Область техники, к которой относится изобретение
Настоящее изобретение относится к способу приготовления алюминиевого сплава, ингибирующего потери от окисления.
Уровень техники
Ранее в процессе производства сплавов, содержащих Mg, обычно прибегали к добавлению Be.
Добавляемый в малых количествах Be обеспечивает ингибирование потерь от окисления расплава Mg-содержащего сплава и часто используется для предотвращения горения расплавов обладающего высокой реакционной способностью Mg сплава и расплавов различных других Mg-содержащих сплавов.
Однако при использовании Be возникают проблемы влияния бериллия на здоровье. В последнее время были предприняты исследования поиска средств для исключения использования бериллия.
С другой стороны, известен способ добавления Са и покровного флюса в качестве альтернативы добавления Be (Muromachi, Shigeo and Minegishi, Tomohiro, "Effect of Са on Al-Mg Alloys", KEIKINZOKU, том 10, №6, (1960): стр.25-28).
Кроме того, в патентной публикации JP (A) No. 2001-64743 было показано, что добавление Sr характеризуется эффектом снижения поверхностного окисления на слябе. Однако остается неясным проявляется ли эффект ингибирования потерь от окисления в расплавленном состоянии при высоких температурах.
Иными словами, на практике в качестве доказанной альтернативы Be остается только Са.
Раскрытие изобретения
Целью настоящего изобретения является создание способа приготовления алюминиевого сплава, ингибирующего потери от окисления в расплавленном сплаве без применения Ве, который может наносить ущерб здоровью человека.
Способ приготовления алюминиевого сплава настоящего изобретения для достижения указанной цели включает в себя обработку расплава алюминиевого сплава, содержащего Mg, добавлением к сплаву Са, Sr и/или Ва при соотношении в пределах, заключенных между линиями, соединяющими четыре иллюстрируемые на фиг.1 точки: точку А (Са: 18 ат %, Sr: 0 ат % и Ва: 82 ат %), точку В (Са: 14 ат %, Sr: 34 ат % и Ва: 52 ат %), точку С (Са: 33,8 ат %, Sr: 66,2 ат % и Ва: 0 ат %) и точку D (Са: 100 ат %, Sr: 0 ат % и Ва: 0 ат %) при исключении соотношений точки D, для того чтобы довести содержание компонентов Са, Sr и Ва в расплаве до включения Са в количестве от 0,001 до 0,5 масс % и одного или обоих Sr в количестве от 0,01 до 2,8 масс % и Ва в количестве от 0,01 до 7,83 масс %.
В качестве способа доводки содержания Mg к расплаву алюминиевого сплава, содержащему заданное количество Mg, могут быть добавлены компоненты Са, Sr и/или Ва, но преимущественно для доводки компонентов Са, Sr и/или Ва в расплаве добавляют компоненты Са, Sr и/или Ва, после чего к расплаву дополнительно добавляют компонент Mg для доведения его содержания до заданного значения.
Способ приготовления алюминиевого сплава настоящего изобретения применим для получения, например, деформируемого алюминиевого сплава, содержащего Mg: от 0,5 до 6.0 масс %, Si: 0,1 to 0,5 масс %, Fe: 0,7 масс % или менее, Cu: от 0,04 до 0,2 масс % и Mn: от 0,1 до 1,0 масс %.
Кроме того, способ применим также для получения, например, литейного алюминиевого сплава, содержащего Mg: от 0,5 до 11,0 масс %, Si: от 0,1 до 24,0 масс %, Fe: от 0,1 до 1,8 масс %, Cu: от 0,1 до 4,5 масс % и Mn: от 0,15 до 0,6 масс %.
Кроме того, способ применим также для получения, в качестве специфического примера, пригодного для литья под давлением алюминиевого сплава, содержащего Mg: от 0,5 до 10,5 масс %, Si: от 0,1 до 18,0 масс %, Fe: от 0,5 до 1,8 масс %, Cu: от 0,1 до 5.0 масс % и Mn: от 0,1 до 0,6 масс %.
В способе приготовления алюминиевого сплава настоящего изобретения, ингибирующего потери от окисления расплава, добавляют в специфическом соотношении смесь Са, Sr и/или Ва, либо используют композит, содержащий в специфическом соотношении смесь Са, Sr и/или Ва. Таким образом, использование вместо Be, который может наносить ущерб здоровью человека, безвредного ингибитора потерь от окисления расплава может значительно снизить потери от окисления расплавленного сплава.
