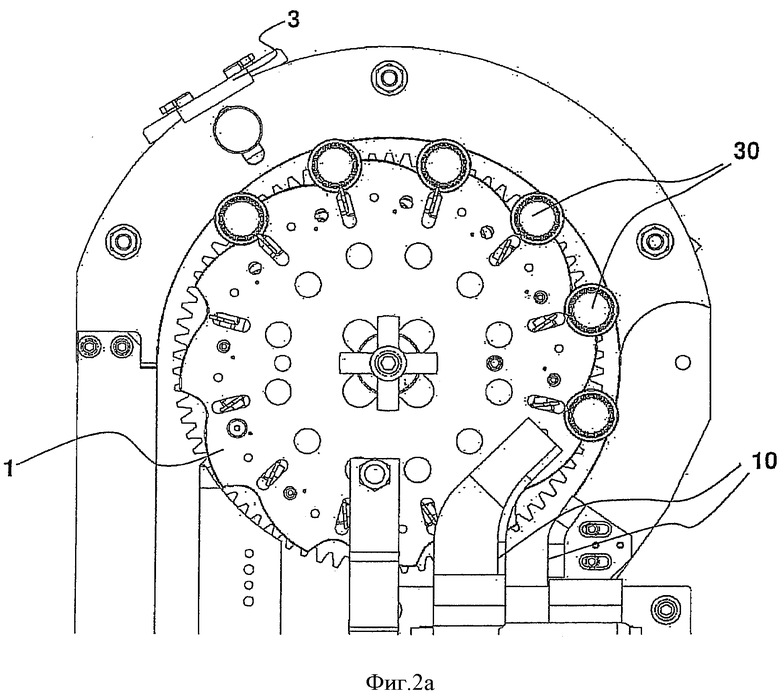
на фиг.2а - загрузочный барабан транспортирующей линии из системы, показанной на фиг.1, вид сверху;
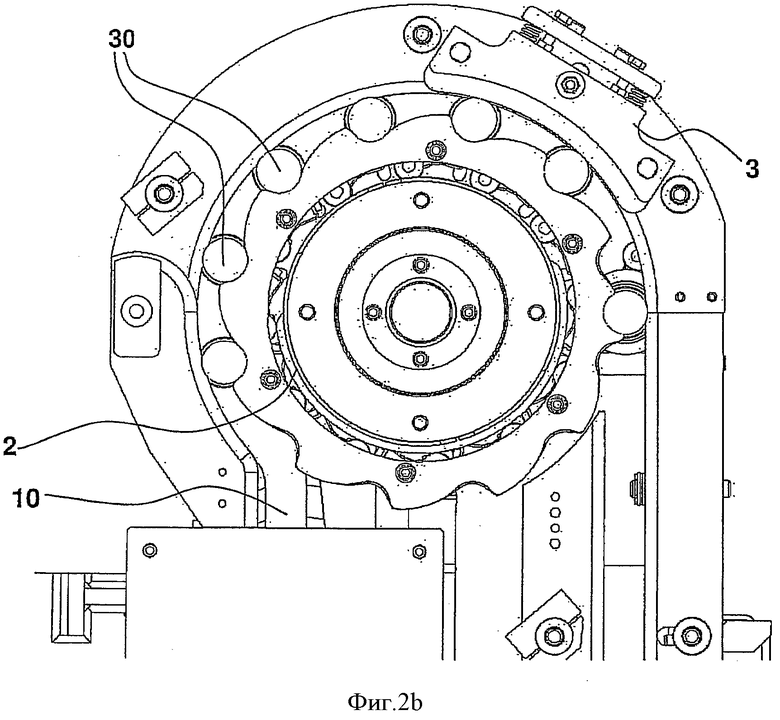
на фиг.2b - то же, вид снизу;
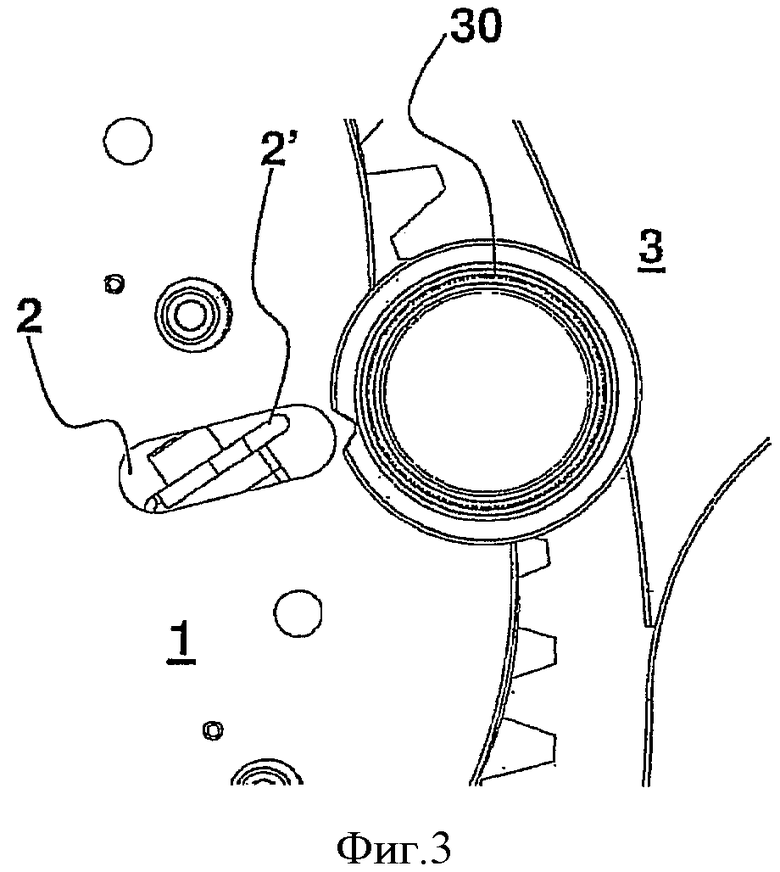
на фиг.3 и 4 - увеличенные виды частей, показанных на фиг.2;
на фиг.5а и 5b - заготовка в загрузочном барабане, показанном на фиг.2, в первом и втором положениях, соответственно, виды сверху;
на фиг.6 - колесо транспортирующей линии из системы, показанной на фиг.1, вид сверху;
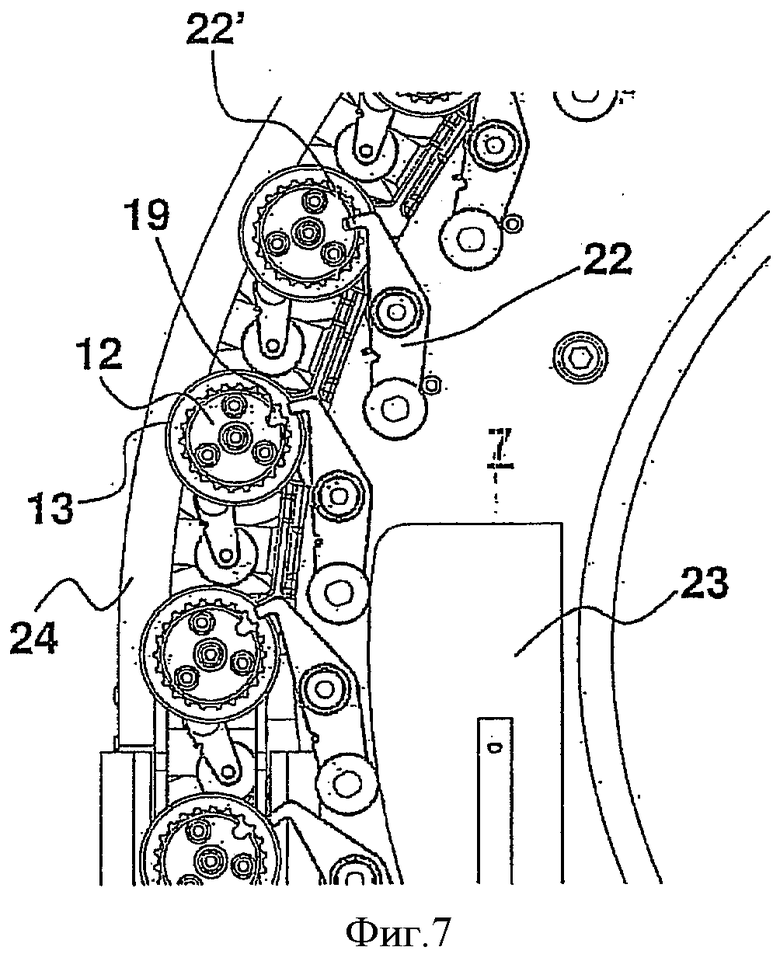
на фиг.7 - увеличенный вид части изображения из фиг.6;
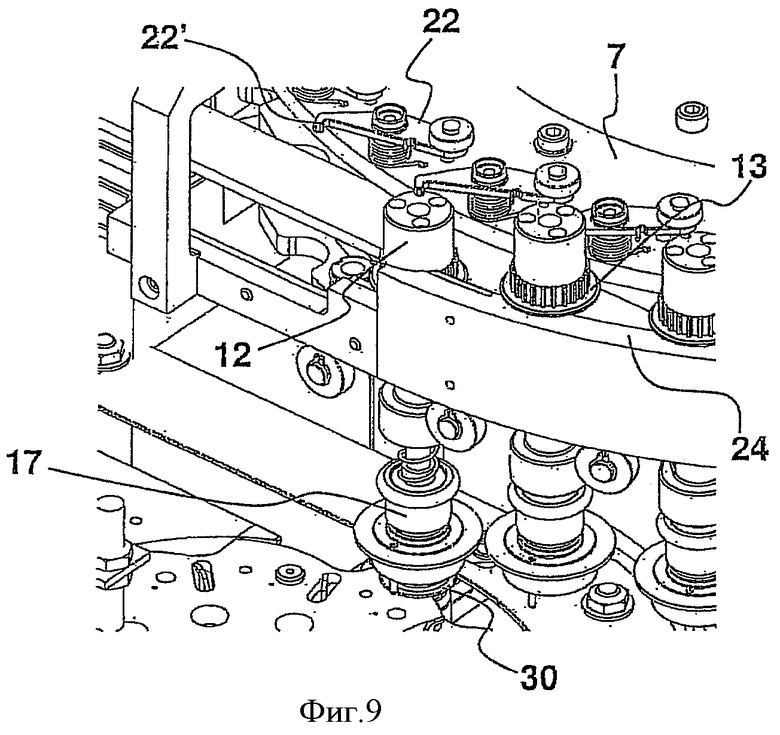
на фиг.8 и 9 - различные части колеса, показанного на фиг.6, виды в перспективе;
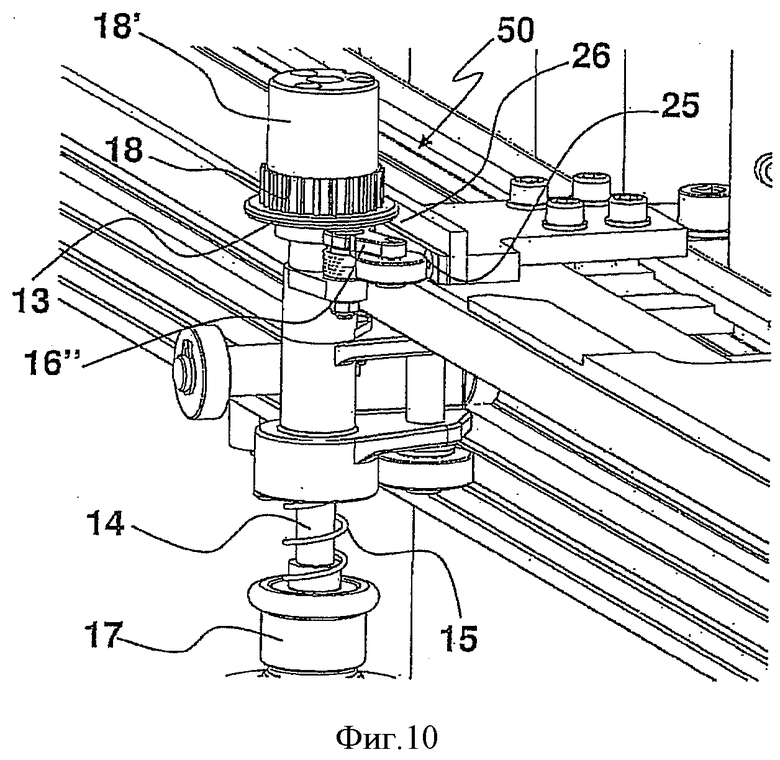
на фиг.10 - звено транспортирующей цепи на участке окончательной ориентации заготовок, вид в перспективе;
на фиг.11 - средство окончательной ориентации в звене цепи;
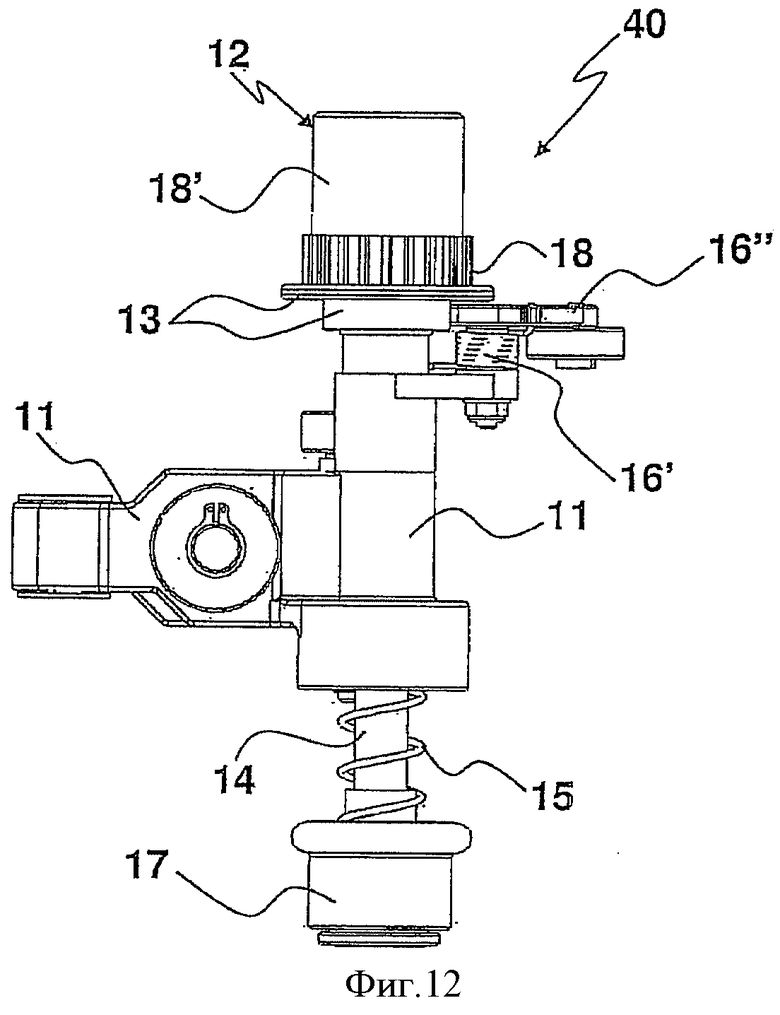
на фиг.12 - звено транспортирующей цепи, вид сбоку;
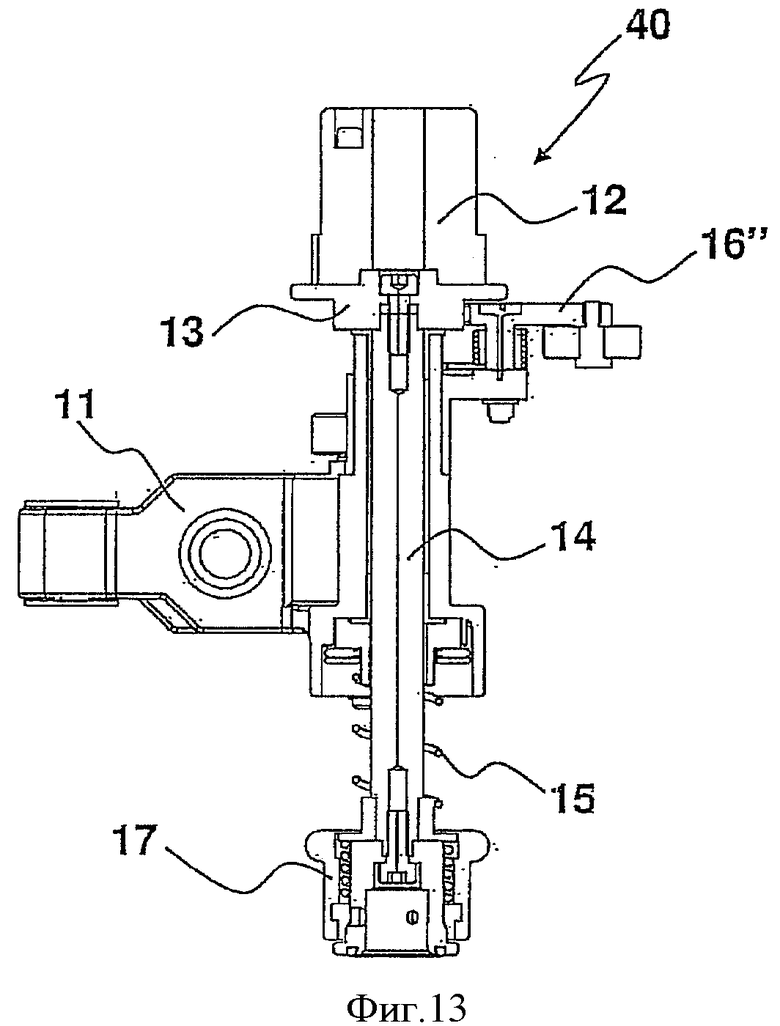
на фиг.13 - звено, показанное на фиг.12, вид в разрезе;
