Область техники
Изобретение относится к системе синхронной транспортировки термопластичных емкостей, в частности, бутылей от линейной выдувной машины к роторной разливочной машине.
Уровень техники
Емкости из термопластичного материала, такого как полиэтилентерефталат (ПЭТ), обычно изготовляются с помощью выдувной машины. Как правило, используются выдувные машины линейного типа. После изготовления на линейной выдувной машине емкости передаются на разливочную машину, которая обычно представляет собой машину роторного типа, на которой эти емкости наполняются жидкостью.
Первая проблема систем транспортировки емкостей заключается в их сложности и больших габаритах.
Другой типичной проблемой при синхронной связи линейной выдувной машины с роторной разливочной машиной заключается в разнице скоростей их работы, т.е. в разнице между шагом выдувания и шагом заполнения.
Шаг в линейной выдувной машине равен расстоянию между центрами одного выдуваемого канала и соседнего канала в прессе, и он зависит от размера емкости; его стремятся сделать как можно меньше, при этом он должен обеспечивать требуемую прочность стенок пресс-формы.
Шаг в роторной разливочной машине равен расстоянию по периферии колеса разливочной машины между установочными местами расположенных рядом друг с другом емкостей. Этот шаг зависит от размера емкости, но, как правило, является величиной, кратной π, например, p=(πD)/n, где p – шаг, n – количество установочных мест и D – шаговый диаметр колеса разливочной установки.
Для решения проблемы разницы шагов выдувной и разливочной машин между этими двумя машинами обычно используются соединительные ремни для накопления емкостей, которые, не ограниченные больше шагом выдувки выдувной машины, могут свободно подаваться на колесо разливочной машины.
В качестве альтернативы системе накопления бутылей в синхронном производстве используется система изменения шага, приспособленная для перехода от шага выдувки к шагу заполнения, чтобы обеспечить возможность загрузки емкостей на колесо или звездочку разливочной машины, имеющую такую же окружную скорость, что и колесо разливочной машины на точке обмена. В таких системах соединение между двумя машинами, как правило, обеспечивается с помощью сложных захватных цепных систем для передачи бутылей.
Однако известные решения делают общие габариты системы транспортировки слишком большими, а конструкцию системы слишком сложной.
Таким образом, существует необходимость в разработке системы транспортировки, в которой были бы решены все вышеупомянутые проблемы.
Раскрытие изобретения
Основной задачей изобретения является создание системы транспортировки для синхронной передачи емкостей от линейной машины на роторную машину более простым и более удобным способом.
Другой задачей изобретения является создание системы транспортировки, которая даже в случае разности шагов выдувки и заполнения давала бы возможность простого изменения величины шага, устраняя необходимость в использовании средств накопления или других систем изменения шага.
Эти и другие задачи изобретения решаются системой транспортировки емкостей из термопластичного материала от линейной машины на роторную машину, включающей в себя:
– первое линейное передаточное устройство, приспособленное для подбора емкостей от линейной машины в зоне подбора A и перемещения вдоль первой оси X от указанной зоны подбора A в зону обмена B и наоборот;
– колесо, на периферии которого расположены установочные места для емкостей, при этом колесо приспособлено для взаимодействия с роторной машиной и вращения относительно второй оси Z, перпендикулярной первой оси X;
– по меньшей мере одно второе линейное передаточное устройство, приспособленное для подбора емкостей от первого линейного передаточного устройства в зоне обмена B и передачи этих емкостей к установочным местам, при этом по меньшей мере одно второе линейное передаточное устройство приспособлено для перемещения параллельно первой оси X из зоны обмена B в зону разгрузки C рядом с колесом и наоборот; при этом
первое линейное передаточное устройство 2 содержит удерживающие средства 8, 108 для удержания емкостей, а по меньшей мере одно второе линейное передаточное устройство 12, 22, 112 содержит захватные средства 18, 28, 118 для захвата емкостей из соответствующих удерживающих средств 8, 108 в зоне обмена B, причем указанные удерживающие средства 8, 108 расположены равномерно друг от друга на расстоянии первого шага, равного шагу указанных захватных средств 18, 28, 118;
установочные места 34 расположены друг от друга на одинаковом расстоянии второго шага, отличного от первого шага, и имеют такую форму, что периферия колеса 32 представляет собой пилообразный профиль.
Изобретение также относится к способу транспортировки емкостей из термопластичного материала от линейной машины на роторную машину, включающему в себя этапы, на которых:
– подбирают емкости с линейной машины в зоне подбора A и перемещают их вдоль первой оси X из зоны подбора A в зону обмена B посредством первого линейного передаточного устройства;
– подбирают емкости с первого линейного передаточного устройства в зоне обмена B и перемещают их посредством по меньшей мере одного второго линейного передаточного устройства на установочные места колеса, вращающегося относительно второй оси Z и взаимодействующего с роторной машиной.
Использование по меньшей мере одного второго линейного передаточного устройства, расположенного между зоной обмена B и зоной разгрузки C, обеспечивает значительное уменьшение габаритов без необходимости в использовании соединительных ремней, обеспечивающих накопление емкостей, и без необходимости в использовании систем и/или операций для изменения шага, например, посредством сложных захватных цепных передаточных устройств.
Кроме того, конструкция периферии или наружной кромки колеса позволяет обеспечить возможность передачи емкостей непосредственно, без каких-либо промежуточных средств, от по меньшей мере одного второго линейного передаточного устройства на колесо. Как правило, передача емкостей от первого линейного передаточного устройства на по меньшей мере одно второе линейное передаточное устройство также осуществляется непосредственно, без каких-либо промежуточных устройств.
Предпочтительно, система включает в себя два вторых линейных передаточных устройства, работающих попеременно, обеспечивая постоянную и непрерывную подачу емкостей на колесо разливочной машины.
Первое линейное передаточное устройство и/или колесо могут являться компонентами линейной выдувной машины и разливочной машины, соответственно.
Предпочтительно, описанная выше система транспортировки предназначена исключительно для транспортировки емкостей от линейной машины на роторную машину, но не наоборот.
Предпочтительно, зона подбора A, зона обмена B и зона разгрузки C расположены друг за другом в направлении по оси X. В частности, зона за линейной машиной, например, линейной выдувной машиной, является зоной подбора A. Зона, в которой расположена роторная машина, например, роторная разливочная машина, и в которой, в частности, расположено колесо, представляет собой зону разгрузки C. Зона обмена B располагается между зоной подбора A и зоной разгрузки C.
Зависимые пункты формулы изобретения характеризуют предпочтительные варианты его осуществления.
Другие особенности и преимущества изобретения станут более понятными из дальнейшего описанием предпочтительного, но не исключительного, варианта осуществления изобретения со ссылками на чертежи.
