Заявляемый объект относится к области металлургии и может быть использован при производстве ферросплавов, в частности, ферромарганца или ферросиликомарганца.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранный в качестве прототипа способ производства ферросплавов, включающий разливку ферросплава из ковша в перемещаемые изложницы, кантование изложниц для извлечения слитков ферросплава, дробление слитков ферросплава и загрузку дробленого ферросплава в переносной короб. На участке разливки ферросплава в изложницы расположены перемещаемые изложницы и перемещаемый мостовым краном ковш с расплавом ферросплава. Участок извлечения слитков ферросплава из изложниц оборудован средством для кантовки изложниц и выбивания слитка. После механического дробления на отдельном участке остывших слитков ферросплава на фракции, дробленый ферросплав загружают в переносной короб и перемещают на склад готовой продукции (заявка на выдачу патента Российской Федерации №94016967/02, заявл. 12.05.1994, опубл. 27.06.1996).
У заявленного объекта и прототипа совпадают такие существенные признаки. Оба способа включают разливку ферросплава из ковша в перемещаемые изложницы, кантование изложниц для извлечения слитков ферросплава, дробление слитков ферросплава и загрузку дробленого ферросплава в переносной короб.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют такие причины. Разливку ферросплава в изложницы осуществляют, преимущественно, на сложных разливочных машинах, которые занимают очень большую площадь. Такая разливка сопряжена с обязательным использованием шламонакопителей, а также известкового молока, что приводит к образованию известковой пыли при выгрузке ферросплава из разливочной машины. На большой территории ферросплавного производства очень сложно локализовать и обеспечить очистку образующихся пылегазовых смесей, и, в частности, предотвратить попадание в цех вредных выбросов. Остывшие слитки ферросплава после выбивания необходимо транспортировать к отдельно стоящим устройствам для механического дробления ферросплава. Все это усложняет механизированный комплекс ферросплавного производства, на котором реализуется такая технология, существенно увеличивает капитальные и эксплуатационные затраты ферросплавного производства и снижает эффективность улавливания образующихся пылегазовых смесей.
В основу заявляемого объекта поставлена задача создать такой способ производства ферросплавов на механизированном комплексе, в котором усовершенствования путем введения новых действий и изменения условий осуществления действий позволят при использовании объекта обеспечить достижение технического результата, заключающегося в упрощении механизированного комплекса ферросплавного производства при повышении эффективности улавливания образующихся пылегазовых смесей путем их локализации.
Заявляемый способ производства ферросплавов на механизированном комплексе включает разливку ферросплава из ковша в перемещаемые изложницы, кантование изложниц для извлечения слитков ферросплава, дробление слитков ферросплава и загрузку дробленого ферросплава в переносной короб. Отличительной особенностью заявляемого способа является следующее. Разливку ферросплава в изложницы осуществляют на участке, оборудованном аспирационным укрытием, а ковш с расплавом ферросплава через люк в крыше аспирационного укрытия устанавливают в кантователь с регулируемым углом наклона. Ферросплав разливают в корытообразные изложницы через приспособленный к кантователю желоб. В процессе разливки ферросплава изложницы периодически перемещают на тележках под желоб для обеспечения послойной разливки ферросплава. Причем, перед разливкой очередного слоя поверхность слитка посыпают мелкодисперсным ферросплавом. При этом пылегазовые смеси, образующиеся над желобом при разливке ферросплава в изложницы и над местом разливки ферросплава в изложницы, улавливают непосредственно над местом их образования и направляют из аспирационного укрытия на газоочистку. В процессе извлечения слитка ферросплава при кантовании изложницы обеспечивают падение слитка ферросплава на приемный стол с высоты, достаточной для дробления слитка ферросплава после его соударения с приемным столом. Затем, путем приводного наклона приемного стола, дробленый ферросплав перемещают в переносной короб.
В отдельных случаях выполнения заявляемый способ характеризуется тем, что в процессе разливки ферросплава изложницы перемещают на тележках под желоб периодически для обеспечения послойной разливки ферросплава в три слоя с толщиной каждого слоя 100-150 мм.
При использовании заявляемого объекта обеспечивается достижение технического результата, заключающегося в упрощении механизированного комплекса ферросплавного производства при повышении эффективности улавливания образующихся пылегазовых смесей за счет локализации вредных выбросов.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом имеется следующая причинно-следственная связь. Осуществление разливки ферросплава в изложницы на участке, оборудованном аспирационным укрытием, перемещение ковша с расплавом ферросплава через люк (открывающийся только в нужный момент в крыше аспирационного укрытия при подходе ковша) в кантователь с регулируемым углом наклона, последующая разливка ферросплава в изложницы через приспособленный к кантователю желоб, периодическое перемещение изложниц на тележках в процессе разливки ферросплава под желоб для обеспечения послойной разливки ферросплава, а также улавливание пылегазовых смесей, образующиеся над желобом при разливки ферросплава в изложницы и над местом разливки ферросплава в изложницы, непосредственно над местом их возникновения и перемещение этих пылегазовых смесей из аспирационного укрытия на газоочистку, сравнительно конструктивно просто (например, без использования сложной и громоздкой разливочной машины) обеспечивает разливку расплава ферросплава в изложницы на участке сравнительно небольшой площади, и, следовательно, в небольшом объеме аспирационного укрытия. Это позволяет на механизированном комплексе осуществить образование слитка ферросплава необходимой толщины в каждой изложнице и эффективную газоочистку образующихся пылегазовых смесей, начиная непосредственно от места образования вредных выбросов.
