Изобретения относятся к области производства цилиндрических, фигурных, в частности, двухконусных пружин и могут быть использованы при проектировании и производстве пружинонавивочных автоматов, производящих законченные изделия без дополнительной обработки.
Известны автоматы для навивки пружин, которые включают основные механизмы, смонтированные на одной станине и кинематически связанные друг с другом. Так, в изобретении SU 1570826, B 21 F 35/02, бюлл. 22, 1990 г. [1] автомат содержит механизм подачи проволоки, механизм навивки пружины, механизм резки, механизм обработки концов пружины, механизм съема пружины с оправки, кинематически связанные посредством кулачкового распределительного вала и имеющие общий привод. В SU 1052304, B 21 F 35/02, бюлл. 41, 1983 г. [2] автомат снабжен манипулятором для передачи заготовки пружины от механизма навивки к средству для гибки концов пружины. В SU 1726098, B 21 F 35/00, бюлл. 14, 1992 г. [3] автомат снабжен устройством для съема готовой пружины. В SU 1234018, B 21 F 35/00, опубл. 30.05.86. [4] автомат снабжен устройством для термической обработки навитой пружины. Однако указанные автоматы, включающие несколько функционально завершенных механизмов, работающих каждый по своей программе, над своей операцией процесса получения достаточно сложного изделия, каковым является пружина, в частности двухконусная пружина, требуют жесткой синхронизации согласованных движений всех механизмов. Недоработки в этой части вызывают частые сбои работы автомата, снижают тем самым его производительность. Высокопроизводительные автоматы требуют выверки начала одной технологической операции с окончанием предыдущей и подготовки последующей операции с особой точностью, что не обеспечивается указанными решениями.
Для синхронизации работы отдельных узлов используют различные технические решения. В SU 776725, B 21 F 35/00, опубл. 07.11.80. [5], SU 1268260, B 21 F 35/00, опубл. 7.11.86. [6] каждый механизм работает от своего электродвигателя, а координирует работу всего автомата программное устройство и задатчик программы, который может быть выполнен в виде цифрового преднабора параметров навиваемой пружины или в виде перфоленты, где записывается программа, характеризующая параметры. Такие автоматы очень сложны, следовательно, ненадежны в работе, дороги и имеют большое энергопотребление. Другие решения связаны с синхронизацией работы механизмов за счет кинематической связи их рабочих валов с одним распределительным (входным) валом. Так, в SU 1657263, B 21 F 35/02, бюлл. 21, 1991 г. [7] кинематически связаны посредством распределительного вала механизм подачи проволоки, механизм навивки и средство для гибки концов пружины. Манипулятор передачи заготовки в [2] связан посредством рычагов с распределительным валом автомата. В SU 1194549, B 21 F 35/00, опубл. 30.11.85 [8] кинематически связаны посредством приводного распределительного вала механизмы навивки, отрезки и сброса готовой пружины.
Наибольшее развитие как надежные получили автоматы, в которых синхронизация осуществляется связью механизмов с одним валом; так, например, в SU 996011, B 21 F 35/00, опубл. 15.02.83. [9], кулачок шагообразующего механизма и отрезной резец размещены на одном валу, установленном с возможностью непрерывного вращения и кинематически связанного с валами подающих роликов механизма подачи проволоки.
Кинематическая связь отдельных механизмов со своими рабочими валами осуществляется посредством кулачков с профилированной боковой поверхностью. Так, в SU 1799656, B 21 F 3/00, опубл. 07.03.93. [10] механизм формообразования спирали включает профильный кулачок и выполненный с возможностью взаимодействия с ним гибочный диск механизма навивки пружины; в SU 506460, B 21 F 35/00, опубл. 15.03.76. [11] привод ножа выполнен в виде закрепленного на его валу, связанном с распределительным валом понижающей передачей кулачка.
Синхронизации работы отдельных составных механизмов высокопроизводительного автомата недостаточно для надежной, бесперебойной работы его в целом. Необходима синхронизация работы всех составных механизмов автомата.
Наиболее близким аналогом предлагаемого автомата по идеологии построения кинематической схемы средства того же назначения, работающей от одного электродвигателя, и по наличию решений по синхронизации работы составных частей является изобретение по а.с. 599896, М.Кл.2 B 21 F 35/00, опубликовано 30.03.78. , бюлл. 12, Автомат для навивки пружин [12], содержащий механизм подачи проволоки, механизм формообразования, механизм рубки, установленные на станине, кинематически связанные с одним электродвигателем через приводной вал, который служит общим приводом для передачи движения на все механизмы автомата. Механизм подачи проволоки работает от приводного вала, вращение от которого подается на протяжные ролики. Механизм формообразования включает механизм навивки и механизм шагообразования. Механизм навивки содержит навивочные упоры, взаимодействующие с подаваемой проволокой и связанные с копиром, боковая поверхность которого определяет форму и размеры навиваемой пружины; копир жестко закреплен на копирном валу. Механизм шагообразования работает через кулачки от кулачкового вала, связанного с копирным валом. Механизм реза кинематически связан с механизмом навивки через дополнительный вал. Ножи, навивочные упоры, шаговые упоры каждый работают от своего рабочего вала; рабочие валы синхронизированы через кинематическую связь с общим приводным валом.
Недостатком указанного аналога являются недостаточные функциональные возможности автомата, поскольку он не содержит многих механизмов, необходимых для окончательного изготовления пружины как готового изделия, таких как: механизм обработки концов пружины, устройство термообработки, пакетатор готовых пружин, работа которых была бы согласована с работой других составных механизмов автомата, а также недостаточная степень жесткой синхронизации работы механизмов, сложность кинематической схемы автомата, содержащей много рабочих, синхронизирующих и передаточных валов.
Задачей изобретения является создание логически завершенного автомата по навивке пружин, совершающего весь цикл технологического процесса от подачи проволоки до получения пружины как готового изделия, а также автомата с высокой степенью синхронизации работы всех составных механизмов, при упрощении его кинематической схемы, более надежного и бесперебойного в работе.
Указанная задача решается конструкцией пружинонавивочного автомата для производства пружин, включающего механизм подачи проволоки, механизм формообразования, механизм рубки, установленные на станине, кинематически связанные с электродвигателем через приводной вал, с кулачковыми средствами, жестко закрепленными на рабочих валах автомата, при этом механизм рубки кинематически связан с валом кулачка формообразования, а механизм подачи проволоки - с приводным (центральным) валом, боковая рабочая поверхность кулачка формообразования выполнена криволинейной, закон удаления каждой точки которой от оси вращения рабочего вала механизма формообразования соответствует закону изменения диаметра пружины, который дополнительно снабжен механизмом образования узла на опорном витке пружины с узловязальными шестернями, выполненным с устройством захвата пружины, с устройством подвижки пружины, с устройством ориентации опорного витка пружины, с устройством зажима пружины, устройством термообработки, механизмом пакетирования с пластинами пакетирования, а также механизмами перемещения заготовок пружины из зоны рубки в зону образования узла (зону узловязания) и из зоны узловязания в зону термообработки, каждый с устройством захвата и средствами для их открытия и закрытия, механизм образования узла на опорном витке, устройство термообработки и механизм рубки каждый снабжены своими кулачковыми средствами, при этом кулачковые средства механизмов формообразования и рубки жестко установлены на одном рабочем валу, с которым связаны рычаги вращения механизмов перемещения, кулачковые средства механизмов образования узла и термообработки жестко установлены на другом рабочем валу, с которым кинематически связаны также узловязальные шестерни механизма образования узла через механизм прерывистого вращения, например зубчатый сектор, и пластины пакетирования. Рабочие валы установлены с синхронным вращением, например с одинаковой угловой скоростью, в одном направлении. Кулачок рубки снабжен подъемным рабочим участком своей боковой поверхности, начало которого соответствует началу формообразования пружины, т. е. начало его подъемного участка лежит в зоне контакта обкатного ролика кулачка формообразования с зоной начала формообразования пружины кулачка формообразования (до ее средней линии); в случае навивки двухконусных пружин начало подъемного рабочего участка кулачка рубки соответствует концу зоны перехода навиваемой пружины с больших диаметров на малые диаметры кулачка формообразования; линия, соединяющая начало рабочего участка кулачка рубки с осью его вращения, совпадает с рычагом вращения захвата механизма перемещения заготовки пружины из зоны рубки в зону узловязания, т.е. точка соединения рычага вращения и первого звена кинематической цепи (например, тяги) механизма перемещения заготовки из зоны рубки в зону узловязания лежит на линии, соединяющей точку начала зоны рубки кулачка рубки с осью вращения вала, по одну сторону с началом зоны рубки от оси вращения их вала, механизм перемещения пружинной заготовки из зоны узловязания в зону термообработки выполнен с возможностью совпадения его крайних нижнего и верхнего положений с крайними нижним и верхним положениями механизма перемещения заготовки из зоны рубки в зону узловязания соответственно, а именно положений их захватов, рабочая поверхность кулачка термообработки выполнена симметричной и представляет собой дугу полуокружности, при этом линия, соединяющая центр его рабочей поверхности с осью его вращения, являющаяся осью симметрии рабочей поверхности кулачка термообработки, совпадает с линией, соединяющей начало рабочего участка кулачка рубки с осью его вращения и расположена в одном направлении, т.е. составляет с ней угол в 0o, кулачок механизма образования узла выполнен с зоной ожидания и рабочей зоной, включающей зону контакта узловязальной шестерни с пружиной, при этом конец зоны контакта узловязальной шестерни с пружиной кулачка механизма образования узла совпадает с начальной точкой зоны рубки кулачка рубки последующей пружины, пластины механизма пакетирования кинематически связаны со вторым рабочим валом через рычаг вращения, и их крайнее положение в зоне пакетирования (крайнее правое положение пластин - на фиг.1 показано условно осью) соответствует началу узловязания, т. е. началу контакта узловязальной шестерни с пружиной, средство закрытия захвата механизма перемещения пружинной заготовки из зоны рубки в зону узловязания связано с кинематической цепью рубки, средство для его открытия связано с кинематической цепью закрытия захвата пружины в механизме образования узла, средства закрытия-открытия захвата механизма перемещения пружины из зоны узловязания в зону термообработки кинематически связаны с его кинематической цепью качания захвата.
Предложенное решение позволяет создать логически завершенный автомат для навивки пружин, включающий все технологические операции по ее изготовлению, не требующий использования других устройств и механизмов вне автомата, что ведет к высокой производительности производства пружин, их высокому качеству, снижению затрат на их производство, позволяет упростить конструкцию автомата и достичь высокой степени синхронизации работы всех механизмов автомата, его бесперебойной работы, связанных также с высокой производительностью автомата.
Конструкция автомата в целом иллюстрируется фиг.1. Описание пружинонавивочного автомата в статике и его работа приведены ниже.
Механизм рубки
Известны пружинонавивочные автоматы, в которых подача проволоки прекращается для отрезки навитой пружины [9]. Такие автоматы имеют недостаточную производительность и достаточно сложны, поскольку предполагают специальные устройства отключения подачи проволоки. Периодическое включение/выключение механизма подачи вызывает переходные процессы разгона и торможения протяжных роликов, валов, на которых закреплены эти ролики, что отрицательно сказывается на точности подачи проволоки нужной длины для заготовки и как следствие ведет к бракованным изделиям; кроме того, режим разгона/торможения вызывает большие вибрации, шум работы автомата, износ его деталей.
Известны также автоматы, в которых отрезка навитой пружины осуществляется без остановки подачи проволоки за счет "быстрой отрезки", например, за счет скорости вращения вала кулачка рубки, значительно большей скорости распределительного вала, связанного с подачей проволоки [11]. Повышение скорости движения отрезного ножа может быть достигнуто за счет сообщения ему дополнительной энергии, например, от пружины, сжатой непосредственно перед началом движения ножа, за счет энергии сжатия (см. Механизм резки к устройству для изготовления пружин SU 471941, М.Кл. B 21 F 35/00, опубликован 30.05.75. , бюлл. 20 [13]. Эта конструкция позволяет перед началом движения ножа предварительно сжать силовую пружину для сообщения впоследствии ее энергии подвижному ножу, который за счет этого быстро отрезает навитую пружину. Однако большая скорость движения ножа к зоне рубки в описанных конструкциях создает сильный удар, который может вызвать нарушение формы пружины и непредсказуемое разрушение механизма реза, его отдельных элементов и/или деталей сопрягаемых конструкций, что скажется на надежности работы автомата и недолговечности его службы.
Для устранения проблемы снижения скорости рубки и связанной с ней проблемы уменьшения расстояний рабочего хода подвижного ножа место расположения ножа в режиме ожидания постоянно изменяют синхронно с процессом навивки. Так, в [5] плита с ножами при помощи отдельного двигателя во время навивки пружины может синхронно с навивочными упорами передвигаться, то отдаляясь, то приближаясь к начальной точке изгиба проволоки.
Наиболее близким аналогом механизма рубки является механизм реза по изобретению а.с. 599896, М.Кл.2 B 21 F 35/00, опубликовано 30.03.78., бюлл. 12, Автомат для навивки пружин [12], который кинематически связан с механизмом навивки через дополнительный вал. Механизм реза содержит внутренний нож, закрепленный в подвижной плите, и внешний нож, укрепленный на подвижной ползушке. Ползушка одним концом подвижно установлена на оси, а другим концом - на эксцентриковом конце вала, установленного в подвижной плите. Вал с эксцентриком связан с муфтой, включающей отрезной механизм в момент отрезки навитой пружины, и с приводным валом. На плите внутреннего ножа закреплена зубчатая рейка, находящаяся в зацеплении с шестерней, которая связана с шестерней вала механизма навивки. В результате кинематической связи механизма навивки с механизмом реза ножа находятся в постоянном движении, то отдаляясь от пружины, то приближаясь к ней; при этом перемещение ножей механизма отрезки осуществляется синхронно с механизмом навивки на пропорциональное расстояние и осуществляется от копирного диска механизма навивки. Такой режим работы механизма реза позволяет отслеживать местоположение навиваемой пружины, уменьшив до минимума расстояние рабочего хода реза ножей, однако требует усложнения кинематики автомата, снижения надежности его работы, а также ведет к уменьшению ресурса работы подвижных деталей, более частой переналадке автомата. Кроме того, ножи в [12] осуществляют возвратно-поступательное движение по длинной кинематической цепи, которая за счет своего построения является инерционной, с большими изгибающими нагрузками и люфтами, большими усилиями подвижных ножей в момент реза, которые замедляют процесс резки и могут привести к рассинхронизации работы автомата. Другими недостатками является сложность механизма реза, его кинематической схемы и как следствие уменьшение надежности работы автомата. Другой нерешенной проблемой ближайшего аналога является увод подвижного ножа из зоны рубки после рубки без деформации конца последующей пружины.
Задачей этого изобретения является повышение синхронизации работы механизма рубки с другими механизмами автомата, упрощение конструкции, повышение надежности работы как механизма рубки, так и автомата в целом при сохранении непрерывности подачи проволоки и малого рабочего хода ножа при рубке, устранение деформации последующей пружины ножом при его возвращении в исходное положение.
Задача решается конструкцией механизма рубки, содержащего подвижный нож с возможностью взаимодействия с другим ножом во время рубки, с возможностью подвижки при навивке и рубке пружины, связанный с кулачком рубки и кинематически связанный с кулачком подвижки, в котором подвижный нож установлен с возможностью поворота в плоскости, перпендикулярной витку пружины в точке рубки, кулачки подвижки и рубки установлены жестко и соосно на одном рабочем валу, связь подвижного ножа с кулачком подвижки и кулачком рубки выполнена по одной кинематической цепи через обкатные ролики подвижки и рубки соответственно, расположенные соосно на одном плече коромысла кинематической цепи каждый напротив своего кулачка, кулачок рубки снабжен подъемным прямолинейным или криволинейным рабочим участком своей боковой поверхности, кулачок подвижки снабжен первым рабочим подъемным участком боковой поверхности, прямолинейным или криволинейным, который расположен перед началом рабочего участка кулачка рубки, и вторым (последним) рабочим подъемным участком, прямолинейным или криволинейным, начало которого совпадает с концом рабочего участка кулачка рубки, причем второй рабочий участок кулачка подвижки выполнен с углом подъема (наклоном) того же знака, что и его первый рабочий участок, а кулачки механизма рубки выполнены с возможностью разновременного их взаимодействия со своими обкатными роликами.
Указанная конструкция механизма рубки позволяет обеспечить синхронизацию работы механизма рубки за счет взаимного расположения обоих кулачков, исключить постоянные движения ножа и заменить их на подвижку ножа, предшествующую непосредственно процессу рубки, исключить возвратно-поступательные движения ножа, инерционные и с изгибающими нагрузками, осуществить плавную подготовительную подвижку подвижного ножа к месту рубки путем заблаговременного (до рубки) поворота ножа относительно оси поворота в плоскости, перпендикулярной витку пружины, предварительно выбрав все люфты кинематической цепи еще до рубки, уменьшая рабочий ход ножа к моменту рубки до минимума, исключая большие ударные нагрузки на пружинную заготовку и детали конструкции при рубке и уменьшая изгибающие усилия его на пружинную заготовку; выполнение рабочей боковой поверхности кулачка подвижки с разрывом обусловливает возможность разновременного контакта кулачков подвижки и рубки со своими роликами, т.е. возможность разновременной работы механизма рубки в разных режимах: подвижки ножа и рубки пружинной заготовки, переключая нож в момент рубки с кулачка подвижки на кулачок рубки как более массивный и ударопрочный, не нагружая сам кулачок подвижки, обеспечив тем самым долговечность работы механизма и исключив сбои автомата. Форма кулачка подвижки позволяет продолжить поворотный ход ножа после рубки в том же направлении, что и до рубки, быстро выводя нож из зоны рубки и не допуская искривления формы конца новой навиваемой в это время пружины. При этом будут уменьшены усилия подвижного ножа в момент рубки и обеспечено быстродействие процесса рубки. Все это позволяет осуществлять рубку пружины без остановки подачи проволоки при простой и надежной кинематической схеме механизма рубки, обеспечив высокосинхронную бесперебойную работу автомата в целом.
Конструкция механизма рубки иллюстрируется фиг.1, 2б, 4. Описание конструкции и работа механизма описаны ниже.
Кулачковое средство механизма рубки
Известны кулачки рубки, предназначенные для управления работой механизма рубки в станках для навивки пружины, имеющие профильную боковую поверхность, определяющую движение ножа рубки. Так, в [13] механизм рубки содержит подвижный нож с возможностью возвратно-поступательного движения от приводного кулачка, имеющего крутопадающий участок, который определяет движение ножа в момент рубки. Наличие пружины рабочего хода ножа ограничивает возможности механизма рубки.
В [11] описано кулачковое средство механизма рубки, в котором привод подвижного ножа пружинонавивочного автомата снабжен рычагами, один из которых находится в постоянном контакте с профильным кулачком, снабженным подъемным участком и жестко установленном на валу, кинематически связанном понижающей передачей с распределительным валом. Кулачок через упомянутый рычаг передает постоянные колебательные движения ведомой полумуфте, связанной с ножом кинематически, в результате чего по команде от другого кулачка через микропереключатель замыкается цепь зубчатой электромагнитной муфты и производится быстрая отрезка пружины. Отрезка пружины производится без остановки подачи проволоки за счет скорости ножа в момент рубки, значительно большей скорости подачи проволоки. Обратный ход ножу сразу же после рубки обеспечивает кулачок 42.
Такое устройство, во-первых, вызывает большие перемещения ножа в момент рубки с большой скоростью, что вызывает значительные ударные нагрузки на пружину, механизмы автомата и деформирование пружины во время резки, во-вторых, возврат пружины назад сразу же после рубки также приводит к деформации следующей навиваемой пружины, в-третьих, устройство, включающее помимо кинематических цепей и электрические, отличается сложностью и ненадежностью работы. Установка кулачков на разных валах отрицательно сказывается на синхронизации работы механизма рубки. Описанное кулачковое средство является наиболее близким аналогом предложенного решения.
Задачами этого изобретения являются уменьшение ударных нагрузок от ножа к навиваемой пружине и механизмам станка, повышение качества навиваемых пружин, упрощение механизма рубки, повышение степени синхронизации процесса рубки.
Задачи решаются конструкцией кулачкового средства механизма рубки, содержащего кулачок рубки, кулачок подвижки ножа, снабженный подъемным участком и выполненный с возможностью взаимодействия с кинематической цепью через контактный элемент на его конце, в котором кулачковое средство механизма рубки представляет собой сдвоенный кулачок, состоящий из жестко связанных между собой и установленных соосно кулачка подвижки и кулачка рубки, каждый из которых снабжен своим контактным элементом в виде ролика, кулачок рубки снабжен рабочим участком подъема своей боковой поверхности, прямолинейным или криволинейным, размер которого (линейный размер его проекции на дугу окружности с радиусом, равным расстоянию его начальной точки боковой поверхности до оси вращения кулачка) определен диаметром проволоки, используемой для навивки пружины, а угол подъема определен скоростью рубки; рабочий участок кулачка рубки может быть продолжением подъемного его нерабочего участка, как показано на фиг.2б; начало рабочего участка кулачка рубки в одном из вариантов конструкции может иметь значение, при котором разность расстояний от точек боковых поверхностей кулачка подвижки и кулачка рубки, лежащих на одной осевой прямой, до оси вращения кулачков будет меньше разности радиальных размеров (радиусов) их обкатных роликов; начало рабочего участка кулачка рубки может представлять собой дугу, вогнутая сторона которой обращена в сторону взаимодействующего с ним обкатного ролика, и радиус которой равен радиусу этого обкатного ролика; кулачки выполнены с возможностью разновременного контакта их рабочих поверхностей со своими роликами; боковая поверхность кулачка подвижки выполнена с четырьмя участками; первый участок подвижки до рубки расположен перед началом рабочего участка кулачка рубки и представляет собой ветвь подъема, прямолинейную или криволинейную, линейный размер проекции которой на дугу окружности с радиусом, равным расстоянию начальной точки этого участка до оси вращения кулачка определен эмпирически в зависимости от расстояния от места расположения ножа (его лезвия) в режиме ожидания до места рубки, а величина наклона (угол наклона) определена скоростью, которую необходимо сообщить ножу для его подвижки в зону рубки до рубки; эта скорость в свою очередь зависит от начала подвижки (начала первого участка кулачка подвижки) и от удаленности лезвия ножа от зоны рубки; второй участок выполнен с постоянным радиусом, и его начало расположено также до рабочего участка рубки кулачка рубки, а конец совпадает с началом рубки или с другой неконечной точкой участка рубки кулачка рубки; второе условие предпочтительнее с точки зрения обеспечения гарантии начала работы кулачка рубки, для гарантированного достижения поверхностью кулачка рубки указанного выше значения; третий участок подъемный, конец которого совпадает с концом участка рубки кулачка рубки и имеет значение подъема, при котором разность расстояний от точек боковых поверхностей кулачка подвижки и кулачка рубки, лежащих на одной осевой прямой, до оси вращения будет больше разности радиальных размеров (радиусов) их обкатных роликов; длина этого участка зависит от угла подъема; чем больше угол наклона этого участка, тем он короче; четвертый (последний) участок рабочей поверхности кулачка подвижки выполнен подъемным, прямолинейным или криволинейным, с углом подъема (наклоном) того же знака, что и первый рабочий участок кулачка подвижки. Величины указанных значений сформулированы для случая, когда радиус обкатного ролика кулачка рубки больше радиуса обкатного ролика кулачка подвижки, а расстояния от точек боковой поверхности кулачка подвижки до оси вращения кулачков больше расстояний от точек боковой поверхности кулачка рубки до оси вращения кулачков. При других (противоположных) условиях все будет наоборот. Длина четвертого, последнего рабочего участка кулачка подвижки определена расстоянием от места рубки до конечного места подвижки ножа при выходе его из зоны рубки, а угол наклона этого участка определен потребной скоростью выхода ножа их зоны рубки. Рабочие поверхности обкатных роликов расположены напротив поверхностей своих кулачков, выполнены с общей осью вращения и с разными диаметрами. Возможно обеспечить разновременность работы кулачков и при равных радиусах роликов: какая боковая поверхность дальше от оси вращения кулачков, с той и будет контактировать тот или иной ролик, однако в этом случае возможны сбои, так как конец каждого рабочего участка кулачков должен иметь резкий спад, а начало его - резкий подъем, и на нормальную работу могут повлиять неточности изготовления деталей. Поэтому предпочтительным является описанный вариант конструкции кулачкового средства.