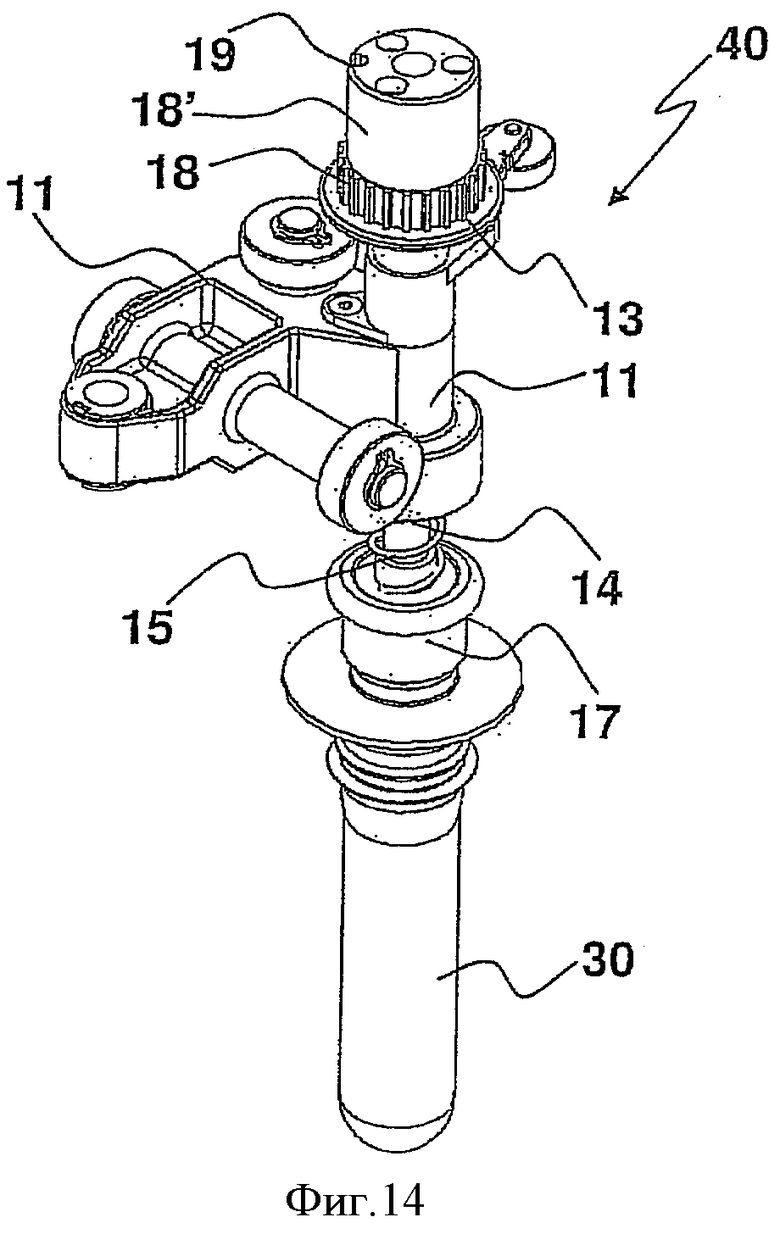
на фиг.14 - звено с заготовкой, прикрепленной к захвату, вид в перспективе;
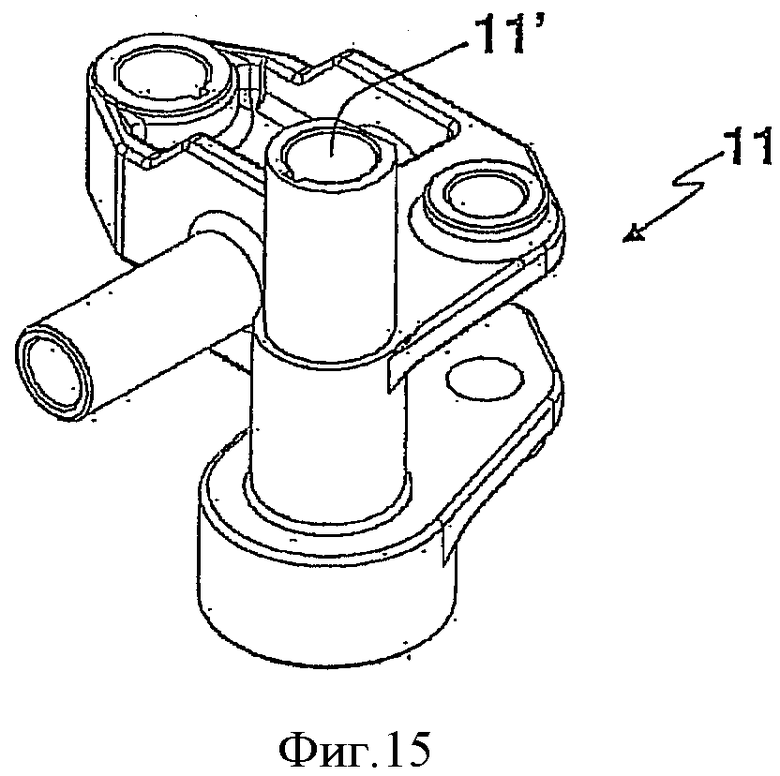
на фиг.15 - корпус звена цепи, вид в перспективе;
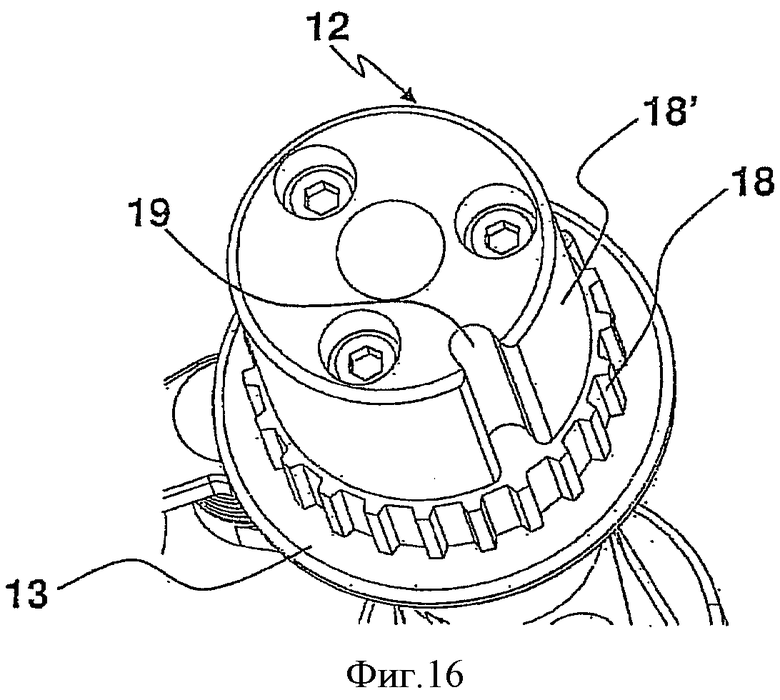
на фиг.16 - увеличенный вид компонента звена цепи.
Осуществление изобретения
На фиг.1 показана схема транспортирующей системы для заготовок пластиковых контейнеров, содержащей транспортирующую линию и выдувную машину 9 линейного типа.
Далее описана конструкция транспортирующей линии.
Транспортирующая линия для заготовок содержит:
- загрузочный желоб 10;
- загрузочный барабан или колесо 1 для заготовок;
- транспортирующую цепь 4, образующую замкнутый контур, в котором по меньшей мере несколько звеньев содержат захват для захвата и выталкивания соответствующей заготовки;
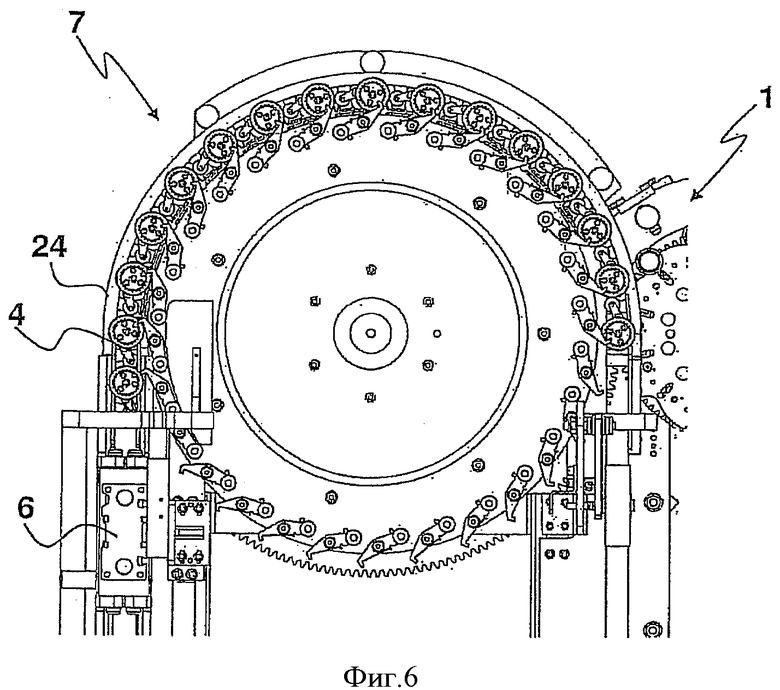
- транспортирующие колеса 7 и 7', по которым движется транспортирующая цепь;
- по меньшей мере один промежуточный участок, на котором заготовки свободно вращаются во время подачи; при этом промежуточный участок содержит, например, по меньшей мере одну печь 5 для нагрева заготовок;