Краткое описание чертежей
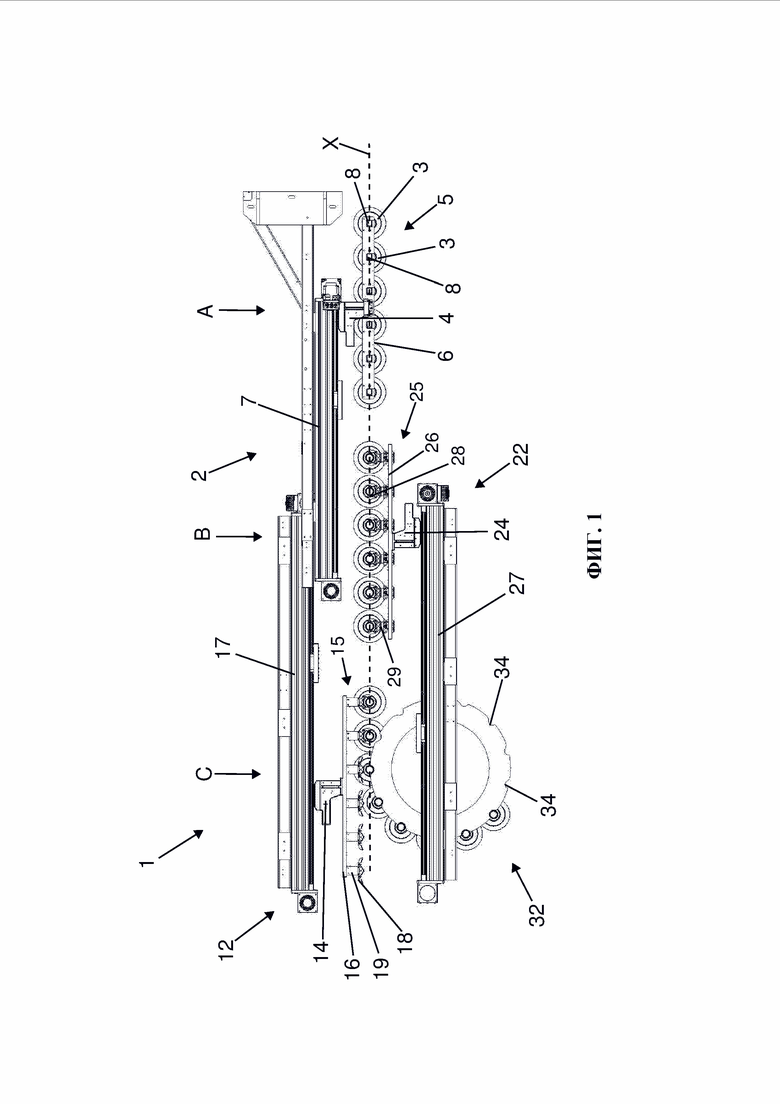
На фиг. 1 показана система транспортировки в первом рабочем положении согласно первому варианту выполнения, вид сверху;
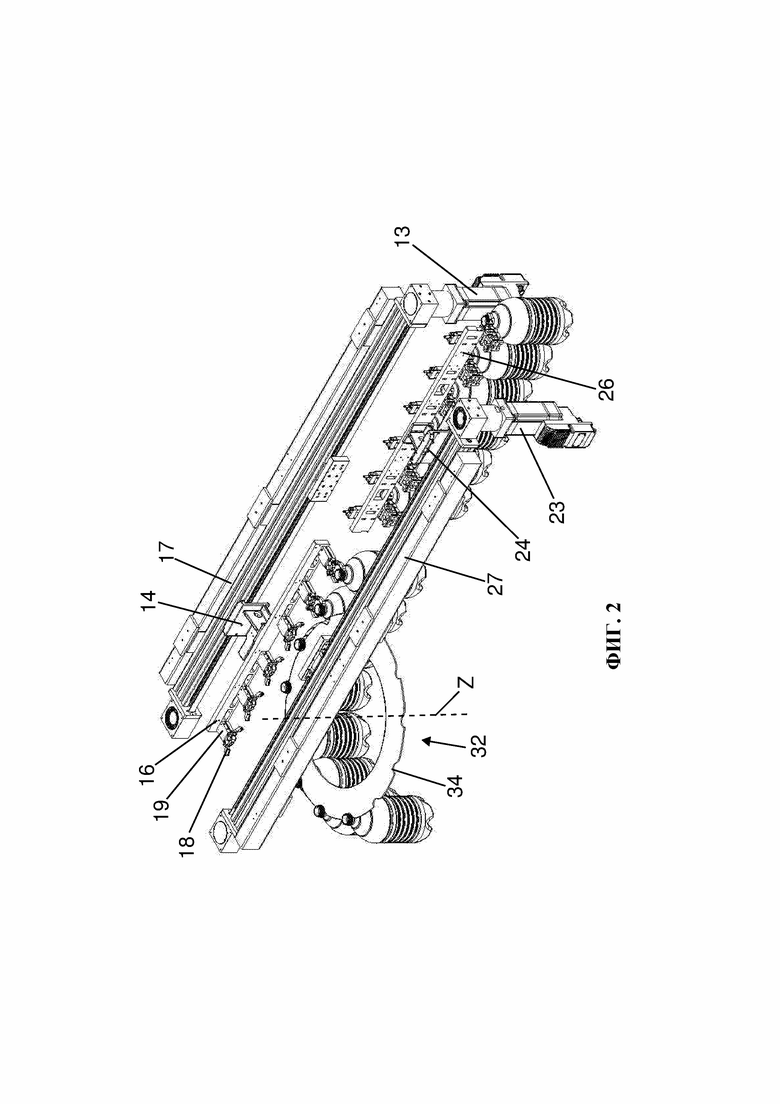
на фиг. 2 – часть системы по фиг. 1, первый вид в перспективе;
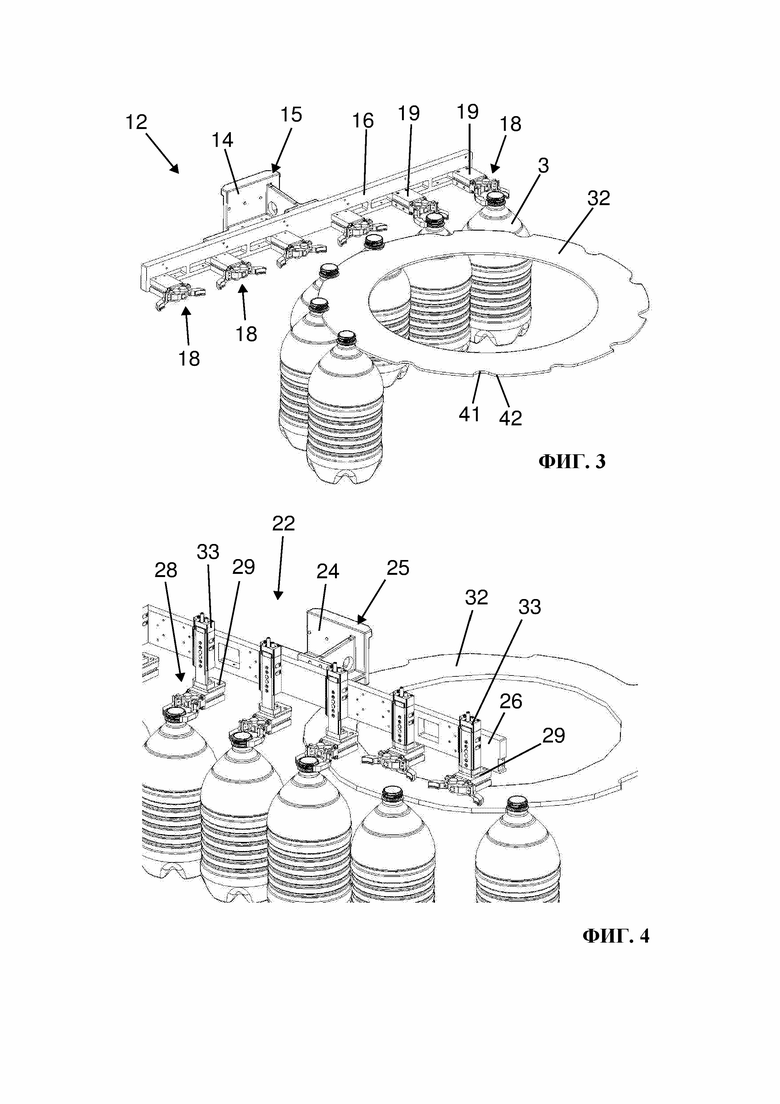
на фиг. 3 – часть системы по фиг. 1, второй вид в перспективе;
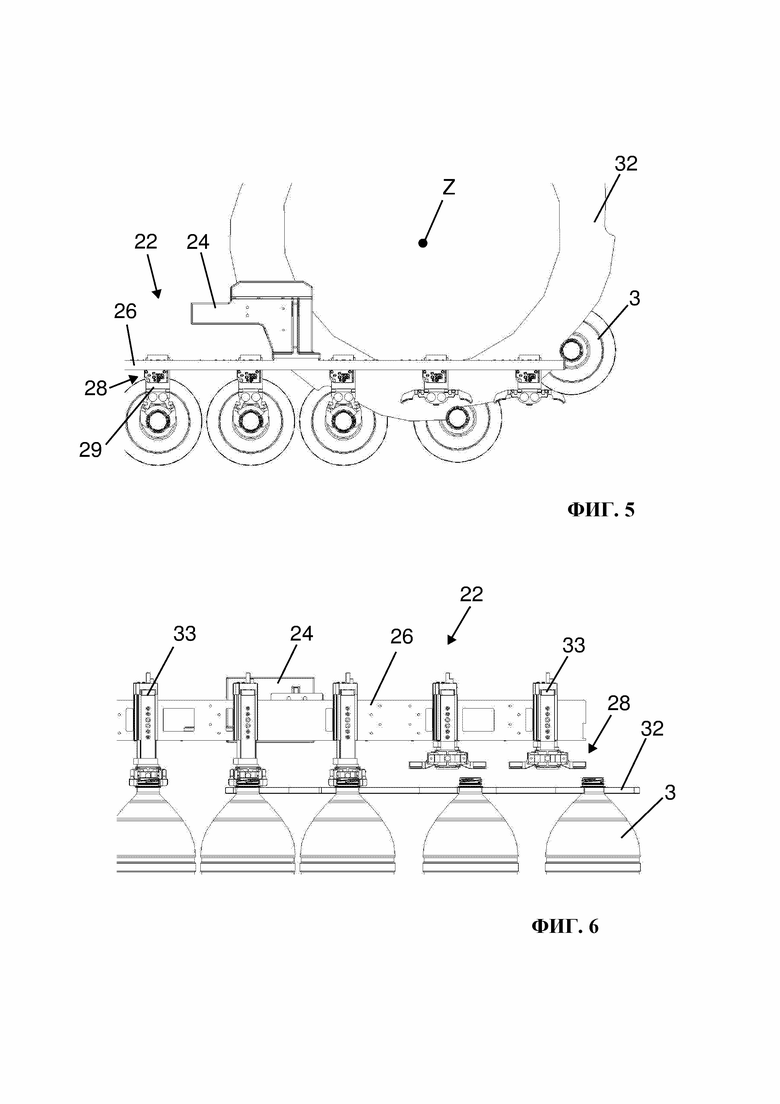
на фиг. 4 – часть системы по фиг. 1 во втором рабочем положении, вид в перспективе;
на фиг. 5 – часть системы по фиг. 4, вид сверху;
на фиг. 6 – часть системы по фиг. 4, вид спереди;
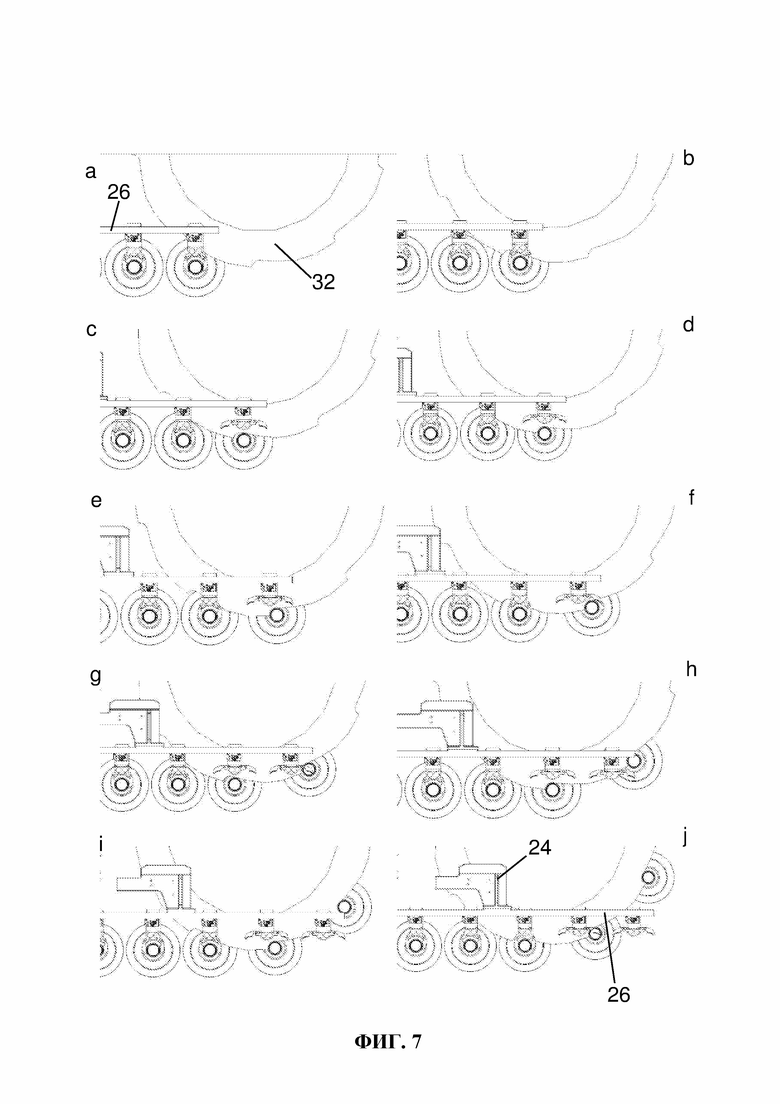
на фиг. 7a-7j – последовательность этапов при работе системы согласно изобретению;
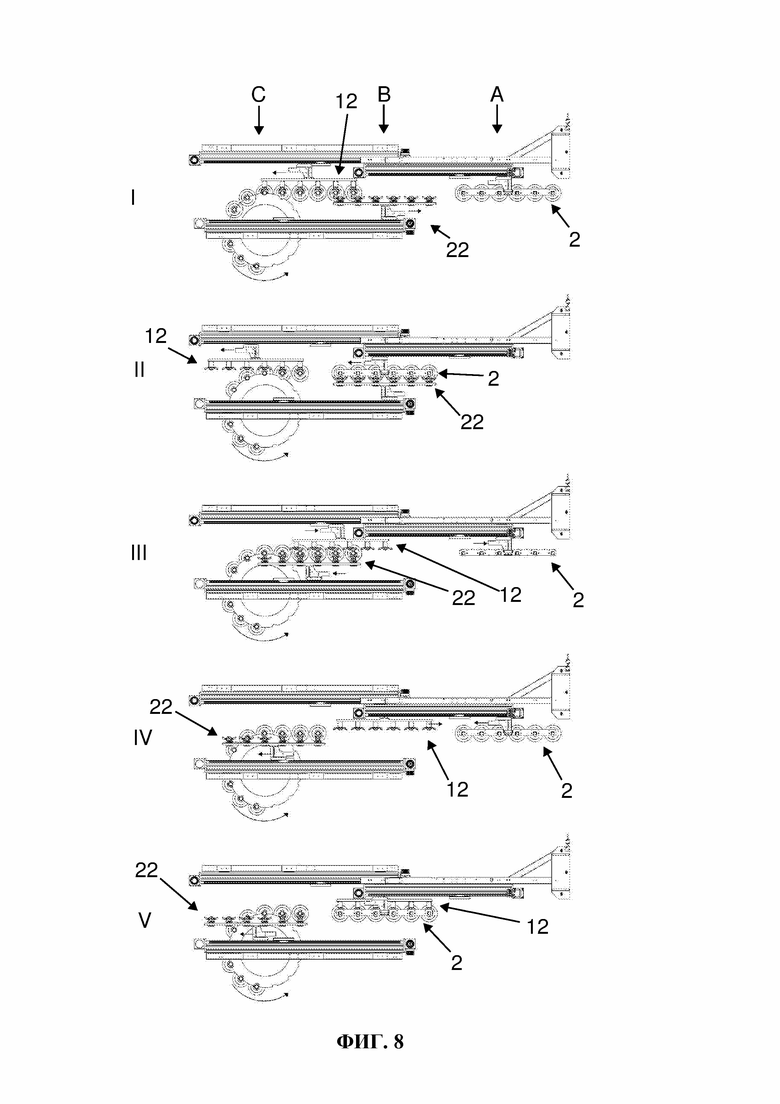
на фиг. 8I-8V – последовательность этапов при работе системы согласно изобретению;
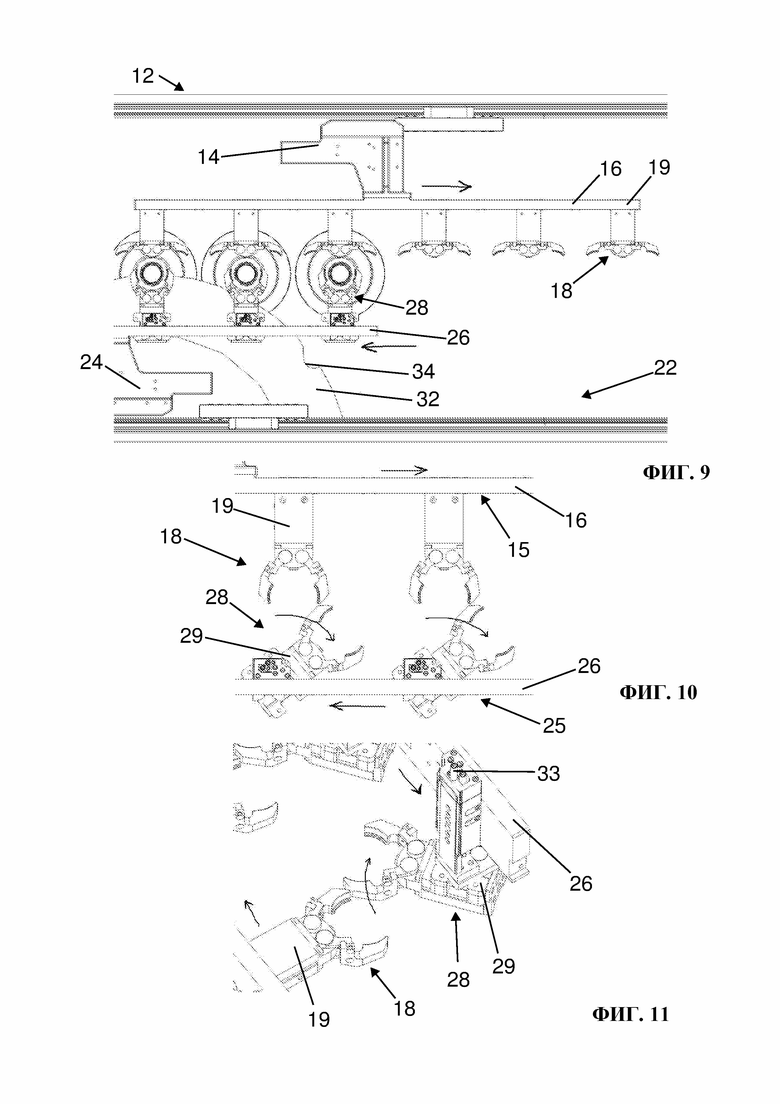
на фиг. 9 – система по фиг. 1, вид сверху;
на фиг. 10 и 11 – конкретный вариант выполнения системы по фиг. 1, виды сверху и в перспективе, соответственно;
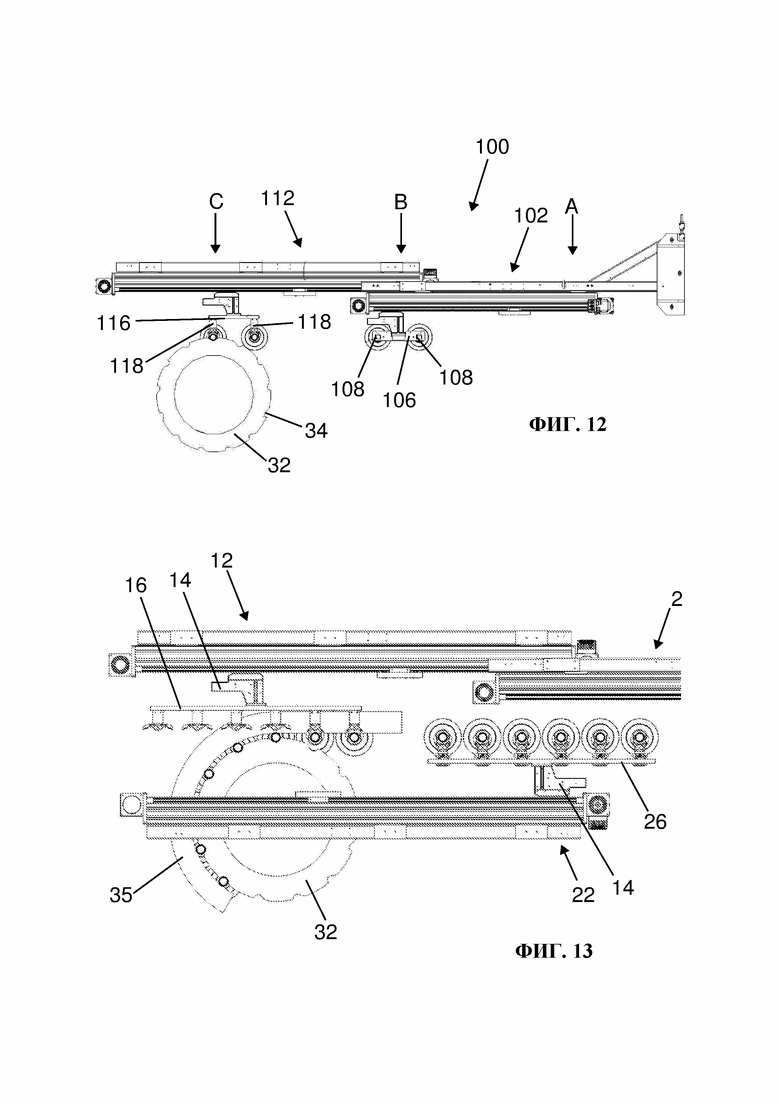
на фиг. 12 – система транспортировки согласно изобретению по второму варианту ее выполнения, вид сверху;
на фиг. 13 – другой вариант выполнения системы согласно изобретению, вид сверху.
Осуществление изобретения
Одинаковые элементы или компоненты на чертежах обозначены одинаковыми позициями.
Первый вариант выполнения системы 1 транспортировки термопластичных емкостей от линейной машины на роторную машину (обе вышеупомянутые машины не показаны) представлен на фиг. 1 – 11.