Кроме того могут быть снижены расходы на обработку выхлопного газа, содержащего Be, затраты на удаление окалины, и т.д., благодаря чему может быть снижена себестоимость производства алюминиевого сплава.
Краткое описание чертежей
Фиг.1 - вид, показывающий влияние соотношения Са, Sr и Ва на стойкость к окислению.
Фиг.2 - вид, в которым сравнивается добавление одного Са и добавление композита по влиянию на стойкость к окислению.
Осуществление изобретения
Авторы изобретения провели интенсивные исследования ингибирования потерь от окисления расплава в процессе приготовления алюминиевого сплава, содержащего Mg, при замене использования Be.
В способе приготовления сплава расплав сплава подвержен потерям в результате окисления в высокотемпературном состоянии. Скорость протекания окисления различна для каждого из содержащихся элементов. Чем более реакционноспособен элемент, тем быстрее возрастают потери от окисления.
Алюминиевые сплавы, в частности сплавы серии 5000 и другие сплавы на основе системы Al-Mg, подвержены потерям в результате протекания окисления Mg. В случае сплавов на основе системы Al-Mg свойства сплава определяются количеством Mg, Даже самое незначительное уменьшение количества Mg влияет на свойства сплава, в результате чего предотвращение потерь Mg в производственном процессе является главной промышленной задачей. Ранее количество Mg в расплаве приходилось непрерывно измерять, чтобы компенсировать количество теряемого Mg в сплаве, но при использовании настоящего изобретения можно облегчить или исключить эту тяжелую процедуру. Благодаря этому повышается производительность и эффективность работы.
Ранее метод добавления Be использовался в качестве меры для предотвращения потерь от окисления расплава алюминиевого сплава, но из-за проблем с влиянием на здоровье, предпочтительно, чтобы сплавы не содержали Be.
В качестве способа замены Be известно добавление нетоксичного Са. Однако известно, что Са в зависимости от добавляемого количества оказывает ряд отрицательных эффектов на свойства сплава, таких как горячее растрескивание и ухудшение механических свойств, а также подаваемость.
Таким образом, было принято решение добавлять комбинацию Са, Sr и/или Ва. Каждый из Са, Sr и Ва является не токсичным для здоровья человека элементом. При композиционном добавлении эффект ингибирования потерь от окисления выше, чем при индивидуальном добавлении Са, Sr или Ва. При этом имеется возможность уменьшить относительное количество добавляемого Са, что также уменьшит упомянутые выше отрицательные эффекты Са.
Далее настоящее изобретение описывается в деталях.
Результат, достигаемый от добавления композита согласно настоящему изобретению показывает, что способ не имеет особых ограничений, если композит добавляют к расплаву алюминиевого сплава, содержащему Mg, и способ может применяться для производства практически всех сплавов на основе системы Al-Mg, как в случае деформируемых сплавов, так и для литейных сплавов, сплавов для литья под давлением и т.д.
Следует отметить, что эффект композиционного добавления Са, Sr и Ва состоит в ингибировании потерь от окисления Mg в расплаве алюминиевого сплава. Таким образом, в способе приготовления сплава на основе системы Al-Mg вместо того, чтобы добавлять Са, Sr и Ва к расплаву алюминиевого сплава, уже содержащего Mg в количестве несколько большем, чем необходимо для ингибирования снижения содержания Mg, обусловленного потерями от окисления, предпочтительно добавлять Са, Sr и Ва к расплаву сплава до регулирования содержания Mg и затем загружать источник Mg для доводки содержания Mg.
При этом можно добавлять указанные элементы в твердом состоянии к слитку сплава на основе системы Al-Mg с заранее подобранными компонентами с последующим их расплавлением.
Остальные детали способа приведены ниже.
Прежде всего описывается добавка на основе Са, Sr и Ва.