Указанная конструкция кулачка рубки позволяет осуществить плавную подготовительную подвижку подвижного ножа к месту рубки путем заблаговременной (до рубки) его подвижки к месту рубки, тем самым уменьшить рабочий ход ножа к моменту рубки до минимума, исключая большие ударные нагрузки на пружинную заготовку и детали конструкции при рубке и уменьшая изгибающие усилия его на пружинную заготовку; обеспечивает разновременность контакта кулачков подвижки и рубки со своими роликами, т.е. разновременность работы механизма рубки в разных режимах: подвижки ножа и рубки пружинной заготовки, переключая нож в момент рубки с кулачка подвижки на кулачок рубки как более массивный и ударопрочный, не нагружая сам кулачок подвижки, устранив сбои работы автомата и обеспечив долговечность работы механизма. Форма кулачка подвижки позволяет продолжить поворотный ход ножа после рубки в том же направлении, что и до рубки, быстро выводя нож из зоны рубки и не допуская искривления формы конца новой навиваемой в это время пружины. При этом будут уменьшены усилия подвижного ножа в момент рубки и обеспечено быстродействие процесса рубки. Все это позволяет осуществлять рубку пружины без остановки подачи проволоки при простоте и надежности механизма рубки, обеспечив высокосинхронную бесперебойную работу автомата в целом. Дополнительно конструкция позволяет осуществить первоначальный контакт рабочей поверхности кулачка рубки с его обкатным роликом не в точке, а по дуге, уменьшив контактные напряжения на этот кулачок при начале его контакта со своим роликом.
На фиг.2б представлена конструкция составного кулачка рубки.
Описание кулачкового средства механизма рубки в статике и его работа приведены ниже.
Устройство захвата опорного витка пружины механизма образования узла на опорном витке
Известны устройства ориентации, фиксации и зажима пружины в момент обработки ее концов, а также захвата концов пружины. Так, в а.с. СССР 1405938, МПК4 B 21 F 35/00, опубл. 30.08.88., бюлл. 24 [14] навивка пружины осуществляется на цилиндрическую оправку, поэтому ориентацию и фиксацию пружины в нужном положении осуществляет сама оправка, а зажим последнего витка пружины производится с помощью поджимного ролика с цилиндром. Для устранения прокручивания пружины ее первый обработанный конец взаимодействует с захватом.
Наиболее близким аналогом устройства захвата опорного витка пружины механизма для образования узла на опорном витке является устройство, описанное в а. с. СССР 996012, М.кл. 3 B 21 F 35/02, опубл. 15.02.83., бюлл. 6 [15], Устройство образования узла на опорном витке пружины. Указанное устройство содержит приводную шестерню с радиальным пазом и гибочной планкой на торце шестерни, внутренняя поверхность которой снабжена конусом, расположенным соосно с шестерней, с пазом для ориентирования опорного витка пружины, и кондуктор с планкой для закрепления опорного витка пружины; на рабочей поверхности гибочной планки в месте сопряжения ее с торцовой поверхностью шестерни выполнена канавка для загибаемого конца пружины. При этом ось конуса расположена перпендикулярно оси пружины. Для образования узла на опорном витке пружины ее устанавливают на кондукторе в пазу планки, куда помещается часть опорного витка. При надвижении кондуктора с пружиной на узловязальную шестерню осуществляется захват, ориентация и зажим опорного витка пружины: пружина опорным витком попадает в паз шестерни и паз конуса на шестерне; опорный виток пружины располагается в конусе так, что ось конуса является касательной к опорному витку в его вершине; посредством планки и поворотом шестерни относительно конуса происходит зажим и ориентирование опорного витка; при повороте шестерни ее гибочная планка осуществляет загибку конца пружины за ее опорный виток, образуя на нем узел.
Недостатком описанного устройства захвата опорного витка пружины механизма для образования узла на опорном витке является то, что виток пружины ловится ограниченным в размерах пазом конуса; конус удерживает виток только у вершины конуса и поддерживает его у основания конуса, поэтому удержание витка ненадежно, и его пространственная ориентация и ориентация конца пружины неопределенны; выполнение конусного захвата в корпусе шестерни создает проблему попадания опорного витка в тело шестерни при надвижении кондуктора на шестерню, что ведет к сбою в работе автомата в целом. Кроме того, сложна конструкция самой шестерни и ее большие габариты, определяемые габаритами опорного витка, что ведет к большому энергопотреблению при вращении большой шестерни.
Задачей данного изобретения является обеспечение надежного захвата пружины при взаимном движении пружины и конусного захвата, устранение сбоев в работе автомата за счет устранения промаха при попадании пружины в конусный захват механизма образования узла, упрощение конструкции самой шестерни и уменьшение ее энергопотребления при ее надвижении на пружину и при завязке узлов (узловязании).
Задача решается в устройстве захвата пружины механизма для образования узла на опорном витке, содержащем конусный захват каждого опорного витка с конусом, с возможностью движения конусного захвата и пружины относительно друг друга, в котором конусные захваты для двух опорных витков каждый выполнены в виде пары конусов - внутреннего и наружного, установленных один в другом соосно и встречно, т.е. большее основание внутреннего конуса лежит в плоскости меньшего основания наружного конуса, при этом радиус основания наружного конуса больше радиуса основания внутреннего конуса на величину, равную диаметру используемой для пружины проволоки, с образованием раструба между конусами, обращенного в сторону пружины, т.е. конусные захваты обращены друг к другу раструбами, с образованием кольцевой площадки между конусами в основании конусного захвата с посадочным местом под опорный виток пружины в виде желоба квадратного либо конического сечения со стороной сечения (высотой), равной диаметру используемой проволоки (с учетом технологического зазора), с диаметром площадки, равным диаметру опорного витка, жестко закрепленных между собой. При этом конусные захваты для опорных витков установлены под углом друг к другу (углом раскрытия) или параллельно, напротив друг друга, соосно с пружиной, установленной в режим узловязания, на расстоянии не меньше осевого размера пружины, с возможностью их сближения. При установке захватов под углом друг к другу они выполнены с возможностью поворота относительно друг друга до положения, соосного с пружиной, при установке параллельно друг другу напротив друг друга - с возможностью возвратно-поступательного движения.
Такое выполнение конусного захвата для пружины позволяет легко поймать пружину в конусное пространство (раструб) с широким раскрывом в сторону опорного витка пружины при их взаимном надвижении друг на друга, осуществить захват пружины между двумя конусными захватами с последующим уменьшением расстояния между захватами, зажав пружину в конусном захвате в желобе не в двух точках опорного витка, а по всему его периметру, надежно фиксируя этот опорный виток в механизме образования узла. При этом узловязальную шестерню можно выполнить меньших габаритов, более простой по конструкции.
Конструкция устройства захвата пружины механизма образования узла иллюстрируется фиг.6а,б,в. Описание конструкции и работа устройства приведены ниже.
Устройство подвижки пружины механизма образования узла на опорном витке
Известны устройства подвижки пружины в механизме образования узла на опорном витке. Так, в а.с. СССР 1405938, МПК4 B 21 F 35/00, опубл. 30.08.88., бюлл. 24 [14] подвижка пружины для обработки концов пружины осуществляется посредством подвижки цилиндрической оправки, на которую навивается пружина, с помощью рейки с шестерней, установленной на шлицах вала шпинделя с оправкой.
Наиболее близким аналогом устройства подвижки пружины механизма образования узла на опорном витке является а.с. СССР 996012, М.кл.. 3 B 21 F 35/02, опубл. 15.02.83., бюлл. 6 [15]. Устройство содержит приводную шестерню с радиальным пазом и гибочной планкой на торце шестерни, внутренняя поверхность которой снабжена конусом, расположенным соосно с шестерней, с пазом для ориентирования опорного витка пружины, и кондуктор с планкой для закрепления опорного витка пружины; на рабочей поверхности гибочной планки в месте сопряжения ее с торцовой поверхностью шестерни выполнена канавка для загибаемого конца пружины. При этом ось конуса расположена перпендикулярно оси пружины. Для образования узла на опорном витке пружины ее устанавливают на кондукторе в пазу планки, куда помещается часть опорного витка. При надвижении кондуктора с пружиной на узловязальную шестерню осуществляется захват, ориентация и зажим опорного витка пружины: пружина опорным витком попадает в паз шестерни и паз конуса на шестерне; посредством планки и поворотом шестерни относительно конуса происходит ориентирование и зажим опорного витка; при повороте шестерни ее гибочная планка осуществляет загибку конца пружины за ее опорный виток, образуя на нем узел.
Недостатком указанного устройства является то, что в нем не предусмотрена подвижка пружины непосредственно перед ее зажимом, чтобы установить ее в таком положении, чтобы размер конца пружины, закручиваемого в узел на опорном витке, был бы строго определен. Проблематична установка пружины в кондукторе со свободным концом опорного витка для образования из него узла на опорном витке в автоматическом режиме. Конец опорного витка пружины для узла от заготовки к заготовке может иметь разную длину, изменяемую в довольно широких пределах. Как правило, автомат для навивки пружин настроен на определенное количество узлов на опорном витке, от их количества зависит число оборотов узловязальной шестерни, параметры кинематической схемы узловязальной шестерни; если длина конца опорного витка, идущего на узловязание, будет меняться от пружины к пружине, качество узла будет плохим. Если длина конца будет слишком большой, то конец при узловязании может задевать соседние витки пружины, что может стать причиной деформации самой пружины, конца опорного витка, он может остаться незакрученным, ухудшая качество пружины, цепляться им за другие пружины и детали автомата, что может привести к сбою работы автомата; слишком короткий конец пружины будет недостаточным для навивки требуемого количества колец в узле, в целом узел будет ненадежным и некачественным.
Задачей изобретения является точное определение потребной длины конца опорного витка, идущего на образование узла на опорном витке, в автоматическом режиме захвата пружины, тем самым повышение качества пружин, исключение сбоев работы автомата в целом.
Указанная задача решается конструкцией устройства подвижки пружины механизма образования узла на опорном витке, включающего конусный захват пружины с пазом, со средством подвижки конусного захвата и пружины относительно друг друга, в котором конусный захват для каждого опорного витка выполнен в виде пары конусов внутреннего и наружного, установленных один в другом соосно и встречно, т.е. большее основание внутреннего конуса расположено в плоскости меньшего основания наружного конуса, с радиусами оснований, разница между которыми равна диаметру используемой для пружины проволоки, расположенных раструбом к пружине, с образованием посадочного места между конусами в основании конусного захвата под опорный виток пружины диаметром, равным диаметру опорного витка, жестко закрепленных между собой, паз захвата выполнен под конец опорного витка пружины, необходимый для узловязания, в основании конусного захвата (в основании внутреннего конуса), ориентирован в плоскости перпендикулярно оси пружины, установленной в режим узловязания, геометрические размеры паза (его ширина и длина) конусного захвата определены из неравенства:
NπD + h < l < шаг пружины,
где l - геометрические размеры паза (его ширина и длина), равные потребной длине конца опорного витка пружины, идущего на узловязание;
N = целое число, равное числу полных колец в узле; обычно N=2 или 3, но может быть и другим;
πD - длина окружности одного кольца из конца опорного витка;
D - диаметр кольца из конца опорного витка;
h - расстояние между опорным и внутренним витком в зоне расположения узла,
средство подвижки дополнительно снабжено пластиной, жестко закрепленной на конусном захвате у стенки паза со стороны, противоположной конечной точке контакта опорного витка в конусном захвате, рабочая поверхность которой обращена к пазу,
выполнена выступающей за пределы конусного захвата и ориентирована параллельно продольной оси (длине) паза либо под острым углом к ней, причем ориентация рабочей поверхности пластины под острым углом более предпочтительна. Длина выступающей части пластины за пределы захвата предпочтительно больше радиуса опорного витка; указанная длина может быть меньше, но для большей надежности контакта конца пружины первый вариант предпочтительнее.
Выполнение устройства указанной конструкции при взаимном движении пружины и захватов позволит пружине в конце ее установки в конусных захватах, наткнувшись на пластину своим концом, совершить дополнительное поворотное движение (в плоскости чертежа против часовой стрелки), в результате которого лишняя часть конца опорного витка, большая, чем поперечный размер паза, уйдет в конусный захват, а в пазу останется только строго фиксированная длина, определенная размерами паза по формуле, указанной выше. Конструкция устройства пояснена на фиг.6в.
Описание конструкции устройства в статике и его работа приведены ниже.
Устройство ориентации опорного витка пружины механизма для образования узла на опорном витке
Известны устройства ориентации, фиксации и зажима пружины в момент обработки ее концов. Так, в а. с. СССР 1405938, МПК4 B 21 F 35/00, опубл. 30.08.88. , бюлл. 24 [14] навивка пружины осуществляется на цилиндрическую оправку, поэтому ориентацию и фиксацию пружины в нужном положении осуществляет сама оправка, а зажим последнего витка пружины производится с помощью поджимного ролика с цилиндром.
Наиболее близким аналогом устройства ориентации опорного витка пружины механизма образования узла на опорном витке является а.с. СССР 996012, М.кл. 3 B 21 F 35/02, опубл. 15.02.83., бюлл. 6 [15]. Устройство содержит приводную шестерню с радиальным пазом и гибочной планкой на торце шестерни, внутренняя поверхность которой снабжена конусом, расположенным соосно с шестерней, с пазом для ориентирования опорного витка пружины, и кондуктор с планкой для закрепления опорного витка пружины; на рабочей поверхности гибочной планки в месте сопряжения ее с торцовой поверхностью шестерни выполнена канавка для загибаемого конца пружины. При этом ось конуса расположена перпендикулярно оси пружины. Для образования узла на опорном витке пружины ее устанавливают на кондукторе в пазу планки, куда помещается часть опорного витка. При надвижении кондуктора с пружиной на узловязальную шестерню осуществляется захват, ориентация и зажим опорного витка пружины: пружина опорным витком попадает в паз шестерни и паз конуса на шестерне; посредством планки и поворотом шестерни относительно конуса происходит ориентирование и зажим опорного витка; при повороте шестерни ее гибочная планка осуществляет загибку конца пружины за ее опорный виток, образуя на нем узел.
Недостатком указанного устройства ориентации опорного витка пружины механизма образования узла на опорном витке является то, что ориентация опорного витка и его зажим осуществляются лишь на части его длины, фактически по короткой дуге витка, определяемой шириной кондуктора, и двум точкам: точкам контакта пружины с вершиной конуса и основания конуса; большая (нижняя) часть опорного витка висит в воздухе, что не обеспечивает требуемой надежности ориентации и зажима опорного витка; это в свою очередь ведет к тому, что опорный виток может изгибаться, "гуляя" своим свободным концом в большом ничем неограниченном пространстве; диаметр опорного витка от пружины к пружине при формировании узла и больших действующих изгибающих нагрузках на него меняется в довольно широких пределах, опорный виток деформируется, что ведет к нестандартной конечной продукции, т.е. к ухудшению качества готовых пружин.
Задачей изобретения является более четкая и ненарушающаяся ориентация опорного витка пружины при воздействии на него больших деформирующих напряжений при узловязании и тем самым обеспечение требуемого диаметра опорного витка пружины, сохранение формы опорного витка навитой пружины при образовании узла на опорном витке в момент узловязания, за счет этого повышение степени стандартности пружины и их качества.
Задача решается в устройстве ориентации опорного витка пружины механизма образования узла на опорном витке, содержащем для каждого конца пружины конусный захват с возможностью движения конусного захвата и пружины относительно друг друга, в котором конусный захват выполнен с возможностью установки его соосно с пружиной в режиме узловязания, конусный захват для каждого опорного витка выполнен в виде пары конусов - внутреннего и наружного, установленных один в другом соосно и встречно, т.е. большее основание внутреннего конуса лежит в плоскости меньшего основания наружного конуса, причем радиус меньшего основания наружного конуса больше радиуса большего основания внутреннего конуса на величину диаметра проволоки, используемой для пружины, конуса расположены раструбом навстречу друг к другу, т.е. к пружине, с образованием посадочного места между конусами в основании захвата под опорный виток пружины в виде желоба квадратного, конического сечения со стороной сечения размером, равным диаметру используемой проволоки (с учетом технологического зазора), с диаметром площадки (основания желоба), равным диаметру опорного витка, жестко закрепленных между собой, устройство снабжено ограничительной пластиной с выступами, конечные площадки которых (концы) расположены по дуге с радиусом, не большим разности радиуса опорного витка пружины и диаметра проволоки, используемой для пружины, и длиной не меньше половины длины окружности, жестко закрепленной на основании механизма, с возможностью перемещения конусного захвата относительно пластины, при этом наружная поверхность внутреннего конуса (т.е. поверхность, обращенная внутрь, к внутренней поверхности наружного конуса) и внутренняя поверхность наружного конуса выполнены с выборкой плоскостями напротив соответствующих внутренних (торцевых) поверхностей выступов пластины при закрытом захвате в режиме образования узла (соосно с пружиной, установленной в режим узловязания). Пластина расположена на расстоянии от основания конусного захвата в закрытом его положении, равном диаметру проволоки или несколько больше на величину технологического зазора, который может составить до 0,5 мм.
Это решение позволит осуществить несиловое "зажатие", ориентацию опорного витка пружины в желобе между двумя конусами конусного захвата, ограничив его пространственное перемещение по оси пружины пределами "основание конусного захвата (желоба)- пластина", не позволяя выйти опорному витку из этого пространства; за счет этого ограничения опорный виток останется на своем посадочном месте при закручивании вокруг него конца его, его диаметр останется неизменным, сохранит свою форму и размеры, несмотря на большие изгибающие опорный виток усилия, что позволит опорному витку пружины выдержать свой стандартный диаметр, равный диаметру основания захвата. Это позволит достичь стандартного диаметра опорного витка, равного диаметру основания конусного захвата.
Конструкция устройства ориентации опорного витка механизма образования узла на опорном витке с формированием диаметра опорного витка иллюстрируется фиг.6а,б. Описание конструкции и работа устройства приведены ниже.
Механизм образования узла на опорном витке пружины
Во многих случаях применения навитые пружины должны иметь концы, не зацепляющиеся друг с другом, не повреждающие контактируемые с ними поверхности. Это достигается обработкой концов пружины, например их изгибом, закручиванием и т.д.
Известны технические решения, в которых предусмотрена отгибка концов навитой пружины (см. а.с. СССР 1282948, МПК4 B 21 F 35/00, опубл. 15.01.87., бюлл. 2 [16] ); в упомянутом станке отгибка концов производится с помощью механизма отгибки, состоящего из корпуса и смонтированного на нем ползуна. В направляющих корпуса установлен отгибочный ролик, связанный с ползуном. Перед подачей материала к навивочной оправке его передний конец отгибается при движении ползуна в одну сторону, а после навивки пружины задний ее конец отгибается тем же ползуном в другую сторону. Для пружин часто недостаточна просто отгибка концов, например для пружин, используемых в мебельной промышленности.
Наиболее близким аналогом механизма образования узла на опорном витке пружины является а.с. СССР 996012. М.кл. 3 B 21 F 35/02, опубл. 15.02.83., бюлл. 6 [15], Устройство для образования узла на опорном витке пружины, содержащее приводную шестерню с радиальным пазом и гибочной планкой на торце шестерни, внутренняя поверхность которой снабжена конусом, расположенным соосно с шестерней, с пазом для ориентирования опорного витка пружины, и кондуктор с планкой для закрепления опорного витка пружины; на рабочей поверхности гибочной планки в месте сопряжения ее с торцовой поверхностью шестерни выполнена канавка для загибаемого конца пружины. При этом ось конуса расположена перпендикулярно оси пружины. Для обработки концов пружины ее устанавливают на кондукторе в пазу планки, куда помещается часть опорного витка. При надвижении кондуктора с пружиной на узловязальную шестерню осуществляется захват, ориентация и зажим опорного витка пружины: пружина опорным витком попадает в паз шестерни и паз конуса на шестерне; посредством планки и поворотом шестерни относительно конуса происходит зажим и ориентирование опорного витка; при повороте шестерни ее гибочная планка осуществляет загибку конца пружины за ее опорный виток, образуя на нем узел. Узловязальная шестерня содержит и зажим в виде паза и конусный зажим сбоку пружины, внутри шестерни, виток пружины располагается в конусе так, что ось конуса является касательной к опорному витку в вершине конуса, при этом имеет место зажим и ориентирование пружины; шестерня с конусом совмещает функции: захвата, зажима, удержания и узловязания.
Установка пружины в кондукторе с планкой в автоматическом режиме работы автомата проблематична и больше соответствует ручной ее установке.
Наезд кондуктора с пружиной на шестерню осуществляется поступательно, при этом конусный захват расположен перпендикулярно оси пружины. Захват опорного витка пружины, его ориентирование и зажим осуществляются лишь на части его длины; фактически фиксация пружины происходит по короткой дуге витка, определяемой шириной кондуктора, и двум точкам: точкам контакта пружины с вершиной конуса и основания конуса; большая (нижняя) часть опорного витка висит в воздухе, что не обеспечивает требуемой надежности ни захвата, ни зажима и ориентации и является недостатком механизма, особенно при имеющих место больших изгибающих усилиях, возникающих при загибе небольшого конца пружины. Ненадежный захват и зажим пружины ведут к неопределенности пространственной ориентации пружины, к возможности сдвига пружины относительно шестерни, к изменению геометрических размеров опорного витка при узловязании, сбою работы автомата в целом.
При наезде кондуктора с пружиной на шестерню имеет место "жесткий удар" по пружине, дополнительно сбивающий как ее ориентацию, так и ухудшающий зажим ее. Все это сказывается на качестве пружины. Кроме того, при "жестком ударе" имеет место непредсказуемый износ элементов механизма, что ведет к ограниченному ресурсу работы автомата для навивки пружин в целом. Дополнительно большие габариты шестерни, определяемые габаритами опорного витка, ведут к большому энергопотреблению при вращении узловязальной шестерни.
Задачей этого изобретения является обеспечение работы механизма, в частности захвата и зажима, в автоматическом режиме, повышение надежности захвата, удержание пружины при узловязании, ее зажима и жесткой ориентации относительно узлов обработки концов, а значит, повышение качества пружин, уменьшение ударных нагрузок при захвате пружины, первоначальном ее контакте с захватом, узловязальной шестерней, уменьшение сбоев работы автомата, повышение ресурса работы механизма и автомата в целом.
Задача решается в механизме образования узла на опорном витке пружины, содержащем для каждого конца пружины узловязальную шестерню с радиальным пазом для опорного витка и гибочной планкой на торце шестерни с возможностью вращательного движения шестерни с гибочной планкой относительно опорного витка пружины (вокруг опорного витка пружины), конусный захват опорного витка с пазом, с возможностью движения конусного захвата и шестерни относительно друг друга и относительно пружины, в котором конусные захваты выполнены с конусным раструбом навстречу друг другу (навстречу пружине), с посадочным местом под опорный виток в основании захвата между конусами с диаметром, равным диаметру опорного витка, паз конусного захвата выполнен в его основании напротив узловязальной шестерни, продольный и поперечный размер которого определены не менее размера конца опорного витка пружины, требующегося на образование узла, высота узловязальной шестерни с гибочной планкой меньше поперечного размера (ширины) паза конусного захвата, захваты установлены в исходном положении своими основаниями под углом друг к другу либо параллельно напротив друг друга на расстоянии не менее осевого размера пружины, конусный захват для каждого опорного витка выполнен с возможностью его установки соосно с пружиной, установлен на опоре механизма с возможностью сближения конусных захватов друг с другом с поворотом в случае расположения захватов под углом друг к другу или поступательно при параллельном их расположении в исходном состоянии; конусный захват и узловязальная шестерня каждый связаны с кулачком механизма образования узла через кинематическую цепь, два конечных звена которой со стороны конусного захвата, шестерни связаны между собой, с предыдущим своим звеном и с конусным захватом, шестерней по осям поворота, параллельным друг другу, с возможностью установки осей поворота в одну линию, т. е. с возможностью движения средней оси поворота до линии, соединяющей крайние оси поворота, причем одно из звеньев кинематической цепи подвижки захвата, шестерни снабжено ограничителем (упором) движения средней оси поворота. Конструктивно узловязальная шестерня с приводной шлицевой шестерней установлена в узловязальной коробочке, закрепленной на пластине с возможностью подвижки относительно оси конусного захвата в его закрытом положении, т. е. относительно оси пружины, установленной для узловязания, предпочтительно поворотной, а не поступательной подвижки, узловязальная коробочка на торце выполнена с пазом, расположенным напротив паза конусного захвата и внутреннего витка пружины, шириной больше диаметра проволоки пружины на величину, учитывающую подъем витка пружины. При этом связь узловязальной шестерни с кулачком образования узла осуществлена через пластину крепления узловязальной коробочки. Толщина коробочки должна быть меньше паза конусного захвата.
Представленная конструкция кинематики механизма, использующей систему подкоса, позволяет надежно захватить пружину, жестко и надежно закрепить ее по всему периметру опорного витка в положении узловязания, с торцов пружины, исключая сдвиг, смещение пружины независимо от приложенных к ней деформирующих усилий, что обеспечивает качество образующегося узла пружины; подкос при своем "выпрямлении" замедляет движение, что обеспечивает захват пружины на малых скоростях захвата пружины непосредственно перед контактом ее с конусными захватами и с узловязальной коробочкой, а также надежно закрепить пружину в механизме узловязания. При этом захват пружины осуществляется без сбоев в автоматическом режиме.
Конструкция механизма пояснена на фиг.1, 6а,б. Описание механизма образования узла на опорном витке пружины в статике и его работа приведены ниже.
Устройство зажима пружины механизма образования узла на опорном витке пружины.
Известны устройства ориентации, фиксации пружины в момент обработки ее концов. Так, в а. с. СССР 1405938, МПК 4 B 21 F 35/00, опубл. 30.08.88., бюлл. 24 [14] навивка пружины осуществляется на цилиндрическую оправку, поэтому ориентацию и фиксацию пружины в нужном положении осуществляет сама оправка с зажимом последнего витка пружины с помощью поджимного ролика с цилиндром.
