Изобретение относится к способам переработки легких алифатических углеводородов, в частности попутных /нефтяных/ газов, и может быть использовано в нефтепереработке и нефтехимии.
Попутные нефтяные газы выделяются из нефти вследствие падения давления при подъеме нефти по стволу скважины на поверхность или образуют газовую шапку нефтяного месторождения. На 1 т добытой нефти получают в среднем 95-112 м3 нефтяного газа /Ред. С. К. Огородников. Справочник нефтехимика.- Л.: Химия, 197 8, с. 48/. Попутный газ отделяют от нефти методом сепарации и направляют на переработку на газоперерабатывающий завод. Газ осушают и очищают от серы, извлекают нестабильный бензин - углеводороды C3+, а отбензиненный газ сжимают и перекачивают потребителям. Нестабильный бензин разделяют на сжиженный газ или индивидуальные углеводороды C3 и C4 и стабильный бензин. Получение из попутного газа сжиженного пропан-бутанового топлива /бытового или автомобильного/ часто нерационально, поскольку в большинстве регионов России отсутствует соответствующая инфраструктура и реализация продукта затруднена.
Часть добываемого попутного газа имеет низкое давление, затраты на его компремирование и транспорт на ГПЗ оказываются велики, и его сжигают на факелах, что приводит к потере углеводородного сырья и существенно ухудшает и без того неблагоприятную экологическую ситуацию. Это ставит проблему переработки попутных газов с получением товарных продуктов, имеющих повышенный спрос.
В патентной литературе описано множество цеолитсодержащих катализаторов для превращения легких алифатических углеводородов в ароматические. Наиболее близким к внедрению можно считать процесс "Сайклер", разработанный совместно фирмами "ЮОП" и "Бритиш петролеум" /А.З. Дорогочинский и др. Ароматизация низкомолекулярных парафиновых углеводородов на цеолитных катализаторах. Обзорная информация. -М., ЦНИИТЭНефтехим, 1989, вып. 4/. Он предназначен для превращения сжиженных газов или их смеси с 10-50% этана в ароматические углеводороды и водород. При использовании этансодержащего сырья процесс осуществляют в более жестких условиях, однако достигают незначительную конверсию этана.
Из продуктов извлекают ароматические углеводороды, водород, непревращенные пропан и бутан /на рецикл/ и топливный газ, используя сложную систему разделения. Так, в /SU 1523052 A3, 1989/ описан способ разделения продуктов реакции парофазной дегидроциклодимеризации углеводородов C3 и C4, который осуществляют в четырех зонах парожидкостной сепарации с использованием абсорбера, отпарной и двух ректификационных колонн.
Наиболее близким по технической сущности и достигаемому результату является способ /US 4677235, 1987/ получения ароматических углеводородов из природного газа, содержащего азот, метан, этан, пропан и бутан. Способ включает сжатие и подачу выходящего из зоны реакции дегидроциклодимеризации потока, содержащего водород, этан, пропан и ароматические углеводороды C6+, в зону парожидкостной сепарации, работающую при условиях /в том числе при давлении выше 2,8 МПа/, эффективных для разделения поступающих компонентов на парофазный отходящий поток, содержащий азот, водород и метан, и жидкофазный I поток процесса, содержащий этан, пропан и ароматические углеводороды C6+, подачу сырьевого природного газа в зону парожидкостной сепарации; подачу I потока процесса в зону фракционирования, содержащую хотя бы одну ректификационную колонну, работающую при условиях, эффективных для разделения углеводородов I потока процесса на хотя бы II поток процесса, содержащий пропан, и I поток продуктов, содержащий углеводороды C6+, и выведение этого потока из процесса; подачу II потока процесса в зону дегидроциклодимеризации, работающую в условиях дегидроциклодимеризации, в том числе при давлении менее 0,7 МПа, и производящую поток, выходящий из зоны реакции.
В описанном способе сырье, поступающее в зону реакции дегидроциклодимеризации, отделяют от метана с экономически приемлемой степенью чистоты, что, однако, предполагает использование высокого давления или глубокого холода. В предпочтительном варианте зона фракционирования состоит из нескольких фракционирующих колонн для выделения этана и пропан-бутановой фракции, которая и является сырьем для зоны реакции. Однако, этим сырьем могут быть и легкие углеводороды C2-C4, выделенные из I потока процесса в одной фракционирующей колонне как II поток процесса.
Целью предлагаемого изобретения является создание простой и экономичной технологии переработки попутного газа с получением концентрата ароматических углеводородов, сухого газа и, при необходимости, сжиженного газа.
В предлагаемых способах переработки попутного газа в зону реакции дегидроциклодимеризации подают неконденсируемые компоненты и углеводороды C2-C4 сырья и рецикловые потоки. Азот, метан и этан являются теплоносителями, обеспечивающими эндотермическое превращение пропана и бутана, что позволяет осуществить реакцию дегидроциклодимеризации сырья в одноступенчатом адиабатическом реакторе без промежуточного подогрева частично превращенного сырья, усложняющего конструкцию реактора и печи.
В заявляемом способе получения ароматических углеводородов из попутного газа при реакции дегидроциклизации компонентов C3+ сырья на цеолитсодержащих катализаторах поток, выходящий из зоны реакции и содержащий водород, алканы C1-C4 и ароматические углеводороды C6+, подают в зону сепарации, из зоны сепарации выводят парофазный поток, содержащий водород, метан и этан и 1 поток процесса, содержащий пропан, бутан и ароматические углеводороды C6+, подают I поток процесса в зону фракционирования и разделяют его хотя бы на II поток процесса, содержащий пропан и бутан, и I поток продуктов, содержащий ароматические углеводороды C6+, подают часть парофазного потока из зоны сепарации, II поток процесса и сырье, содержащее алканы C1-C4 в зону реакции дегидроциклодимеризации, работающую в условиях дегидроциклодимеризации, и получают поток, выходящий из зоны реакции.