В качестве такой добавки используют добавку, содержащую Са, Sr и Ва, взятые в соотношении, находящемся в пределах, заключенных между линиями, соединяющими четыре иллюстрируемые на фиг.1 точки: точку А (Са: 18 ат %, Sr: 0 ат % и Ва: 82 ат %), точку В (Са: 14 ат %, Sr: 34 ат % и Ва: 52 ат %), точку С (Са: 33,8 ат %, Sr: 66,2 ат % и Ва: 0 ат %) и точку D (Са: 100 ат %, Sr: 0 ат % и Ва: 0 ат %) при исключении соотношений точки D
В случае использования добавки с соотношениями, находящимися за пределами области, заключенной между линиями (как описано далее), содержания Са, Sr и Ва оказываются вне пределов заданных значений и ожидаемый эффект ингибирования потерь от окисления не может уже получен быть.
Если не ограничивать количества Са, Sr и Ва в расплаве алюминиевого сплава после добавления добавки на основе Са, Sr и Ва до пределов заданных значений, ожидаемый эффект ингибирования потерь от окисления не может быть получен. Содержания этих элементов в сплаве являются следующими:
Са: от 0,001 до 0,5 масс %
Эффект ингибирования потерь от окисления в результате добавления Са получают при его содержании 0,001 масс % или более. Соответственно, нижнее предельное значение количества добавляемого Са равно 0,001 масс %. Однако, если содержание Са становится слишком большим, например превышающим 0,5 масс %, то вне зависимости от характера применения резко проявляются отрицательные эффекты, такие как горячее растрескивание, ухудшение механических свойств и подаваемость, по причине чего верхний предел устанавливают равным 0,5 масс %.
Sr: от 0,01 до 2,8 масс %
Эффект ингибирования потерь от окисления в результате добавления Sr получают при его содержании 0,01 масс % или более. Соответственно, нижнее предельное значение количества добавляемого Sr равно 0,01 масс %. При этом, с точки зрения его соотношения с количеством добавляемого Са, значение его верхнего предела устанавливают равным 2,8 масс %. Если добавляют только Са в количестве 0,5 масс %, максимальное количество Sr для улучшения эффекта ингибирования потерь от окисления равно 2,8 масс %. Если же это значение превышено, эффект становится ниже эффекта ингибирования потерь от окисления в случае добавления только одного Са. Поэтому значение верхнего предела для Sr равно 2,8 масс %.
Ва: от 0,01 до 7,83 масс %
Эффект ингибирования потерь от окисления в результате добавления Ва получают при его содержании 0,01 масс % или более. Соответственно, нижнее предельное значение количества добавляемого Ва равно 0,01 масс %. При этом, с точки зрения его соотношения с количеством добавляемого Са, значение его верхнего предела устанавливают равным 7,83 масс %. Если добавляется только Са в количестве 0,5 масс %, максимальное количество Ва для улучшения эффекта ингибирования потерь от окисления равно 7,83 масс %. Если же это значение превышено, эффект становится ниже эффекта ингибирования потерь от окисления в случае добавления только одного Са. Поэтому значение верхнего предела для Sr равно 7,83 масс %.
Далее описывается применение стратегии добавления добавки настоящего изобретения к алюминиевому сплаву.
В качестве конкретного примера стратегии добавления добавки настоящего изобретения к сплаву на основе системы Al-Mg изобретение может быть применено к алюминиевому сплаву, содержащему Mg: 0,5 масс % или более, Si: от 0,1 до 24,0 масс %, Cu: от 0,04 до 5,0 масс %, Mn: от 0,1 до 2,0 масс % и остальное неизбежные элементы.
Приведенные ниже элементы сплава и их композиции не оказывают влияния на стратегию добавления добавки настоящего изобретения. Иными словами, стратегия добавления добавки настоящего изобретения может применяться во всех случаях использования алюминиевых сплавов, содержащих следующие элементы.
Mg: 0,5 масс % или более
Если содержание Mg меньше 0,5 масс %, то получить эффект ингибирования потерь Mg от окисления настоящего изобретения затруднительно, по причине чего значение нижнего предела устанавливается равным 0,5 масс %. Далее, содержащее Mg 6,0 масс % подвергает деформируемые сплавы риску краевого растрескивания и межзеренной коррозии, по причине чего 6,0 масс % устанавливается как верхний предел. Далее, с точки зрения областей применения сплавов, верхний предел преимущественно устанавливают равным 11,0 масс % для литейных сплавов и 10,5 масс % для сплавов для литья под давлением. Содержание сверх 11,0 масс % приведет к растрескиванию отливок и узким пределам применения, вследствие чего значение верхнего предела преимущественно равно 11,0 масс %.