Наиболее близким аналогом устройства фиксации пружины механизма для образования узла на опорном витке является устройство, описанное в а.с. СССР 996012, М. кл. 3 B 21 F 35/02, опубл. 15.02.83., бюлл. 6 [15], Устройство образования узла на опорном витке пружины. Указанное устройство содержит приводную шестерню с радиальным пазом и гибочной планкой на торце шестерни, внутренняя поверхность которой снабжена конусом, расположенным соосно с шестерней, с пазом для ориентирования опорного витка пружины, и кондуктор с планкой для закрепления (фиксации) опорного витка пружины; на рабочей поверхности гибочной планки в месте сопряжения ее с торцовой поверхностью шестерни выполнена канавка для загибаемого конца пружины. При этом ось конуса расположена перпендикулярно оси пружины. Для образования узла на опорном витке пружины ее устанавливают на кондукторе в пазу планки, куда помещается и где фиксируется (зажимается) часть опорного витка. При надвижении кондуктора с пружиной на узловязальную шестерню осуществляется захват, дополнительная ориентация и зажим опорного витка пружины: пружина опорным витком попадает в паз шестерни и паз конуса на шестерне; посредством планки и поворотом шестерни относительно конуса происходит ориентация и зажим опорного витка; при повороте шестерни ее гибочная планка осуществляет загибку конца пружины за ее опорный виток, образуя на нем узел.
Недостатком данного устройства является то, что зажим опорного витка осуществляется лишь на части его длины; фактически фиксация пружины происходит по короткой дуге витка, определяемой шириной кондуктора, и двум точкам: точкам контакта пружины с вершиной конуса и основания конуса; основная (нижняя) часть опорного витка висит в воздухе, что не обеспечивает требуемой надежности ориентации, фиксации, зажима, особенно при имеющих место больших изгибающих усилиях, возникающих при загибе небольшого конца пружины. Ненадежный зажим пружины ведет к изменению геометрических размеров опорного витка при узловязании и бракованному узлу из конца пружины.
Задачей этого изобретения является повышение надежности фиксации, зажима пружины в режиме узловязания.
Задача решается в устройстве зажима пружины механизма образования узла на опорном витке пружины, содержащем для каждого конца пружины конусный захват опорного витка с пазом, с возможностью движения конусного захвата относительно пружины, со средством для фиксации (закрепления) пружины, в котором конусный захват для опорных витков выполнен с посадочным местом под опорный виток с кольцевой площадкой в основании с диаметром, равным диаметру опорного витка пружины, паз выполнен под конец опорного витка пружины в основании конусного захвата перпендикулярно оси пружины, установленной в режим узловязания, конусные захваты установлены своими основаниями на расстоянии (под углом друг к другу или параллельно напротив друг друга) не меньше осевого размера пружины, с возможностью их сближения и установки каждого из них соосно с пружиной, средство для фиксации (закрепления) пружины дополнительно снабжено вкладышем со штырем, выступающим над поверхностью вкладыша, одна боковая поверхность которого, обращенная к пружине, может быть выполнена скошенной под острым углом к оси пружины, равным углу подъема витка, вкладыш жестко закреплен в конусном захвате у его паза, поверхность вкладыша, обращенная к пружине, установленной в режим узловязания, может быть выполнена также под острым углом к оси пружины, т.е. к оси конусного захвата в его закрытом положении, с площадками под часть опорного и предыдущего (внутреннего) витка пружины, угол между плоскостями которых равен углу подъема витка, и упором, жестко закрепленным на основании механизма и расположенным в закрытом положении конусного захвата напротив вкладыша; встречная его поверхность также снабжена площадками под часть опорного и внутреннего витков, параллельных площадкам вкладыша; упор снабжен также вилкой с внутренними размерами, соответствующими габаритным размерам штыря вкладыша, расположенной напротив штыря в закрытом положении захватов. Зазор между встречными площадками вкладыша и упора для опорного витка в положении закрытого конусного захвата определен диаметром используемой для пружины проволоки. Зазор между встречными площадками вкладыша и упора для внутреннего витка в положении закрытого конусного захвата определен величиной, несколько большей (не меньше) диаметра используемой для пружины проволоки. Эта величина должна быть небольшой и допускать некоторую небольшую подвижку внутреннего витка в пределах 0,3 мм, определяемых эмпирически и зависящих от параметров пружины и других особенностей конструкции. Площадка под опорный виток пружины на вкладыше может быть выполнена с заходом на боковую поверхность вкладыша со стороны паза конусного захвата.
Такое решение позволяет надежно зафиксировать и закрепить опорный виток и зафиксировать без зажатия предыдущий ему внутренний виток пружины в механизме обработки концов, исключив перекосы пружины при больших изгибающих усилиях, действующих на нее в процессе образования узлов, улучшить качество узла пружины и самой пружины. Конструкция предлагаемого решения пояснена на фиг.6а,б,в,д,е. Описание решения в статике и его работа приведены ниже.
Кулачковое средство механизма образования узла на опорном витке пружины
Известны устройства обработки концов пружины, работой которых управляет кулачок. Так, в a. c.SU 1657263, МПК 5 B 21 F 35/02, опубл. в БИ 23 [17], автомат для навивки пружин содержит механизм формовки концов в виде полуколец, выполненный в виде шарнирно смонтированных на станине рычагов предварительной гибки с закрепленными на них роликами и ползуна, связанного посредством тяги с кулачком распределительного вала.
Недостатком указанного средства являются недостаточные его функциональные возможности.
Наиболее близким аналогом выбрано кулачковое средство [1] по а.с. 1570826, от которого работает механизм обработки концов и которое представляет собой сдвоенный кулачок, обе части которого закреплены на одном рабочем валу; один кулачок связан с пуансоном и гибочным пальцем, другой взаимодействует с двуплечим рычагом и двумя дополнительными пальцами. Форма первого кулачка с подъемным участком позволяет поднять пуансон с гибочным пальцем для отжатая прижима и выведения конца проволоки из его паза, формируя задний конец пружины, несколько не догибая его, затем отвести пуансон вниз. Второй же кулачок через взаимодействующий с ним рычаг утапливает один палец, высвобождая другой, за счет чего срывает конец пружины с утапливаемого пальца, и последний под действием сил деформации и удара об упор и об освобожденный второй палец догибается до требуемых размеров.
Недостатком кулачкового средства является наличие непредсказуемых ударных деформаций, возможность сбоев работы автомата вследствие этого, недостаточные функциональные возможности кулачков, так как они не участвуют в управлении других узлов механизма образования узла на опорном витке.
Задачей изобретения является создание кулачкового средства механизма образования узла на опорном витке пружины, позволяющего осуществить последовательно целый ряд действий, необходимых для обработки концов двух опорных витков пружины в автоматическом режиме, а также без ударных деформаций.
Задача решается конструкцией кулачкового средства механизма, представляющего собой составной кулачок, закрепленный на рабочем валу и взаимодействующий через свои контактные элементы с исполнительными устройствами, в котором контактные элементы выполнены в виде обкатных роликов, например подшипников качения, кулачок выполнен составным из трех частей: средней части, силовой, и двух боковых кулачков: для управления подвижкой узловязальной коробочки (шестерни) (кулачок узловязальной шестерни) и для управления подвижкой конусного захвата (кулачок конусного захвата), боковые кулачки выполнены каждый с боковой поверхностью, состоящей из четырех зон, одна из которых для обоих кулачков - зона ожидания - представляет собой дугу меньшего радиуса, нерабочую, длина которой определена временем ожидания конусного захвата и временем ожидания узловязальной коробочки (шестерни), (примерно 1/4 часть цикла, но расчет может быть сделан и на другую часть цикла), а ее радиус определен компоновкой элементов механизма обработки концов (их расположением относительно рабочего вала механизма обработки концов) в режиме ожидания. Напротив дуги ожидания кулачка узловязальной коробочки (шестерни) расположена зона контакта, представляющая собой дугу окружности большего радиуса, длина которой определена временем пребывания узловязальной коробочки (шестерни) в контакте с пружинной заготовкой - временем контакта коробочки (узловязальной шестерни) с пружиной, а радиус ее определен расположением узловязальной коробочки (шестерни) относительно рабочего вала в режиме контакта с пружиной. Длина аналогичной дуги контакта кулачка конусных захватов напротив своей зоны ожидания определена временем пребывания конусных захватов в контакте с пружиной (дуга контакта конусных захватов с пружиной), а радиус определен расположением конусных захватов относительно рабочего вала в режиме контакта непосредственно у пружины, обе дуги ожидания и контакта каждого из кулачков расположены по разные стороны от оси вращения своего кулачка и соединены друг с другом двумя прямолинейными ветвями (прямой и обратной) с каждой стороны, боковые кулачки могут быть выполнены симметричными относительно линии, соединяющей центры дуг ожидания и контакта, средняя силовая часть составного кулачка снабжена упорами, расположенными каждый напротив своей обратной ветви параллельно ей на расстоянии, равном диаметру соответствующего обкатного ролика, в конце зоны контакта своего кулачка, и выполнены на концах с дугой, обращенной к своей обратной ветви, с возможностью взаимодействия со своим обкатным роликом, обкатные ролики расположены своей боковой поверхностью напротив боковой поверхности своего кулачка на разных осях вращения. Ролики могут быть выполнены с одинаковыми радиусами. Длина дуги контакта конусных захватов с пружиной больше длины дуги контакта узловязальных шестерен с пружиной.
Выполнение кулачка такой конструкции позволит последовательно провести следующие операции в строгой последовательности: сначала сообщить движение конусным захватам, захватить ими пружину с ее торцов за опорные витки, сблизив конусные захваты до расстояния, равного осевому размеру пружины, и осуществить контакт конусных захватов с пружиной, затем привести в движение узловязальные шестерни в узловязальных коробочках, надвинув их в паз захвата, осуществив контакт узловязальной шестерни с пружиной для обработки концов пружины, закручивания их в кольца вокруг опорного витка, выполнив все эти операции в автоматическом режиме, затем после обработки концов пружины в обратной последовательности, без сбоев вернуть составные элементы механизма образования узла в исходные позиции. Возможность выполнения всех указанных операций расширяет функциональные возможности кулачкового средства в автоматическом режиме. Указанная строгая последовательность операций устраняет сбои в работе механизма образования узла и автомата в целом, повышает надежность его работы.
Конструкция кулачкового средства механизма образования узла на опорном витке представлена на фигуре 1, 2в, 3.
Описание конструкции в статике и работа кулачкового средства приведены ниже.
Механизм перемещения (его варианты)
Известны пружинонавивочные автоматы, содержащие в своем составе различные механизмы для перемещения заготовок из одной зоны обработки заготовки в другую (см. , например, патент РФ 2147965, МПК 7 B 21 F 35/00, опубл. 27.04.2000. , бюлл. 12 [18]). Указанный механизм перемещения заготовок выполнен в виде наклонного склиза с пневмовибратором, транспортером и регулирующим лотком.
Наиболее близким аналогом для обоих вариантов механизма перемещения пружинных заготовок является манипулятор для передачи заготовки пружины от механизма навивки к средству для гибки концов пружины в Автомате для изготовления пружин по а.с. СССР 1052304, МПК B 21 F 35/02, опубл. 7.11.83. бюлл. 41 [2] , кинематически связанный посредством системы рычагов с распределительным валом автомата, содержащий рычажный захват, состоящий из двух рычагов, одни концы которых соединены друг с другом по оси с возможностью поворота вокруг этой оси одного из рычагов относительно другого, со средствами для закрытия и раскрытия захвата. Средство для раскрытия захвата манипулятора состоит из смонтированной на станине кулисы с кулачками, толкателя и закрепленных на рычагах захвата штифтов, взаимодействующих с кулачками кулисы и толкателем.
Указанный механизм перемещения имеет ограниченную сферу применения и не подходит для перемещения заготовок достаточно больших габаритов, выполненных из толстой проволоки, с большим весом. Зажимное устройство недостаточно надежно, кроме того, примененная схема перемещения неприемлема для предлагаемой конструкции, и трудно компоновочными решениями добиться большого объема внутри автомата, позволяющего использовать реечные системы перемещения. Момент зажима пружины в известном захвате связан с ударными нагрузками на пружину, что приводит к изменению ее формы, а также снижает ресурс работы деталей захвата.
Задачей изобретения является создание механизма перемещения крупногабаритных пружин с большими весовыми характеристиками с надежным захватом и уменьшение ударных нагрузок на элементы захвата и на саму пружину в момент захвата.
Задача решается конструкцией механизма перемещения пружинной заготовки, включающего рычажный захват из двух рычагов: подвижного и неподвижного, которые соединены по оси поворота подвижного рычага относительно неподвижного в плоскости, перпендикулярной ходу подвижного рычага, и выполнены с возможностью контакта концов рычагов друг с другом с зазором, равным диаметру проволоки пружинной заготовки, средство для перемещения захвата с системой рычагов кинематической связи с рабочим валом автомата, средства для закрытия и открытия захвата, в котором рычажный захват выполнен с возможностью совершения качательных движений между крайними своими положениями, средства для закрытия и открытия захвата содержат тягу, одним концом закрепленную на подвижном рычаге по оси "а", параллельной оси поворота подвижного рычага, с возможностью поворота относительно этой оси, другим концом соединенную с кронштейном по средней оси подкоса "б" с возможностью поворота относительно этой оси, параллельной оси поворота подвижного рычага, кронштейн закреплен на неподвижном рычаге по оси "в", с возможностью поворота вокруг этой оси, параллельной оси поворота подвижного рычага, втулку открывания, выполненную с возможностью ударного контактного взаимодействия с рычагом открывания в одном крайнем положении захвата, втулку закрывания, выполненную с возможностью взаимодействия противоположного направления (как это показано стрелками на фигуре), с рычагом закрывания в другом крайнем положении захвата (крайнем левом положении), закрепленные на разных плечах коромысла; втулки открывания-закрывания могут быть объединены в одной детали либо выполнены в виде двух деталей; выполненные в виде двух деталей втулки могут быть расположены по разные стороны от оси "б" соединения тяги с кронштейном как по горизонтали, так и по вертикали; в зависимости от вида выполнения втулок (в виде одной детали или двух) и их взаимного расположения их взаимодействие с рычагами открывания-закрывания будет иметь разные или одинаковые направления; так, расположение двух втулок по диагонали относительно оси "б" должно предполагать приложение силы открывания-закрывания одного направления, в остальных случаях противоположного направления; коромысло жестко установлено на кронштейне в точке, расположенной предпочтительно в непосредственной близости от оси "б" соединения кронштейна с тягой, при этом тяга и кронштейн со своими осями поворота "а", "б", "в" образуют систему подкоса, выполнены с возможностью установки осей "а", "б", "в" по одной прямой, т.е. с возможностью перемещения средней оси "б" подкоса до линии "а-в", соединяющей крайние оси "а", "в", или с переходом этой линии на ее противоположную сторону (с образованием стрелы прогиба) и обратно. Средство открытия-закрытия захвата снабжено ограничителем хода средней оси подкоса (оси "б" соединения тяги с кронштейном), установленном на неподвижном рычаге захвата под средней осью (линией "а"-"в") на расстоянии не более 3 мм от средней линии а-в, т.е. с ограничением стрелы прогиба до 3 мм. Для симметрии ударной нагрузки конструктивно коромысло может быть выполнено сдвоенным, между двумя плоскостями которого расположен кронштейн.
Задача решается также другой конструкцией механизма перемещения пружинной заготовки, включающего рычажный захват из двух рычагов: подвижного и неподвижного, которые соединены по оси поворота подвижного рычага относительно неподвижного, и выполнены с возможностью контакта концов рычагов друг с другом с зазором между собой, равным диаметру проволоки пружинной заготовки, средство для перемещения захвата с системой рычагов кинематической связи с рабочим валом автомата, средства для закрытия и открытия захвата, в котором рычажный захват выполнен с возможностью совершения качательных движений между крайними своими положениями, средство для перемещения захвата включает ось качания захвата, выполненную в виде торсионного вала, на одном конце которого закреплен неподвижный рычаг захвата посредством шлицевого соединения, средства для закрытия и открытия захвата включают тягу подкоса, одним концом установленную на подвижном рычаге с возможностью поворота вокруг оси "а", параллельной оси поворота подвижного рычага относительно неподвижного рычага, другим концом - с кронштейном с возможностью поворота относительно средней оси подкоса "б", параллельной оси поворота подвижного рычага относительно неподвижного рычага, кронштейн закреплен на неподвижном рычаге с возможностью поворота относительно оси "в", параллельной оси поворота подвижного рычага относительно неподвижного рычага, тягу открытия-закрытия, установленную на кронштейне с возможностью поворота вокруг оси, параллельной оси поворота подвижного рычага относительно неподвижного рычага, расположенной предпочтительно в непосредственной близости от оси "б" соединения первой тяги с кронштейном, другим концом связанную с одним плечом коромысла по оси поворота, перпендикулярной оси поворота подвижного рычага относительно неподвижного, ось поворота коромысла закреплена на рычаге, связанном шлицевым соединением с другим концом торсионного вала, неподвижную пластину, жестко закрепленную на станине автомата, снабженную одной парой упоров, расположенных по разные стороны от второго плеча коромысла напротив его конца с возможностью их ударного взаимодействия со вторым плечом коромысла, и пластиной с другой парой упоров по ее бокам, при этом угловое расстояние между упорами различных пар отличается на величину двойного угла скрутки торсионного вала, между упорами пластины расположен рычаг открытия-закрытия с возможностью ударного контактного взаимодействия с ними, жестко связанный с неподвижным рычагом захвата, закрепленный на торсионном валу с помощью шлицевого соединения. При этом оси "а", "б", "в" составляют систему подкоса с возможностью выстраивания осей в одну линию, т.е. с возможностью перемещения средней оси подкоса "б" до линии "а"-"в" или с переходом этой линии "а"-"в", с образованием стрелы прогиба. Рычаг упоров дополнительно может быть снабжен ограничителями, выполненными с возможностью их регулировки, закрепленными на рычаге со стороны упоров с возможностью взаимодействия рычага с упорами через эти ограничители. Дополнительно неподвижный рычаг снабжен ограничителем хода оси "б" соединения тяги с кронштейном, ограничитель расположен под этой осью на расстоянии от средней линии не более 3 мм. Ограничитель обеспечивает стрелу прогиба не более 3 мм.
Использование системы подкоса обеспечивает большие исполнительные усилия и снижение скорости хода подвижного рычага относительно неподвижного в конце его движения во время закрытия захвата, тем самым уменьшает ударные нагрузки захвата на пружину и детали механизма. Предлагаемые решения расширяют сферу применения механизма перемещения, которые позволяют переносить пружинные заготовки достаточно больших размеров и большого веса, с надежным зажимом, простым по конструкции, исключить ударные нагрузки в момент захвата заготовки, тем самым повысить ресурс работы механизма и обеспечить высокое качество недеформируемых в процессе перемещения пружин. Конструкция механизмов иллюстрируется фиг.1, 5а,б, 8а,б; описание конструкции и работа механизмов перемещения приведены ниже.
Устройство захвата механизма перемещения пружины
Известны устройства захвата пружины [15], содержащие шестерню, снабженную конусом с пазом. При попадании пружины в паз конуса поворотом шестерни относительно конуса происходит зажим витка пружины. При повороте шестерни относительно конуса возможен также поворот, смещение пружины внутри конуса. Ввиду расположения витка пружины внутри большого конусного пространства пружина фиксируется в пространстве с достаточной степенью неопределенности.
Наиболее близким аналогом для предлагаемого решения является захват манипулятора для передачи заготовки пружины в Автомате для изготовления пружин по а.с. СССР 1052304, МПК B 21 F 35/02, опубл. 7.11.83. бюлл. 41 [2], кинематически связанного посредством системы рычагов с распределительным валом автомата, содержащего рычажный захват, состоящий из двух рычагов, одни концы которых соединены друг с другом по оси с возможностью поворота вокруг этой оси одного из рычагов относительно другого, которые выполнены с возможностью контакта концов рычагов друг с другом с зазором, равным диаметру проволоки пружины, со средствами для закрытия и раскрытия захвата.
Указанный захват при его открытии имеет большую зону неопределенности положения пружинной заготовки, определяемую от конца рычагов до места их соединения друг с другом; захват пружинной заготовки рычагами происходит в произвольной ее ориентации, что вызывает перекос ее в пространстве, заготовка в результате попадает в очередную по технологическому циклу зону обработки также в произвольной ориентации, может не захватиться или не удержится захватами этой зоны, что приведет к браку и сбою работы всего автомата. Особенно актуальными эти проблемы становятся при необходимости захвата и удержания в автоматическом режиме сложных по форме изделий, каковыми являются цилиндрические, конические и иные пружины.
Задачей этого изобретения является обеспечение надежного захвата навитой пружинной заготовки с необходимой, гарантированной ориентацией ее в пространстве, а значит, и по отношению к другим последующим механизмам обработки пружинной заготовки в конечном счете бесперебойная работа как захвата, так и автомата в целом, уменьшение бракованных изделий.
Задача решается конструкцией захвата механизма перемещения навитой пружинной заготовки, включающего рычажный захват с возможностью его открытия и закрытия, состоящий из двух рычагов: подвижного и неподвижного, которые выполнены с возможностью контакта концов рычагов друг с другом с зазором, равным диаметру проволоки пружины, в котором свободные одноименные концы рычагов на конце захвата снабжены ограничителями пространственного положения пружины в момент ее захвата, установленными на неподвижном рычаге и на подвижном рычаге. Ограничители
выполнены с возможностью взаимодействия между собой с минимальным зазором, равным диаметру проволоки, используемой для пружины. Ограничитель неподвижного рычага представляет собой пластину, жестко закрепленную на неподвижном рычаге, на конце снабженную клиновидной направляющей, а по бокам - двумя упорами, расположенными симметрично относительно продольной оси пластины вдоль нее, выполненными с двумя скошенными поверхностями каждый. Высота упоров определена расстоянием между подвижным и неподвижным рычагами в положении открытого захвата, не меньше. Упоры выполнены на конце пластины, вдоль нее, с некоторым сдвигом от ее фронтального края, а именно вблизи основания клиновидной направляющей, с образованием площадки под часть витка пружины, показанной на фиг.5в пунктирной линией. Одна скошенная поверхность каждого упора (показана на фиг.5в редкой штриховкой) наклонена в сторону клиновидной направляющей и по отношению к плоскости пластины; участки этих скошенных поверхностей, расположенные на одной высоте от пластины, представляют собой кусочно-аппроксимированные участки дуг, при продлении которых до соединения их друг с другом образуется участок дуги радиусом, равным радиусу витка пружины. Каждая скошенная поверхность из другой пары скошенных поверхностей (на фиг. 5в показана затушеванной) расположена под углом к плоскости пластины, равным 90o. Указанный угол выбран из соображений большей технологичности, но может быть и иной, отличный от 90o. Линии пересечения вторых скошенных поверхностей с плоскостью пластины представляют собой кусочно-аппроксимированные участки дуг, при продлении которых до соединения их друг с другом образуется участок дуги радиусом, равным радиусу витка пружины. Высота второй пары скосов по величине не меньше диаметра проволоки, из которой выполнена пружина. Ограничитель подвижного рычага также представляет собой пластину шириной не больше расстояния между упорами первого ограничителя, жестко закрепленную на подвижном рычаге, расположенную параллельно пластине первого ограничителя в положении закрытого захвата. Пластина второго ограничителя снабжена двумя симметрично расположенными относительно продольной оси пластины упорами, расположенными под углом друг к другу на конце пластины, равном углу клина клиновидной направляющей пластины ограничителя неподвижного рычага, и на расстоянии друг от друга, равном ширине клиновидной направляющей в месте их взаимодействия. Упоры снабжены двумя парами скошенных поверхностей, каждая из которых расположена параллельно соответствующей скошенной поверхности первого упора (на фиг.5г поверхности, встречные соответствующим поверхностям упоров другой пластины неподвижного рычага, показаны аналогичным затенением). Расстояние между встречными параллельными скошенными поверхностями при закрытом захвате равно диаметру используемой для пружины проволоки.
Указанная конструкция захвата ограничивает положение пружины в пространстве, ориентирует ее в определенном положении при закрытии захвата и позволяет обеспечить бесперебойную работу захвата и автомата, исключив брак изделий и сбой работы автомата по причине потери заготовки при захвате и по причине неправильной ее ориентации для механизмов последующей обработки заготовки в автомате.
Указанная конструкция захвата может быть использована в любом из представленных выше вариантов механизма перемещения пружинных заготовок.
Конструкция самого захвата изображена на любой из фигур 5а,б, 8а,б, конструкция ограничителей - на фиг.5в,г.
Описание конструкции захвата и его работа приведены ниже.