Заявляемый способ переработки углеводородов отличается от прототипа следующими признаками: парофазный поток, выделяемый в зоне сепарации, содержит также этан и в зону реакции подают часть парофазного потока из зоны сепарации и сырье, содержащее алканы C1-C4.
В качестве сырья используют либо попутный газ, содержащий более 20-30% мас. /обычно 30-50% мас./ углеводородов C3+, либо попутный газ и фракции легких углеводородов, обогащенные компонентами C5+: конденсаты, выделяющиеся при компрессии попутного газа, нестабильные газоконденсатные бензины. При использовании сырья, обогащенного углеводородами C5+-фракций легких углеводородов и/или попутного газа, в зону реакции дегидроциклодимеризации направляют углеводороды C1-C4 и неконденсируемые компоненты, выделенные из сырья.
В предлагаемых способах переработки природного газа осуществляют каталитическую дегидроциклодимеризацию компонентов C3+ сырья с образованием ароматических углеводородов C6+ и водорода. В процессе образуются также метан и этан как побочные продукты из-за невысокой селективности известных катализаторов дегидроциклодимеризации. В жидких продуктах содержатся также неароматические углеводороды C5+, их количество зависит от катализатора и условий процесса и в лучшем случае снижается до менее чем 0,1% мас. В потоке, выходящем из зоны реакции, содержатся также инертные компоненты исходного сырья и рецикла, используемые как теплоносители, и непревращенные пропан и бутан, которые выделяют в зоне фракционирования и частично в зоне сепарации и возвращают в зону реакции.
Зона реакции включает различное оборудование, необходимое для осуществления контакта сырья с катализатором дегидроциклодимерации в условиях дегидроциклодимеризации. Это рекуперационные теплообменники, нагревательная печь, реактор или система реакторов.
В качестве катализатора используют известные высокоселективные композиции цеолитов группы пентасилов и металлических промоторов, увеличивающих активность, стабильность и селективность цеолитов.
Условия дегидроциклодимеризации - обычные для цеолитных катализаторов дегидроциклодимеризации: температура 500-550oC, давление не более 3 МПа, объемная скорость подачи сырья 0,5 - 6,0 час-1.
Зона сепарации потока, выходящего из зоны реакции, обеспечивает его разделение на парофазный поток, содержащий в основном метан и этан, и жидкофазный поток /I поток процесса/, содержащий в основном углеводороды C3+. Для этого поток, выходящий из реактора, охлаждают, конденсируют компоненты C3+ и осуществляют парожидкостную сепарацию потока, либо абсорбируют компоненты C3+ частью I потока продуктов из зоны фракционирования, либо используют комбинацию методов парожидкостной сепарации частично сконденсированного потока и абсорбции компонентов из парофазного потока для перераспределения компонентов C3 и C4 в потоках легких углеводородов, выделяемых в зоне сепарации и в зоне фракционирования.
При использовании метода абсорбции для выделения компонентов C3+ из потока, выходящего из реактора, I поток процесса содержит также абсорбент - часть I потока продуктов. Аппаратурное обеспечение зоны сепарации типичное: теплообменное и холодильное оборудование для охлаждения потока, выходящего из зоны реакции, сепаратор /сепараторы/ и/или абсорбционная колонна. Условия парожидкостной сепарации определяют содержание пропана и бутана в парофазном потоке и могут быть не очень жесткими, поскольку рецикл парофазного потока снижает возможные потери сырья процесса дегидроциклодимеризации.
Зона фракционирования включает хотя бы одну фракционирующую колонну и обеспечивает выделение целевого продукта процесса - ароматических углеводородов C6+ или высокооктанового бензина, образующегося при стабилизации смеси I потока процесса, содержащего углеводороды C3+, и исходного сырья, обогащенного углеводородами C5+. В зоне фракционирования при необходимости получают II продукт процесса - пропан-бутановую фракцию и/или второй рецикловый поток, обогащенный пропаном и бутаном.
Сырье, содержащее углеводороды C5+ /конденсаты и/или попутный газ/, если их превращение в зоне реакции нежелательно, направляют в зону фракционирования и выделяют из него алканы C1-C4, которые направляют в зону реакции. При фракционировании смеси I потока процесса и исходного сырья циркулирующие углеводороды выделяют в едином потоке с алканами C1-C4 сырья.
Варианты предлагаемого способа переработки попутного газа могут быть реализованы по следующим технологическим схемам.