Si: от 0,1 до 24,0 масс %
Добавление Si уменьшает коэффициент теплового расширения и повышает твердость, улучшая тем самым износостойкость. Однако, если Si добавляют в избытке, образуются крупные кристаллы Si, в результате чего ухудшается обрабатываемость. Следовательно, чтобы проявился эффект Si, он должен содержаться в количестве 0,1 масс % или более. Что же касается возможных областей применения, то чтобы получить состав сплава для широкого диапазона применений, значение верхнего предела преимущественно устанавливают равным 6,0 масс % для деформируемых сплавов, 24,0 масс % для литейных сплавов и 18 масс % для сплавов, предназначенных для литья под давлением.
Cu: от 0,04 до 5,0 масс %
Cu обладает способностью улучшать прочность. Эта способность становится заметной при содержании 0,04 масс %. Однако, с точки зрения стандартов для сплавов, значение верхнего предела преимущественно устанавливают равным 0,2 масс % для деформируемых сплавов, 4,5 масс % для литейных сплавов и 5,0 масс % для сплавов, предназначенных для литья под давлением.
Mn: от 0,1 до 2,0 масс %
Mn обладает способностью измельчать рекристаллизованные зерна и повышать прочность. Эта способность становится заметной при 0,1 масс % или более. Однако большое содержание будет снижать формуемость, по причине чего значение верхнего предела преимущественно устанавливают равным 2,0 масс % для деформируемых сплавов и 0,6 масс % для литейных сплавов и сплавов, предназначенных для литья под давлением.
Содержания Sn, Pb, В, V и Zr, относящихся к неизбежным примесям, преимущественно ограничиваются 0,1 масс % или менее.
Таким образом, стратегия добавления композита настоящего изобретения способна продемонстрировать свой эффект независимо от того является ли сплав деформируемым сплавом, литейным сплавом или сплавом для литья под давлением при условии, что он является алюминиевым сплавом, содержащим Mg в количестве 0,5 масс % или более. Соответственно, эта стратегия может применяться в способах производства широкого ряда изделий, таких как строительные материалы и сосуды высокого давления, барабаны, электротовары/детали, детали двигателей, автомобильные детали, автоматическое оборудование и т.д.
Пример 1
Са, Ва и Sr добавляют при каждом указанном в таблице 1 соотношении компонентов смеси к расплаву сплава на основе системы Al-Mg, состоящему из Si: 0,03 масс %, Fe: 0,05 масс %, Cu: 0,01 масс % или менее, Mn: 0,01 масс % или менее, Mg: 3,45 масс % и остальное А1 и неизбежные примеси.
Из каждого полученного расплава сплава изготовляют слиток, который затем обрабатывают с образованием испытуемого цилиндрического образца диаметром 6,8 мм × 2,7 мм весом 270 мг.
После этого каждый испытуемый образец нагревают в атмосфере чистого воздуха с точкой росы 0°С и скоростью потока 50 мл/мин при скорости повышения температуры 30°С/мин до 800°С. При этой температуре образец в расплавленном состоянии окисляется. Измеряют время до того момента, когда вес увеличится на 2%, т.е. 2% испытуемого образца в расплавленном состоянии окислилось, и общий вес, увеличился на 2% (5 мг). Это измеренное значение принимают как показатель стойкости к окислению. Для измерения используют прибор для термогравиметрического анализа, изготовленный Shimadzu Corporation.
Результаты измерения, показывающие процентные содержания (масс %) Са, Ва и Sr и показатели стойкости к окислению для испытуемых образцов (A-Z) после различной корректировки весов и соотношений Са, Ва и Sr в композите показаны в таблице 1.
В целях сравнения измеряют время, которое требуется для увеличения общего веса на 2% (5 мг) при использовании в точности такого же метода для испытуемого образца, который не содержит добавки ингибитора потерь от окисления, испытуемого образца, содержащего Ве в качестве ингибитора потерь от окисления, и испытуемых образцов,, содержащих отдельно добавленный Ва, отдельно добавленный Sr и отдельно добавленный Са.
Состав и показатель стойкости к окислению для каждого испытуемого образца приведены в таблице 2.