В частности, система согласно изобретению может быть использована для транспортировки бутылей 3, выходящих из линейной выдувной машины, на которой они были изготовлены, на роторную разливочную машину, на которой производится их заполнение жидкостью, например, водой.
Как правило, бутыли имеют горлышко с кольцом, называемым также горловым кольцом, и выполнены из термопластичного материала, например, из полиэтилентерефталата (ПЭТ).
Зона, расположенная по потоку ниже линейной выдувной машины, называется зоной подбора A или зоной выхода выдувной машины. Ниже по потоку за линейной выдувной машиной расположено линейное передаточное устройство 2, которое названо первым линейным передаточным устройством 2.
Первое линейное передаточное устройство 2 включает в себя подвижную часть 5, содержащую каретку 4, установленную с возможностью скольжения по рельсу 7, так что подвижная часть 5 может перемещаться вдоль прямолинейной оси X. В частности, первое линейное передаточное устройство 2 может перемещаться от зоны подбора A до зоны обмена B. Для перемещения каретки 4 первого линейного передаточного устройства 2 имеется соответствующее приводное средство (не показано), например, электродвигатель.
Помимо каретки 4, подвижная часть 5 первого линейного передаточного устройства 2 содержит расположенную вдоль оси X продольную пластину 6 и удерживающие средства 8.
В частности, пластина 6, прикрепленная к каретке 4, содержит множество удерживающих средств 8, приспособленных для удержания горлышек бутылей 3, выходящих из линейной выдувной машины. Предпочтительно, каретка 4 расположена приблизительно посередине пластины 6 в продольном направлении по оси X.