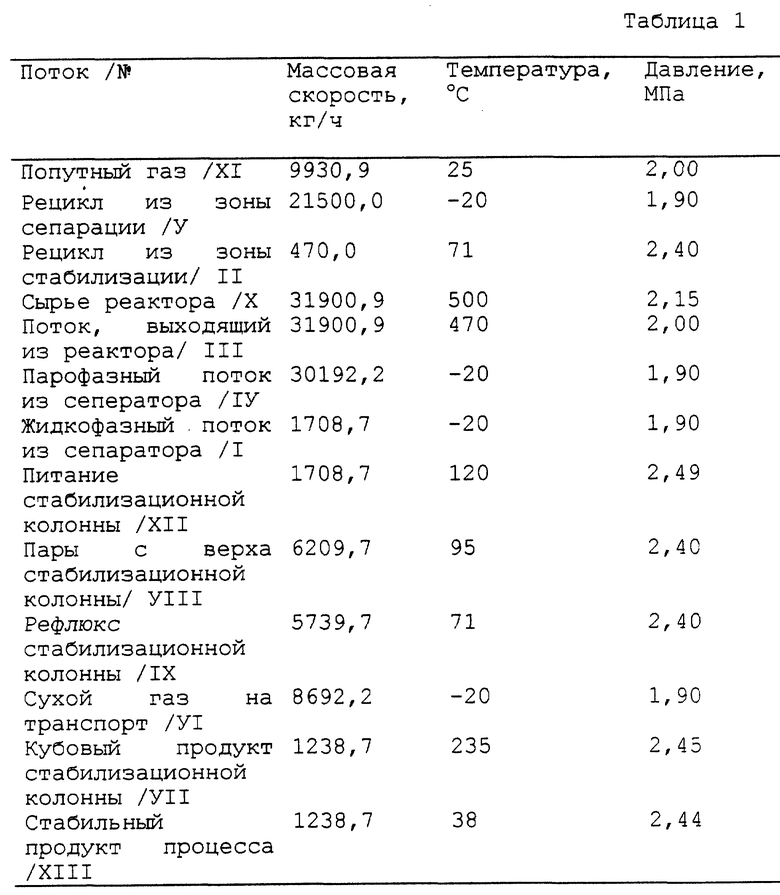
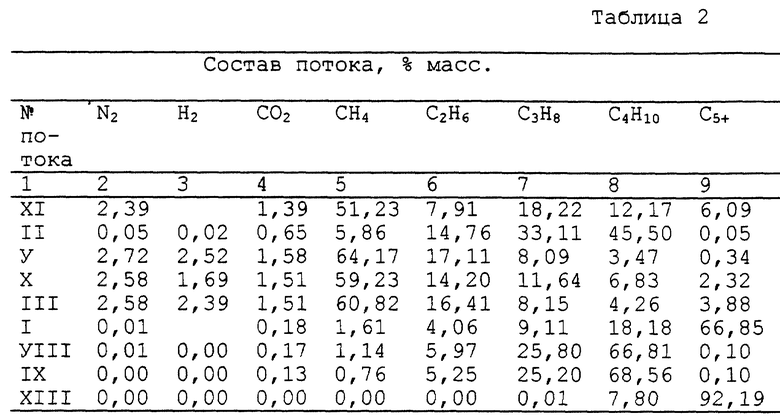
На фиг. 1 представлена схема переработки попутного газа с получением концентрата ароматических углеводородов. Зону сепарации образует сепаратор с теплообменной аппаратурой, зону фракционирования - стабилизационная колонна с соответствующим оборудованием. При контакте сырья с катализатором в реакторе 3 получают поток III, который охлаждают в блоке теплообменников 4, в теплообменнике 12, в воздушном холодильнике 5 и холодильнике 6 и подают в сепаратор 4, где из частично сконденсированного потока выделяют парофазный поток IV и часть его /поток V/ направляют на смешение с сырьевым попутным газом, а балансовое количество - на транспорт /поток VI/. Жидкую фазу из сепаратора - I поток процесса - нагревают в теплообменнике 8 и подают в стабилизационную колонну 9. С верха колонны выводят пары VIII - углеводороды C1-C4, которые частично конденсируют, охлаждая в воздушном холодильнике 10 и конденсат используют для орошения колонны /поток IX/, а пары - II поток процесса - отводят из рефлюксной емкости 11 и направляют на смешение с сырьевым попутным газом. С низа колонны выводят ароматические углеводороды C6+ /поток VII/ - I продукт процесса. В реактор направляют сжатую компрессором 1 и нагретую в печи 2 смесь сырьевого попутного газа XI и рецикловых потоков II и V.
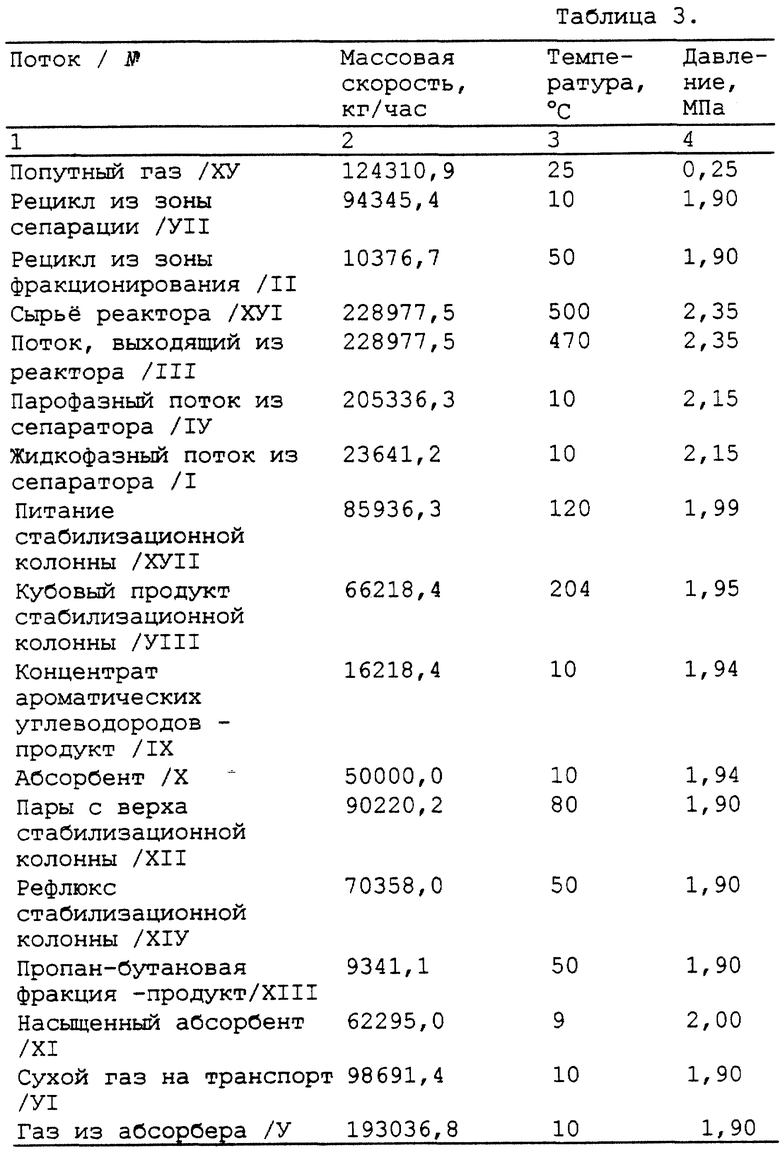
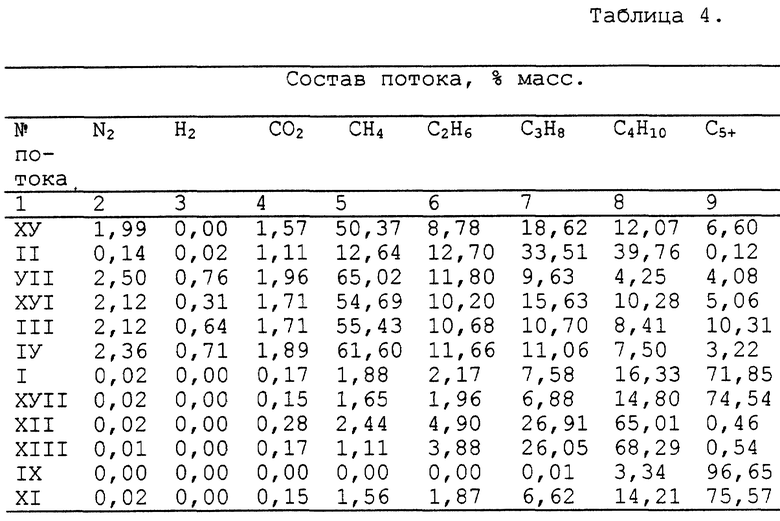
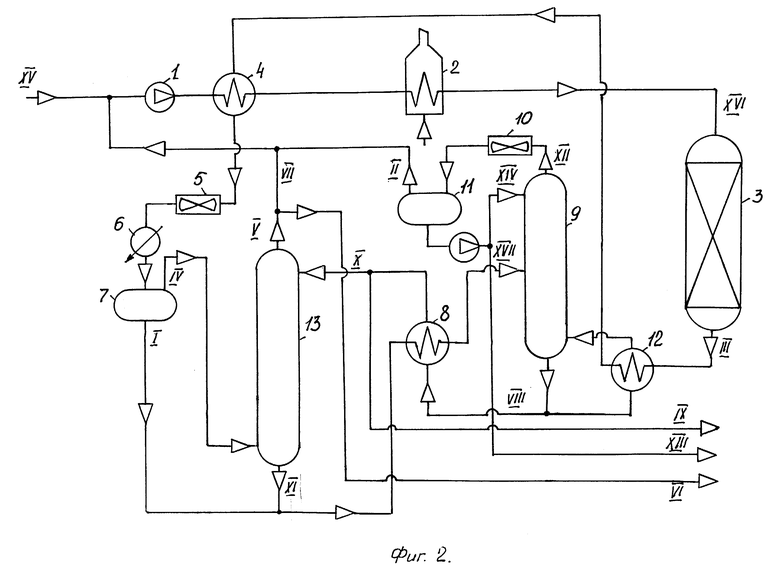
Переработка попутного газа может быть осуществлена с получением концентрата ароматических углеводородов и пропан-бутановой фракции. На фиг. 2 представлена технологическая схема такого варианта реализации предлагаемого способа. Зона сепарации включает сепаратор, в котором осуществляют парожидкостную сепарацию охлажденного и частично сконденсированного потока, выходящего из реактора, и абсорбционную колонну, в которой из парофазного потока абсорбируют углеводороды C3+ частью продукта C6+, выделенного в зоне фракционирования. Насыщенный абсорбент направляют в зону фракционирования для выделения легких компонентов и продуктов.