- участок 6 ориентации заготовок с возможным изменением шага;
- участок 8 подачи ориентированных заготовок с возможным изменением шага в выдувную машину 9.
В варианте выполнения системы, показанном на фиг.1, транспортирующая цепь 4 следует по линии от колеса 7, проходит через нагревательные печи 5 и участок 6 ориентации и снова возвращается к колесу 7.
На участке взаимодействия колеса 7 с загрузочным барабаном 1 к цепи 4 с помощью захватов 40 крепятся заготовки, которые на участке взаимодействия того же колеса 7 с участком 6 ориентации заготовок выталкиваются из цепи 4 и последовательно транспортируются с помощью устройства подачи с возможным изменением шага в выдувную машиду 9.
Снаружи колеса 7 расположена неподвижная криволинейная направляющая 24, на виде в плане имеющая форму по существу концентрического полукруга. При этом неподвижная криволинейная направляющая 24 расположена между двумя участками взаимодействия, а ее профиль имеет подъем относительно плоскости замкнутой транспортирующей линии, т.е. плоскости, в которой движутся звенья цепи. Такая неподвижная криволинейная направляющая позволяет на одном ее конце поднимать захват с помощью первого желоба на участие входа захватов на колесо 7, а на другом ее конце опускать эти захваты с помощью второго желоба на участке выхода захватов из колеса 7 для крепления новых заготовок, которые вращаются на загрузочном барабане.
Каждый захват 40 содержит:
- корпус 11, полностью изготовленный из пластика и показанный на фиг.15, который можно прикрепить к звену цепи конвейера;
- поворотный шестеренный вал 12, расположенный над корпусом 11;
- подъемную пластину 13, расположенную между шестеренным валом 12 и верхней опорной поверхностью корпуса 11;
- поворотный стержень 14, выполненный с возможностью перемещения со скольжением через корпус 11 и механически прикрепленный к первому концу шестеренного вала 12 и к пластине 13;
- головку 17 быстрого крепления контейнеров, например, заготовок, механически прикрепленную ко второму концу стержня 14;
- пружину 15, расположенную между головкой 17 быстрого крепления и нижней опорной поверхностью корпуса 11;
- систему «пружина 16' - ориентирующий рычаг 16"», прочно присоединенную к корпусу 11 захвата для окончательной ориентации заготовок на участке 6 ориентирования.