Предпочтительно, удерживающие средства 8 представляют собой захватные устройства, например, зажимы, вставляемые в горлышки бутылей, хотя могут применяться удерживающие средства других типов. Каждое удерживающее средство 8 приспособлено для фиксации соответствующей бутыли 3, как показано, например, на фиг. 1. Все удерживающие средства 8 являются одинаковыми и расположены по оси X на расстоянии заданного шага или межцентрового расстояния, равного шагу линейной выдувной машины. В рассматриваемом варианте выполнения имеется шесть удерживающих средств 8, хотя может быть и другое количество удерживающих средств, например, два, три, четыре, пять или более шести.
Зона, в которой расположена роторная разливочная машина, названа зоной разгрузки C, при этом вышеупомянутая зона обмена B расположена между зоной подбора A и зоной разгрузки C (фиг. 1). В зоне разгрузки C расположено колесо или звездочка 32, на которую помещаются бутыли, подлежащие наполнению. Периферийная часть колеса 32 выполнена так, что она содержит установочные места 34 для бутылей, в частности, по одному установочному месту для каждой бутыли. Установочные места 34 представляют собой углубления относительно внешней кромки или профиля колеса 32, и, предпочтительно, имеют такую форму, что горловое кольцо бутыли плотно прижимается к верхней поверхности колеса в установочных местах 34, так что бутыли оказываются подвешенными.