Описание работы в статике
На фиг.1 изображена кинематическая схема автомата; на фиг.2а,б,в - формы кулачков и их взаимное расположение, а также расположение рычагов вращения механизмов перемещения на рабочих валах автомата; на фиг.3а,б - конструкция кулачка механизма образования узла на опорном витке в различных ракурсах; на фиг.4 - механизм рубки пружинной заготовки; на фиг.5а,б - устройство захвата механизма перемещения пружинной заготовки из зоны рубки в зону узловязания в открытом и закрытом положении; на фиг.5 в,г,д, е, ж - элементы конструкции ограничителей устройства захвата по отдельности в различных ракурсах (5в,г) и в сборе (5д); на фиг.6а - механизм образования узла на опорном витке из двух одинаковых составных частей для правого и левого концов пружины; на фиг. 6б - составная часть этого механизма для правого конца пружины в другом ракурсе, на фиг. 6в - конструкция конусного захвата механизма образования узла; на фиг.6г - сечение конусного захвата в закрытом положении; на фиг.6д, е - конструкция вкладыша и его упора для конусного захвата механизма образования узла; на фиг.6ж,з - конструкция узловязальной коробочки в различных ее ракурсах; на фиг.7 - изображение пружины с обработанными концами; на фиг. 8а, б - захват механизма перемещения пружинной заготовки из зоны узловязания в зону термообработки в открытом и закрытом положении.
Пружинонавивочный автомат включает в себя механизм подачи проволоки 1, механизм формообразования пружины 2, механизм рубки 3 пружинной заготовки, механизм 4 перемещения пружинной заготовки из зоны рубки в зону образования узла на опорном витке пружины (зону узловязания), механизм образования узла на опорном витке 5, механизм 6 перемещения пружинной заготовки из зоны узловязания в зону термообработки, устройство термообработки 7, пакетатор 8, размещенные в корпусе 9 автомата (на его станине), где установлен также электродвигатель 10, закрепленный в нижней его части.
Двигатель 10 кинематически связан с центральным распределительным валом 11, который посредством шестерен соединен с двумя рабочими цикловыми валами - первым 12 и вторым 13, а также клиноременной передачей через шкивы 14, 15 клиноременного вариатора - с механизмом подачи проволоки 1. Все механизмы автомата, кроме механизма подачи проволоки 1, получают движение и работают от двух рабочих цикловых валов 12 и 13, вращающихся с одинаковой скоростью в одну сторону, а механизм подачи проволоки - непосредственно от центрального распределительного вала 11.
Механизм подачи проволоки 1 содержит две пары прижимных 16 и протяжных 17 роликов; последние через свои шестерни 18 связаны с валом 19 протяжного редуктора. Скорость вращения шкивов 14, 15, по крайней мере один из которых состоит их двух дисков, образующих V-образный ручей, установленных с возможностью их взаимной регулировки относительно друг друга, может регулироваться путем изменения зазора между указанными дисками с целью получения необходимой длины проволочной заготовки для пружины. Механизм подачи проволоки снабжен фильерами, расположенными после роликов.
Механизмы формообразования 2, рубки 3, образования узла 5, устройство термообработки 7 связаны со своими программными устройствами, выполненными в виде кулачков 20-25 с профильными боковыми поверхностями через обкатные ролики 26-31, выполненные, например, в виде подшипников качения (см. фиг.1,2а, 2б,2в).
На первом рабочем валу 12 соосно с ним установлены и жестко закреплены кулачки формообразования 20, подвижки 21, рубки 22, на втором рабочем валу 13 также соосно кулачки 23,24 механизма образования узла, кулачок 25 термообработки.
Боковая рабочая поверхность кулачка формообразования 20 выполнена криволинейной, закон изменения удаленности каждой точки которой от оси вращения рабочего вала 12 механизма формообразования 2 соответствует закону изменения диаметра навиваемой пружины. При необходимости навивки двухконусной пружины боковая рабочая поверхность кулачка формообразования 20 выполнена симметричной, с зоной плавного удаления точек, лежащих на ее поверхности, от центра вращения вала 12, зоной максимального удаления (при определенном типоразмере пружины это может быть не зона, а точка), зоной плавного приближения к центру вращения вала 12, причем начало зоны удаления совпадает с концом зоны приближения, а ось симметрии А-А* кулачка формообразования 20 проходит через центр зоны максимального удаления А*, центр вращения рабочего вала 12 о* и начало зоны удаления/конец зоны приближения А (фиг.2а). Боковая поверхность кулачка 20 может быть выполнена и другой формы для формообразования цилиндрических, одноконусных и других пружин. Кулачок формообразования 20 связан с обкатным роликом 26.
Кулачковое средство механизма рубки 3 представляет собой сдвоенный кулачок, состоящий из кулачка подвижки 21 и кулачка рубки 22 (фиг.2б). Кулачки выполнены с возможностью разновременного контакта их рабочих поверхностей со своими роликами 27,28. Это может быть достигнуто конструкцией кулачков и их роликов, описанной ниже.
Рабочие поверхности обкатных роликов 27, 28 расположены напротив поверхностей своих кулачков, выполнены с общей осью вращения и с разными диаметрами.
Кулачок рубки 22 снабжен рабочим участком подъема своей боковой поверхности m*m**, прямолинейным или криволинейным, располагающимся по отношению к кулачку 20 формообразования в месте, соответствующем началу формообразования пружины, т.е. начало его подъемного участка лежит в зоне контакта обкатного ролика 26 кулачка формообразования с зоной начала формообразования пружины кулачка 20 формообразования (до ее средней линии, зоны максимального удаления для двухконусных пружин). Наиболее оптимальное расположение начала рабочей зоны рубки - начало формообразования, в случае двухконусных пружин в начале его зоны удаления АА*, соответствующее второму витку навиваемой пружины, при установившемся динамическом режиме процесса навивки, хотя не исключены и другие варианты, определяемые компоновкой автомата. Размер участка подъема кулачка 22 (линейный размер его проекции на дугу окружности с радиусом начала участка с центром о*) зависит от диаметра проволоки, используемой для навивки пружины. Начало рабочего участка кулачка рубки имеет значение, при котором разность расстояний от точек боковых поверхностей кулачка подвижки и кулачка рубки, лежащих на одной осевой прямой, до оси вращения кулачков n**о* и m*о* будет меньше разности радиальных размеров (радиусов) их обкатных роликов 27, 28. Это условие справедливо, если радиус обкатного ролика 28 кулачка рубки 22 больше радиуса обкатного ролика 27 кулачка подвижки 21, а боковая поверхность кулачка подвижки 21 более удалена от оси вращения кулачков по сравнению с осевыми расстояниями точек боковой поверхности кулачка рубки 22, как это показано на фиг.2б. В других случаях соотношение радиальных (осевых) размеров роликов и боковых поверхностей кулачков будет иным, противоположным. Начало рабочего участка кулачка рубки 22 может быть снабжено дугой mm*, вогнутая сторона которой обращена в сторону взаимодействующего с ним обкатного ролика 28 и радиус которой равен радиусу этого обкатного ролика. Это позволяет осуществить первоначальный контакт рабочей поверхности кулачка рубки 22 с его обкатным роликом 28 не в точке, а по дуге, уменьшив контактную нагрузку на кулачок 22 и его износ.
Боковая поверхность кулачка подвижки 21 имеет рабочую зону nn****, когда движение рабочего вала сообщается подвижному ножу, и нерабочую зону n****n (обкатной ролик 27 взаимодействует с кулачком 21 без передачи движения). Назначение нерабочей зоны - удержать нож в его зоне ожидания до рабочего режима. Нерабочая зона n****n может иметь произвольную форму с плавным уменьшением ее радиуса от значения в точке n**** до его значения в точке n.
Боковая рабочая поверхность кулачка подвижки выполнена с четырьмя участками; первый участок подвижки nn* до рубки расположен перед началом рабочего участка m*m** кулачка рубки. Это опережение связано с необходимостью подвижки ножа до рубки из зоны его нерабочего расположения в зону рубки. Первый участок nn* представляет собой ветвь подъема, прямолинейную или криволинейную, линейный размер проекции которой на дугу окружности с радиусом начала участка с центром о* определен эмпирически в зависимости от расстояния от места расположения ножа в режиме ожидания до места рубки, а величина наклона (угол наклона) определена скоростью, которую необходимо сообщить ножу для его подвижки в зону рубки до рубки; эта скорость в свою очередь зависит от начала подвижки (начала первого участка кулачка подвижки) и от удаленности ножа (его лезвия) от зоны рубки. Второй участок выполнен с постоянным радиусом, и его начало n* расположено также до рабочего участка рубки кулачка рубки, а конец совпадает с началом рубки  или с другой неконечной точкой участка рубки m*m** кулачка рубки; для большей гарантии того, что в точке рубки сработает кулачок рубки и не будет сбоя работы, необходимо сохранить неизменность радиуса боковой поверхности кулачка подвижки при росте удаленности боковой поверхности кулачка рубки от центра вращения до нужного гарантированного значения, пока кулачок рубки не сработает, поэтому второй вариант предпочтительнее, но работоспособны оба варианта, и их выбор может быть определен точностью исполнения размеров кулачков. Третий участок кулачка подвижки подъемный, конец его совпадает с концом участка рубки кулачка рубки и имеет значение подъема, при котором разность расстояний от точек боковых поверхностей кулачка подвижки и кулачка рубки, лежащих на одной осевой прямой, до оси вращения n***о* и m**о* будет больше разности радиальных размеров (радиусов) их обкатных роликов. При этом должно произойти переключение ролика 28 на ролик 27. Этот участок необходим для обеспечения плавности переключения рабочей поверхности кулачка 22 на рабочую поверхность кулачка 21. Сформулированное условие должно быть соблюдено при тех же изложенных выше оговорках. Длина третьего участка зависит от угла подъема; чем больше угол наклона этого участка, тем быстрее кулачок подвижки достигнет указанного выше значения, тем он короче. Четвертый, последний участок рабочей поверхности кулачка подвижки выполнен подъемным, прямолинейным или криволинейным, с углом подъема (наклоном) того же знака, что и первый рабочий участок кулачка подвижки. Длина четвертого участка определена расстоянием от места рубки до конечного места подвижки ножа при выходе его из зоны рубки в том же направлении, а угол наклона участка определен потребной скоростью выхода ножа из зоны рубки. Как видно, взаимное расположение рабочих участков кулачков 21, 22, их конструкция (размеры, габаритные размеры) и форма этих кулачков и размеры взаимодействующих с ними обкатных роликов 27, 28 предопределяют разновременность работы этих кулачков и предполагают несколько вариантов их исполнения. На фиг.2б больший по диаметру ролик - это ролик 28 кулачка рубки 22, но может быть и другой вариант. При варианте, иллюстрируемом этой фиг.2б, при (n**o*-m*o*)<(R28-R27) контакт будет осуществлен между роликом 28 с кулачком рубки 22, при (n***о*-m**о*)>(R28-R27) будет осуществлен контакт ролика 27 с кулачком подвижки 21. Таким образом, мгновенное соотношение радиусов обкатных роликов и осевых расстояний точек рабочих боковых поверхностей кулачков подвижки и рубки определяют мгновенную рабочую точку того или другого кулачка.
или с другой неконечной точкой участка рубки m*m** кулачка рубки; для большей гарантии того, что в точке рубки сработает кулачок рубки и не будет сбоя работы, необходимо сохранить неизменность радиуса боковой поверхности кулачка подвижки при росте удаленности боковой поверхности кулачка рубки от центра вращения до нужного гарантированного значения, пока кулачок рубки не сработает, поэтому второй вариант предпочтительнее, но работоспособны оба варианта, и их выбор может быть определен точностью исполнения размеров кулачков. Третий участок кулачка подвижки подъемный, конец его совпадает с концом участка рубки кулачка рубки и имеет значение подъема, при котором разность расстояний от точек боковых поверхностей кулачка подвижки и кулачка рубки, лежащих на одной осевой прямой, до оси вращения n***о* и m**о* будет больше разности радиальных размеров (радиусов) их обкатных роликов. При этом должно произойти переключение ролика 28 на ролик 27. Этот участок необходим для обеспечения плавности переключения рабочей поверхности кулачка 22 на рабочую поверхность кулачка 21. Сформулированное условие должно быть соблюдено при тех же изложенных выше оговорках. Длина третьего участка зависит от угла подъема; чем больше угол наклона этого участка, тем быстрее кулачок подвижки достигнет указанного выше значения, тем он короче. Четвертый, последний участок рабочей поверхности кулачка подвижки выполнен подъемным, прямолинейным или криволинейным, с углом подъема (наклоном) того же знака, что и первый рабочий участок кулачка подвижки. Длина четвертого участка определена расстоянием от места рубки до конечного места подвижки ножа при выходе его из зоны рубки в том же направлении, а угол наклона участка определен потребной скоростью выхода ножа из зоны рубки. Как видно, взаимное расположение рабочих участков кулачков 21, 22, их конструкция (размеры, габаритные размеры) и форма этих кулачков и размеры взаимодействующих с ними обкатных роликов 27, 28 предопределяют разновременность работы этих кулачков и предполагают несколько вариантов их исполнения. На фиг.2б больший по диаметру ролик - это ролик 28 кулачка рубки 22, но может быть и другой вариант. При варианте, иллюстрируемом этой фиг.2б, при (n**o*-m*o*)<(R28-R27) контакт будет осуществлен между роликом 28 с кулачком рубки 22, при (n***о*-m**о*)>(R28-R27) будет осуществлен контакт ролика 27 с кулачком подвижки 21. Таким образом, мгновенное соотношение радиусов обкатных роликов и осевых расстояний точек рабочих боковых поверхностей кулачков подвижки и рубки определяют мгновенную рабочую точку того или другого кулачка.
Кулачок механизма образования узла 5 (фиг.2в, 3) жестко закреплен на рабочем валу 13 и выполнен составным из трех частей: средней части, силовой и боковых кулачков: 23 для управления подвижкой узловязальных коробочек механизма 5 образования узла и 24 для управления подвижкой конусных захватов механизма 5. Эти кулачки 23, 24 каждый имеют боковую поверхность, разделенную на четыре зоны. Одна зона для каждого кулачка Lo1, Lo2 - дуга ожидания - представляет собой дугу малого радиуса, нерабочую, определяющую режим ожидания конусных захватов и узловязальных коробочек; длина дуги ожидания определена временем ожидания конусных захватов и узловязальных коробочек (примерно 1/4 часть цикла работы автомата). Длины этих дуг разных кулачков не обязательно должны быть равными. Радиус каждой дуги ожидания определен компоновкой элементов узла конусных захватов и узловязальных коробочек (их расположением относительно рабочего вала 13) в режиме ожидания. В частности, радиус дуги ожидания узловязальных коробочек Lo1 будет определен расположением узловязальных коробочек в режиме ожидания. Напротив дуги ожидания Lo1 кулачка 23 расположена зона Lк1 - дуга контакта, представляющая собой дугу окружности, длина которой определена временем пребывания узловязальных коробочек в контакте с пружинной заготовкой - временем контакта, примерно равным времени узловязания (для надежности чуть больше времени узловязания), и в одном из вариантов конструкции может составлять примерно одну треть от длины окружности, а радиус ее определен расположением узловязальных коробочек относительно вала 13 в режиме узловязания непосредственно у пружины. Разность радиусов дуги ожидания и дуги контакта определяется необходимой длиной подвижки узловязальных коробочек из зоны ожидания в зону контакта. Длина такой же дуги контакта Lк2 другого кулачка 24 напротив зоны ожидания Lo2 определена временем пребывания конусных захватов в контакте с пружиной (дуга контакта конусных захватов с пружиной); как видно из фиг.3, Lк1 < Lк2. Радиус Lк2 определен расположением конусных захватов. Обе дуги Lo, Lк каждого из кулачков расположены по разные стороны от оси вращения кулачка вала 13 и соединены друг с другом двумя прямолинейными ветвями с каждой стороны. Эти ветви определяют подвижку узловязальных коробочек (кулачок 23) и конусных захватов (кулачок 24) механизма 5 образования узла из положения ожидания в положение контакта с пружиной (прямая ветвь) и обратно в исходное положение (обратная ветвь). Кулачки 23, 24 могут быть выполнены симметричными, и ось симметрии каждого кулачка проходит через центры дуг ожидания и дуг контакта. Средняя силовая часть составного кулачка снабжена упорами 32. Упоры силовой части предназначены для приведения в принудительный контакт обкатных роликов 29 и 30 с обратными ветвями кулачков 23,24. Упоры расположены каждый напротив своей обратной ветви параллельно ей на расстоянии, равном диаметру соответствующего обкатного ролика 29, 30, в конце зоны контакта своего кулачка, и выполнены на концах с дугой, обращенной к своей ветви с возможностью взаимодействия со своим обкатным роликом. Принудительный контакт роликов 29, 30 с обратными ветвями кулачков 23, 24 может быть осуществлен и другими средствами, в частности их подпружинением, однако этот вариант недостаточно надежен. Ролики 29, 30 выполнены с одинаковыми геометрическими размерами, закреплены на одноименных плечах сдвоенного коромысла, имеют разные оси вращения и расположены своей боковой поверхностью напротив боковой поверхности своего кулачка 23 и 24 соответственно. Расположение составного кулачка механизма 5 на оси вращения вала 13 зависит от расположения кулачка рубки 22 и от расположения обкатных роликов 29, 30 по отношению к оси вращения вала 13. Момент рубки пружины по времени совпадает с моментом окончания узловязания предыдущей пружины. При этом составной кулачок механизма 5 расположен на оси рабочего вала 13 так, что начало зоны рубки m*m** кулачка рубки 22 совпадает с началом перехода механизма образования узла из режима контакта узловязальных коробочек к режиму ожидания, т.е. с началом отвода узловязальных коробочек, концом дуги контакта узловязальных коробочек Lк1.
Кулачок термообработки 25 (фиг.2в) выполнен симметричным; боковая поверхность которого представляет собой две дуги - полуокружности с большим и меньшим диаметрами с переходными участками в виде плавных ступенек, выполненных по дуге, причем ось симметрии кулачка термообработки совпадает с началом рубки, а именно линия, соединяющая среднюю точку рабочей поверхности кулачка термообработки с его осью вращения о**, составляет угол в 0o с линией, соединяющей начало рабочего участка кулачка рубки с осью его вращения. Габариты кулачка 25 определены компоновкой элементов термообработки. Кулачок 25 снабжен обкатным роликом 31.
Механизм формообразования
Кулачок 20 формообразования кинематически связан через обкатной ролик 26, например подшипник качения, с механизмом формообразования пружины 2, включающем формообразующий ролик 33 и шагозадающий упор 34; кинематическая связь ролика обкатки 26 и формообразующего ролика 33 осуществлена последовательно через коромысло 35, тягу 36, коромысло 37, тягу 38, рычаг 39.
Механизм рубки в целом изображен на фиг.4.
Кроме перечисленных выше кулачков подвижки 21 и рубки 22 с их обкатными роликами 27, 28 механизм рубки содержит подвижный нож 40 и жестко закрепленный на станине 9 неподвижный нож 41. Для более точной подстройки ножи могут быть выполнены с возможностью регулировки их положения (не показано). Кинематическая связь кулачка 21 через обкатной ролик (подшипник) 27 с подвижным ножом 40 осуществлена через коромысло 42, тягу 43 на ось 44 поворота подвижного ножа 40; плоскость рубки (плоскость поворота лезвия ножа) перпендикулярна витку. Кулачок рубки 22 выполнен с возможностью взаимодействия со своим обкатным роликом 28, закрепленным соосно с роликом 27 на коромысле 42, и его кинематическая связь с ножом осуществлена по той же схеме, что и кулачка подвижки 21 с ножом 40. Это позволяет повысить степень синхронизации процесса подвижки ножа и процесса рубки и упростить кинематическую схему автомата в целом. Подвижный нож 40 связан также с пружиной возврата из конечной точки подвижки ножа в исходное положение (не показано).
Механизм 4 перемещения пружинной заготовки из зоны рубки в зону узловязания включает устройство захвата со средствами для его закрытия и открытия (фиг.5) и средство для перемещения захвата (фиг.1). Средство для перемещения механизма 4 связано с рабочим валом 12 тягой 45 (фиг.1, 2а), закрепленной на кулачке рубки 22 через серьгу 46 (см. фиг.2а), образующую рычаг вращения; место крепления этой серьги на кулачке 22 расположено на линии, соединяющей начальную точку его рабочей поверхности m*с осью вращения рабочего вала 12 с эксцентриситетом, величина которого определяется компоновкой автомата, и выполнено с возможностью угловой регулировки в небольших пределах; тяга 45 ориентирована вдоль указанной линии соединения рабочей поверхности кулачка 22 с осью вала 12 и расположена по одну сторону с указанной линией от их оси вращения. Это позволяет добиться жесткой синхронизации процессов рубки и перемещения заготовки. Тяга 45 передает движение к устройству захвата через: коромысло 47, тягу 48, рычаг 49, определяя качательные движения устройства захвата 50 относительно оси вращения 51. Захват 50 на фиг.1 показан условно. Захват 50 закреплен на оси вращения 51 и может занимать два крайних положения: в зоне рубки пружинной заготовки (крайнее нижнее положение) и в зоне узловязания концов пружины (крайнее верхнее положение). Захват 50 имеет два состояния: открытое (фиг.5а) и закрытое (5б), в котором удерживает заготовку навитой пружины для ее переноса. Захват 50 содержит подвижный рычаг 52, неподвижный рычаг 53, которые соединены по оси поворота подвижного рычага относительно неподвижного в плоскости, перпендикулярной этой оси, тягу 54, одним концом закрепленную на подвижном рычаге 52 по оси "а", параллельной оси поворота подвижного рычага 52, с возможностью поворота относительно нее, кронштейн 55, связанный с другим концом тяги 54 по оси "б", параллельной оси поворота подвижного рычага 52, с возможностью поворота относительно нее, и закрепленный на неподвижном рычаге 53 с возможностью поворота вокруг оси "в", параллельной оси поворота подвижного рычага 52, втулку закрывания 56, втулку открывания 57, закрепленные на разных плечах коромысла 58. Конструктивно коромысло 58 может быть выполнено сдвоенным, между двумя плоскостями которого, жестко связанный с ним, установлен кронштейн 55; место соединения кронштейна 55 и коромысла 58 расположено в непосредственной близости от оси "б" соединения кронштейна 55 с тягой 54, так как вблизи оси "б" контактные напряжения в месте соединения деталей от удара будут минимальными. Если не руководствоваться этими соображениями, место соединения кронштейна 55 и коромысла 58 может быть дальше от оси "б". Ось поворота кронштейна 55 "в" параллельна оси поворота подвижного рычага 52 и закреплена на неподвижном рычаге 53. Тяга 54, кронштейн 55 со своими осями поворота "а", "б", "в" образуют систему подкоса, по которой выполнена кинематика захвата; подкос обеспечивает большие исполнительные усилия и снижение скорости хода в конце движения исполнительных деталей захвата: кронштейна 55, тяги 54, подвижного рычага 52. Тяга 54, кронштейн 55, коромысло 58, втулки закрывания 56 и открывания 57 образуют средство для открывания-закрывания захвата 50. Для надежного заклинивания захвата ось "б" должна опуститься ниже линии "а"-"в", образуя стрелу прогиба. Для уменьшения стрелы прогиба системы подкоса до величины не более 3 мм в системе подкоса на неподвижном рычаге 53 установлен ограничитель 59 хода оси "б" кронштейна 55 под кронштейном 55. При отсутствии ограничителя 59 при дальнейшем опускании средней точки подкоса ниже 3 мм (технологический размер) подвижный рычаг 52, поворачиваясь дальше вокруг оси соединения его с неподвижным рычагом 53, может раскрыть захват и ослабить захват пружины.
Одноименные концы рычагов 52, 53 на конце захвата 50 снабжены ограничителями положения пружины в момент ее захвата: 60 на неподвижном рычаге 53 и 61 на подвижном рычаге 52. Указанные ограничители 60 и 61 изображены на фиг. 5в. и 5г соответственно в различных своих ракурсах, а также в момент их контакта между собой и с зажатым между ними витком пружинной заготовки (фиг. 5д). Ограничители выполнены с возможностью взаимодействия их между собой с минимальным зазором, равным диаметру проволоки, используемой для пружины. Ограничитель 60 (фиг.5в) представляет собой пластину 62, жестко закрепленную на неподвижном рычаге 53, на конце снабженную клиновидной направляющей 63, а по бокам - двумя упорами (собственно ограничителями) 64, расположенными симметрично относительно продольной оси пластины 62 вдоль нее, выполненными с двумя скошенными поверхностями каждый. Высота упоров 64 определена расстоянием (не меньше) между подвижным 52 и неподвижным 53 рычагами в положении открытого захвата 50 (фиг. 5а). Упоры 64 выполнены на конце пластины 62, вдоль нее, с некоторым сдвигом от ее фронтального края, а именно вблизи основания клиновидной направляющей 63, с образованием площадки под часть витка пружины, показанной на фиг. 5в,г пунктирной линией. Одна скошенная поверхность каждого упора (ограничителя) 64 наклонена в сторону клиновидной направляющей 63 (в сторону захватываемой пружины) и наклонена по отношению к центральной части плоскости пластины 62 (на фиг.5в показано редкой штриховкой); участки этих скошенных поверхностей упоров 64, расположенные на одной высоте от пластины 62, представляют собой кусочно-аппроксимированные участки дуг, при продлении которых до соединения их друг с другом образуется участок дуги радиусом, равным радиусу витка пружины. Каждая скошенная поверхность из другой пары скошенных поверхностей расположена под углом, равным 90o, к плоскости пластины 62 (из соображений технологичности) (на фиг.5в,г затушевано). Линии пересечения вторых скошенных поверхностей с плоскостью пластины 62 представляют собой кусочно-аппроксимированные участки дуг, при продлении которых до соединения их друг с другом образуется участок дуги радиусом, равным радиусу витка пружины. Высота второй пары скосов по величине выбрана не меньше диаметра проволоки, из которой выполнена пружина, из соображений исключения соскальзывания витка пружины. Оба упора 64 со своими скошенными поверхностями предназначены для ограничения перемещения витка пойманной пружины с одной стороны (в плоскости фигуры справа). Ограничитель 61 (фиг. 5г) также представляет собой пластину 65 шириной не больше расстояния между упорами 64, жестко закрепленную на подвижном рычаге 52, расположенную параллельно пластине 62 ограничителя 60 в положении закрытого захвата 50. Пластина 65 снабжена двумя симметрично расположенными относительно продольной оси пластины 65 упорами 66 напротив упоров 64. Упоры 66 расположены под углом друг к другу, равном углу клина клиновидной направляющей 63, и на расстоянии друг от друга, равном ширине клиновидной направляющей 63 в месте их взаимодействия. Упоры 66 снабжены двумя парами скошенных поверхностей, каждая из которых расположена параллельно соответствующей встречной скошенной поверхности упора 64 (на фиг.5в,г встречные поверхности выполнены с одинаковым затенением).