Поток III, выходящий из реактора 3 и полученный в результате контакта сырья с катализатором, охлаждают в теплообменнике 12, в блоке теплообменников 4, холодильниках 5 и 6 и подают в сепаратор 7, где происходит парожидкостная сепарация потока. Паровую фазу IV из сепаратора подают в абсорбционную колонну 13 и абсорбируют компоненты C3+. Сухой газ V из сепаратора направляют на смешение с сырьем /поток VII/ и на компрессию для подачи в газопровод /поток VI/. Абсорбент, обогащенный компонентами C3+ /поток XI/, в смеси с жидкофазным потоком 1 нагревают в теплообменнике 8 и подают в стабилизационную колонну 9. С низа колонны выводят ароматические углеводороды C6+ /поток VIII/ - I продукт процесса и часть его используют в качестве абсорбента X. С верха колонны выводят легкие углеводороды - пропан и бутан с примесью метана и этана /поток XII/, охлаждают их в воздушном холодильнике 10 и сконденсированную пропан-бутановую фракцию из рефлюксной емкости 11 выводят как II продукт процесса /поток XIII/. Пары из рефлюксной емкости направляют на смешение с сырьем - это II поток процесса, рецикл из зоны фракционирования. Смесь исходного попутного газа XV, рецикла из зоны сепарации VII, рецикла из зоны фракционирования II сжимают компрессором 1, нагревают в теплообменном блоке 4 и печи 2 и подают в реактор, где осуществляют дегидроциклодимеризацию компонентов сырья.
Предлагаемым способом может быть переработано сырье, содержащее углеводороды C5+. Обычно попутный газ содержит 3-10% мас. углеводородов C5+ и может быть переработан без отбензинивания. Однако, присутствие в сырье значительного количества компонентов C5+ в жестких условиях дегидроциклодимеризации пропана и бутана может привести к снижению стабильности катализатора. С другой стороны, при выделении из нефти попутного газа и его компрессии получают конденсаты и ШФЛУ, содержащие пропан, бутан и углеводороды C5+, и их вовлечение в переработку с целью получения ароматических углеводородов как высокооктанового компонента моторных топлив представляет интерес.
При переработке углеводородного сырья, обогащенного компонентами C5+, в зону реакции дегидроциклодимеризации подают неконденсируемые компоненты и углеводороды C1-C4, выделенные из сырья. Сырье, содержащее углеводороды C5+, подают вместе с I потоком процесса в зону фракционирования и получают II поток процесса, содержащий рециркулируемые углеводороды из I потока процесса, неконденсируемые компоненты и алканы C1-C4 исходного сырья, а также продукт процесса - высокооктановый бензин, содержащий углеводороды C5+ сырья и ароматические углеводороды C6+, полученные в зоне дегидроциклодимеризации.