Шестеренный вал 12, пластина 13, стержень 14 и головка 17 соединены между собой с образованием единого узла, имеющего возможность вращения и/или поступательного перемещения относительно общей оси.
Поворотный шестеренный вал 12 содержит зубчатый или рифленый участок 18 и гладкий участок 18', имеющий паз 19 для ориентации с целью фиксации заданной угловой ориентации захвата на первом этапе транспортировки.
Зубчатый или рифленый участок 18 обеспечивает соединение с зубчатым ремнем или другим подходящим средством передачи движения, входящим в состав по меньшей мере одного участка транспортирующей линии, на котором вращаются захваты и, соответственно, закрепленные заготовки для оптимизации их нагрева перед этапом выдувного формования.
В предпочтительном варианте осуществления изобретения, показанном на фигурах, зубчатый участок 18 является нижней частью шестеренного вала 12, а гладкий участок 18' является его верхней частью.
Однако могут быть и другие варианты осуществления изобретения, согласно которым зубчатый участок расположен в верхней части, а гладкий участок - в нижней части шестеренного вала, или, как вариант, зубчатый участок расположен в центральной части шестеренного вала, а гладкий участок разделен центральной частью на две части (верхнюю и нижнюю), при этом по меньшей мере одна из двух вышеуказанных частей имеет паз для ориентации.
Подъемная пластина 13 содержит две плоские соосно расположенные цилиндрические части (верхнюю и нижнюю) разного диаметра. Нижняя цилиндрическая часть меньшего диаметра имеет паз 20 для ориентации с целью фиксации заданной угловой ориентации захвата на втором этапе транспортировки.
Такая пластина 13 позволяет за счет соединения верхнего цилиндрического участка со неподвижной криволинейной направляющей 24 поднимать весь захват после освобождения заготовки или контейнера относительно плоскости, в которой расположена транспортирующая линия и, соответственно, транспортирующая цепь.
При отсутствии трения на зубчатом участке 18 шестеренного вала 12 пластина 13 также обеспечивает вращение захватов вокруг их оси за счет трения основной или боковой поверхностью верхней цилиндрической части пластины 13 о неподвижную криволинейную направляющую 24, расположенную снаружи транспортирующего колеса 7. Это вращение используется для ориентации захватов на транспортирующем колесе за счет вхождения соответствующих язычков в паз 20 для ориентации.
Поворотный стержень 14, механически соединенный с шестеренным валом 12 и подъемной пластиной 13, обеспечивает вращение и подъем или опускание головки 17 быстрого крепления и всего, что механически с ней соединено. Поднятие поворотного стержня 14 и, соответственно, головки 17 относительно плоскости, по которой движется транспортирующая цепь, приводит к сжатию пружины 15. Упругое усилие этой сжатой пружины обеспечивает быстрое опускание захвата на участке, на котором закреплены контейнеры или заготовки, после освобождения подъемной пластины 13 на конце неподвижной криволинейной направляющей 24.
Головка 17 быстрого крепления снабжена одной или несколькими механическими частями, форма которых соответствует форме горлышка закрепляемой или транспортируемой заготовки или контейнера.
В системе «пружина 16' - ориентирующий рычаг 16"», прочно присоединенной к корпусу 11 захвата, ориентирующий рычаг 16" преимущественно шарнирно установлен 10 на стержне, который прикреплен к корпусу 11, и вокруг которого расположена пружина 16', и на своем первом конце имеет выступ 27, например, образованный в форме язычка, предназначенного для вхождения в паз 20 для ориентации, выполненный в подъемной пластине 13. На втором конце рычага 16" имеется круглая часть, выполняющая функцию толкателя, который, следуя за профилем криволинейной поверхности, расположенной вдоль направляющего участка транспортирующей цепи, приводит в действие рычаг 16" за счет контакта выступа 27 с нижней цилиндрической частью пластины 13, имеющей паз 20. Во время этого контакта захват преимущественно поворачивается вокруг оси за счет трения, между верхней цилиндрической частью пластины 13 и контактной зоной на участке направляющей. Этот поворот, который осуществляется на максимальный угол примерно 360°, позволяет вставить выступ 27 в паз 20.
Пружина 16', когда рычаг 16" находится в действии, прикладывает необходимое усилие для введения выступа 27 в паз 20.
Пазы 19 и 20 в основном взаимно смещены, однако они также могут быть взаимно выровнены.
Корпус 11 захвата имеет ролики для более устойчивой подачи цепи вдоль направляющей транспортирующей линии.
В альтернативном варианте осуществления изобретения на захвате 40 может быть выполнен один паз для ориентации, расположенный на поворотном шестеренном валу или на подъемной пластине.
Предпочтительно на загрузочном барабане имеется первая система ориентации заготовок и/или на колесе 7 имеется вторая система ориентации захватов.
Далее описана система ориентации заготовок на загрузочном барабане.
Система ориентации заготовок, расположенная на загрузочном барабане 1, содержит криволинейную направляющую 2, расположенную под загрузочным барабаном и предназначенную для управления позиционированием или ориентацией вставок 2' для заготовок, и неподвижную криволинейную направляющую 3, расположенную снаружи загрузочного барабана и выполненную с возможностью обеспечения поворота заготовок вокруг оси за счет трения. Вставки 2' выступают из пазов на загрузочном барабане 1 с целью обеспечения их непосредственного взаимодействия в рабочем состоянии с горлышком заготовок при их подаче.
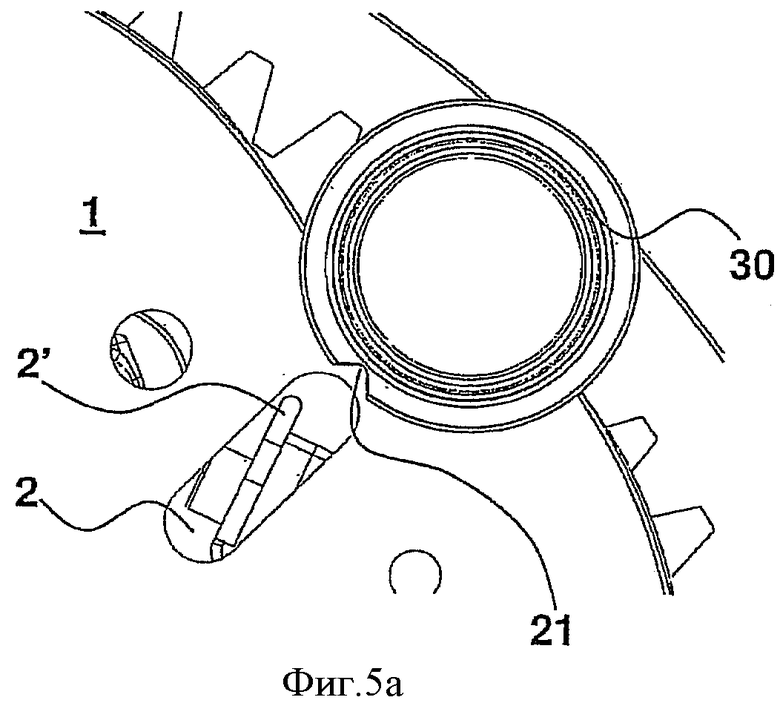
Заготовка 30, опускаясь по загрузочному желобу 10, входит на загрузочный барабан 1. Во время этого этапа криволинейная направляющая 2 обеспечивает соответствующий отход вставки 2' от наружной направляющей 3 заготовки (фиг.3 и 5а).