Расстояние между встречными параллельными скошенными поверхностями при закрытом захвате 50 равно диаметру используемой для пружины проволоки.
Механизм перемещения 4 снабжен также кинематической цепью закрывания захвата 50, которая связана с кинематической схемой механизма рубки 3 через коромысло 42, тягу 67, закрепленную на плече коромысла 42 механизма рубки 3, другой конец которой связан с рычагом 68; схема закрывания захвата содержит также рычаг 69, связанный с рычагом 68 через торсионный вал 70, а также с тягой 71 и рычагом 72 закрывания захвата 50 с возможностью его взаимодействия с втулкой закрывания 56 захвата 50 в крайнем нижнем его положении. Дополнительно механизм перемещения 4 выполнен с возможностью взаимодействия своей втулкой открывания 57 с рычагом 73 механизма образования узла 5 (фиг. 6а).
Механизм образования узла на опорном витке пружины (узловязания) 5 (фиг. 1, 6а) работает от второго циклового рабочего вала 13 через составной кулачок 23, 24 и обкатные ролики 29, 30 и содержит два механизма по обработке правого (фиг. 6б) и левого концов пружины, выполненных аналогично. Механизм образования узла и в правой и в левой части содержит пару конусов захвата - внутреннего 74 и наружного 75, установленных один в другом соосно и встречно (фиг.6а,б,в), т.е. большее основание внутреннего конуса 74 лежит в плоскости меньшего основания наружного конуса 75, при этом радиус основания наружного конуса больше радиуса основания внутреннего конуса на величину, равную диаметру используемой для пружины проволоки (с поправкой на технологические зазоры), расположенных с образованием кольцевой площадки 76 между собой в основании конусного захвата с посадочным местом под опорный виток пружины в виде желоба квадратного или конусного сечения (фиг.6г) со стороной размером, равным диаметру используемой проволоки (с учетом технологического зазора), с диаметром площадки, равным диаметру опорного витка, жестко закрепленных между собой; конусный захват 74-75 выполнен с пазом в основании захвата. Паз предназначен для расположения конца опорного витка пружины и ориентирован перпендикулярно оси пружины, установленной в режим узловязания, геометрические размеры паза конусного захвата (его ширина и длина) определены из неравенства:
Nπ D + h <l <шаг пружины,
где l - геометрические размеры паза (его ширина, длина), равные длине конца опорного витка пружины, идущего на узловязание;
N = целое число, количество полных колец в узле; обычно N=2, 3, но может быть и другим;
πD - длина окружности одного кольца из конца опорного витка;
D - диаметр кольца из конца опорного витка;
h - расстояние между опорным и внутренним витком в зоне расположения узла (см. фиг.7).
Захват 74-75 дополнительно снабжен пластиной 77 (фиг.6в), жестко закрепленной на конусном захвате 74-75 у крайней стенки паза со стороны, противоположной конечной точке контакта опорного витка в конусном захвате, рабочая поверхность которой обращена к пазу, выполнена выступающей за пределы конусного захвата (паза) примерно на величину радиуса опорного витка для надежности ее контакта с концом пружины при возможном изменении ориентации пружины в определенных допустимых пределах и ориентирована параллельно продольной оси паза либо под острым углом к ней, причем ориентация рабочей поверхности пластины под острым углом более предпочтительна.
Непосредственно у паза размещен жестко закрепленный в захвате вкладыш 78 (фиг. 6в, 6д). Поверхность вкладыша 78, обращенная к пружине (на фиг.6д обозначена затенением - частой штриховкой), может быть выполнена под острым углом к оси конусных захватов в их закрытом положении (к оси пружины, установленной для узловязания); эта поверхность снабжена площадками под часть опорного и предыдущего (внутреннего) витка пружины (на фиг.6д показаны редкой штриховкой), угол между плоскостями которых равен углу подъема витка. Для надежной ориентации загибаемого конца опорного витка внутрь паза, к центру основания захвата 74-75 при его подломе площадка под конец опорного витка на боковой поверхности вкладыша может быть выполнена с выходом на боковую, внутреннюю со стороны паза поверхность вкладыша 78. Вкладыш снабжен штырем 79, боковая поверхность которого (частая штриховка) также может быть выполнена с наклоном под острым углом по отношению к оси пружины, т.е. параллельно плоскости, проходящей касательной через опорный и внутренний витки пружины.
Напротив вкладыша 78 в положении закрытых конусных захватов на основании (станине 9) расположен упор 80 (фиг.6е). Боковая поверхность упора 80 выполнена с площадками под часть опорного витка и часть внутреннего витка; эти площадки, встречные площадкам вкладыша 78, показаны той же штриховкой; упор 80 снабжен также вилкой на его конце, расположенной напротив штыря при закрытом положении захватов, с внутренними размерами, соответствующими габаритным размерам штыря 79 вкладыша 78, с возможностью вхождения штыря 79 в вилку упора 80 в закрытом положении конусных захватов. Зазор между боковыми встречными поверхностями площадок вкладыша 78 и упора 80 под опорный виток пружины в положении закрытого конусного захвата 74-75 определен диаметром используемой для пружины проволоки. Зазор между боковыми встречными поверхностями площадок вкладыша 78 и упора 80 под внутренний виток пружины в положении закрытого конусного захвата 74-75 определен несколько больше диаметра используемой для пружины проволоки, для исключения жесткого зажатия внутреннего витка пружины, оставив небольшую свободу для его перемещения.
Каждая часть механизма 5 содержит также узловязальную коробочку 81 (фиг. 6ж) для размещения в ней и закрепления узловязальной шестерни 82, снабженной гибочной планкой 83, и шлицевой шестерни 84, находящихся в постоянном их взаимном зацеплении (не показано). Поперечный размер узловязальной коробочки (ее толщина) не больше ширины паза конусного захвата 74-75. Узловязальная коробочка 81 выполнена с возможностью возвратно-поступательного или поворотного движения к пружине и от пружины, т.е. относительно оси расположения конусных захватов в их закрытом положении (оси пружины, установленной в режим узловязания). Коробочка снабжена пазом, расположенным со стороны паза конусного захвата 74-75 напротив него, с внутренним размером, равным диаметру проволоки для пружины с учетом наклонного положения внутреннего витка пружины к оси пружины, равного углу подъема пружины (на фиг.6б узловязальная коробочка 81 показана размещенной в пазе конусных захватов 74-75).
Непосредственно вблизи конусного захвата 74-75 расположена пластина-ограничитель 85, плоскость которой параллельна плоскости основания конусного захвата при установке его в закрытое положение (т.е. с зажатой в нем пружиной, установленной в режим узловязания). Ограничитель снабжен выступами, внутренней плоскостью своих концов, образующими ограничительную поверхность для опорного витка пружины в конусном захвате, в виде участков дуги с радиусом не больше разности радиуса опорного витка пружины и радиуса используемой для пружины проволоки, с возможностью ограничения хода опорного витка пружины в желобе с кольцевой площадкой 76 конусного захвата 74-75 в осевом направлении пружины; выступы пластины 85 расположены по длине дуги не меньше половины длины окружности с указанным радиусом. Пластина с выступами закреплена на основании 86 механизма 5 образования узла на опорном витке пружины, т.е. неподвижно относительно станины 9, таким образом, что при закрытом захвате пластина расположена напротив его основания параллельно ему на расстоянии технологического зазора (примерно 0,5 мм) от поверхности опорного витка, размещенного на своей кольцевой площадке 76 этого основания (фиг.6г). На наружной поверхности внутреннего конуса 74 и внутренней поверхности наружного
конуса выполнены выборки для свободного надвижения конусного захвата на выступы пластины 85 (фиг.6в).
Конусный захват 74-75 закреплен консольно на опоре 87 основания 86. Консоли 88 с опорами 87 выполнены с возможностью поворота вокруг оси, перпендикулярной оси пружины, когда она расположена своими опорными витками между конусами 74, 75. Конические захваты 74-75 обеих частей механизма 5 расположены в зоне образования узла в исходном положении под углом друг к другу; максимальный угол "раскрытия" конических захватов в исходном положении определяет их расстояние между собой не менее осевого размера пружины. Конические захваты выполнены с возможностью их взаимного сближения друг с другом. Расположение захватов под углом друг к другу предполагает их сближение поворотом до установки их напротив друг друга соосно на расстоянии, равном или чуть меньшим осевого размера пружины. Возможен и вариант установки конусных захватов обеих частей механизма соосно, напротив друг друга, параллельно. В этом случае сближение захватов будет поступательным.
Узловязальные коробочки 81 закреплены каждая на своей пластине 89 с возможностью ее поворота относительно оси 90, параллельной оси пружины.
Конусный захват 74-75 и узловязальная коробочка 81 каждый связаны с составным кулачком механизма 5 через кинематические цепи их подвижки к пружине и от пружины, два конечных звена которых как со стороны конусного захвата 74-75, так и узловязальной коробочки 81 связаны между собой и с конусным захватом 74-75, пластиной 89 крепления узловязальной коробочки 81 по осям поворота "а", "б", "в", параллельным друг другу, с возможностью установки их в одну линию (фиг. 6б), т. е. с возможностью перемещения оси "б" до линии "а"-"в". Узловязальная шестерня 82 также связана кинематической цепью с зубчатым сектором, закрепленным на шестерне, установленной на валу второго рабочего вала 13.
Работой механизма обработки концов 5 управляет составной кулачок 23-24, закрепленный на валу 13 и связанный с кинематической схемой механизма 5 через обкатные ролики 29, 30. Кинематическая схема механизма 5 содержит по паре приводов конических захватов, приводов узловязальных коробочек, приводов узловязальных шестерен.
Каждый привод конических захватов 74-75 работает от кулачка 24 и его обкатного ролика 30 и включает коромысло 91 (расположено на заднем плане за коромыслом 99 на фиг.1); одно плечо этого коромысла связано с боковой поверхностью кулачка 24 через подшипник качения 30, второе - с тягой 92 и далее с трехплечим рычагом 93 с одной осью вращения (плечо 93а - плечо 93б), тягой 94, коромыслом 95 (фиг.6а,б), тягой 96, двуплечим рычагом 97 (плечо 97а - плечо 97б) с общей осью поворота обоих плеч "в"; плечо 97б связано с тягой 98 по оси поворота "б", параллельной оси "в", другой конец тяги 98 связан с консолью 88 конусного захвата 74-75 по оси "а", параллельной оси "в". При этом детали 97б-98, а именно оси их поворота "а"-"б"-"в" образуют систему подкоса конусных захватов с возможностью их выстраивания в одну линию.
Каждый привод узловязальных коробочек 81, как и привод конических захватов 74-75, работает от второго рабочего вала 13 и составного кулачка, только от другой боковой его части 23, по следующей схеме: кулачок 23, обкатной ролик 29, коромысло 99, тяга 92, трехплечий рычаг 93 (плечо 93а); эта часть кинематической цепи совпадает с кинематической цепью приводов конических захватов 74-75. Коромысла 91 и 99 имеют одинаковую конструкцию и общую ось поворота в их средней части. В отличие от схемы конических захватов в трехплечем рычаге 93 на передачу движения узловязальных коробочек задействовано другое плечо 93 в. Это плечо через тягу 100 связано с коромыслом 101 (фиг. 6а,б) и далее через тягу 102 и пластину 89 крепления узловязальной коробочки с узловязальной коробочкой 81. При этом детали 101, 102, а именно оси их поворота а-б-в образуют другую систему подкоса узловязальных коробочек с возможностью выстраивания осей поворота "а", "б", "в" в одну линию (фиг. 6б).
Перемещение точек "б" обоих подкосов может быть ограничено упорами, установленными у одного из звеньев их кинематической цепи, например, упорами, установленными у плечей коромысла 91, 99, противоположных плечам с роликами 29, 30 (фиг.1).
Двуплечий рычаг 97 левой части механизма 5 образования узла снабжен дополнительньм плечом 97в (фиг.6а), которое вместе с тягой 103 и рычагом 73 образуют средство для открывания захвата 50 механизма перемещения 4.
Привод узловязальных шестерен 82 запитан от второго рабочего вала 13, на котором закреплена шестерня 104 с установленным в ней зубчатым сектором. Шестерня с зубчатым сектором выбрана для передачи прерывистого вращения узловязальной шестерне в течение одного оборота вала как наиболее надежная система; в качестве другой системы прерывистого вращения могут быть использованы и другие известные системы, например мальтийский механизм. Зубчатый сектор занимает примерно 1/3 часть окружности и пространственно не всегда совпадает с дугой контакта узловязальных коробочек с пружиной Lк1 кулачка 23; при этом работа зубчатого сектора по времени совпадает с работой дуги контакта кулачка узловязальной шестерни, что достигается регулировкой углового положения зубчатого сектора и кулачка механизма образования узла на их рабочем валу 13, а также регулировкой плеч отдельных звеньев их кинематической цепи; угловой размер зубчатого сектора равен угловому размеру дуги контакта коробочек 81 с пружиной кулачка 23 или чуть меньше; так, для надежной работы автомата без сбоев угловой размер дуги Lк1 составляет 120o, а угловой размер зубчатого сектора 106,6o. Угловой размер зубчатого сектора выбран меньшим углового размера дуги контакта узловязальной коробочки для гарантированного пребывания последней в контакте с пружиной, пока идет узловязание узловязальной шестерней 82, связанной с зубчатым сектором, при наличии технологических ошибок исполнения деталей автомата. При высокой степени точности их изготовления в идеальном варианте указанные размеры будут равны, и угловой размер зубчатого сектора может также составить 120o. Указанные размеры определены исходя из использованных вариантов передаточных звеньев в кинематической схеме привода узловязальных шестерен, количества потребных оборотов узловязальной шестерни и могут быть иными в определенных пределах. Зубчатый сектор шестерни 104 расположен с возможностью периодического зацепления с ведомой шестерней 105. Ведомая шестерня выполнена с параметрами, позволяющими провернуться ей от зубчатого сектора на один оборот. Ведомая шестерня 105 связана с шестерней 106 с коэффициентом передачи, равным двум, причем на одну узловязальную шестерню 106 передача осуществляется с одним направлением вращения, а на другую - с другим направлением вращения (через шестерню смены направления вращения 107, что и показано на фиг.1), поскольку направления вращения узловязальных шестерен 82 для разных концов пружины должны быть разным. Далее повышающая шестерня 106 связана с конической передачей 108 карданных механизмов 109, непосредственно связанных со шлицевой шестерней 84. Вид передач и механизмов определен исходя из компоновочных решений автомата. При этом для образования узла в три кольца (N=3) с указанными передаточными числами кинематической цепи зубчатый сектор - узловязальная шестерня необходимо повысить передачу шлицевой шестерни в 1,5 раза.
Механизм 6 перемещения пружины из зоны узловязания на термообработку включает транспортное устройство и устройство захвата со средством для закрытия-открытия захвата. Транспортное устройство связано с рабочим валом 12 через рычаг вращения 110 (фиг.1, 2а), закрепленный на валу 12, на оси вращения непосредственно или с эксцентриситетом, величина которого, как и расположение рычага относительно других кулачков, определяется компоновкой автомата; место крепления рычага вращения расположено с возможностью регулировки относительно оси вращения вала 12 и более точно определяется экспериментально в процессе настройки. При этом нижнее и верхнее положения захвата механизма 6 перемещения пружины из зоны узловязания на термообработку соответствует нижнему и верхнему положению захвата механизма 4 перемещения пружины из зоны рубки в зону узловязания соответственно. Это достигается компоновкой кинематических цепей, регулировкой плеч отдельных звеньев кинематических цепей и угловой регулировкой расположения рычагов вращения на рабочем валу.
Рычаг вращения 110 механизма 6 связан с устройством захвата через транспортное устройство: тягу 111, рычаг 112, торсионный вал 113, на котором закреплен захват 114 (на фиг.1 показан условно, на фиг.8а,б - его конструкция в открытом и закрытом положении), определяя качательные движения устройства захвата 114, закрепленного на торсионном валу 113, относительно оси вращения 115. Размах качания захвата 114 с валом 113 определен положением упоров 116,117 (фиг.1, 8), с которыми взаимодействует рычаг 118 через регулируемые ограничители 119. Захват 114 имеет два положения: открытое (фиг. 8а) и закрытое (фиг.8б), удерживая заготовку навитой пружины для ее переноса. Захват 114 содержит подвижный рычаг 120, неподвижный рычаг 121, тягу 122 и кронштейн 123.
Подвижный рычаг 120 захвата закреплен на неподвижном рычаге 121 на стойке по оси с возможностью поворота вокруг этой оси, перпендикулярной плоскости движения подвижного рычага 120. Тяга 122 одним концом закреплена на подвижном рычаге 120 с возможностью поворота вокруг оси "а", параллельной оси поворота подвижного рычага 120 относительно неподвижного рычага 121, другим концом - с кронштейном 123 с возможностью поворота относительно оси "б", параллельной оси поворота подвижного рычага 120 относительно неподвижного рычага 121. Другая ось поворота кронштейна 123 "в", параллельная оси поворота подвижного рычага 120 относительно неподвижного рычага 121, закреплена на стойке неподвижного рычага 121. Неподвижный рычаг 121 закреплен шлицевым соединением на торсионном валу 113 посредством зажимных пластин 124.
Захват 114 содержит также средства для открывания-закрывания захвата, включающие тягу 125, коромысло 126, связанное с рычагом 127 по оси поворота, который жестко закреплен на торсионном валу 113 с помощью шлицевого соединения, а также пластину 128, жестко закрепленную на станине 9 автомата. Пластина 128 снабжена упорами 130, 131, а также пластиной 132 с упорами 116, 117 по ее бокам (фиг.1, 8б). Упоры 130, 131 расположены по разные стороны от второго плеча коромысла 126 напротив него с возможностью их ударного взаимодействия со вторым плечом коромысла 126. Неподвижный рычаг 121 жестко связан с рычагом 118, закрепленным на торсионном валу 113 и расположенным между упорами 116, 117 пластины 132, с помощью шлицевого соединения.
Тяга 122, кронштейн 123 со своими поворотными осями "а", "б", "в" образуют систему подкоса с возможностью выстраивания их в одну линию. Кинематика захвата выполнена по принципу работы подкоса с переходом нулевой зоны (с образованием стрелы прогиба) аналогично захвату механизма 4; подкос обеспечивает большие исполнительные усилия и снижение скорости хода подвижного рычага 120 относительно неподвижного 121 в конце его движения во время закрытия захвата 114. Дополнительно неподвижный рычаг 121 снабжен ограничителем 133 снизу хода оси "б" соединения тяги 122 с кронштейном 123, расположенным на неподвижном рычаге под этой осью и определяющим параметры стрелы прогиба. Количественно ось "б" может уйти ниже. средней линии а-б-в не более чем на 3 мм. При наличии стрелы прогиба захват заклинивается и надежно удерживает пружину несмотря на вибрации автомата при его работе; для расклинивания захвата необходимо приложить достаточно большие ударные нагрузки по его "выдергиванию". При большей стреле прогиба (для данной конструкции рычажного захвата она составляет больше трех миллиметров) подвижный рычаг 120, поворачиваясь вокруг оси "а", начнет приоткрываться, и зажим захвата 114 будет ненадежным. Одноименные концы рычагов 121, 120 на конце захвата 114 снабжены ограничителями 134,135, аналогичными ограничителям 60, 61 механизма перемещения 4, с возможностью взаимодействия с минимальным зазором между собой, равным диаметру проволоки.
Устройство термообработки 7 содержит пару электроконтактных пластин 137, расположенных на расстоянии друг от друга, равном осевому размеру пружины, и связанных с источником тока (не показано), потребная величина которого и время термообработки определяются с помощью инженерных расчетов. Источником тока может быть трансформатор, вторичную цепь которого в виде короткозамкнутого витка образует сама заготовка, либо сварочный аппарат. Включение-выключение источника тока осуществляется с помощью концевого переключателя 138, взаимодействующего с кулачком 25 термообработки через коромысло 139, обкатной ролик 31.
Пакетатор 8 состоит из емкости 140 для сбора готовых пружин и пары исполнительных пластин 141, расположенных друг от друга примерно на расстоянии, равном осевому размеру пружины или меньше для вывода готовой пружины из зоны термообработки в емкость 140 пакетатора. Исполнительные пластины 141, на концах выполненные с фигурными вырезами под виток пружины, связаны через рычаг 142, тягу 143, плечо вращения 144 со вторым рабочим валом 13. Расположение плеча вращения 144 на оси вала 13 определено компоновкой пакетатора 8 автомата, при этом кинематика выполнена с обеспечением совпадения начала зоны узловязания (начало зацепления зубчатого сектора шестерни 104 со своей ведомой шестерней 105) с крайним положением пакетаторных пластин 143 в пакетаторе (на фиг.1 крайнее правое положение пакетаторных пластин показано условно осью).
Автомат работает следующим образом
При включении электродвигателя 10 вращение его ротора через ременную передачу передается на центральный распределительный вал 11 (фиг.1). Находясь в зацеплении посредством шестерен с двумя рабочими цикловыми валами, первым 12 и вторым 13, вал 11 приводит их во вращение в одну сторону и с одинаковой скоростью. Посредством клиноременной передачи через шкивы 14, 15 клиноременного вариатора вал 11 приводит во вращение вал 19 протяжного редуктора и через него и шестерни 18 протяжные ролики 17, которые, вращаясь, с помощью двух пар прижимных роликов 16 начинают подавать проволоку на механизм формообразования 2.
При этом первый рабочий вал 12 начинает вращать закрепленные на нем кулачки: формообразования 20 (фиг.2а), подвижки 21 (фиг.2б) подвижного ножа 40, кулачок рубки 22 (фиг.2б), а также тягу 45 механизма перемещения 4, жестко закрепленную на кулачке 22, и рычаг вращения 110 механизма перемещения 6, закрепленный на валу 12. Начинается процесс подвижки формообразующего ролика 33, повторяющего движения обкатного ролика 26, взаимодействующего с боковой поверхностью кулачка формообразования 20, и формирования пружины с витками, диаметр которых будет меняться по закону, предопределенному формой боковой поверхности кулачка формообразования 20. Если боковая поверхность кулачка 20 имеет три зоны: зону удаления точек боковой поверхности кулачка 20 от оси вращения о* А-А* (фиг.2а), зону максимального удаления А* (это может быть точка), зону приближения точек боковой поверхности А*-А, пружина навивается двухконусная с опорными витками с обоих концов с максимальным радиусом с плавным уменьшением его к середине пружины, с минимальным радиусом в средней части пружины и с плавным увеличением радиуса до максимального его значения на опорном витке другого конца пружины. Движение от кулачка 20 к формообразующему ролику 33 передается по цепи: обкатной ролик 26, коромысло 35, тяга 36, коромысло 37, тяга 38, рычаг 39, формообразующий ролик 33. Шагозадающий упор 34, упираясь в только что навитый виток, определяет расстояние между витками пружины (ее шаг). Вид звеньев кинематической цепи, их количество, место крепления определены компоновочными решениями автомата. При завершении процесса формообразования первой пружины начинается безостановочное формообразование (навивка) второй пружины.