Следует отметить, что содержание Be в испытуемом образце, в который был добавлен Be, составляет 0,006 масс %.
Приведенные в таблице 1 и таблице 2 результаты в виде графика зависимости показателя стойкости к окислению от содержания Са показаны на фиг.2.
Из фиг.2 можно сделать вывод, что по сравнению с добавлением одного Са добавление Са вместе со Sr и/или Ba обеспечивает лучшую стойкость к окислению.
Как уже отмечалось выше, добавление Са с целью предотвращения потерь от окисления для расплава сплава хорошо известно, но Са в зависимости от добавленного количества проявляет ряд эффектов, таких как горячее растрескивание и ухудшение механических свойств и свойств расплава. По этой причине максимальное количество Са, которое может быть добавлено, является различным и зависит от области применения сплава.
Приведенные на фиг.2 результаты показывают, что проблема ограничения количества добавляемого Са является решаемой. Иными словами, даже если содержание Са в каждом испытуемом образце сплава одно и то же, добавление Са с Ва или Sr дает намного более высокий эффект ингибирования потерь от окисления. Например, при необходимости достичь эффект ингибирования потерь от окисления того же уровня, что и уровень для сплава с 0,1 масс % добавленного Са, использование добавления Са с Ва и Sr может снизить количество добавляемого Са до примерно 0,056 масс % и, кроме того, изменение отношения содержаний Ва и Sr приводит к большему эффекту по сравнению с эффектом ингибирования потерь от окисления, получаемого в результате добавления 0,1 масс % одного Са.
Для подтверждения преимуществ добавления Са со Sr и/или Ba в таблице 3 показана зависимость между добавлением Са со Sr и/или Ba, выраженным в атомных соотношениях (ат %) Са со Sr и/или Ba, приведенных в таблице 1, и показателем стойкости к окислению. Следует обратить внимание, что содержания Са, Ва и Sr в расплаве сплава приведены в «масс %», а отношения Са, Ва и Sr в виде добавляемых элементов в расплав сплава приведены в «ат %».
Далее, если представить время, которое требуется для 2%-ного по весу окисления испытуемого образца, в относительных единицах на основе таблицы 1, это будет выглядеть так, как показано на фиг.1. Иными словами, если нанести приведенные в таблице 3 содержания элементов в испытуемых образцах от А до Z на график, представляющий соотношения Са, Sr и Ва в виде соотношений атомных % и индексировать время, которое требуется для 2%-ного по весу окисления испытуемого образца, по отношению ко времени, которое требуется для 2%-ного по весу окисления испытуемого образца, полученное при добавлении одного Са, соединение точек, дающих один и тот же уровень, уровень 150%, уровень 200% и уровень 300% эффекта ингибирования потерь от окисления, то получается фиг.1.
Из таблицы 2 следует, что большой эффект ингибирования потерь от окисления не может быть получен при добавлении одного Sr или добавлении одного Ва. Настоящее изобретение отличается соотношением элементов, которое дает эффект ингибирования потерь от окисления больший, чем эффект, получаемый при добавлении одного Са.
Далее, точка D на фиг.1 демонстрирует случай, когда добавляют один Са. Как следует из результатов, показанных в таблице 3, если принять эффект ингибирования потерь от окисления, получаемый при добавлении одного Са, за 100%, профиль совместного добавления, приводящий к эквивалентному эффекту ингибирования потерь от окисления, состоит из линий, соединяющих точки А, В, С и D на фиг.1, в то время как профиль совместного добавления, приводящий к эффекту ингибирования потерь от окисления, большему, чем эффект при добавлении одного Са, показан внутри линий, соединяющих точки А, В, С и D.
Из диапазонов с еще большим эффектом область, очерченная линиями, соединяющими точки Е, F, G, Н и I на фиг.1, дает эффект равный 150% и, далее, область, заключенная внутри точек J, K, L, М, N и О, дает эффект равный 200%, а область, ограниченная точками Р, Q, R и S, дает эффект равный 300%. Если следовать этому пути, изменение отношений элементов Са, Sr и Ва делает возможным еще больше увеличить эффект ингибирования потерь от окисления по сравнению с эффектом при добавлении одного Са.