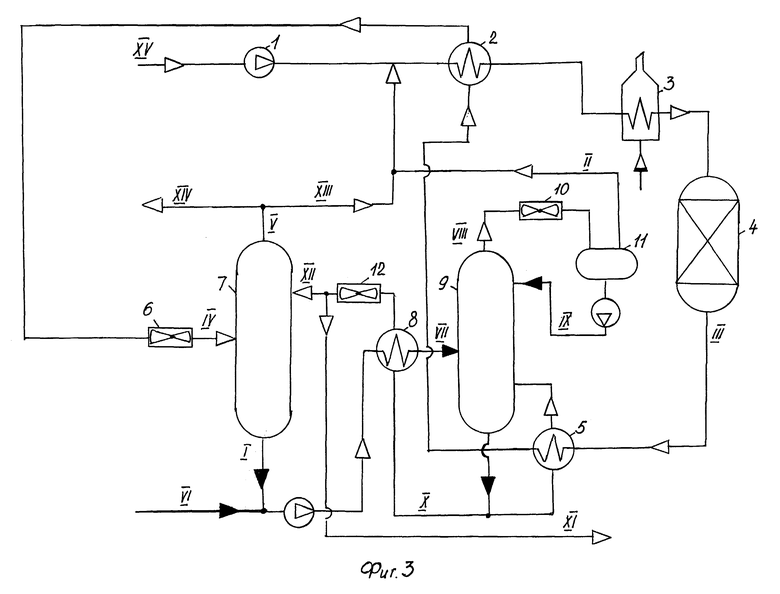
На фиг. 3 представлена схема переработки попутного газа и конденсата, содержащего алканы C4- и бензиновые углеводороды C5+. В зону реакции в соответствии с предлагаемым способом подают рециркулируемые углеводороды, сырьевой попутный газ и углеводороды C4-, выделенные из сырьевого конденсата в зоне фракционирования.
Поток III, выходящий из реактора 4 и полученный в результате контакта сырья с катализатором, охлаждают в теплообменнике 5, в блоке теплообменников 2 и в воздушном холодильнике 6 и подают в абсорбер 7, где из него абсорбируют углеводороды C3+ бензиновой фракцией. Насыщенный абсорбент I выводят из абсорбера, смешивают с конденсатом VI, нагревают в теплообменнике 8 и подают в стабилизационную колонну 9. Пары с верха колонны /поток VIII/, содержащие в основном углеводороды C1-C4, охлаждают в воздушном холодильнике 10 и конденсат используют в качестве холодного орошения IX, а пары II из рефлюксной емкости 11 подают на смешение с сырьевым попутным газом. Кубовой продукт X содержит ароматические углеводороды потока, выходящего из реактора, и углеводороды C5+ сырьевого конденсата и представляет собой высокооктановый бензин. Бензин охлаждают в теплообменнике 8 и воздушном холодильнике 12, часть его /абсорбент XII/ используют для получения в зоне сепарации жидкофазного I потока процесса. Сухой газ V из абсорбера подают на смешение с сырьем /поток XIII/ и балансовое количество - в газопровод. В реактор подают поток XVI - смесь сырьевого попутного газа XI, рециклового потока XIII из зоны сепарации и смесь рецикла и компонентов C4- сырьевого конденсата - из зоны фракционирования /поток II/.
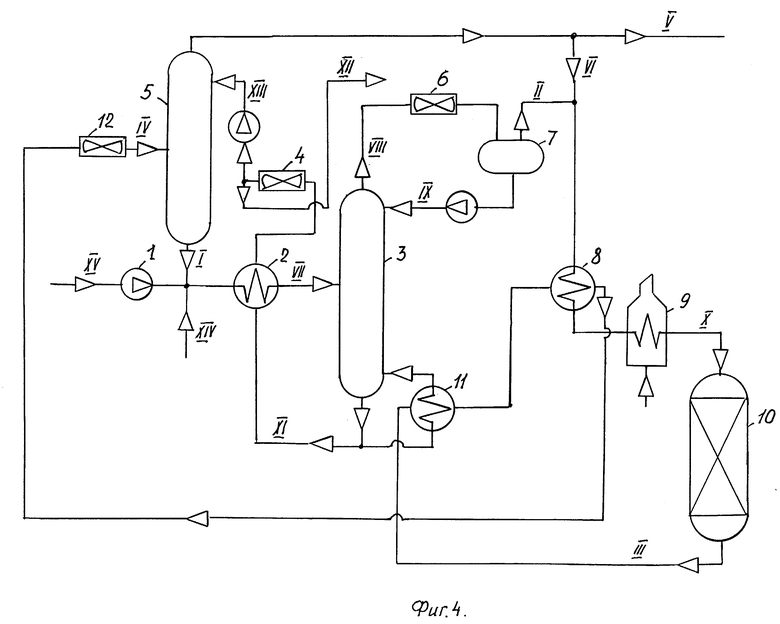
На фиг. 4 представлена схема переработки попутного газа, обогащенного углеводородами C5+, и нестабильного конденсата бензиновых углеводородов. В зону реакции дегидроциклодимеризации подают рецикловый поток из зоны сепарации, а также смесь рециркулируемых углеводородов, неконденсируемых компонентов и углеводородов C1-C4, выделенных из попутного газа и сырьевого конденсата в зоне фракционирования. В зоне фракционирования выделяют также I продукт процесса - стабильный высокооктановый бензин, содержащий углеводороды C5+ исходного сырья и ароматические углеводороды C6+, полученные в зоне реакции дегидроциклодимеризации. В зоне сепарации I жидкофазный поток процесса получают при абсорбции углеводородов C3+ из потока, выходящего из реактора, частью I потока процесса.