В начале формообразования второй пружины, вследствие расположения рабочей поверхности кулачка подвижки 21 до зоны минимального диаметра пружины начинается процесс подготовки подвижного ножа 40 к рубке. Этот процесс управляется кулачком подвижки 21 (фиг.2б) и происходит следующим образом. Кулачок подвижки 21, вращаясь вместе с кулачком 20, на втором витке второй навиваемой пружины начинает наезжать на ролик 27 своим подъемным участком в точке n. Поскольку разность расстояния nо* и расстояния от соответствующей точки боковой поверхности кулачка 22 до оси о*, как видно из фиг.2б, больше разности радиусов обкатных роликов 27, 28, ролик 28 не касается своего кулачка 22, и ни ролик 28, ни кулачок рубки 22 в подвижке ножа 40 в это время не участвуют. Кулачок 21, толкая ролик 27 в направлении от оси о*, приводит в действие коромысло 42, которое, поворачиваясь вокруг своей оси, другим своим плечом толкает тягу 43, поворачивающую нож 40 вокруг его оси поворота 44 в сторону к неподвижному ножу 41. Начало указанного процесса зависит от взаимного положения кулачков формообразования 20 и подвижки 21, места их контакта со своими роликами относительно оси вала 12, которое в свою очередь учитывает расположение подвижного ножа 40 относительно зоны формообразования (у формообразующего ролика 33), выбранную скорость подвижки ножа 40, саму форму рабочей поверхности кулачка подвижки 21 (угол наклона его рабочего участка) с помощью инженерных расчетов и эмпирически. Достигнув места рубки, нож 40 останавливается, поскольку с точки n* начинается второй участок боковой поверхности кулачка 21 постоянного радиуса, и подвижки ножа 40 не происходит. За это время расстояние от боковой поверхности кулачка рубки 22 до оси вращения о* увеличивается до значения, когда разность осевых расстояний точек боковой поверхности кулачка 21 и кулачка 22 становится меньше разности радиусов обкатных роликов 27, 28, и ролик 28 начинает касаться кулачка рубки 22 по дуге mm* у начала рабочего участка кулачка рубки m*. Ролик же 27 "зависает" в воздухе. Заблаговременная подвижка ножа 40 вызвана необходимостью ускорения самого процесса рубки навитой пружины путем уменьшения его хода непосредственно в момент рубки. Кратковременность же самого процесса рубки вызвана условием непрерывной подачи проволоки и непрерывностью процесса формообразования пружин, что связано непосредственно с повышением производительности автомата и повышением надежности его работы. С этой точки m* движение коромысла 42 начинает определять кулачок 22. В это время в месте рубки оказывается участок навитой первой пружины, где кончается последний опорный виток первой пружины и начинается первый опорный виток второй пружины. В это же время благодаря совпадению положений начала m* участка рубки кулачка рубки 22, ролика 28 и тяги 45 механизма 4 перемещения захват 50 механизма перемещения в открытом состоянии дойдет до своего крайнего нижнего положения, войдя клиновидной направляющей 63 своего ограничителя в "тело" пружины; при этом один из витков пружины окажется в пространстве между упорами 64 и 66 (фиг.5а,в,г). Пространство между упорами 64, 66 является ограниченным для перемещения пружины; благодаря высоте упора 64 до уровня подвижного рычага 52 открытого захвата 50 пружина займет положение между двумя парами встречных скошенных поверхностей упоров 64, 66 (редкая штриховка поверхностей фиг. 5в, г). Вследствие наличия указанных скошенных поверхностей упоры 64, 66, располагаясь параллельно витку пружины, дополнительно ограничивают ее пространственное расположение, устраняя ее перекос по отношению к захвату 50. Первоначальный момент рубки начинается с взаимодействия ролика 28 с начальным участком рубки кулачка рубки 22 (точка m* фиг.2б). От этого взаимодействия вновь приходит в движение коромысло 42, передавая момент движения рычагу 68 через тягу 67, который через торсионный вал 70 передаст это движение другому рычагу 69, через него тяге 71 на рычаг 72. Под действием указанного момента рычаг 72 повернется своим плечом, который при движении ударит по втулке 56 закрывания захвата 50. От этого удара коромысло 58 захвата 50 (фиг. 5а), получая движение, окажет давление на кронштейн 55 в точке их соединения вблизи его оси поворота "б" - средней точки подкоса, опуская точку "б" до уровня нулевой линии "а-в"; указанное движение будет плавным, поскольку, чем дальше будет опускаться точка "б" до своей нулевой точки, тем медленнее будет приращение движения при том же усилии, что характеризует работу подкоса. Точка "б" опустится до уровня линии "а-в", медленно опуская подвижный рычаг 52 на неподвижный рычаг 53; точка "б" может опуститься и немного ниже, надежно заклинивая зажим захвата, образуя стрелу прогиба, но не более 3 мм для данной конструкции рычажного захвата, ниже 3 мм от среднего уровня ей не позволит опуститься ограничитель 59 на неподвижном рычаге 53, поскольку может начаться открытие захвата за счет дальнейшего поворотного движения подвижного рычага 52 относительно неподвижного 53. Пружина, ориентированная скошенными встречными поверхностями упоров 64, 66, находясь между ними, под действием надвигаемых на нее скошенных поверхностей (редкая штриховка фиг.5в,г), параллельных одному из витков пружины, опустится на площадку пластины 62 у клиновидной направляющей 63 (показано пунктиром на фиг.5в); продвигаясь далее под тем же действием скошенных поверхностей упора 66, пружина зайдет в пространство, ограниченное с одной стороны пластиной 62, с другой стороны второй парой скошенных поверхностей (зачерненных) упора 66, образующих участки аппроксимированных дуг по бокам упора 66, с третьей стороны второй парой скошенных поверхностей (зачерненных) упора 64, образующих участки аппроксимированных дуг по бокам упора 64. Этот момент совпадет с опусканием подвижного рычага 52 на неподвижный рычаг 53, заклиниванием подкоса, и рубкой уже зажатой в захвате 50 пружины. Ролик 28 взаимодействует с кулачком рубки 22, который за счет подъема рабочего участка своей поверхности, без удара (нож 40 уже начал контактировать с пружинной заготовкой), под воздействием мощного давления заставляет нож 40 продавливать проволоку, разрубая пружинную заготовку, отделяя конец первой пружинной заготовки от начала опорного витка второй пружинной заготовки. Такой способ рубки позволяет быстро отрезать пружину без удара, обеспечивая чистоту среза и качество отрезанной пружины. Конец рубки пружины соответствует точке m** на кулачке 22 (фиг.2б). К этому моменту кулачок 21, в то время пока происходил процесс рубки, продолжал поворачиваться вместе с кулачком 22, расстояние точек на его боковой поверхности до оси о* плавно увеличивалось, и к точке m** достиг своей точкой n*** места контакта с роликом 27. В этой точке разность (n***o*- m**o*) стала больше разности радиусов роликов 27, 28, и в контакт со своим кулачком вошел ролик 27, касаясь поверхности кулачка 21 (точка n***). С этой точки n*** начинается подъем последнего рабочего участка кулачка рубки 22. Этот рабочий участок n***n**** может быть более крутым или пологим по отношению к участку nn*, от угла наклона этих участков зависит скорость подвижки ножа 40; являясь также участком подъема, как и участок nn*, n***n**** заставит нож двигаться в том же направлении, что и до рубки; длина этого участка определит расстояние, на которое продвинется нож 40 от места рубки. Возможность ухода ножа с места рубки в том же направлении (не сразу обратно) снимает проблему быстрого его возврата, связанную с переходными процессами смены направления движения, тем самым не сбивает автомат с ритма работы, сохраняя качество пружины. Возможно выполнение рабочих участков подвижки ножа nn* до рубки и n***n**** после рубки не прямолинейными, а криволинейными по более сложному закону, но и в этом случае можно осуществить продолжение движения ножа 40 в том же направлении, с той же скоростью, более быстро по сравнению с его подвижкой до рубки, или более медленно, т.е. функция изменения криволинейной боковой поверхности второго рабочего участка кулачка подвижки (крутизна) может быть той же (как у первого рабочего участка) или другой; чтобы нож продолжил свое движение в том же направлении, необходимо, чтобы первая производная функции криволинейной поверхности до рубки и после рубки имела бы один и тот же знак (плюс или минус). После завершения работы пружины возврата (не показано) заставят перейти ролики 27 и 28 на нерабочие участки своих кулачков.
Использование для закрытия захвата 50 той же кинематической схемы, что и для подвижки (до и после рубки) и во время рубки, положительное с точки зрения синхронизации работы автомата в целом, упрощения его схемы, могло бы привести к сбою работы автомата вследствие воздействия больших ударных нагрузок на эту кинематическую схему закрывания захвата в момент выхода ножа в том же направлении из зоны рубки, однако наличие в цепи срабатывания захвата 50 торсионного вала 70 предотвратит воздействие удара на рычаг 72 и через него на втулку коромысла 58 захвата 50 при дальнейшем движении ножа после рубки; торсионный вал 70 погасит энергию удара, преобразовав ее в энергию кручения, обеспечив надежный зажим захвата 50 во время выхода ножа 40 из зоны рубки без сбоев в кинематической схеме.
Таким образом, за счет взаимного расположения кулачков формообразования, подвижки, рубки и тяги 45 механизма перемещения 4, их обкатных роликов к моменту рубки первой пружинной заготовки будет навита первая пружинная заготовка, начнется навивка второй пружинной заготовки, пока еще не отделенная от первой, нож 40 войдет в непосредственный контакт с последним опорным витком первой пружинной заготовки и соответственно с первым опорным витком второй пружинной заготовки, механизм перемещения 4 пружинной заготовки займет свое крайнее нижнее положение, при этом уже осуществится ударный контакт рычага 72 с втулкой 56 закрывания захвата 50, от которого сработает система подкоса, т.е. три точки подкоса а, б, в выстроятся по одной прямой, образуя стрелу прогиба до 3 мм за счет упора 59, надежно заклинивая захват 50 с пружиной, при этом осуществится рубка первой пружинной заготовки. После рубки нож 40 продолжит свое движение в том же направлении, по достижении конца рабочей зоны кулачка подвижки 21 остановится и под действием пружины возврата (не показано) вернется в свое первоначальное положение, не мешая навивке последующей пружины. При этом механизм перемещения 4 начнет движение по оси качания 51 в сторону своего верхнего положения, к зоне образования узла на опорном витке пружины (зоне узловязания). Примерно после 1/2 цикла после момента рубки (половина оборота вала 12) механизм 4 перемещения займет свое верхнее положение, доставив заготовку в зону узловязания концов пружины, и на мгновение остановится (положение "мгновенный ноль"). Перед достижением захватом 50 с пружиной своего верхнего положения, за счет взаимного положения кулачка рубки 22 и составного кулачка 23-24 механизма 5 с их роликами 28, 29, 30, за счет вращения вала 13 синхронно с валом 12 обкатные ролики 29, 30 механизма 5 будут находиться в контакте с кулачком 23-24 в конце зоны ожидания для конических захватов 74-75 и для узловязальных коробочек 81 с их узловязальными шестернями 82. В это время конические захваты 74-75 находятся под углом друг к другу, равным максимальному углу раскрытия, в зоне ожидания; узловязальные коробочки 81 также находятся в своей зоне ожидания с максимальным удалением от оси будущего расположения пружины. Вращаясь синхронно с валом 12, вал 13 постоянно передает вращение на составной кулачок 23-24. Кулачок 24, взаимодействуя со своим обкатным роликом 30, наезжает на него своей прямолинейной ветвью и приводит в действие кинематическую цепь: ролик 30, коромысло 91, тяга 92, рычаг 93а, рычаг 93б тяга 94 (для каждого захвата)(фиг.1); далее по цепи: коромысло 95 (фиг.6а,б), тяга 96, рычаг 97а, ось его поворота "в", рычаг 97б, тяга 98 (для каждого захвата) - запускаются привода конических захватов 74-75, сближают их, уменьшая угол их раскрытия. Сближение конических захватов происходит в то время как механизм перемещения 4 идет по направлению к своему самому верхнему положению, приближаясь к нему. В момент прихода захвата 50 с пружинной заготовкой в его верхнее положение конические захваты 74-75 сближаются до расстояния, чуть большего длины навитой пружины; коническая форма раструбов захватов, обращенных друг к другу, обеспечивает прием навитой пружины даже в этом положении. Опорные витки попадают в зазор между конусами 74, 75 и при далее сближающихся захватах начинают укладываться в желоб по кольцевой площадке 76 между конусами 74, 75 и частично на площадку боковой поверхности вкладыша 78, соскальзывая по наклонной поверхности (сильное затенение) штыря 79 вкладыша 78 и наклонной поверхности (сильное затенение) самого вкладыша 78. При этом концы опорного витка пружины упираются каждый в свою пластину 77, которые являются направляющими для их движения. Пластины 77, расположенные под острым углом к краю пазов конусных захватов или параллельно им, подвигаясь вместе с закрывающимися конусными захватами 74-75, воздействуют через концы на пружину, обеспечивая ее небольшой поворот при ее перемещении относительно конусных захватов вокруг ее продольной оси до положения, когда избыточная длина конца пружины, не помещаемая в паз конусных захватов, входит в зазор конусных захватов (посадочное место опорного витка), и требуемая длина конца свободно располагается в пазу конусного захвата, ограниченная пластиной 77. Если один конец опорного витка не будет доставать свою пластину, другой конец второго опорного витка обязательно упрется в свою пластину второй части механизма 5 при захватывании пружины конусными захватами; имеет место доворачивание пружины обеими пластинами в одном направлении. При этом опорный виток пружины располагается между поверхностью ограничивающей пластины 85 с выступами и основанием 76 желоба конусного захвата, поскольку при закрывании конусных захватов пластина 85 со своими выступами заходит в тело пружины и ограничивает ими перемещение в пространстве опорного витка пружины; выборки в теле конусной поверхности внутреннего конуса 74 позволят выступам пластины сделать это, не задевая поверхность внутреннего конуса; это позволяет опорному витку сохранить свое пространственное положение между конусами в желобе независимо от воздействия изгибающих усилий на него при закручивании концов пружины относительно опорного витка, тем самым точно выдержать диаметр опорных витков пружины, обеспечив их качество, и дополнительно повысить надежность удержания пружины в зоне узловязания. В процессе установки конусных захватов 74-75 в их положение контакта с пружиной тяга 96 доводит через плечо 97а двуплечего рычага 97 систему подкоса до закрытого положения, выстраивая оси поворота "а", "б", "в" по одной линии, обеспечивая надежное удержание пружинной заготовки за опорные витки. При этом, так как движение элементов подкоса - осей поворота а, б, в замедляется, конические захваты 74-75 зажимают с торцов пружинную заготовку плавно, без ударов, завершая свое сближение на минимальное расстояние длины пружины. В последний момент надвижения конусных захватов вкладыш 78 своей боковой поверхностью с площадками под витки пружины устанавливается напротив поверхности с площадками под витки пружины конца упора 80, его штырь 79 входит в вилку неподвижного упора 80; те же части опорного и внутреннего витков пружины, попавших на опорные площадки (слабое затенение фиг. 6д) вкладыша 78, только с другой своей стороны, попадают и на встречные площадки (слабое затенение) боковой поверхности упора 80 (фиг.6е). Происходит завершение движения конусных захватов 74-75, прочное закрытие конусных захватов путем их сближения до минимума, равного осевому размеру пружины и фиксации их в этом положении за счет заклинивания элементов их подкоса, фиксация опорных витков за счет их расположения между конусами на их посадочном месте, ограничение их хода в посадочном месте между конусами пластиной 85 с выступами на длине дуги размером не менее полуокружности, дополнительный зажим опорных витков вкладышем 78 и встречным ему упором 80, фиксация внутренних витков пружины также вкладышем 78 и встречным ему упором 80. При этом жесткая фиксация внутреннего витка пружины не требуется для обеспечения небольшой свободы движения для последующего формирования узла из конца пружины. В момент срабатывания подкоса конусных захватов через дополнительный рычаг 97в двухплечего рычага 97 одной из частей механизма образования узла 5, тягу 103 срабатывает рычаг 73, ударяя по втулке открывания 57 захвата 50, выбивая подкос а-б-в захвата 50 и расклинивая его; пружинная заготовка, уже находясь в конических захватах 74-75, освобождается от захвата 50 механизма перемещения 4, который начинает свое движение вниз в открытом положении (фиг.5а), обратно к крайнему нижнему своему положению, возвращаясь за новой пружиной. Обкатной ролик 30 кулачка 24 вступает в контакт с его зоной контакта Lк2, т.е. с зоной постоянного большого радиуса (контакта захватов с пружиной). Конусные захваты 74-75 в этом режиме остаются неподвижными, зажимая и надежно удерживая пружину.
Во время движения обкатного ролика 30 по прямой ветви кулачка 24 ролик 29 также будет взаимодействовать с прямой ветвью кулачка 23; узловязальные коробочки 81 начнут движение в сторону к оси пружины несколько позднее, если зона ожидания кулачка 23 узловязальных коробочек больше зоны ожидания кулачка 24 конусных захватов. Задержка начала движения узловязальных коробочек по отношению к началу движения конусных захватов необходима для гарантированного надвижения узловязальной коробочки на неподвижную пружину при уже закрытых захватах, что обеспечивает бесперебойную работу автомата. Более точное выполнение элементов конструкции автомата позволяет выполнять зоны ожидания равными, но более точное исполнение механизмов увеличивает себестоимость изготовления автомата. Узловязальные коробочки 81 надвигаются на пружину, входя своими пазами в пазы конусных захватов 74-75, где уже к концу движения коробочек размещены концы пружины. Заходя в паз конусного захвата, коробочка своим торцом подламывает о край вкладыша 78 конец витка пружины, расположенного в пазу конусного захвата, загибая его к оси пружины к центру опорного витка. Более точной ориентации подломанного конца опорного витка в пазу параллельно его продольной оси способствует выполнение опорной площадки под опорный виток, заходящей на боковую поверхность вкладыша 78, как это показано на фиг. 6д (редкая штриховка). Паз коробочки наезжает на внутренний виток пружины, не деформируя его. При этом вместе с коробочкой на пружину, а именно на конец опорного витка - начало внутреннего витка - наезжает узловязальная шестерня 82 своим пазом. Поворотное движение коробочек к оси пружины (наезд на пружину) обеспечено кинематической цепью: кулачок 23, его обкатной ролик 29, коромысло 99, тяга 92, рычаг 93а трехплечего рычага 93, его рычаг 93в, тяга 100, коромысло 101, тяга 102, пластина 89 (а именно ось соединения "а" тяги 102 с пластиной 89 фиг.6б), узловязальные коробочки 81. Элементы 101-102, а именно оси их поворота "а", "б", "в" образуют систему подкоса. В точке перегиба кулачка 23 (переход с прямолинейной ветви на дугу большого радиуса Lк1) коромысло 101 с тягой 100 "дожимает" среднюю точку подкоса "б" до уровня средней линии без удара, четко фиксируя узловязальные коробочки и узловязальные шестерни в положении контакта с пружиной.
Таким образом, надвижение узловязальных коробочек 81 с узловязальными шестернями 82 на уже закрепленную в конусных захватах пружинную заготовку завершается наездом торца узловязальной коробочки 81 на конец опорного витка пружинной заготовки и подломом его об край вкладыша 78 со стороны паза, как это показано на фиг. 6в пунктиром. Внутренний виток пружины входит в паз коробочки, не препятствуя ее наезду в глубь паза конусного захвата 74-75. При этом гибочная планка 83 узловязальной шестерни 82 расположится ориентировочно вдоль надломанного конца опорного витка пружины у витка, а сам виток будет являться осью вращения гибочной планки 83.
В это время начинается контакт обкатного ролика 29 с зоной контакта Lк1 кулачка 23 узловязальных коробочек 81 с пружиной, с которой фактически совпадает зона узловязания, определяемая зубчатым сектором шестерни 104 механизма 5. Зона контакта коробочек с пружиной Lк1 представляет собой дугу окружности постоянного радиуса примерно в 120o; в это время за счет неизменности радиусов зон контакта кулачков 23,24 описанные выше звенья кинематических цепей подвижек конических захватов 74-75 и узловязальных коробочек 81 будут неподвижными. Одновременно с завершением наезда коробочек на пружину или с некоторой задержкой начинается процесс узловязания, поскольку зубчатый сектор на шестерне 104 входит в зацепление с ведомой шестерней 10 одновременно (или с некоторой задержкой) с обкаткой роликом 29 зоны контакта узловязальных коробочек 81 с пружиной кулачка 23. Дуга зубчатого сектора шестерни 104 составляет, как и Lк1, 120o либо несколько меньше для гарантированного завершения процесса наезда коробочек на пружину; ее ведомая шестерня 105 совершает один оборот примерно за одну третью часть цикла вращения вала 13. Процесс узловязания заключается в завязке двух подломанных концов навитой пружины вокруг ее опорных витков подачей вращения на узловязальные шестерни 82 через шлицевые шестерни 84 узловязальных коробочек 81. При этом необходимо сказать, что образование узла на опорном витке трактуется достаточно условно, поскольку узел формируется на переходном участке "опорный виток - внутренний виток", который четко не определен, тем не менее используется терминология образования узла на опорном витке. Кинематическая цепь передачи движения на узловязальные шестерни: шестерня 104 с зубчатым сектором на валу 13 - ведомая шестерня 105, совершающая один оборот за время вращения зубчатого сектора, - шестерня 106 (для одной из шестерен 106 дополнительное звено 107) с коэффициентом передачи, равным двум, - коническая передача 108 карданных механизмов 109 - шлицевая шестерня 84 с передачей 1: 1,5 - узловязальная шестерня 82. Таким образом при повороте вала 13 на один оборот узловязальная шестерня получает три оборота вращения; эти три оборота делает гибочная планка 83 узловязальной шестерни 82, закручивая конец пружинной заготовки за опорный виток три раза, формируя три кольца на опорном витке или неполных три кольца (2,5) в зависимости от длины конца опорного витка.
После узловязания завершается зацепление зубчатого сектора шестерни 104 с ведомой шестерней 105, одно из звеньев передачи вращения на узловязальную шестерню притормаживается любым известным тормозным устройством, узловязальная шестерня останавливается, и обкатной ролик 29 с помощью своего упора 32 силовой центральной части кулачка 23-24 переходит на обратную прямолинейную ветвь кулачка 23, перемещаясь в сторону дуги (зоны) ожидания узловязальных коробочек. Через некоторое время, определяемое в половину разницы между длинами дуг Lк2-Lк1, другой обкатной ролик 30 конических захватов дойдет до конца зоны контакта Lк2 конусных захватов с пружиной (она больше 120o, как это видно на фиг.3а,б) кулачка 24; с помощью другого упора 32 напротив боковой поверхности кулачка 24 этот ролик 30 начнет взаимодействовать с обратной прямолинейной ветвью кулачка 24, перемещаясь по направлению к зоне ожидания конусных захватов. При этом будут задействованы частично те же кинематические цепи подвижек для узловязальных коробочек и конусных захватов (тяга 92, рычаг 93а). Под действием кулачка 23 и работы описанной кинематической схемы коробочки 81 отойдут в свое исходное положение максимального удаления их от оси пружинной заготовки, а под действием кулачка 24 и конусные захваты будут увеличивать угол своего раскрытия. Этот момент приходится примерно на момент рубки ножом 40 второй навитой пружины с расположением механизма перемещения 4 в нижнем своем положении.
После начала отвода узловязальных коробочек от пружины за счет совмещения крайних нижних положений захватов механизмов перемещения 4 и 6 захват 114 механизма перемещения 6 подходит к нижнему своему положению - к зоне узловязания - в открытом положении, при этом за счет наличия ограничителя 119 рычага 118 и упора 117 захват 114 ударяется своим рычагом 118 через соответствующий ограничитель 119 об упор 117, останавливаясь, войдя клиновидной направляющей 63 своего ограничителя 134 в "тело" пружины; при этом один из витков пружины окажется в пространстве между упорами 64 и 66, как и в механизме перемещения 4 (фиг.5а). Пространство между упорами 64, 66 является ограниченным для перемещения пружины; благодаря высоте упора 64 до уровня подвижного рычага 120 открытого захвата 114 пружина займет положение между двумя парами встречных скошенных поверхностей упоров 64, 66 (редкая штриховка фиг. 5в, г). Вследствие наличия этих скошенных поверхностей упоры 64, 66, располагаясь параллельно витку пружины, дополнительно ограничивают ее пространственное расположение, устраняя ее перекос по отношению к захвату 114.
Однако вал 12 с рычагом 110 продолжает вращаться и на остановленный ограничителем 119 с упором 117 торсионный вал 113 начинает действовать крутящий момент. При сохранении неподвижности пластины 128 за счет ее жесткого крепления к станине 9 на ее упор 131 наталкивается ролик, закрепленный на нижнем плече коромысла 126, и ударяется об него (фиг.8б). От этого удара другое плечо того же коромысла 126 с закрепленной на нем тягой 125, поворачиваясь вокруг оси соединения этого плеча с тягой 125, оказывает давление на место соединения тяги 125 с кронштейном 123 вблизи средней оси "б", заставляя эту ось опуститься вниз до уровня средней прямолинейной линии "а" -"в" и несколько ниже, с образованием стрелы прогиба, опуская верхний рычаг 120 захвата на неподвижный рычаг 121; ниже этого уровня оси "б" не позволит опуститься ограничитель 133 на неподвижном рычаге 121. Пружина, ориентированная скошенными встречными поверхностями упоров 64, 66, находясь между ними, под действием надвигаемых на нее скошенных поверхностей, параллельных одному из витков пружины, опустится на площадку пластины 62 у клиновидной направляющей 63; продвигаясь далее под тем же действием скошенных поверхностей упора 66, пружина зайдет в пространство, ограниченное с одной стороны пластиной 62, с другой стороны второй парой скошенных поверхностей (зачерненных) упора 66, образующих участки аппроксимированных дуг по бокам упора 66, с третьей стороны второй парой скошенных поверхностей (зачерненных) упора 64, образующих участки аппроксимированных дуг по бокам упора 64. Этот момент совпадет с закрыванием подкоса (опускание оси "б" до линии "а"-"в") и удержанием захвата 114 с пружиной в закрытом состоянии. Регулировкой положения ограничителя 133 можно добиться опускания оси "б" ниже средней линии "а"-"в", образуя стрелу прогиба, надежно заклинивая захват 114 в закрытом положении, но величина стрелы прогиба не должна быть больше 3 мм, поскольку от опускания точки "б" далее подвижный рычаг 120, поворачиваясь вокруг своей оси, начнет отходить от неподвижного рычага 121, ослабляя зажим пружины.