Предпочтительно, система транспортировки во всех вариантах ее выполнения содержит направляющую 35, или внешнюю направляющую, расположенную, по меньшей мере частично, вдоль периферии колеса 32 так, что емкости остаются в подвешенном состоянии за счет совместного действия колеса 32 и направляющей 35. Предпочтительно, направляющая 35 содержит по меньшей мере один криволинейный участок, повторяющий внешнюю кромку колеса 32, и, при необходимости, также прямолинейный участок.
Например, колесо 32 содержит внешнюю направляющую 35 (фиг. 13), проходящую по меньшей мере частично вдоль периферии колеса 32 и являющуюся опорой для горлышек бутылей после их поступления на колесо 32. Таким образом, бутыли остаются подвешенными на колесе 32, и при этом одна часть их горлышка опирается на соответствующее установочное место 34, а другая часть – на внешнюю направляющую 35, не показанную на фиг. 1 – 12 для обеспечения лучшей видимости других компонентов.
Установочные места 34 расположены на одинаковом расстоянии друг от друга, с шагом, который равен или отличается, например, больше, от шага удерживающих средств 8 линейного передаточного устройства 2.
Колесо 32 может вращаться относительно оси Z, перпендикулярной оси X. В рассматриваемом варианте выполнения вращение колеса происходит в направлении против часовой стрелки, и ось вращения Z проходит через центр колеса 32.
В этом первом варианте выполнения имеются два дополнительных линейных передаточных устройства, расположенных одно напротив другого: дальнее линейное передаточное устройство 12 и ближнее линейное передаточное устройство 22, в соответствии с их расположением относительно оси вращения Z колеса 32.
Дальнее линейное передаточное устройство 12 и ближнее линейное передаточное устройство 22 включают в себя подвижную часть 15, 25, содержащую каретку 14, 24, продольную пластину 16, 26, параллельную оси X, и захватные средства 18, 28, соответственно.
В частности, каретка 14, 24 содержит прикрепленную к ней соответствующую пластину 16, 26, на которой расположено множество захватных средств 18, 28, которые захватывают горлышки бутылей, поступающих в зону обмена B.
Предпочтительно, ближнее линейное передаточное устройство 22 расположено над колесом 32, точнее говоря, над плоскостью, в которой расположено колесо 32.
Предпочтительно, каждая каретка 14, 24 расположена приблизительно посередине соответствующей пластины 16, 26 в продольном направлении по оси X. Каждая каретка 14, 24 установлена с возможностью скольжения на соответствующем рельсе 17, 27, так что подвижная часть 15, 25 может перемещаться вдоль оси X. В частности, каждая каретка 14, 24 скользит вдоль своей оси, параллельной оси X.
Предпочтительно, рельс 27 ближнего линейного передаточного устройства 22 накладывается на диаметр действия колеса 32, т.е. рельс 27 пересекает диаметр колеса 32 и расположен выше колеса 32. Подвижная часть 25 ближнего линейного передаточного устройства 22, когда она находится в зоне разгрузки C (фиг. 4, 5), расположена по меньшей мере частично в пределах размера колеса 32, т.е. частично внутри указанного диаметра действия и над указанным колесом.
В отличие от рельса 27, рельс 17 дальнего линейного передаточного устройства 12 не накладывается на диаметр действия колеса 32, т.е. находится полностью вне колеса 32. Подвижная часть 15 дальнего линейного передаточного устройства 12, когда она находится в зоне разгрузки C (фиг. 1-3), расположена вне размера колеса 32, иными словами, радиально снаружи колеса 32, т.е. снаружи указанного диаметра действия.
Предпочтительно, дальнее и ближнее линейные передаточные устройства 12 и 22 и, следовательно, их рельсы 17 и 27 установлены на соответствующей раме, расположенной между линейной выдувной машиной и роторной разливочной установкой. Предпочтительно, первое передаточное устройство 2 соединено с линейной выдувной машиной.
Для перемещения каретки 14 дальнего передаточного устройства 12 и каретки 24 ближнего передаточного устройства 22 имеются соответствующие приводные средства, предпочтительно, независимые.
В предпочтительном варианте выполнения захватные средства 18, 28, установленные на пластинах 16, 26 линейных передаточных устройств 12, 22, представляют собой зажимы, каждый из которых приспособлен для захвата снаружи горлышка бутыли 3, удерживаемой удерживающим средством 8 линейного передаточного устройства 2 в зоне обмена B. Количество захватов 18, 28 каждого линейного передаточного устройства 12, 22 равно количеству удерживающих средств 8 первого линейного передаточного устройства 2. Кроме того, захваты 18, 28 каждого линейного передаточного устройства 12, 22 расположены вдоль соответствующей оси, параллельной оси X, и расстояние между ними равно шагу удерживающих средств 8 первого линейного передаточного устройства 2. Обычно, когда первое линейное передаточное устройство 2 и дальнее линейное передаточное устройство 12 находятся в зоне обмена B, каждое захватное средство 18 либо совпадает, либо располагается напротив соответствующего удерживающего средства 8 в направлении вдоль соответствующей оси, параллельной оси Z.
Каждый захват 18, 28 содержит кронштейн 19, 29 (фиг. 3, 4), прикрепленный к соответствующей пластине 16, 26, и отходящий от неё в направлении от соответствующей каретки 14, 24. Кронштейн 19, 29 содержит шарнирно установленные зажимные губки или клещи, образующие захват. Эти зажимные губки могут разводиться в стороны друг от друга или перемещаться друг к другу, что обеспечивает открытие или закрытие захватов 18, 28. В частности, когда захваты 18, 28 находятся в закрытом положении, т.е. в положении захвата горлышка бутыли, их зажимные губки расположены по одной и той же оси X (фиг. 1). Это значит, что первое линейное передаточное устройство 2, дальнее линейное передаточное устройство 12 и ближнее линейное передаточное устройство 22 выполнены так, что бутыли, сжимаемые захватными средствами 18, 28, и бутыли, удерживаемые удерживающими средствами 8, расположены по существу на одной и той же оси X.
Предпочтительно, для захватов 18, 28 предусмотрены приводные средства (не показаны), приспособленные для открывания и закрывания каждого захвата по отдельности, предпочтительно, независимо друг от друга. Например, в качестве таких приводных средств может использоваться пакет электроклапанов или других электрически и/или пневматически приводимых устройств. В случае использования пневмоуправляемых устройств по пластине может проходить линия подачи сжатого воздуха. Такая независимая конфигурация захватов необходима, в частности, для обеспечения открытия каждого одиночного захвата в момент освобождения емкости при перемещении на соответствующее установочное место 34 колеса 32.
Предпочтительно, захваты 28 ближнего линейного передаточного устройства 22 связаны с соответствующим приводным средством, например, цилиндром 33, что позволяет также осуществлять перемещение параллельно оси Z каждого захвата 28 индивидуально (фиг. 4, 5, 6). В частности, цилиндры 33 позволяют незамедлительно после освобождения бутыли поднимать захваты 28 относительно соответствующего установочного места 34 колеса 32.
Предпочтительно, как показано на фиг. 10 и 11, захваты 28 ближнего линейного передаточного устройства 22 соединены с пластиной 26 с возможностью поворота относительно оси, параллельной оси Z, в случае столкновения с захватами 18 дальнего линейного передаточного устройства 12. Такое столкновение может произойти, в частности, при перемещении подвижных частей 15, 25 в противоположных направлениях. Например, захваты 28, в частности, своими кронштейнами 29 могут быть шарнирно соединены с пластиной 26. Предпочтительно, имеются также датчика (не показаны), например, фотоэлементы, для определения положения захватов 28, в частности, для определения, повернуты или нет один или несколько захватов относительно своего рабочего положения, причем в этом варианте выполнения кронштейны расположены по существу перпендикулярно пластине. Если один или несколько захватов 28 повернуты вследствие столкновения, датчики посылают сигнал, который блокирует систему транспортировки. Таким образом, в конструкции предусмотрена предохранительная система, предотвращающая вероятность возникновения сбоев и повреждений компонентов системы транспортировки 1.
В качестве варианта или дополнительно, дальнее линейное передаточное устройство 12 может быть оснащено вышеупомянутой предохранительной системой, а захваты 18 прикреплены к пластине 16 с возможностью поворота относительно оси, параллельной оси Z.
Кроме того, может быть предусмотрена возможность поворота захватов 28 относительно их осей, параллельных оси Z, в случае столкновения с захватами 18, если захваты 28 не поднимаются вверх немедленно после передачи емкости в соответствующее установочное место 34 колеса 32.