Поток III, выходящий из реактора 10 и полученный в результате контакта сырья с катализатором, охлаждают в теплообменниках 11,8 и в воздушном холодильнике 12 и подают в абсорбер 5. Из абсорбера выводят абсорбент 1, насыщенный углеводородами C3+ потока, выходящего из реактора. Отходящий из абсорбера сухой газ направляют на транспорт /поток V/ и на рецикл /поток VI/. В стабилизационную колонну 3 подают смесь сжатого компрессором 1 сырьевого попутного газа XV, конденсата XIV и насыщенного абсорбента 1. С верха колонны выводят поток VIII, содержащий углеводороды C1-C4 и неконденсируемые компоненты исходного сырья, и абсорбированные в зоне сепарации из потока, выходящего из реактора.
Пары с верха колонны охлаждают в воздушном холодильнике 6, конденсат из рефлюксной емкости 7 используют как холодное орошение, а пары 11 в смеси с рециклом из зоны сепарации VI нагревают в теплообменнике 8 и печи 9 и подают в реактор. Кубовой продукт XI стабилизационной колонны - стабильный высокооктановый бензин - охлаждают в теплообменнике 2 и воздушном холодильнике 4 и часть его используют в качестве абсорбента, а балансовое количество выводят из процесса как товарный продукт.
Ниже приведены примеры реализации описанных способов переработки попутного газа и конденсатов.
Пример 1.
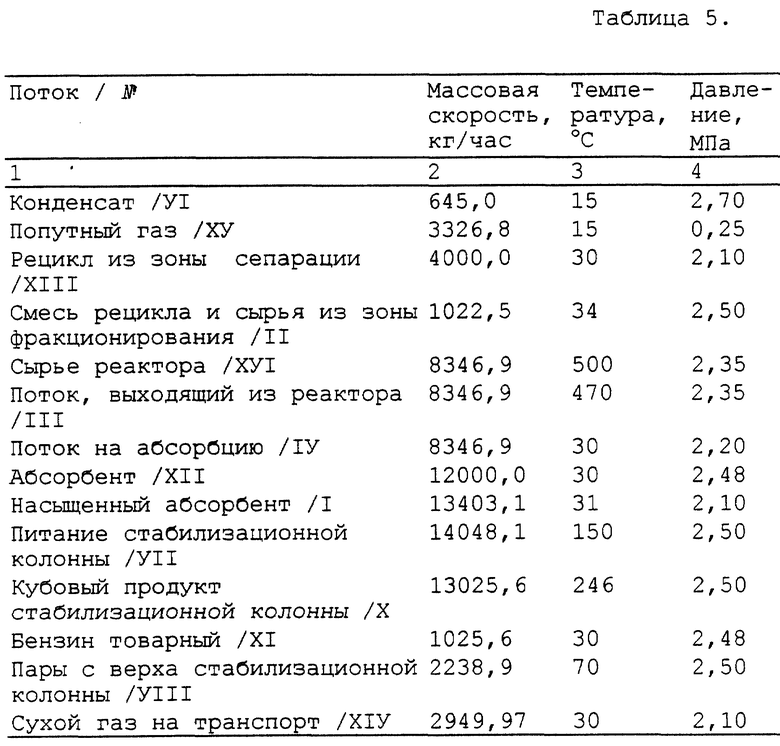
Переработку попутного газа осуществляют по схеме, представленной на фиг. 1. Целевой продукт - концентрат ароматических углеводородов. В зоне реакцции дегидроциклодимеризации осуществляют контакт сырья с катализатором следующего состава: цеолит ЦВМ /ТУ 38.401528-85/ - 30% мас., оксид цинка - 2% мас. , оксид алюминия - 60% мас. Катализатор готовят экструзией смеси исходных компонентов: H-формы цеолита ЦВМ /содержание оксида натрия менее 0,1% мас. /, нитрата цинка, гидроксида алюминия; сушат и прокаливают при 550oC 6 часов. Контакт сырья с катализатором осуществляют в адиабатическом режиме при 500oC на входе в реактор и давлении 2,0 МПа. Физические характеристики потоков приведены в табл. 1, состав основных потоков - в табл. 2. Кубовой продукт стабилизационной колонны - концентрат ароматических углеводородов, содержит /% мас. / бензол - 9,89, толуол - 29,19, ксилолы ~17,64, изо-пропилбензол - 9,06, этилбензол - 7,70 и может быть использован в качестве высокооктанового компонента бензина.
Пример 2.
Переработку попутного газа осуществляют по схеме, представленной на фиг. 2, с получением концентрата ароматических углеводородов и пропан-бутановой фракции. Используют катализатор следующего состава: цеолит ЦВН /ТУ 38.102168-85/ - 30% мас., оксид цинка - 1,8% мас., оксид галлия - 0,4% мас., оксид алюминия - 67,8% мас. Катализатор готовят экструзией смеси цеолита, нитратов цинка и галлия, гидроксида алюминия, сушат и прокаливают при 550oC 6 часов. Условия каталитического процесса - по примеру 1. Физические характеристики потоков приведены в таблице 3, состав основных потоков - в таблице 4. Полученный концентрат ароматических углеводородов содержит /% мас./ бензол - 1,81, толуол - 10,61, ксилолы - 15,78, ароматические углеводороды C9 - 12,42 и может быть использован в качестве высокооктанового компонента бензина.
Пример 3.