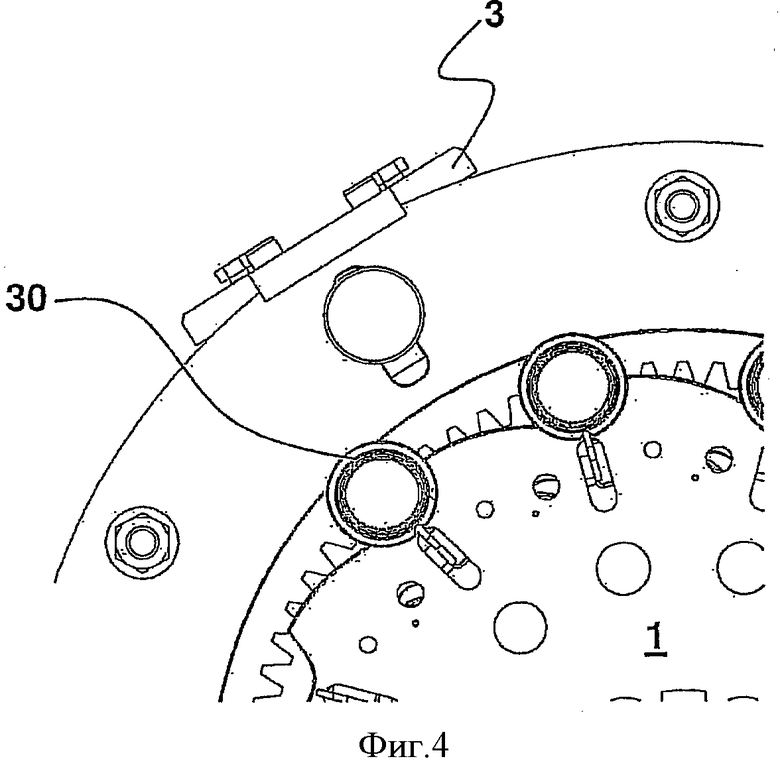
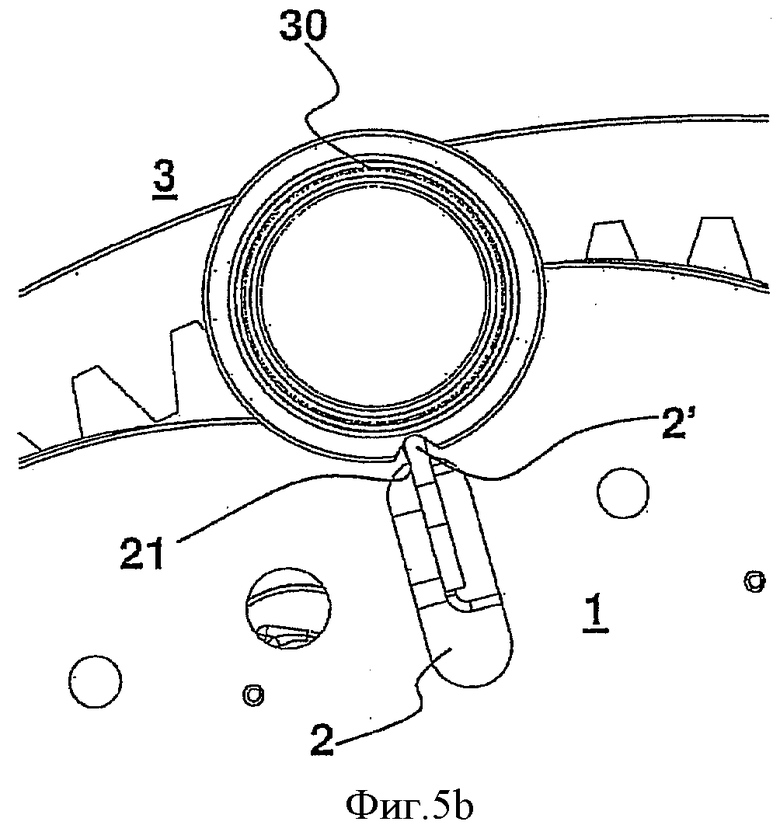
Во время вращения загрузочного барабана между заготовкой 30 и наружной направляющей 3 возникает трение, что автоматически вызывает поворот горлышка заготовки относительно оси. Соответственно, при подаче заготовки происходит ее поворот. Вставка 2' в это время управляется криволинейной направляющей 2, что создает незначительное давление на горлышко заготовки 30 для вхождения вставки 2' в паз 21 для ориентации (фиг.4 и 5b), выполненный на горлышке самой заготовки, например, на кольцевом выступе или кольце 31, окружающем горлышко. На этом этапе заготовка полностью ориентирована относительно загрузочного барабана 1. Паз 21 для ориентации может быть расположен в начальной точке резьбы для навинчивания крышки или в другом заданном исходном месте.
На фиг.5а показана заготовка, которая была только что загружена на загрузочный барабан, при этом соответствующая вставка 2' находится в убранном положении. В отличие от этого, на фиг.5b показана та же самая заготовка в следующий момент времени, когда вставка 2' помещена в паз 21.
Заготовка 30, сориентированная на загрузочном барабане 1, поступает на транспортирующую цепь 4, на которой заготовка 30 крепится с помощью захвата 40.
Далее описана система ориентации захвата на колесе 7.
Система ориентации захвата 40, расположенная на колесе 7, содержит:
- множество рычагов 22, снабженных соответствующими выступами 22', например, в виде язычков, шарнирно установленных по окружности рядом с наружным краем колеса 7;
- криволинейную направляющую 23, расположенную над колесом 7 на входном участке звена цепи на вышеуказанном колесе и предназначенную для управления рычагами 22 для ориентации имеющихся захватов в по меньшей мере нескольких звеньях цепи.
Когда цепь 4 движется вокруг колеса 7, каждый язычок 22' нажимает на поворотный шестеренный вал 12, расположенный на соответствующем звене цепи, с целью вхождения в паз 19 для ориентации. Эта ориентация облегчается тем, что при подаче цепи 4 она вращается вокруг оси с помощью неподвижной криволинейной направляющей 24. Сразу же после вхождения язычка 22' в паз 19 захваты будут сохранять заданную угловую ориентацию для полного крепления соответствующих предварительно ориентированных заготовок, которые вращаются на загрузочном барабане.
Далее описано крепление заготовок с помощью захватов, нагрев, окончательная ориентация и выталкивание заготовок из транспортирующей цепи.
Захваты 40 предварительно ориентируются на колесе 7 на участке взаимодействия между колесом 7 и загрузочным барабаном 1. Заготовки загружаются на участке опускания транспортирующей цепи 4 на конце неподвижной криволинейной направляющей 24.
Вертикальное движение вниз предварительно ориентированных захватов 40 обеспечивает введение части для быстрого крепления в горлышко соответствующих заготовок, также вращающихся и уже ориентированных на загрузочном барабане 1.
Преимущественно загрузочный барабан 1 и колесо 7 синхронизированы, чтобы обеспечивать полное крепление заготовок с помощью соответствующих захватов.