Вышеописанная система в рассмотренном варианте выполнения, особенно, но не исключительно подходит для транспортировки емкостей, в частности, бутылей объемом от 0,1 л до 12 л.
Такая система может использоваться совместно с выдувной машиной с двумя, тремя, четырьмя, пятью, шестью или более каналами.
На фиг. 12 показана система 100 согласно второму варианту ее выполнения. Эта система, в целом, идентична системе 1 транспортировки по первому варианту выполнения, за исключением нескольких описанных ниже различий. По этой причине части, одинаковые для обоих вариантов выполнения, включая все возможные способы исполнения, ниже рассматриваться не будут.
В отличие от системы 1 транспортировки по первому варианту выполнения, система транспортировки 100 включает в себя первое линейное передаточное устройство 102 и только одно дополнительное линейное передаточное устройство 112, предпочтительно, аналогичное дальнему линейному передаточному устройству 12 по первому варианту выполнения. С целью обеспечения ясности описания дополнительное линейное передаточное устройство называется вторым линейным передаточным устройством 112. Во втором варианте выполнения два или более удерживающих средств 108 и два или более захватных средств 118, в частности, два или более захвата, прикреплены, соответственно, к пластинам 106, 116 линейных передаточных устройств 102, 112. Ясно, что такой вариант выполнения системы может использоваться совместно с выдувной машиной с двумя или более каналами, обладающей более длительным временем выдувки.
Действительно, в этом случае продолжительность цикла выдувки, т.е. промежуток времени от формовки одной емкости до формовки следующей может перекрывать время, требующееся второму линейному передаточному устройству 112 для перемещения из зоны выгрузки C в зону обмена B, захвата двух или более выдутых емкостей из удерживающих средств 108 (как правило, захватов) первого линейного передаточного устройства 102, и возврата в зону разгрузки С для установки емкостей на колесо 32.
Устройство по второму варианту выполнения является более простым, и, следовательно, более рентабельным, поскольку в нем имеется только одно второе линейное передаточное устройство.
В обоих вариантах выполнения, если шаг линейной выдувной машины равен шагу роторной разливочной машины, т.е. если шаг захватов 18, 28, 118 вторых линейных передаточных устройств равен шагу установочных мест 34 колеса 32, эти установочные места 34 имеют по существу полукруглую форму, а скорость перемещения второго линейного передаточного устройства в сторону колеса 32 равна тангенциальной скорости колеса 32. В этом случае освобождение бутыли 3 производится, когда захват 18 или 28 находится над соответствующим установочном местом 34. По мере вращения колеса 32 и перемещения второго линейного передаточного устройства, после того, как захват установил бутыль в соответствующее установочное место, положения следующего установочного места и следующего захвата взаимно совпадают так, что следующий захват может поместить следующую бутыль на колесо и т.д. Затем бутыли по очереди разгружаются с колеса 32, так что установочные места 34 становятся снова доступными для установки на них других бутылей. Предпочтительно, открытие и закрытие приводным средством каждого захвата 18, 28 по отдельности обеспечивает возможность открытия каждого захвата и, следовательно, освобождения соответствующей бутыли, в момент, когда захват 18, 28 располагается точно над соответствующим установочном местом 34.
И, наоборот, если шаг линейной выдувной машины отличается от шага роторной разливочной машины, т.е. когда шаг захватов 18, 28, 118 второго линейного передаточного устройства отличается от шага установочных мест 34 колеса 32, скорость перемещения второго линейного передаточного устройства в сторону колеса 32 отличается от тангенциальной скорости колеса 32. Для обеспечения синхронности между вторым линейным передаточным устройством и колесом для предотвращения нежелательного взаимодействия бутылей 3 с колесом 32 возможны два альтернативных решения.
В первом варианте установочным местам 34 придана такая форма, чтобы периферия колеса 32 имела профиль, напоминающий зубья пилы, чтобы емкости могли садиться в соответствующее установочное место 34 без помех.
Предпочтительно, профиль периферии колеса 32 на каждом установочном месте 34 содержит первый криволинейный участок 41 и второй криволинейный участок 42 (фиг. 3), примыкающий к первому криволинейному участку 41, причем между первым и вторым криволинейными участками имеется точка перегиба. Иными словами, вогнутость первого криволинейного участка 41 отличается от вогнутости второго криволинейного участка 42. Предпочтительно, часть горлышка бутыли контактирует с внешней поверхностью первого криволинейного участка 41.
Предпочтительно, радиус кривизны первого криволинейного участка 41 составляет от 12 до 25 мм, например, от 15 до 22 мм, а радиус кривизны второго криволинейного участка 42 составляет от 180 до 220 мм, предпочтительно, от 190 до 210 мм, например, 200 мм.
Таким образом, при взгляде сверху профиль колеса 32 выглядит так, что начиная с точки периферии, в которой внешний диаметр колеса 32 является максимальным, имеется вход с первым криволинейным участком 41, на котором внешний диаметр колеса 32 уменьшается. За первым криволинейным участком 41 следует другой участок 42, предпочтительно, криволинейный или криволинейно-прямолинейный, на котором внешний диаметр колеса увеличивается, пока не достигнет другой точки, в которой внешний диаметр снова становится максимальным. По меньшей мере первый криволинейный участок 41 образует установочное место 34. Предпочтительно, между двумя участками 41, 42 имеется точка перегиба.
Во втором варианте используются средства регулирования скорости перемещения второго линейного передаточного устройства 12, 22, 112 в зоне разгрузки C таким образом, чтобы захват 18, 28, 118 всегда находился в точке касания между вторым передаточным устройством и колесом в точном соответствии с установочным местом 34 без какого-либо взаимодействие между бутылью и кромкой колеса.
Иными словами, если установочные места 34 находятся на одинаковом шаговом расстоянии друг от друга, и этот шаг отличается от шага по меньшей мере одного второго линейного передаточного устройства, система транспортировки содержит средство регулирования скорости перемещения указанного по меньшей мере одного второго линейного передаточного устройства 12, 22, 112 в указанной зоне разгрузки C так, чтобы захватные средства 18, 28, 118 всегда находились точно в установочном месте 34 в точке касания между указанным по меньшей мере одним вторым передаточным устройством и указанным колесом.
Действительно, было признано целесообразным надлежащим образом регулировать скорость перемещения второго линейного передаточного устройства посредством соответствующих приводных средств. Предпочтительно используются приводные средства, позволяющее непрерывно контролировать скорость и положение соответствующего передаточного устройства, например, такие как бесщеточные электродвигатели 13, 23, хотя могут использоваться и другие приводные средства, например, синхронные электродвигатели с постоянными магнитами или трехфазные асинхронные электродвигатели.
В частности, скорость можно регулировать в точке касания, чтобы можно было производить установку бутылей на колесо, поддерживая при этом одинаковую окружную скорость в момент освобождения бутыли. Таким образом, во время работы системы обеспечивается, например, непрерывные замедления и ускорения (если шаг захватов меньше шага заполнения) для поддержания правильной синхронной работы второго линейного передаточного устройства и колеса.
Использование приводных средств линейных передаточных устройств 12, 22, позволяющих осуществлять непрерывный контроль скорости перемещения и положения, позволяет выполнять быстрое перемещение для достижения зоны разгрузки C, а затем продолжать сопровождение со скоростью, соответствующей скорости колеса для обеспечения выпуска бутылей с колеса 32.
После описания приведенных в качестве примеров систем транспортировки для обеспечения лучшего понимания особенностей и преимуществ изобретения ниже приведено подробное описание принципа работы такой системы транспортировки. Способ транспортировки емкостей из термопластичного материала от линейной машины на роторную машину, в целом, включает в себя следующие этапы, на которых:
a) подбирают емкости посредством первого линейного передаточного устройства 2, 102 в зоне подбора A;
b) перемещают первое линейное передаточное устройство 2, 102 для установки его в зоне обмена B;
c) перемещают по меньшей мере одно второе линейное передаточное устройство 12, 22, 112 для его размещения в зоне обмена B;
d) подбирают емкости с первого линейного передаточного устройства 2, 102 посредством по меньшей мере одного второго линейного передаточного устройства 12, 22, 112;
e) перемещают по меньшей мере одно второе линейное передаточное устройство 12, 22, 112 для установки его в зоне разгрузки C;
f) перемещают емкости от по меньшей мере одного второго линейного передаточного устройства 12, 22, 112 к колесу 32;
g) перемещают первое линейное передаточное устройство 2, 102 для его размещения в зоне подбора A и повторяют цикл, начиная с этапа a).