Захват пружины транспортным механизмом 6 осуществляется до расклинивания конических захватов 74-75. Поскольку положение рычага 110 соответствует в этот момент месту контакта обкатного ролика 30 конусных захватов с концом зоны контакта конусных захватов с пружиной кулачка 24, обратная прямолинейная ветвь подвижки конусных захватов кулачка 24, взаимодействующая с обкатным роликом 30, начнет их разводить по уже указанной кинематической схеме, освобождая пружину для механизма перемещения 6. Развод конических захватов 74-75 производится до угла их максимального раскрытия. В закрытом положении захвата 114 с пружиной с завязанными концами механизм перемещения 6 под действием рычага вращения 110 сменит направление движения и пойдет в сторону своего верхнего положения, к зоне термообработки.
При достижении захватом 114 своего верхнего конечного положения у устройства термообработки 7, а именно у торцевых подпружиненных контактов 137, за счет наличия ограничителя 119 рычага 118 и упора 116 захват 114 ударяется об этот упор, останавливаясь. Момент удара рычага 118 об ограничитель 116 (как и в нижнем положении захвата 114 момент удара рычага 118 об упор 117) и остановки захвата 114 могут регулироваться положением ограничителей 119.
Однако вал 12 с рычагом 110 продолжает вращаться, и на остановленный упором 116, рычагом 118 с ограничителем 119 торсионный вал 113 начинает действовать крутящий момент другого направления. При сохранении неподвижности пластины 128 на ее упор 130 наталкивается ролик, закрепленный на нижнем плече коромысла 126, и ударяется о него. От этого удара другое плечо того же коромысла 126 с закрепленной на нем тягой 126, поворачиваясь, "выдергивает" среднюю ось "б" вверх, расклинивая захват путем поднятия подвижного рычага 120 относительно неподвижного 121. Подвижный рычаг 120 поднимается, освобождая пружину и оставляя ее на контактах 137, а транспортный механизм 6, подчиняясь вращению рычага 110, сменив направление движения, возвращается в зону узловязания.
В момент установки пружины на подпружиненные контакты 137 ролик 31 наезжает через плавную ступеньку на рабочую поверхность кулачка 25 и через коромысло 139 включает переключатель 138, запитывая контакты 137 устройства термообработки 7; при этом сама пружина является элементом электрической цепи, работающей в режиме короткого замыкания. Цикл термообработки начинается после ухода захвата 114 механизма 6 перемещения вниз и длится примерно время совершения рабочим валом 13 пол-оборота. На это время простыми инженерными выкладками рассчитывается сила тока, который проходит через пружину и которого достаточно для нагревания пружины до определенной температуры отпуска пружины и ее термообработки.
При завершении цикла термообработки пластины 141 пакетатора 8, вращаясь за счет кинематического звена: рычаг вращения 142, тяга 143, рычаг 144, оказавшись в зоне термообработки, зацепляют пружину своими фигурными вырезами и отводят ее без перекосов в емкость 140 пакетатора 8 в крайнее правое ее положение. Далее весь цикл повторяется.
Таким образом, предложенные конструктивные решения, касающиеся автомата в целом, его механизмов и узлов, охваченные единым изобретательским замыслом, позволяют создать конструкцию станка по производству пружин высокого качества, работающего в автоматическом режиме, совершающего весь цикл производства, начиная от заготовки до выхода конечной продукции без привлечения вспомогательных, дополнительных операций вне станка, без привлечения дополнительного оборудования, высокопроизводительного, надежного, без сбоев и брака.
Источники информации
1. SU 1570826, B 21F 35/02, бюлл. 22,1990 г.
2. SU 1052304, B 21 F 35/02, бюлл. 41, 1983 г. - прототип механизмов перемещения и захвата.
3. SU 1726098, B 21 F 35/00, бюлл. 14,1992 г.
4. SU 1234018, B 21 F 35/00, опубл. 30.05.86.
5. SU o 776725, B 21 F 35/00, опубл. 07.11.80.
6. SU 1268260, B 21 F 35/00, опубл. 7.11.86.
7. SU 1657263, B 21 F 35/02, бюлл. 21, 1991 г.
8. SU 1194549, B 21 F 35/00, опубл. 30.11.85.