На этом этапе вставленные в захваты заготовки сохраняют ориентацию уже не с помощью загрузочного барабана, а относительно соответствующих захватов вдоль транспортирующей линии до их выталкивания из цепи 4.
На этой линии пары захват-заготовка, связанные с по меньшей мере одним из звеньев цепи 4, преимущественно свободно вращаются вокруг своей оси, проходя на по меньшей мере одном участке линии, содержащей, например, по меньшей мере одну печь 5 для оптимальной тепловой обработки корпуса заготовки, за исключением горлышка, для подготовки к этапу выдувания.
Например, в другом случае транспортирования предварительно выдутых контейнеров промежуточный участок, на котором пары захват-заготовка, связанные с по меньшей мере несколькими звеньями цепи 4, свободно вращаются вокруг своей оси, содержит, например, систему для нанесения покрытия или краски.
Это вращение вызывается взаимодействием зубчатого участка 18 каждого шестеренного вала 12 и зубчатого ремня или другого соответствующего средства передачи движения, входящего в состав печей 5.
Сразу же после достижения участка 6 ориентации с возможным изменением шага захваты снова ориентируются с помощью соответствующих ориентирующих рычагов 1б", снабженных соответствующими выступами 27, например, в форме язычка, расположенных на корпусе 11 захвата.
Криволинейная направляющая 25, расположенная на участке направляющей 50 подачи цепи 4 рядом с входным участком на транспортирующем колесе 7, приводит в действие ориентирующий рычаг 16" так, чтобы язычок 27 нажимал на нижнюю цилиндрическую часть пластины 13, в то время как участок 26 контакта участка направляющей 50 с верхней цилиндрической частью пластины 13 обеспечивает вращение вокруг оси самой пластины, создаваемое за счет трения, и, соответственно, вращение поворотного стержня и головки быстрого крепления, образующих захват. Это вращение обеспечивает вхождение язычка 27 в центрирующий паз 20 нижней цилиндрической части пластины 13. Последняя ориентация пластины определяет окончательное положение заготовки перед ее выталкиванием из конца 17 захвата.
Заготовки выталкиваются из цепи 4 при западной угловой ориентации с помощью выталкивающего устройства, которое выталкивает заданное количество заготовок, нажимая на них сверху вниз в соответствующих захватах. Эти захваты, каждый из которых содержит два захвата, которые совместно определяют форму чашки, адаптированной для захватывания заготовки над окружающим горлышко кольцом, приводятся в действие устройством подачи, которое без вращения захватов перемещает их через участок 8, расположенный рядом с выдувной машиной или прессом 9.
В устройстве подачи преимущественно изменяется шаг, когда расстояние между центрами форм выдувной машины 9 превышает расстояние между центрами заготовок в транспортирующей цепи 4.
Устройство подачи с изменением шага размещает ориентированные заготовки с шагом выдувки, а затем забирает заготовки из захватов и транспортирует их к форме выдувной машины или пресса 9.
Поднятие захвата 40 на входе в колесо 7 после выталкиваиия заготовки выполняется с помощью подъемной пластины 13, которая обеспечивает подъем поворотного стержня 14 за счет формы неподвижной криволинейной направляющей 24. Подъем поворотного стержня 14 приводит к сжатию пружины 15.
Пластина 13 дополнительно обеспечивает поворот стержня 14, если узел, состоящий из шестеренного вала 12, подъемной пластины 13 и стержня 14 находится в поднятом положении без трения на зубчатом участке 18 шестеренного вала 12. В этом случае вращение захватов вокруг оси обеспечивается за счет трения между основной или боковой поверхностью верхней цилиндрической части пластины 13 и неподвижной криволинейной направляющей 24. Это вращение предназначено для повторной ориентации захватов относительно загрузочного барабана с помощью множества рычагов 22, снабженных язычками 22', и неподвижной криволинейной направляющей 23.
Сразу же после достижения участка опускания для крепления новых заготовок пружина 15 обеспечивает быстрое опускание захвата после освобождения подъемной пластины 13 на конце неподвижной криволинейной направляющей 24.
Соответственно, цикл транспортировки начинается снова с крепления новых заготовок с помощью загрузочного барабана.
Преимущественно имеются соответствующие средства управления, содержащие, например, стопорные устройства, предназначенные для проверки положения вставок 2' и язычков 22' и определяющие ориентацию заготовки и захвата, соответственно. Таким образом, имеется возможность проверки правильности ориентации заготовок и захватов.
Описанная система ориентации с помощью захватов и транспортирующей цепи позволяют обеспечить точную ориентацию заготовок, вставляемых в формы выдувной машины при низких расходах без необходимости использования сложных и дорогостоящих механических систем управления.
Другим преимуществом является то, что угол ориентации может быть просто изменен за счет выполнения действий с крепежными средствами, например, винтами, которые крепят гладкий участок 18' поворотного шестеренный вал 12, имеющего паз 19 для ориентации, к подъемной пластине 13.


Изобретение относится к транспортирующей системе для пластиковых контейнеров, а также к способу установления углового положения пластиковых контейнеров. Транспортирующая система содержит транспортирующую цепь для контейнеров, вращающуюся вокруг транспортирующего колеса и образующую замкнутую транспортирующую линию. Загрузочное колесо для контейнеров расположено на замкнутой транспортирующей линии рядом с транспортирующим колесом. Множество захватов для захвата контейнеров на участке взаимодействия с загрузочным колесом для образования объединенных пар захват-контейнер расположены на транспортирующей цепи. Промежуточный участок для контейнеров, на котором объединенные пары захват-контейнер имеют возможность свободного вращения вокруг своей оси. Транспортирующая система содержит первые средства установления углового положения контейнеров на загрузочном колесе, вторые средства установления углового положения захватов на транспортирующем колесе, третьи средства установления углового положения объединенных пар захват-контейнер. Изобретение обеспечивает повышение эксплуатационных показателей транспортирующей системы для пластиковых контейнеров. 2 н. и 16 з.п. ф-лы, 18 ил.
1. Транспортирующая система для пластиковых контейнеров, в частности заготовок (30), имеющих заданную точку отсчета, содержащая:
- транспортирующую цепь (4) для контейнеров, вращающуюся вокруг транспортирующего колеса и образующую замкнутую транспортирующую линию,
- загрузочное колесо (1) для контейнеров, расположенное на замкнутой транспортирующей линии рядом с транспортирующим колесом (7),
- множество захватов (40) для захвата соответствующих контейнеров (30) на участке взаимодействия с загрузочным колесом (1) для образования объединенных пар захват - контейнер, при этом захваты расположены на транспортирующей цепи (4),
- по меньшей мере один расположенный на замкнутой линии промежуточный участок (5) для контейнеров, на котором объединенные пары захват - контейнер имеют возможность свободного вращения вокруг своей оси,
- первые средства (2, 2') установления углового положения контейнеров (30) на загрузочном колесе (1),
- вторые средства (22, 22', 23) установления углового положения захватов (40) на транспортирующем колесе (7) для ориентации захватов перед захватом соответствующих контейнеров,
- третьи средства (16", 27, 25) установления углового положения объединенных пар захват - контейнер для ориентации контейнеров после выхода из по меньшей одного промежуточного участка (5).