Указанные этапы не обязательно выполняются последовательно, некоторые этапы могут выполняться одновременно.
В частности, при работе в установившемся режиме продолжительность периода, в течение которого последовательно выполняются этапы e), f) и c), по существу равна продолжительности периода, в течение которого последовательно выполняются операции g), а) и b).
При наличии двух вторых линейных передаточных устройств 12, 22, используемых в системе по первому варианту ее выполнения, изменяется последовательность выполнения операций в зоне обмена B и зоне разгрузки C для передачи емкостей от линейной машины на роторную машину, в частности, с первого линейного передаточного устройства на колесо.
На фиг. 8 показан пример рабочего цикла системы, выполненной по первому варианту, начиная с момента захвата первой серии бутылей захватными средствами 18 дальнего линейного передаточного устройства 12.
- В этом состоянии дальнее линейное передаточное устройство 12 перемещается к колесу 32 и начинает передавать бутыли на колесо 32. В то же время, ближнее линейное передаточное устройство 22 (без бутылей) перемещается от колеса 32, пока не достигнет зоны обмена B, а первое линейное передаточное устройство 2 подбирает вторую серию бутылей в зоне подбора A.
- Затем первое линейное передаточное устройство 2 перемещается, пока не достигнет зоны обмена B, а вторая серия бутылей поступает на ближнее линейное передаточное устройство 22. Между тем, дальнее линейное передаточное устройство 12 все еще передает первую серию бутылей на колесо 32.
- После того, как дальнее линейное передаточное устройство 12 передаст все бутыли первой серии на колесо 32, оно начинает обратное перемещение в зону обмена B. Тем временем, ближнее линейное передаточное устройство 22 перемещается к колесу 32 и начинает передачу бутылей второй серии на колесо 32, в то время как первое линейное передаточное устройство 2 перемещается без бутылей обратно, пока не достигнет своего положения в зоне подбора A.
- Затем первое линейное передаточное устройство 2 забирает третью серию бутылей в зоне подбора A, чтобы доставить их в зону обмена B, в то время как ближнее линейное передаточное устройство 22 все еще производит передачу бутылей второй серии на колесо 32, а дальнее линейное передаточное устройство 12 уже приблизилось к зоне обмена B.
- Затем первое линейное передаточное устройство 2 перемещается, пока не достигнет зоны обмена B, перемещая третий комплект бутылей в положение подбора дальним линейным передаточным устройством 12, которое к этому моменту уже достигло точки обмена B. Между тем, ближнее линейное передаточное устройство 22 все еще устанавливает вторую серию бутылей на колесо 32.
После того, как ближнее линейное передаточное устройство 22 закончит передачу всех бутылей второй серии на колесо 32, а первое линейное передаточное устройство 2 возвратится в зону подбора A, цикл работы повторится, начиная с этапа I).
Предпочтительно, ближнее линейное передаточное устройство 22 и дальнее линейное передаточное устройство 12 работают попеременно, обеспечивая постоянную и непрерывную подачу бутылей на колесо.
Бутыли передаются с первого передаточного устройства 2 на дальнее линейное передаточное устройство 12 или на ближнее линейное передаточное устройство 22 в точке обмена в зоне обмена B, в которой удерживающие средства 8 обращены друг к другу соответствующими захватами 18 или 28.
Бутыли передаются от дальнего линейного передаточного устройства 12 или от ближнего линейного передаточного устройства 22 на колесо 32, как показано на фиг. 7, последовательно, т.е. таким образом, что захваты 18 или 28 последовательно освобождают бутыли, помещая их в установочные места 34 колеса 32.
Как показано на фиг. 4, 5 и 6, для того, чтобы избежать какого-либо взаимодействия между каждым захватом 28 ближнего линейного передаточного устройства 22 и горлышками бутылей, уже установленных на колесо 32, предпочтительно, чтобы каждый захват 28 после освобождения соответствующей бутыли смещался вверх и в сторону от колеса 32. Такое решение является предпочтительным, поскольку, как уже упоминалось ранее, ближнее линейное передаточное устройство 22 расположено над колесом 32, таким образом, что горлышки бутылей, уже помещенных на колесо 32, при движении по окружности могут мешать захватам, перемещающимся по прямой. Поднятие захвата 28 непосредственно после освобождения бутыли, в частности, на высоту больше максимальной высоты горлышка всех возможных типов бутылей, предотвращает указанного возможное взаимодействие. Эта проблема отсутствует для дальнего линейного передаточного устройства 12, поскольку оно располагается за границами области, занимаемой колесом 32, и бутыли, выпускаемые с колеса, не мешают линейному перемещению захватов 18 (см., например, фиг. 3).
При нормальной работе системы транспортировки после освобождения бутылей захваты 18, 28 остаются в открытом положении до момента захвата следующей бутыли в зоне обмена B. В частности, ближнее и дальнее линейные передаточные устройства выполняют соответствующие перемещения назад в зону обмена B с открытыми захватами 18, 28. Разумеется, при перемещении вперед к колесу 32 их захваты закрыты вокруг горлышек соответствующих бутылей.
Таким образом, при вышеупомянутой работе в нормальном режиме, когда одно из двух вторых линейных передаточных устройств, например, ближнее линейное передаточное устройство 22, перемещается без бутылей в зону обмена B, захваты 28 открыты, в то время как захваты 18 дальнего линейного передаточного устройства 12, транспортирующего бутыли к колесу 32, закрыты. Таким образом, не будет столкновений или взаимодействий между «клещами» захватов 18, 28 двух линейных передаточных устройств 12, 22, которые перемещаются в противоположных направлениях. Однако в случае технической неисправности, захваты одного из двух линейных передаточных устройств 12, 22 могут оставаться в закрытом положении во время перемещения назад в зону обмена B. Если конструкция системы транспортировки такова, что два передаточных устройства 12, 22 расположены очень близко друг к другу, это может приводить к столкновению между собой клещей захватов 18, 28 этих линейных передаточных устройств. По этой причине предпочтительно, чтобы в конструкции была предусмотрена описанная выше предохранительная система. Шарнирная установка захватов по меньшей мере одного из двух линейных передаточных устройств 12, 22 обеспечивает возможность их поворота при случайном столкновении, так что они не повредят захваты или другие компоненты системы транспортировки.
Что касается второго варианта выполнения, то работа системы транспортировки 100 аналогична работе системы транспортировки 1, разумеется с учетом того, что во втором варианте имеется только одно второе линейное передаточное устройство 112. Поскольку такой вариант выполнения особенно хорошо подходит для емкостей большого размера, следует учитывать, что время выдувки бутылей и время их заполнения больше, чем для бутылей малого размера. Таким образом, наличие второго линейного передаточного устройства 112 достаточно для того, чтобы обеспечить высокую скорость цикла передачи. Действительно, в данном случае продолжительность цикла выдувки, т.е. время, проходящее между началом формовки одной емкости до начала формовки следующей, может быть больше времени, требующегося второму передаточному устройству для возврата в зону обмена B, захвата двух или более емкостей и возврата в зону разгрузки C.
При описании конструкции и принципа работы системы согласно изобретению не приводилось каких-либо дополнительных разъяснений, очевидных для специалистов в данной области техники.
В частности, указание на то, что линейное передаточное устройство «перемещается», подразумевает, что перемещается его подвижная часть.
Хотя система транспортировки была описана для бутылей, она может использоваться также для емкостей других типов, например, для заготовок бутылей.
Кроме того, вышеописанный принцип работы системы транспортировки был приведен лишь в качестве неограничивающего примера.
Изобретение относится к системе транспортировки емкостей из термопластичного материала от линейной машины на роторную машину. Система транспортировки включает в себя первое линейное передаточное устройство (2), приспособленное для подбора емкостей от линейной машины в зоне подбора (A) и перемещения вдоль первой оси (X) из зоны подбора (A) в зону обмена (B), и наоборот; колесо (32), взаимодействующее с роторной машиной, на периферии которого расположены установочные места (34) для емкостей, и вращающееся относительно второй оси (Z), перпендикулярной первой оси (X); по меньшей мере одно второе линейное передаточное устройство (112), приспособленное для подбора емкостей от первого линейного передаточного устройства в зоне обмена (B) и передачи этих емкостей на установочные места (34), причем по меньшей мере одно второе линейное передаточное устройство приспособлено для перемещения параллельно первой оси (X) из зоны обмена (B) в зону разгрузки (C) рядом с колесом (32), и наоборот. Обеспечивается создание системы транспортировки, которая даже в случае разности шагов выдувки и заполнения давала бы возможность простого изменения величины шага, устраняя необходимость в использовании средств накопления или других систем изменения шага. 2 н. и 16 з.п. ф-лы, 13 ил.