Эффект ингибирования потерь от окисления выражается с помощью показателя времени, которое требуется для окисления 2 вес % испытуемого образца. Чем более продолжительно это время, тем больше стойкость к окислению и тем меньше степень потерь Mg. Чем более продолжительно время, которое требуется для 2%-ного окисления, тем меньше степень протекания окисления в единицу времени и, соответственно, меньше количество потерь Mg в приготовленном сплаве и меньше изменяются свойства сплава.
Следует отметить, что настоящее изобретение относится к способу приготовления алюминиевого сплава, ингибирующего потери от окисления с использованием средств для доводки содержаний Са, Sr и Ва в расплаве сплава до определенного отношения. Отношение содержаний трех элементов Са, Sr и/или Ва в расплаве сплава находится преимущественно в пределах ABCD на фиг.1 (при желании иметь большие эффекты этими пределами могут быть любые из EFGHI, JKLMNQ и PQRS). Причиной этого является то, что Са, Sr и Ва в указанном выше отношении могут проявлять воздействие на стойкость к окислению на поверхности сплава в твердом состоянии, в связи с чем полагают, что предпочтительно, чтобы отношение Са, Sr и Ва в расплаве сплава не отклонялось от отношения в твердом состоянии. Кроме того, эффект ингибирования потерь от окисления расплава сплава может быть получен, когда обрабатываемый сплав повторно расплавляют в качестве вторичного сплава, при условии, что Са, Sr и Ва содержатся в сплаве в определенном отношении.
Пример 2
Пример представляет собой применение добавления элементов настоящего изобретения к сплаву Al-l,5% Mg.
Са, Ва и Sr добавляют в отношениях, показанных в таблице 5, к каждому из расплавов сплавов на основе системы Al-Mg, приведенных в таблице 4. Каждый испытуемый образец измеряют для определения окисления точно так же, как в примере 1. При этом время, которое требуется для увеличения веса на 2% за счет окисления сравнивают так же, как в примере 1. Результаты приведены в таблице 5.
Пример 3
Пример представляет собой применение добавления элементов настоящего изобретения к сплаву Al-5% Mg.
Са, Ва и Sr добавляют в отношениях, указанных в таблице 7, к каждому из расплавов сплавов на основе системы Al-Mg, приведенных в таблице 6. Каждый испытуемый образец измеряют для определения окисления точно так же, как в примере 1. При этом время, которое требуется для увеличения веса на 2% за счет окисления, сравнивают так же, как и в примере 1. Результаты приведены в таблице 7.
Пример 4
Пример представляет собой применение добавления элементов настоящего изобретения к сплаву Al-10%Mg.
Са, Ва и Sr добавляют в отношении, показанном в таблице 9, к каждому из расплавов сплавов на основе системы Al-Mg, приведенных в таблице 8. Каждый испытуемый образец измеряют для определения окисления точно так же, как в примере 1. При этом время, которое требуется для увеличения веса на 2% за счет окисления, сравнивают так же, как в примере 1. Результаты приведены в таблице 9.
Пример 5
Пример представляет собой применение добавления элементов настоящего изобретения к сплаву JIS. Композиционные элементы добавляют к деформируемому сплаву 5083, литейному сплаву АС7А и сплаву для литья под давлением ADC5, составы которых приведены в таблице 10, в качестве типичных испытуемых образцов алюминиевых сплавов, содержащих большие количества Mg. Количества Са, Sr и Ва регулируют, как показано в таблице 11, после чего сравнивают время, которое требуется для увеличения веса на 2% за счет окисления, так же, как и в примере 1. Результаты приведены в таблице 11.
Согласно приведенным в таблицах 5, 7, 9 и 11 результатам испытуемые образцы, получаемые с помощью совместного добавления элементов, характеризуются временем, которое требуется для 2%-ного увеличения веса за счет окисления, приблизительно в 10 раз большим по сравнению с испытуемым образцом без добавления. Из этого четко следует, что эффект ингибирования потерь от окисления, обусловленный совместным добавлением настоящего изобретения проявляется даже для сплавов с относительно большим содержанием Mg.
Согласно настоящему изобретению предложен способ производства алюминиевого сплава, ингибирующего потери от окисления расплава сплава без использования Be, наносящего ущерб здоровью человека.