2. Транспортирующая система по п.1, в которой первые средства установления углового положения контейнеров содержат первую криволинейную направляющую (2) и вставки (2') для ориентации контейнеров, приводимые в действие с помощью первой криволинейной направляющей (2) для блокировки соответствующих контейнеров в заданном угловом положении, при этом первая криволинейная направляющая (2) и вставки (2') для ориентации расположены на загрузочном колесе (1).
3. Транспортирующая система по п.2, в которой вторая криволинейная направляющая (3) расположена снаружи загрузочного колеса (1) для обеспечения вращения контейнеров вокруг их оси за счет трения.
4. Транспортирующая система по п.3, в которой первая криволинейная направляющая (2) расположена под загрузочным колесом (1), а вставки (2') для ориентации выступают из пазов, выполненных на загрузочном колесе (1), чтобы после приведения в действие вставки имели возможность взаимодействия с горлышком соответствующего контейнера во время вращения.
5. Транспортирующая система по п.3, в которой вторые средства установления углового положения захватов содержат первое множество рычагов (22), снабженных соответствующими выступами (22') и расположенных по окружности рядом с наружным краем транспортирующего колеса (7), и третью криволинейную направляющую (23), предназначенную для приведения в действие рычагов (22) для блокировки соответствующих захватов в заданном угловом положении с помощью выступов (22').
6. Транспортирующая система по п.5, в которой снаружи транспортирующего колеса (7) расположена четвертая криволинейная направляющая (24) для обеспечения вращения захватов вокруг их оси за счет трения.
7. Транспортирующая система по п.6, в которой третья криволинейная направляющая (23) расположена над транспортирующим колесом (7) на входном участке звеньев транспортирующей цепи (4) транспортирующего колеса (7).
8. Транспортирующая система по п.6, в которой четвертая криволинейная направляющая (24) в плане имеет, по существу, полукруглую форму, концентричную транспортирующему колесу (7), а ее боковой профиль снабжен на двух концах соответствующим желобом для поднятия захватов на входном участке транспортирующего колеса (7) и опускания захватов на выходном участке транспортирующего колеса (7) соответственно.
9. Транспортирующая система по п.7, в которой четвертая криволинейная направляющая (24) в плане имеет, по существу, полукруглую форму, концентричную транспортирующему колесу (7), а ее боковой профиль снабжен на двух концах соответствующим желобом для поднятия захватов на входном участке транспортирующего колеса (7) и опускания захватов на выходном участке транспортирующего колеса (7) соответственно.
10. Транспортирующая система по п.6, в которой третьи средства установления углового положения объединенных пар захват - контейнер содержат второе множество рычагов (16"), каждый из которых снабжен соответствующими выступами (27) и расположен на корпусе (11) соответствующего захвата, и пятую криволинейную направляющую (25), которая расположена на участке направляющей цепи рядом с входным участком транспортирующего колеса (7) и которая предназначена для приведения в действие рычагов (16") с целью повторной блокировки соответствующих захватов в заданном угловом положении с помощью выступов (27).
11. Транспортирующая система по п.9, в которой имеется участок (26) контакта участка направляющей с частью (13) захватов для обеспечения вращения захватов вокруг их оси за счет трения.
12. Способ установления углового положения пластиковых контейнеров, в частности заготовок, в транспортирующей системе для контейнеров по любому из пп.1-10, содержащей транспортирующую цепь (4) для контейнеров, вращающуюся вокруг транспортирующего колеса (7) и образующую замкнутую транспортирующую линию, загрузочное колесо (1) для контейнеров, расположенное на замкнутой транспортирующей линии рядом с транспортирующим колесом (7), множество захватов (40) для захвата соответствующих контейнеров (30) на участке взаимодействия с загрузочным колесом (1) для образования объединенных пар захват - контейнер, при этом захваты расположены на транспортирующей цепи (4), по меньшей мере один расположенный на замкнутой линии промежуточный участок (5) для контейнеров, на котором объединенные пары захват - контейнер имеют возможность свободного вращения вокруг оси вращения, при этом способ включает в себя этапы, на которых:
- устанавливают угловое положение контейнеров (30) с помощью первого средства (2, 2') установления углового положения на загрузочном колесе (1),
- устанавливают угловое положение захватов (40) с помощью второго средства (22, 22', 23) установления углового положения на транспортирующем колесе (7) перед захватом соответствующих контейнеров,
- устанавливают угловое положение объединенных пар захват - контейнер с помощью третьего средства (16", 27, 25, 26) установления углового положения после выхода из по меньшей мере одного промежуточного участка (5).
13. Способ по п.12, в котором установление углового положения контейнеров (30) на загрузочном колесе (1) включает в себя приведение в действие вставок (2') для ориентации с помощью первой криволинейной направляющей (2) так, чтобы каждая вставка (2') имела возможность воздействия на соответствующее горлышко контейнера до тех пор, пока она не будет вставлена в первый паз (21), расположенный на горлышке.
14. Способ по п.13, в котором каждый контейнер (30) подают на загрузочное колесо (1) посредством вращения вокруг его оси за счет трения о вторую криволинейную направляющую (3), расположенную снаружи загрузочного колеса (1), до тех пор, пока вставка (2') не будет вставлена в первый паз (21).
15. Способ по п.14, в котором установление углового положения захватов (40) на транспортирующем колесе (7) включает в себя приведение в действие первого множества рычагов (22) с помощью третьей криволинейной направляющей (23) так, чтобы каждый рычаг (22) имел возможность воздействия на первую верхнюю часть (18') соответствующего захвата до тех пор, пока рычаг не будет вставлен с помощью соответствующего выступа (22') во второй паз (19), расположенный на первой верхней части (18').
16. Способ по п.15, в котором каждый захват (40) подают на загрузочное колесо (7) посредством вращения вокруг его оси за счет трения о четвертую криволинейную направляющую (24), расположенную снаружи загрузочного колеса (7), до тех пор, пока выступ (22') не будет вставлен во второй паз (19).
17. Способ по п.16, в котором установление углового положения объединенных пар захват - контейнер после выхода из по меньшей мере одного промежуточного участка (5) включает в себя приведение в действие второго множества рычагов (16"), каждый из которых расположен на корпусе (11) соответствующего захвата (40), с помощью пятой криволинейной направляющей (25), расположенной на участке направляющей цепи (4), так, чтобы каждый рычаг (16") имел возможность воздействия на вторую верхнюю часть (13) соответствующего захвата до тех пор, пока рычаг не будет вставлен с помощью соответствующего выступа (27) в третий паз (20), расположенный на второй верхней части (13).
18. Способ по п.16, в котором каждый захват (40) после выхода из по меньшей мере одного промежуточного участка (5) подают по транспортирующей линии посредством вращения вокруг оси за счет трения участка (26) контакта с участком (50) направляющей до тех пор, пока выступ (27) не будет вставлен в третий паз (20).
| МАШИНА ДЛЯ АВТОМАТИЧЕСКОГО ПОЗИЦИОНИРОВАНИЯ И ПОДАЧИ ТАРЫ | 1990 |
|
RU2086483C1 |
| Автоматический электрический переключатель | 1927 |
|
SU11137A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И/ИЛИ ВЫГРУЗКИ ЕМКОСТЕЙ СООТВЕТСТВЕННО В КАМЕРУ ОБРАБОТКИ И ИЗ НЕЕ | 1999 |
|
RU2184075C2 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1999 |
|
RU2171767C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕНОСА КОНТЕЙНЕРОВ | 1997 |
|
RU2159206C2 |
| Магнитная система привода | 1973 |
|
SU920974A1 |