9. SU 996011, B 21 F 35/00. опубл. 15.02.83.
10. SU 1799656, B 21 F 3/00, опубл. 07.03.93.
11. SU 506460, B 21 F 35/00, опубл. 15.03.76.
12. SU 599896, М.Кл.2 B 21 F 35/00, опубликовано 30.03.78., бюлл. 12, - прототип для автомата и его механизма резки.
13. SU 471941, М.Кл. B 21 F 35/00, опубл. 30.05.75., бюлл. 20.
14. SU 1405938, МПК4 B 21 F 35/00, опубл. 30.08.88., бюлл. 24.
15. SU 996012, М.кл.. 3 B 21 F 35/02, опубл. 15.02.83, бюлл. 6 - прототип механизма образования узла.
16. SU 1282948, МПК4 B 21 F 35/00, опубл. 15.01.87., бюлл. 2.
17. SU 1657263, МПК 5 B 21 F 35/02, опубл. в БИ 23.
18. RU 2147965, МПК7 B 21 f 35/00, опубл. 27.04.2000., бюлл. 12.
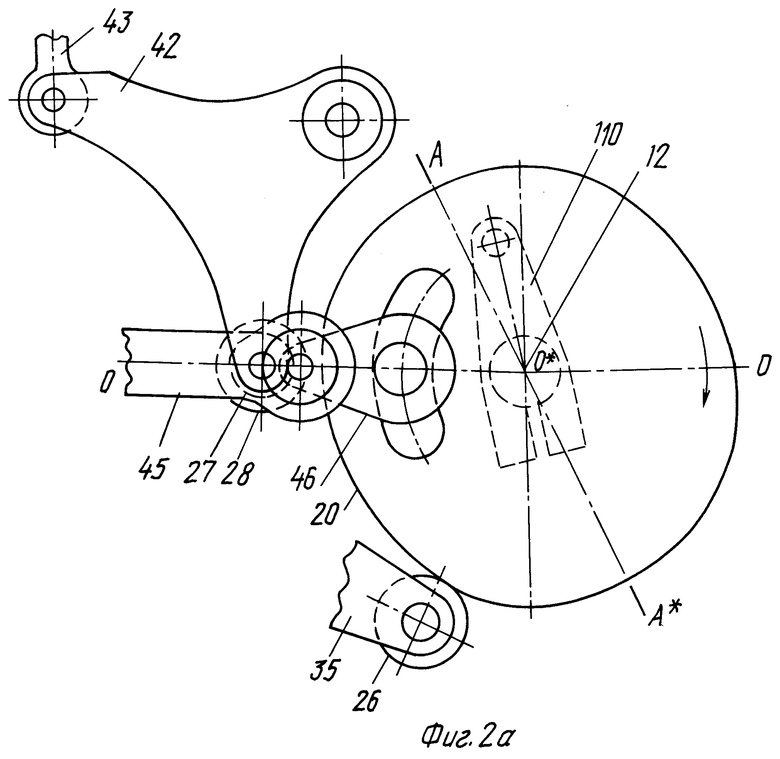
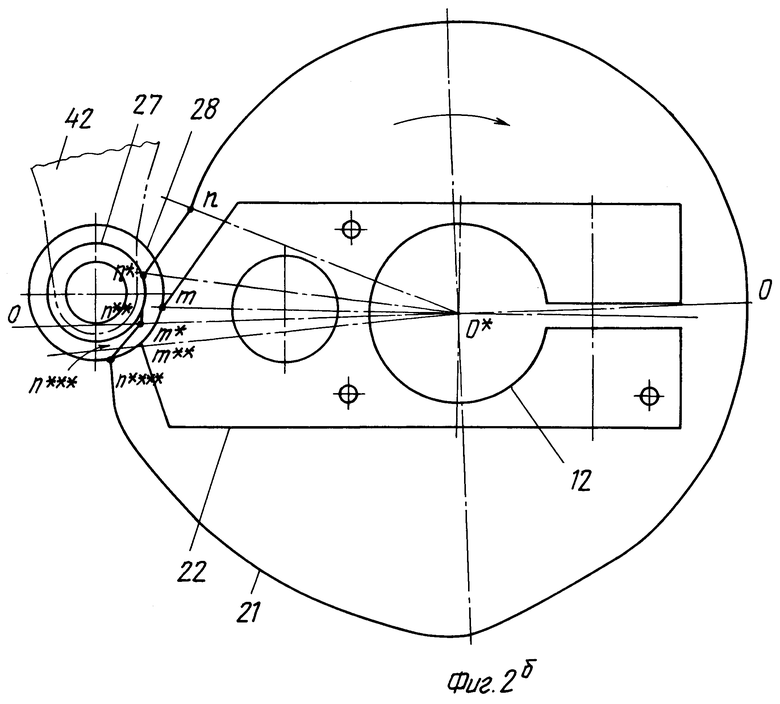
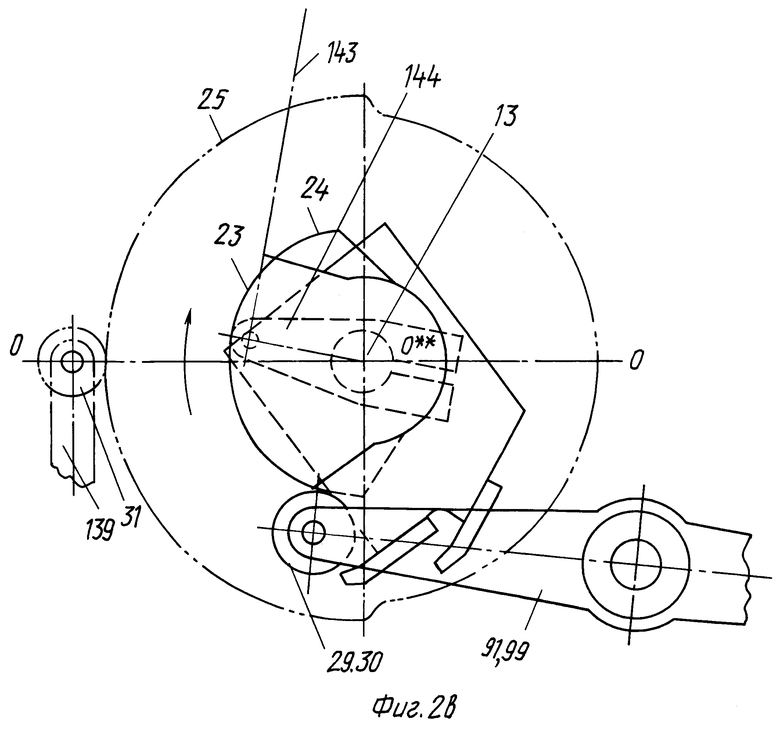
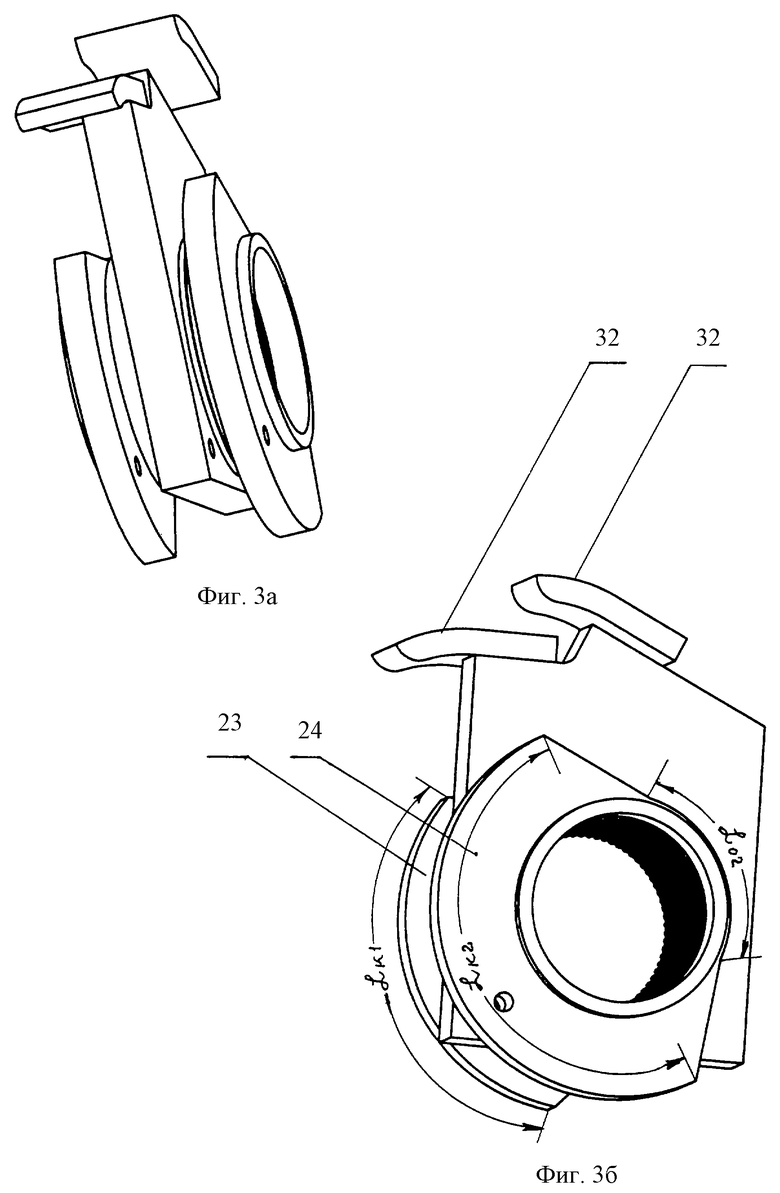
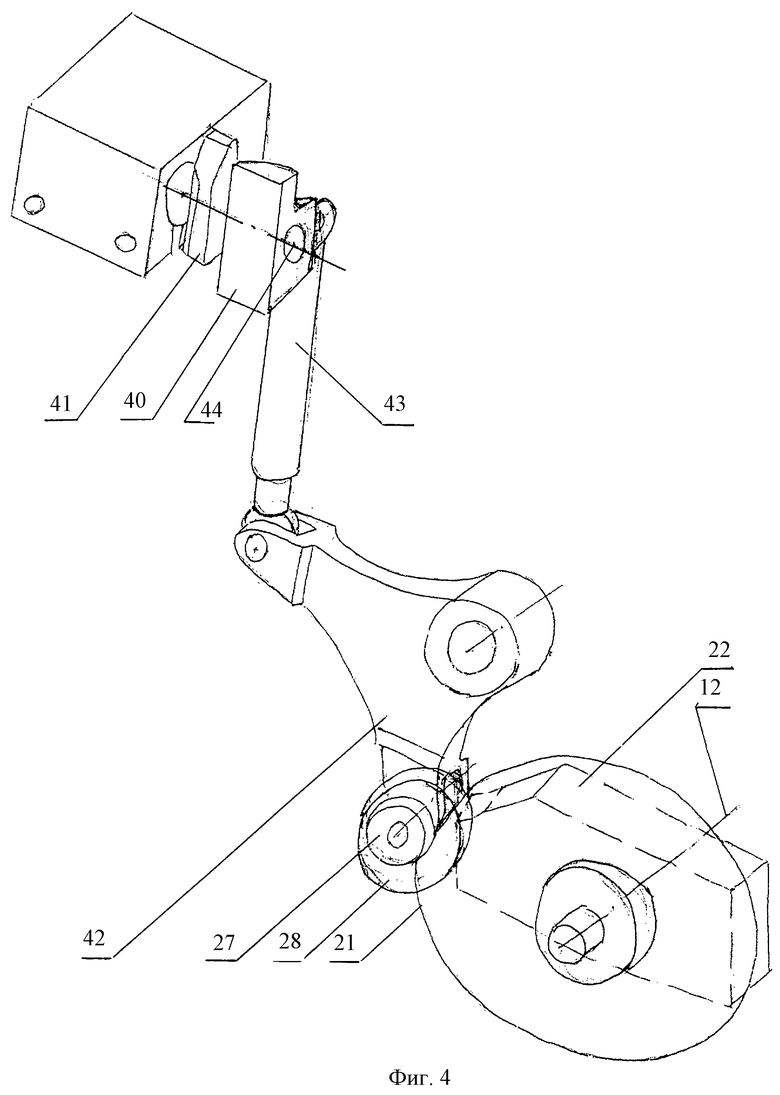
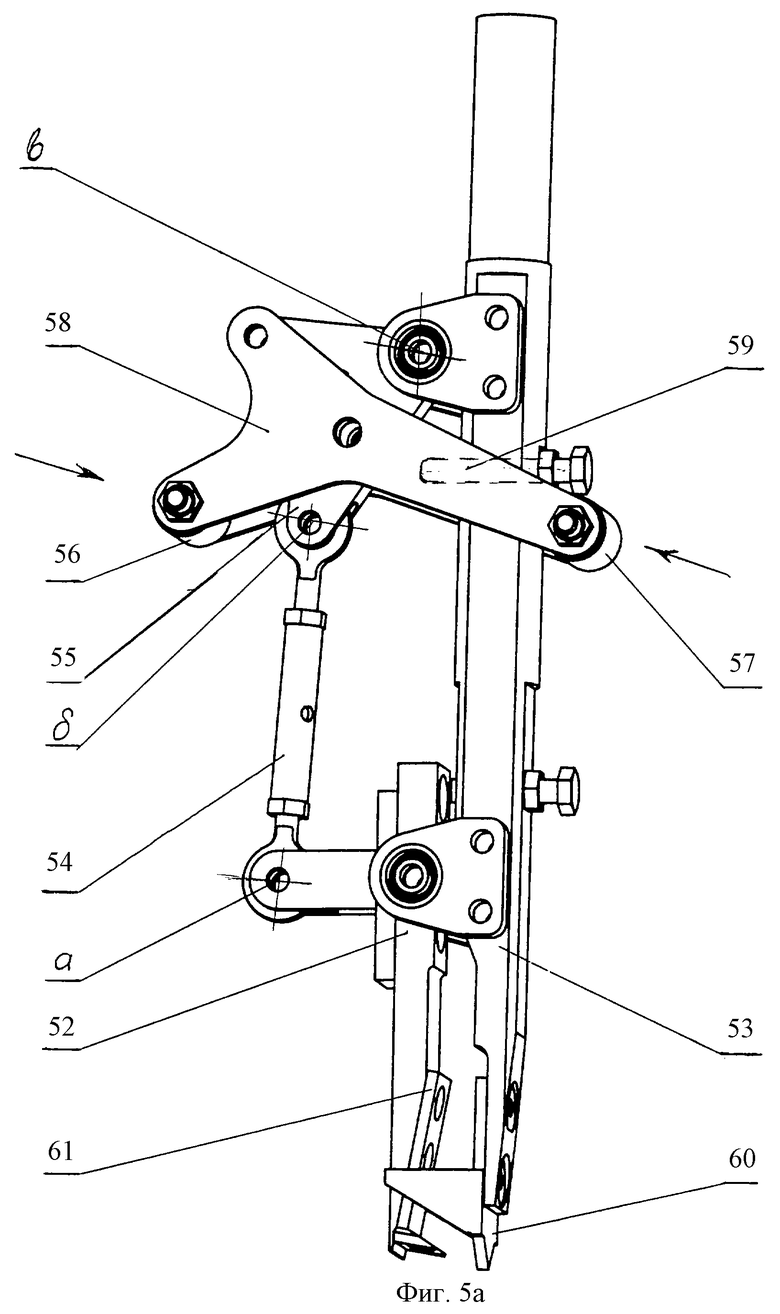
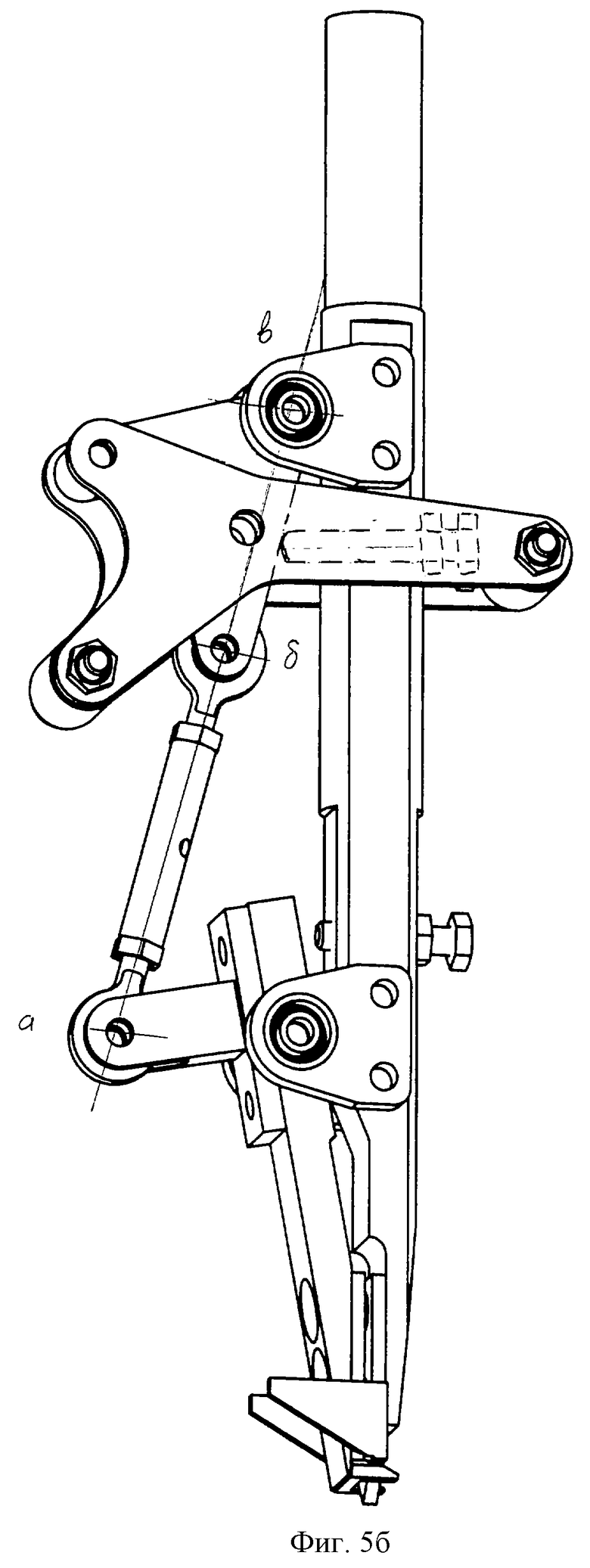
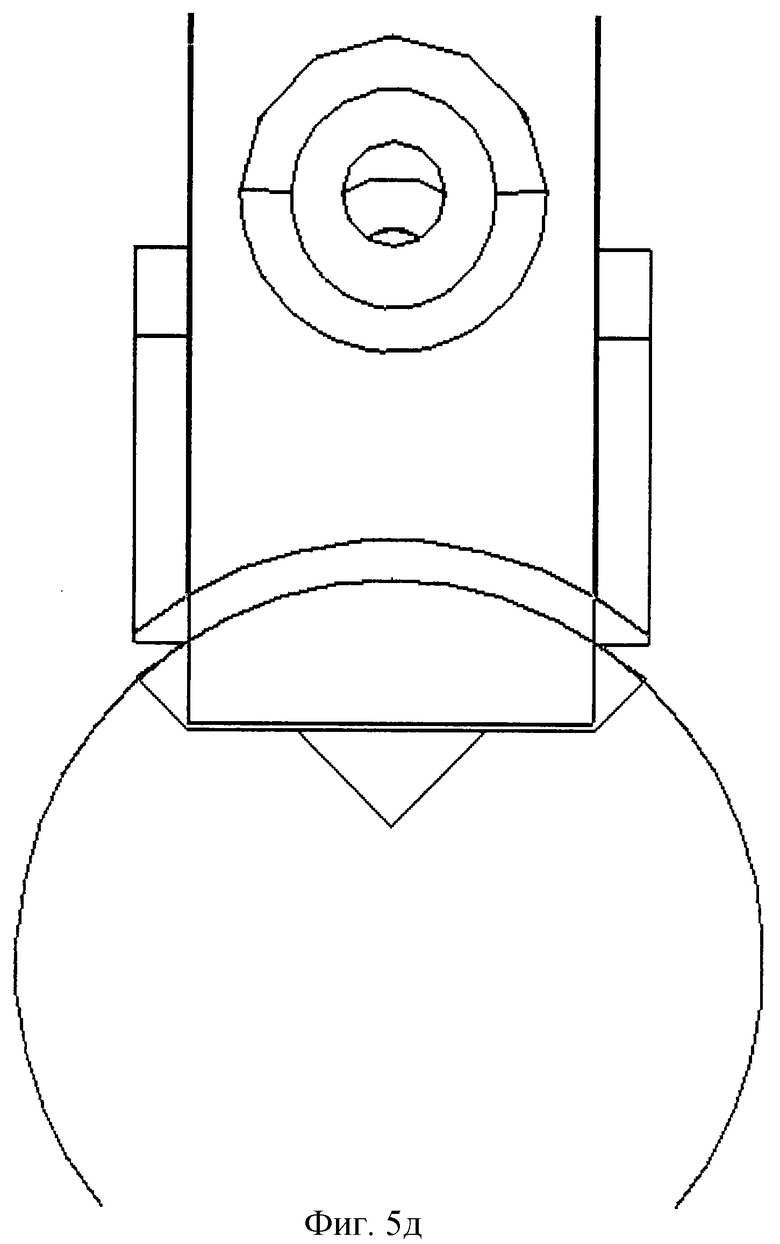
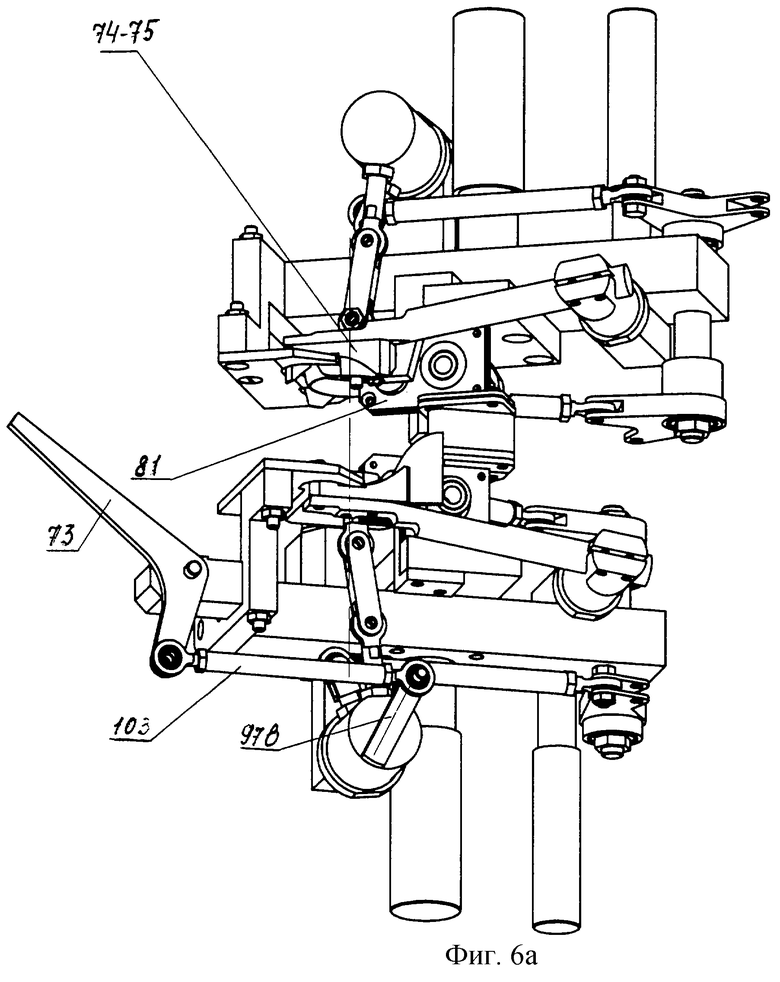
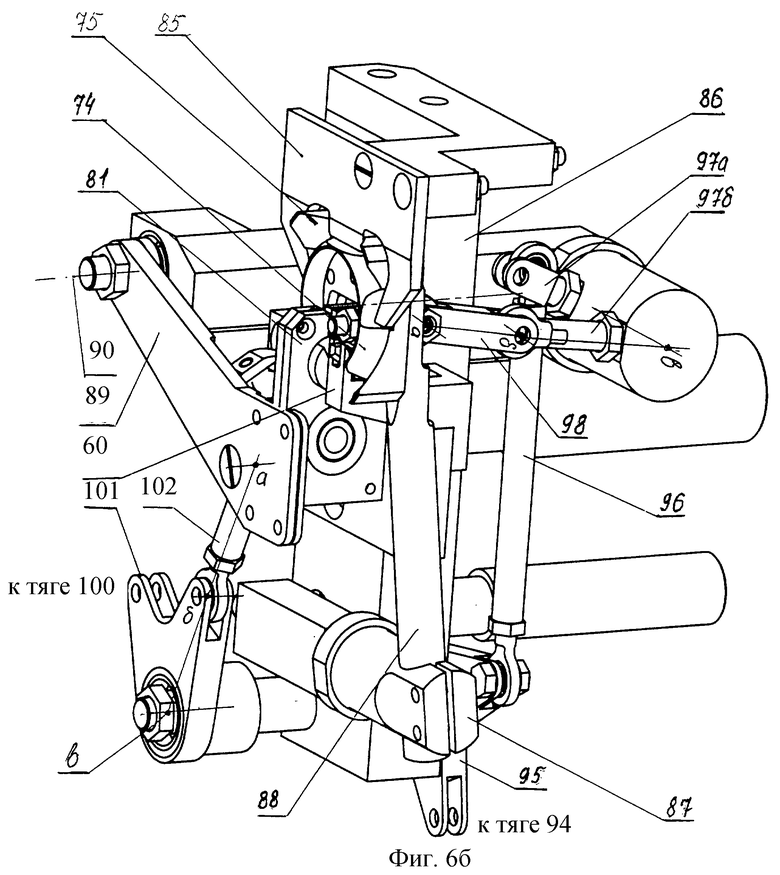
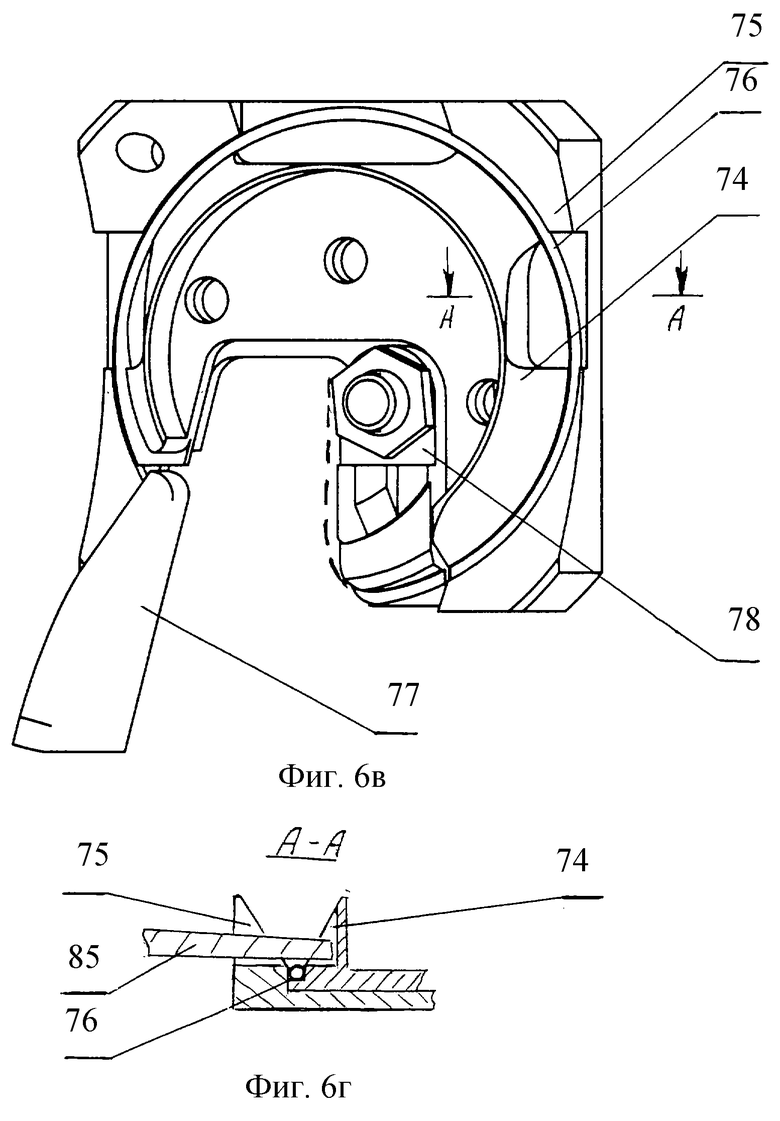
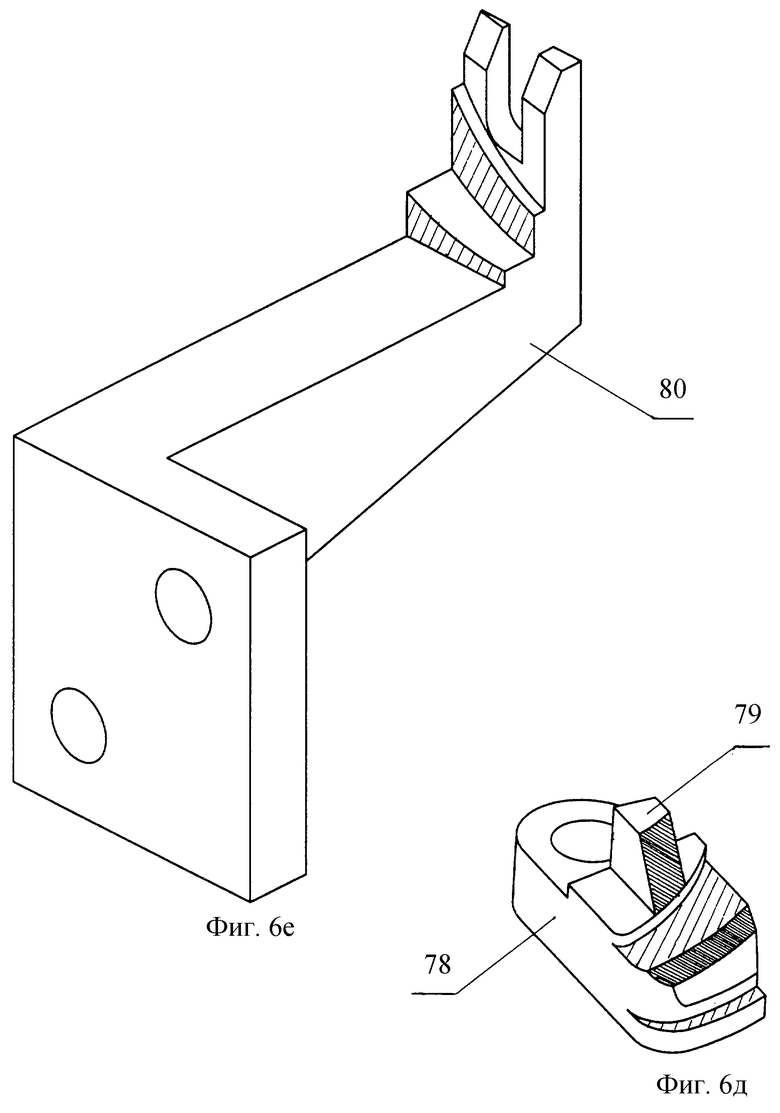
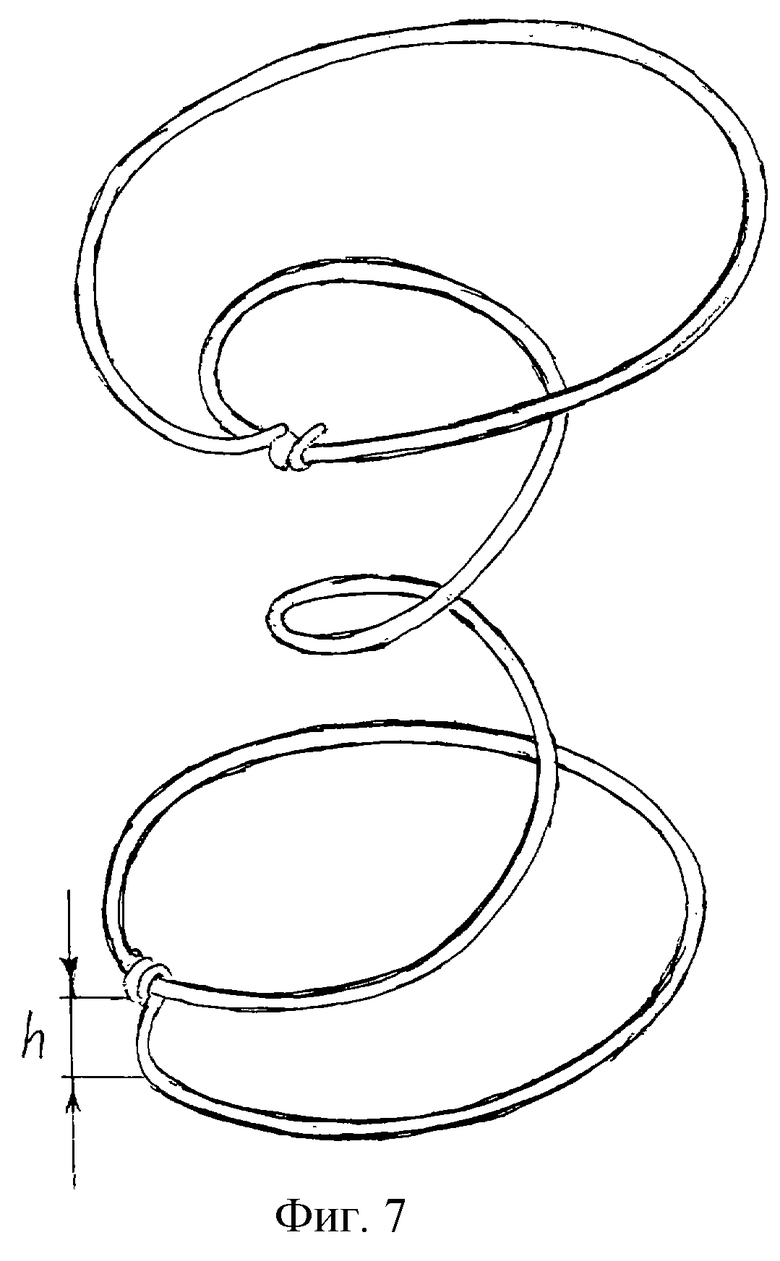
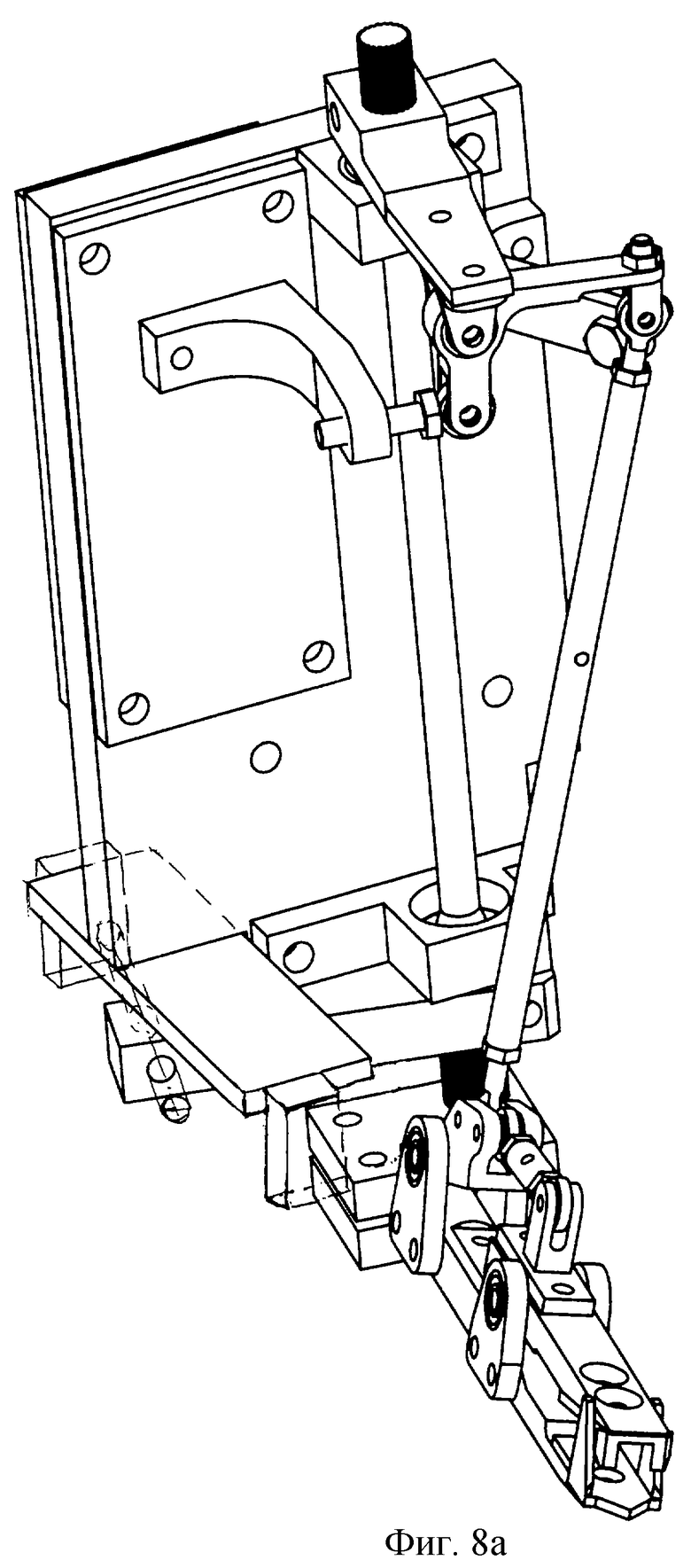
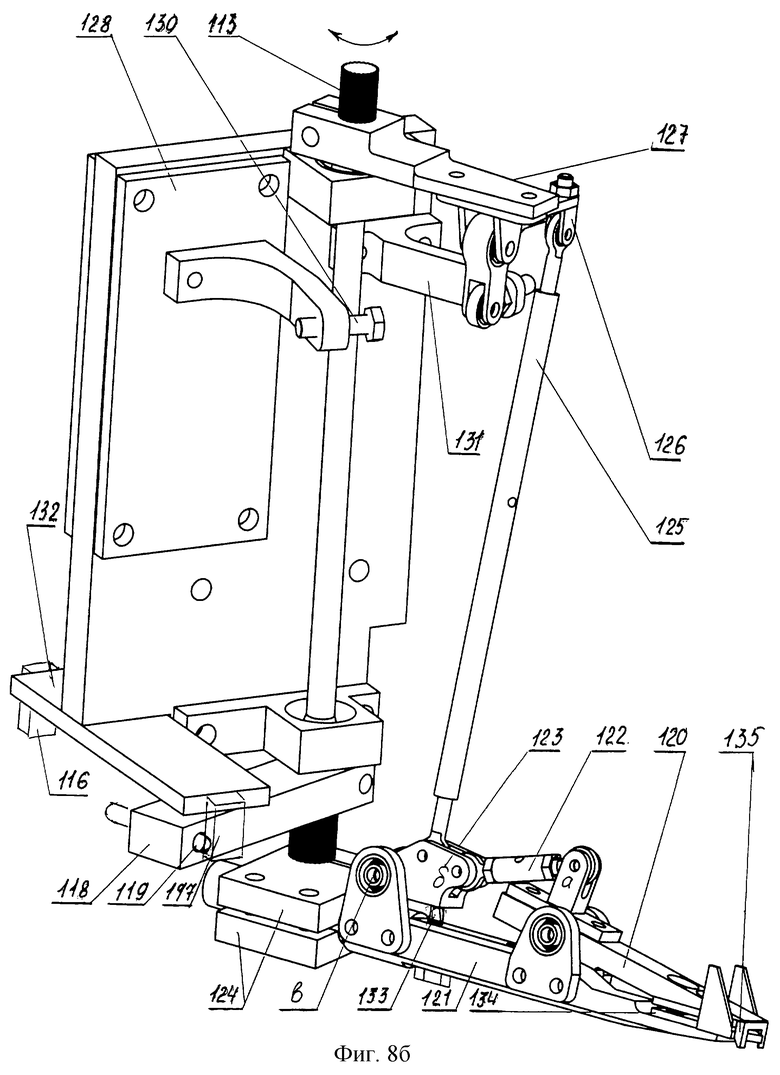
Устройство относится к производству пружин. Автомат снабжен механизмом образования узла на опорном витке пружины с узловязальными шестернями, выполненным с устройством захвата пружины, с устройством подвижки пружины, с устройством ориентации опорного витка пружины, с устройством зажима пружины, устройством термообработки, механизмом пакетирования с пластинами пакетирования, а также механизмами перемещения заготовок пружины из зоны рубки в зону образования узла и из зоны образования узла в зону термообработки каждый с устройством захвата и средствами для их открытия и закрытия, механизм образования узла, устройство термообработки и механизм рубки каждый снабжены своими кулачковыми средствами, при этом кулачковые средства механизмов формообразования и рубки жестко установлены на одном рабочем валу, с которым связаны рычаги вращения механизмов перемещения, кулачковые средства механизмов образования узла и термообработки жестко установлены на другом рабочем валу, рабочие валы установлены с синхронным вращением, кулачок рубки снабжен подъемным рабочим участком своей боковой поверхности, рабочая поверхность кулачка термообработки представляет собой дугу полуокружности, средство закрытия захвата механизма перемещения пружинной заготовки из зоны рубки в зону образования узла связано с кинематической цепью механизма рубки, средство для его открытия связано с кинематической цепью закрытия захвата механизма образования узла, средства закрытия-открытия захвата механизма перемещения пружины из зоны образования узла в зону термообработки кинематически связаны с его кинематической цепью качания. Данный автомат позволяет совершать полный цикл технологического процесса изготовления пружины. 12 с. и 12 з.п. ф-лы, 8 ил.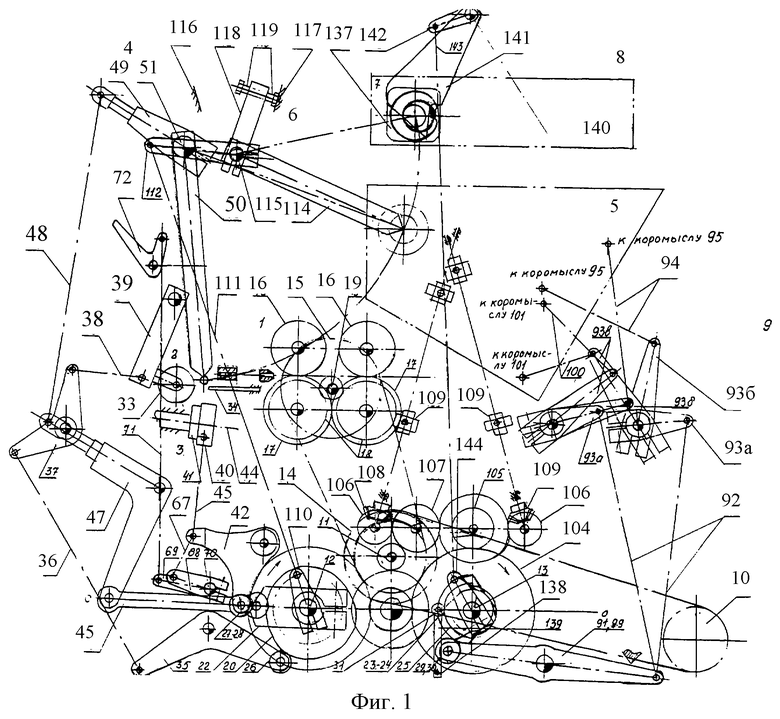
NπD+h<I< шаг пружины,
где I - геометрические размеры паза;
N - целое число, равное числу полных колец в узле;
πD - длина окружности одного кольца из конца опорного витка;
D - диаметр кольца из конца опорного витка;
h - расстояние между опорным и внутренним витком в зоне расположения узла,
средство подвижки дополнительно снабжено пластиной, жестко закрепленной на конусном захвате у стенки паза со стороны, противоположной конечной точке контакта опорного витка в конусном захвате, рабочая поверхность которой обращена к пазу, выполнена выступающей за пределы конусного захвата и ориентирована параллельно длине паза либо под острым углом к ней.
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Устройство для образования узла на опорном витке пружины | 1981 |
|
SU996012A1 |
| Станок для изготовления пружин | 1985 |
|
SU1256838A1 |
| US 5930897 A, 03.08.1999 | |||
| ЕМКОСТНЫЙ ДАТЧИК ДЛЯ АВТОМАТИЧЕСКОЙ ФИКСАЦИИ КООРДИНАТ ЭЛЕМЕНТОВ ДЕТАЛЕЙ | 0 |
|
SU322605A1 |