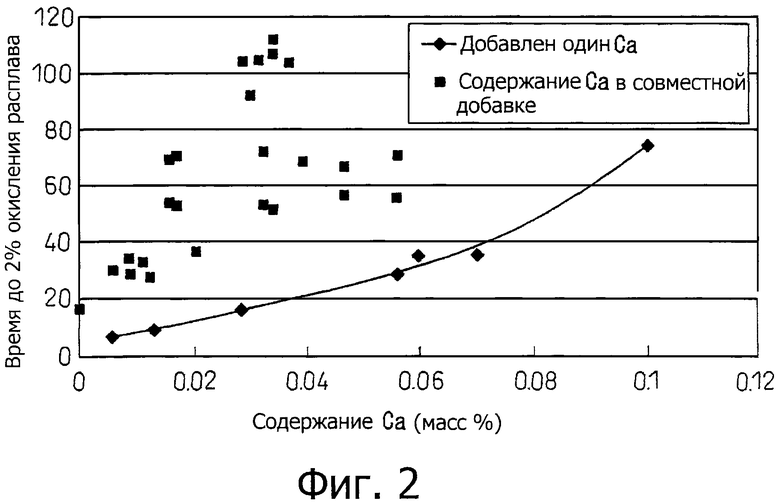
Изобретение относится к производству алюминиевых сплавов, в частности алюминиевых сплавов, содержащих обладающий высокой реакционной способностью магний. При приготовлении алюминиевого сплава, содержащего Mg, к расплаву сплава добавляют Са, Sr и Ва в таком количестве, чтобы содержание кальция составляло 0,001-0,5 мас.%, а их соотношение находилось в пределах, заключенных между линиями, соединяющими пять точек на фиг.1: точку Е (Са: 28 ат.%, Sr: 0 ат.%, Ва: 72 ат.%), точку F (Са: 26 ат.%, Sr: 30 ат.%, Ва: 44 ат.%), точку G (Са: 54 ат.%, Sr: 46 ат.%, Ва: 0 ат.%), точку Н (Са: 94 ат.%, Sr: 6 ат.%, Ва: 0 ат.%), точку I (Са: 78 ат.%, Sr: 0 ат.%, Ва: 22 ат.%), при исключении соотношений на образованных между указанными точками линиях. Способ позволяет ингибировать потери от окисления расплава сплава без использования Be, способного наносить ущерб здоровью человека. 3 н. и 3 з.п. ф-лы, 11 табл., 2 ил., 5 пр.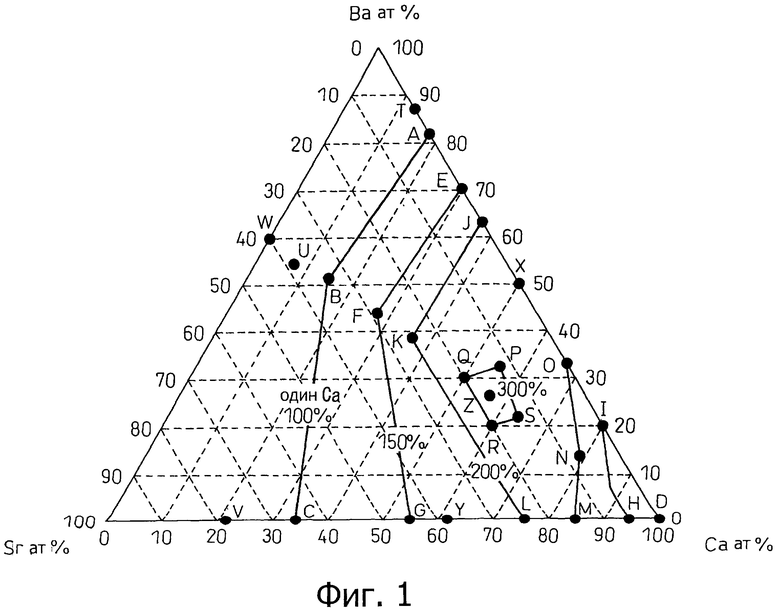
1. Способ приготовления алюминиевого сплава, содержащего, мас.%: Mg от 0,5 до 6, Si от 0,1 до 0,5, Fe 0,7 или менее, Си от 0,04 до 0,2, Mn от 0,1 до 1,0 и неизбежные примеси Sn, Pb, В, V, Zr в количестве 0,1 и менее, и не содержащего Be, при котором к расплаву сплава добавляют Са, Sr и Ва в таком количестве, чтобы довести содержание Са до уровня от 0,001 до 0,5 мас.%, а соотношение Са, Sr и Ва находилось в пределах, заключенных между линиями, соединяющими пять иллюстрируемых на фиг.1 точек: точку Е (Са: 28 ат.%, Sr: 0 ат.%, Ва: 72 ат.%), точку F (Са: 26 ат.%, Sr: 30 ат.%, Ва: 44 ат.%), точку G (Са: 54 ат.%, Sr: 46 ат.%, Ва: 0 ат.%), точку Н (Са: 94 ат.%, Sr: 6 ат.%, Ва: 0 ат.%) и точку I (Са: 78 ат.%, Sr: 0 ат.% и Ва: 22 ат.%), при исключении соотношений на образованных между указанными точками линиях.