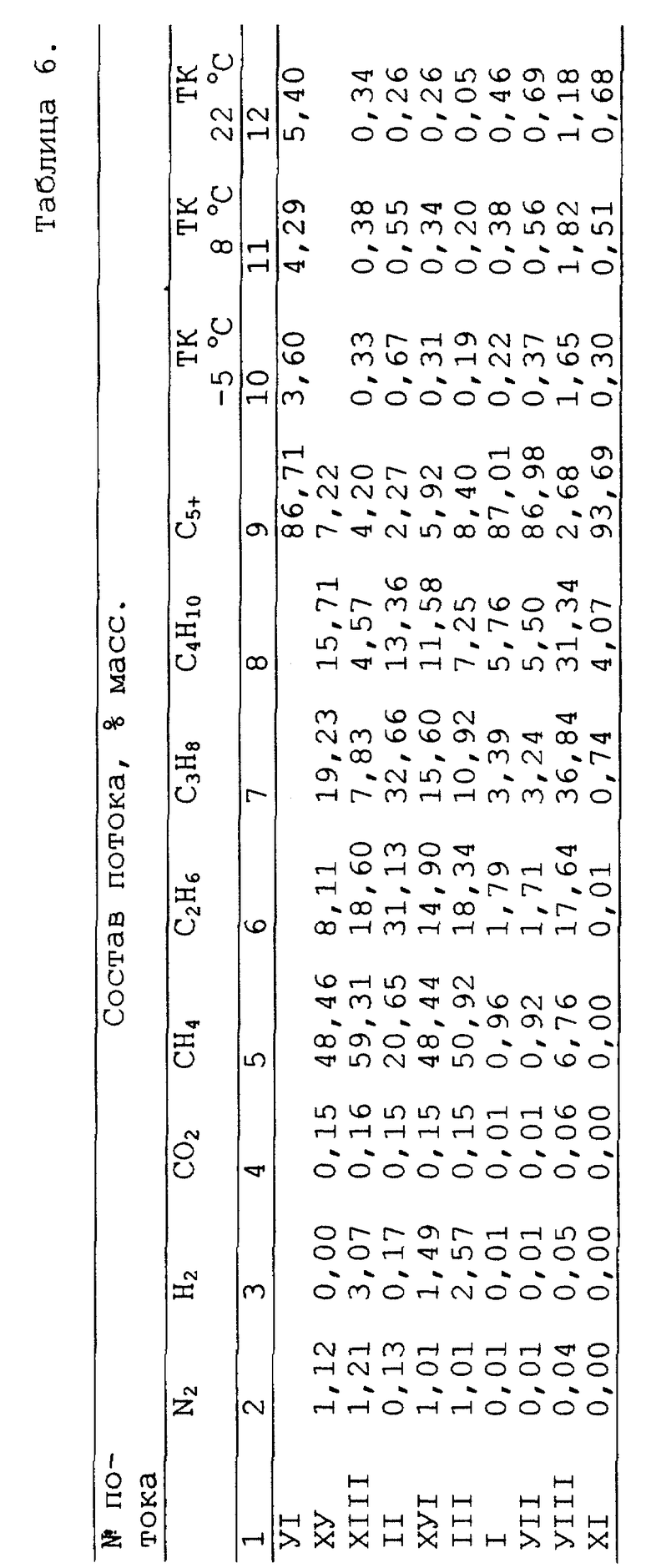
Переработку попутного газа и конденсата осуществляют по схеме, приведенной на фиг. 3, с получением высокооктанового бензина, включающего компоненты C5+ сырьевого конденсата и ароматические углеводороды C6+, полученные в зоне реакции из сырьевого конденсата, содержащего попутный газ и компоненты C4- сырьевого конденсата. Катализатор и условия дегидроциклодимеризации - по примеру 1. В табл. 6 приведен состав основных потоков или их составных частей, определенный хроматографически и состав конденсатного сырья и его частей в составе других потоков, определенный на основе его фракционного состава и представленный псевдокомпонентами - условными соединениями с рассчитанными температурами кипения при нормальных условиях /обозначение в таблице: ТК - 5oC и т.д./
Пример 4.
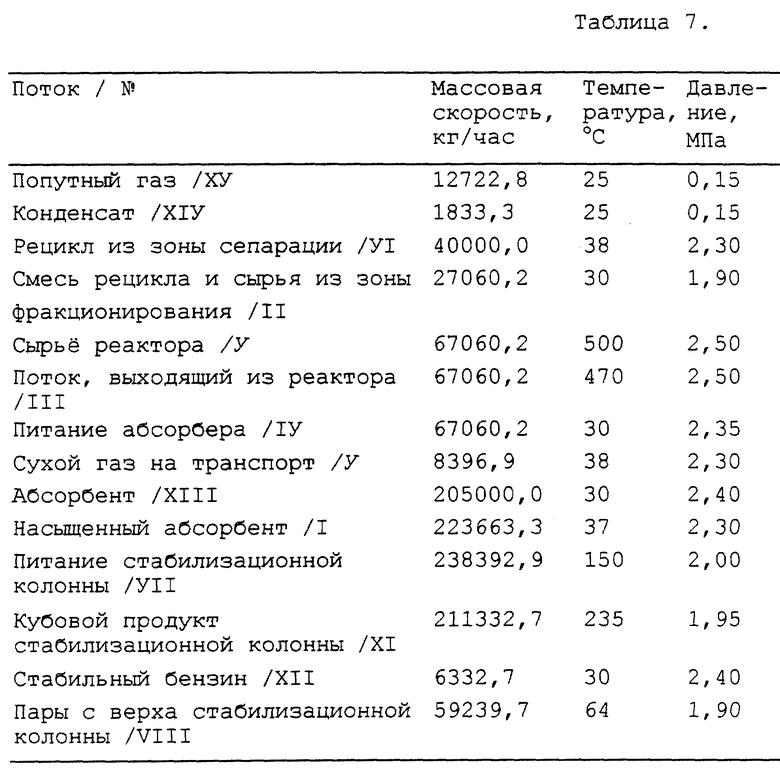
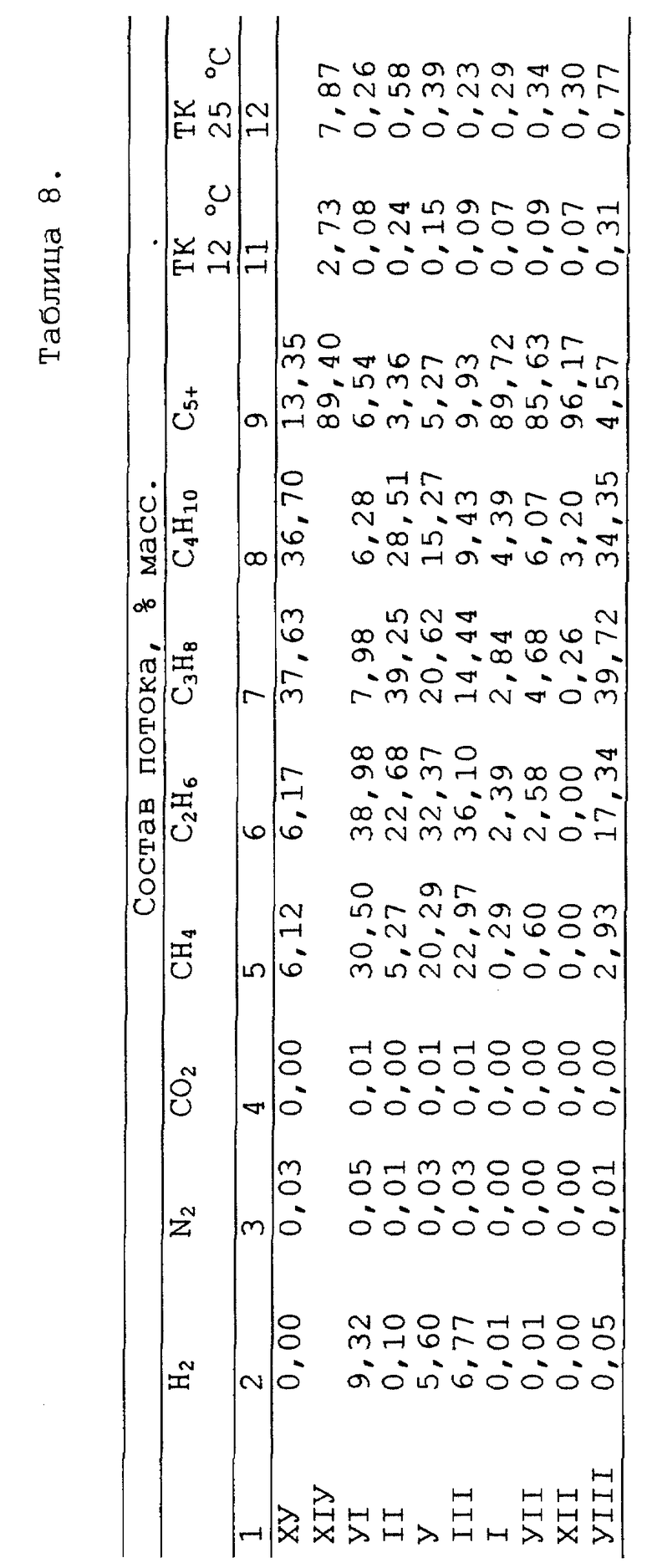
Переработку попутного газа, обогащенного углеводородами C5+, и нестабильного конденсата бензиновых углеводородов в высокооктановый бензин осуществляют по схеме, приведенной на фиг. 4. С установки отводят стабильный бензин и сухой газ на транспорт. Катализатор и условия дегидроциклодимеризации - по примеру 1. В таблице 7 приведены физические характеристики потоков, в таблице 8 - состав основных потоков таким же образом, как в примере 3. Стабильный бензин содержит не менее 62,43% мас. алкилбензолов, в том числе не менее 7,65% мас. бензола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЛИГОМЕРИЗАЦИИ НИЗШИХ ОЛЕФИНОВ | 1998 |
|
RU2135547C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОДУКТОВ ДЕГИДРОЦИКЛОДИМЕРИЗАЦИИ ПРОПАНА И БУТАНА | 2004 |
|
RU2277527C1 |
| СПОСОБ ПЕРЕРАБОТКИ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ С-С В АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ ИЛИ ВЫСОКООКТАНОВЫЙ БЕНЗИН | 2000 |
|
RU2175959C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ ГАЗООБРАЗНОЙ СМЕСИ ЛЕГКИХ УГЛЕВОДОРОДОВ, СОДЕРЖАЩЕЙ ПРОПАН И БУТАН | 2001 |