1. Система транспортировки (1, 100) емкостей (3) из термопластичного материала от линейной машины на роторную машину, включающая в себя
первое линейное передаточное устройство (2), приспособленное для подбора емкостей от линейной машины в зоне подбора (A) и перемещения вдоль первой оси (X) от указанной зоны подбора (A) в зону обмена (B), и наоборот;
колесо (32), на периферии которого выполнены установочные места (34) для емкостей, при этом колесо приспособлено для взаимодействия с роторной машиной и вращения относительно второй оси (Z), перпендикулярной первой оси (X);
по меньшей мере одно второе линейное передаточное устройство (12, 22, 112), приспособленное для подбора емкостей от первого линейного передаточного устройства (2) в зоне обмена (B) и передачи этих емкостей к установочным местам (34), при этом по меньшей мере одно второе линейное передаточное устройство (12, 22, 112) приспособлено для перемещения параллельно первой оси (X) из зоны обмена (B) в зону разгрузки (C) рядом с колесом (32) и наоборот; при этом
первое линейное передаточное устройство (2) содержит удерживающие средства (8, 108) для удержания емкостей, а по меньшей мере одно второе линейное передаточное устройство (12, 22, 112) содержит захватные средства (18, 28, 118) для захвата емкостей из соответствующих удерживающих средств (8, 108) в зоне обмена (B), причем указанные удерживающие средства (8, 108) расположены равномерно друг от друга на расстоянии первого шага, равного шагу указанных захватных средств (18, 28, 118);
установочные места (34) расположены друг от друга на одинаковом расстоянии второго шага, отличного от первого шага, и имеют такую форму, что периферия колеса (32) представляет собой пилообразный профиль.
2. Система транспортировки по п. 1, в которой захватные средства (18, 28, 118) по меньшей мере одного второго линейного передаточного устройства представляют собой зажимы.
3. Система транспортировки по п. 2, которая снабжена приводными средствами, выполненными с возможностью открытия и закрытия каждого из зажимов по отдельности, предпочтительно, независимо друг от друга так, что каждый зажим приспособлен для открытия при передаче емкости в соответствующее установочное место (34).
4. Система транспортировки по любому из пп. 1-3, в которой профиль периферии колеса (32) на каждом установочном месте (34) содержит первый криволинейный участок (41) и смежный с ним второй криволинейный участок (42), при этом между первым и вторым криволинейными участками имеется точка перегиба.
5. Система транспортировки по любому из пп. 1-4, в которой удерживающие средства (8, 108) расположены вдоль первой оси (X), а захватные средства (18, 28, 118) расположены параллельно первой оси (X), так что захватные средства (18, 28, 118) расположены напротив соответствующих удерживающих средств (8, 108), когда первое линейное передаточное устройство (2, 102) и по меньшей мере одно второе линейное передаточное устройство (12, 22, 112) находятся в зоне обмена (B).
6. Система транспортировки по любому из пп. 1-5, которая снабжена двумя вторыми линейными передаточными устройствами, приспособленными для перемещения параллельно друг другу и представляющими собой дальнее линейное передаточное устройство (12) и ближнее линейное передаточное устройство (22) в соответствии с их расположением относительно второй оси (Z).
7. Система транспортировки по п. 6, которая снабжена приводными средствами, приспособленными для индивидуального перемещения каждого из указанных захватных средств (28) ближнего передаточного устройства (22) параллельно второй оси (Z).
8. Система транспортировки по любому из пп. 6 или 7, в которой дальнее линейное передаточное устройство (12) и ближнее линейное передаточное устройство (22) содержат соответствующие пластины (16, 26), с которыми связаны соответствующие захватные средства (18, 28), при этом захватные средства дальнего линейного передаточного устройства (12) и/или ближнего линейного передаточного устройства (22), предпочтительно, связаны с пластиной с возможностью поворота относительно соответствующей оси, параллельной второй оси (Z).
9. Система транспортировки по любому из пп. 6-8, в которой ближнее линейное передаточное устройство (22) расположено в плоскости, находящейся над плоскостью, образованной колесом (32).
10. Система транспортировки по любому из пп. 1-9, в которой емкости (3) представляют собой бутыли, линейная машина представляет собой линейную выдувную машину, а роторная машина представляет собой роторную разливочную машину, приспособленную для заполнения бутылей жидкостью и содержащую указанное колесо (32).
11. Система транспортировки по любому из пп. 1-10, в которой второй шаг больше первого шага.
12. Система транспортировки по любому из пп. 1-11, в которой по меньшей мере одно второе линейное передаточное устройство (12, 22, 112) приспособлено для подбора емкостей (3) непосредственно от первого линейного передаточного устройства (2) в зоне обмена (B) и передачи этих емкостей непосредственно на установочные места (34).
13. Система транспортировки по любому из пп. 1-12, которая снабжена направляющей (35), расположенной, по меньшей мере частично, вдоль периферии колеса (32), так что посредством колеса (32) и направляющей (35) емкости остаются в подвешенном состоянии.
14. Система транспортировки по любому из пп. 1-13, в которой каждое из удерживающих средств (8, 108) выполнено с возможностью введения в горлышко емкости для её удержания.
15. Способ транспортировки емкостей из термопластичного материала от линейной машины на роторную машину посредством системы транспортировки по п. 1, включающий в себя этапы, на которых:
подбирают емкости с линейной машины в зоне подбора (A) и перемещают их вдоль первой оси (X) из зоны подбора (A) в зону обмена (B) посредством первого линейного передаточного устройства (2);
подбирают емкости с первого линейного передаточного устройства (2) в зоне обмена (B) и перемещают их посредством по меньшей мере одного второго линейного передаточного устройства (12, 22, 112) на установочные места (34) колеса (32), вращающегося относительно второй оси (Z) и взаимодействующего с роторной машиной.
16. Способ по п. 15, включающий в себя последовательные этапы, на которых:
a) подбирают емкости посредством первого линейного передаточного устройства (2, 102) в зоне подбора (A);
b) перемещают первое линейное передаточное устройство (2, 102) для его размещения в зоне обмена (B);
c) перемещают по меньшей мере одно второе линейное передаточное устройство (12, 22, 112) для его размещения в зоне обмена (B);
d) подбирают емкость с первого линейного передаточного устройства (2, 102) посредством по меньшей мере одного второго линейного передаточного устройства (12, 22, 112);
e) перемещают по меньшей мере одно второе линейное передаточное устройство (12, 22, 112) для его размещения в зоне разгрузки (C);
f) перемещают емкости с по меньшей мере одного второго линейного передаточного устройства (12, 22, 112) на колесо (32);
g) перемещают первое линейное передаточное устройство (2, 102) для его размещения в зоне подбора (A) и повторяют цикл, начиная с этапа a).
17. Способ по п. 16, в котором во время работы в установившемся режиме период, в течение которого последовательно выполняют этапы e), f) и c), по существу равен периоду, в течение которого последовательно выполняют этапы g), а) и b).
18. Способ по п. 15, в котором два линейных передаточных устройства (12, 22) попеременно осуществляют перенос емкостей с линейной машины на роторную машину.
| Способ преобразования непрерывного сигнала в импульсный | 1982 |
|
SU1100725A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Однопозиционный корреляционный мультипликативный разностно-относительный способ определения координат источников радиоизлучения | 2017 |
|
RU2671825C1 |
| ПОДВОДНЫЙ АППАРАТ В.С.ГРИГОРЧУКА | 1998 |
|
RU2131376C1 |
| CN 102874590 A, 16.01.2013 | |||
| DE 102013112091 A1, 07.05.2015 | |||
| DE 102010035050 A1, 23.02.2012 | |||
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ОБРАБОТКИ И ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ | 2002 |
|
RU2297380C2 |
| US 20130180834 A1, 18.07.2013. | |||