2. Способ по п.1, в котором после регулирования содержания Са, Sr и Ва в расплаве сплава в него дополнительно вводят Mg и доводят его содержание до заданного значения.
3. Способ приготовления алюминиевого сплава, содержащего, мас.%: Mg от 0,5 до 11, Si от 0,1 до 24,0, Fe от 0,1 до 1,8, Сu от 0,1 до 4,5, Mn от 0,15 до 0,6 и неизбежные примеси Sn, Pb, В, V, Zr в количестве 0,1 и менее, и не содержащего Be, при котором к расплаву сплава добавляют Са, Sr и Ва в таком количестве, чтобы довести содержание Са до уровня от 0,001 до 0,5 мас.%, а соотношение Са, Sr и Ва находилось в пределах, заключенных между линиями, соединяющими пять иллюстрируемых на фиг.1 точек:
проиллюстрированных на фиг.1, точек: точку Е (Са: 28 ат.%, Sr: 0 ат.%, Ва: 72 ат.%), точку F (Са: 26 ат.%, Sr: 30 ат.%, Ва: 44 ат.%), точку G (Са: 54 ат.%, Sr: 46 ат.%, Ва: 0 ат.%), точку Н (Са: 94 ат.%, Sr: 6 ат.%, Ва: 0 ат.%) и точку I (Са: 78 ат.%, Sr: 0 ат.% и Ва: 22 ат.%), при исключении соотношений на образованных между указанными точками линиях.
4. Способ по п.3, в котором после регулирования содержания Са, Sr и Ва в расплаве сплава в него дополнительно вводят Mg и доводят его содержание до заданного значения.
5. Способ приготовления алюминиевого сплава, пригодного для литья под давлением, содержащего в мас.%: Mg от 0,5 до 10,5, Si от 0,1 до 18,0, Fe от 0,5 до 1,8, Cu от 0,1 до 5,0, Мn от 0,1 до 0,6 и неизбежные примеси Sn, Pb, В, V, Zr в количестве 0,1 и менее, и не содержащего Be, при котором к расплаву сплава добавляют Са, Sr и Ва в таком количестве, чтобы довести содержание Са до уровня от 0,001 до 0,5 мас.%, а соотношение Са, Sr и Ва находилось в пределах, заключенных между линиями, соединяющими пять, проиллюстрированных на фиг.1, точек: точку Е (Са: 28 ат.%, Sr: 0 ат.%, Ва: 72 ат.%), точку F (Са: 26 ат.%, Sr: 30 ат.%, Ва: 44 ат.%), точку G (Са: 54 ат.%, Sr: 46 ат.%, Ва: 0 ат.%), точку Н (Са: 94 ат.%, Sr: 6 ат.%, Ва: 0 ат.%) и точку I (Са: 78 ат.%, Sr: 0 ат.% и Ва: 22 ат.%), при исключении соотношений на образованных между указанными точками линиях.
6. Способ по п.5, в котором после регулирования содержания Са, Sr и Ва в расплаве сплава в него дополнительно вводят Mg и доводят его содержание до заданного значения.
| ГЕТЕРОГЕННЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1996 |
|
RU2092604C1 |
| SU 778314 А1, 20.04.1996 | |||
| US 4631172 А1, 23.12.1986 | |||
| JP 2004162101 А, 10.06.2004 | |||
| JP 10298688 А, 10.11.1998 | |||
| US 3926690 A1, 16.12.1974. | |||