|
RU2192448C1 |
| СПОСОБ ПЕРЕРАБОТКИ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ С - С В ПРОДУКТЫ, ОБОГАЩЕННЫЕ АРОМАТИЧЕСКИМИ УГЛЕВОДОРОДАМИ | 1998 |
|
RU2138538C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ ИЗ НЕФТИ | 2000 |
|
RU2176661C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2001 |
|
RU2186829C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2004 |
|
RU2277524C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ C-C | 2000 |
|
RU2185359C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА ИЗ УГЛЕВОДОРОДОВ C4-, СОДЕРЖАЩИХ ОЛЕФИНЫ И БУТАДИЕН | 2004 |
|
RU2277525C1 |
Описывается способ получения ароматических углеводородов из попутного газа при реакции дегидроциклизации компонентов С3+ сырья на цеолитсодержащих катализаторах, в котором поток, выходящий из зоны реакции и содержащий водород, алканы С1-С4 и ароматические углеводороды С6+, подают в зону сепарации, из зоны сепарации выводят парофазный поток, содержащий водород и метан, и жидкофазный I поток процесса, содержащий пропан, бутан и ароматические углеводороды С6+, подают I поток процесса в зону фракционирования и разделяют его на хотя бы II поток процесса, содержащий пропан и бутан, и I поток продуктов, содержащий ароматические углеводороды С6+, подают II поток процесса в зону реакции дегидроциклодимеризации, работающую в условиях дегидроциклодимеризации, и получают поток, выходящий из зоны реакции, отличающийся тем, что парофазный поток из зоны сепарации содержит также этан, и в зону реакции подают сырье, содержащее алканы С1-С4, и часть парофазного потока из зоны сепарации. Технический результат - упрощение и повышение экономичности технологии процесса. 2 з.п.ф-лы, 4 ил, 8 табл.
| Способ разделения продуктов реакции парофазной дегидроциклодимеризации С @ -С @ -углеводородов | 1985 |
|
SU1523052A3 |
| US 4677235 A, 1987. | |||