Экспериментально установлено, что при падении слитка ферросплава с высоты на массивную горизонтальную плиту в объеме слитка возникают упругие волны напряжения, которые совместно с термическими напряжениями на границах слоев способствуют дроблению слитка ферросплава (например, дробление слитка ферромарганца толщиной 150 мм происходит при его падении с высоты около 1 м). Разливка ферросплава в изложницы корытообразной формы, периодическое перемещение изложниц в процессе разливки ферросплава на тележках под желоб для обеспечения послойной разливки ферросплава (например, в три слоя с толщиной каждого слоя 100-150 мм), посыпание перед разливкой очередного слоя поверхности слитка мелкодисперсным ферросплавом, обеспечение падения слитка ферросплава (в процессе самопроизвольного извлечения слитка ферросплава при кантовании изложницы) на приемный стол с высоты, достаточной для дробления образовавшегося слитка ферросплава после его соударения с приемным столом и последующее перемещение дробленого ферросплава путем приводного наклона приемного стола в переносной короб сравнительно конструктивно просто (без дополнительного устройства для выбивания слитка и дополнительного устройства для механического дробления) обеспечивает выпадение слитка ферросплава из каждой изложницы и падение этого слитка с высоты, достаточной для дробления слитка в момент его соударения с массивным приемным столом. Для обеспечения эффективного дробления слитка ферросплава при повышении механических свойств ферросплава и его толщины необходимо увеличить высоту, с которой слиток ферросплава будет падать на приемный стол. Все это упрощает механизированный комплекс ферросплавного производства и повышает эффективность улавливания образующихся пылегазовых смесей за счет локализации этих пылегазовых смесей непосредственно в местах возникновения.
Сущность заявляемого объекта поясняется чертежами, на которых изображены участки механизированного комплекса ферросплавного производства:
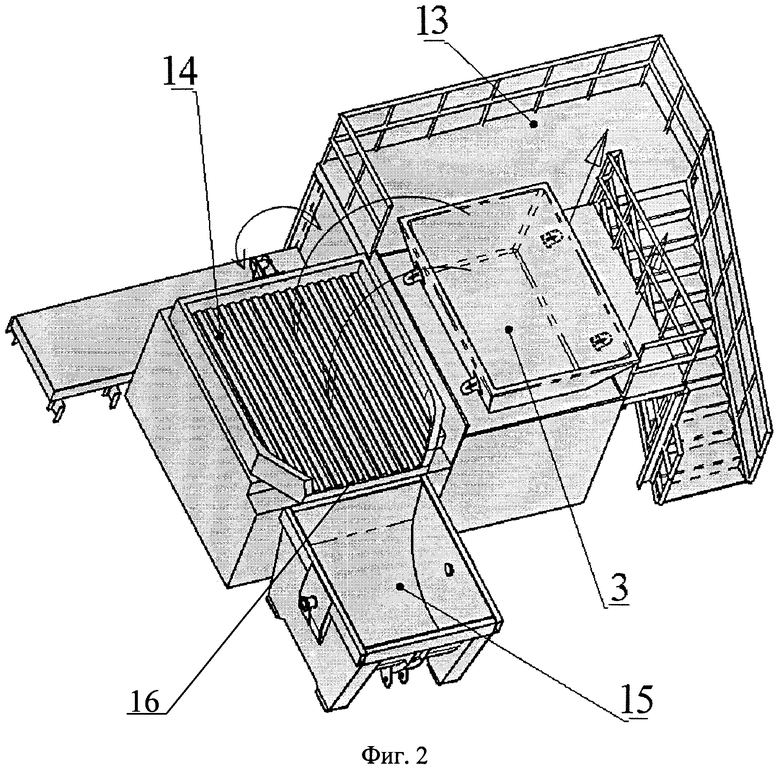
- на фиг.1 - общий вид участка разливки ферросплава в изложницы;
- на фиг.2 - общий вид участка извлечения слитков ферросплава из изложниц.
На чертежах проставлены следующие обозначения:
1 - мостовой кран;
2 - ковш;
3 - изложница;
4 - аспирационное укрытие;
5 - кантователь;
6 - желоб;
7 - тележка;
8 - мостовой кран;
9 - аспирационный приводной зонт;
10 - аспирационный стационарный зонт;
11 - люк;
12 - кран-балка;
13 - пьедестал;
14 - приемный стол;
15 - переносной короб;
16 - выступы на приемном столе.
Механизированный комплекс ферросплавного производства, предназначенный для реализации заявляемого способа, содержит (фиг.1) мостовой кран 1, участок разливки ферросплава в изложницы, включающий перемещаемый ковш 2 с расплавом ферросплава и перемещаемые изложницы 3. Участок разливки ферросплава в изложницы оборудован аспирационным укрытием 4, в котором установлены кантователь 5, имеющий гидроцилиндр для обеспечения регулируемого наклона ковша 2 с расплавом ферросплава, и приспособленный к кантователю 5 огнеупорный желоб 6 для разливки расплава ферросплава в изложницы 3. При этом изложницы 3 выполнены корытообразными и установлены на приводных тележках 7 с возможностью периодического перемещения под желоб 6 для послойной разливки расплава ферросплава в изложницы.
Механизированный комплекс ферросплавного производства обслуживается мостовым краном 8. Аспирационное укрытие 4 оборудовано, аспирационным приводным зонтом 9, установленным над желобом 6 для разливки расплава ферросплава в изложницы 3, и аспирационным стационарным зонтом 10, установленным над местом разливки ферросплава в изложницы. Кроме того, в крыше аспирационного укрытия выполнен люк 11 для обеспечения установки мостовым краном 1 ковша 2 с расплавом ферросплава в кантователь 5. Для обслуживания участка разливки ферросплава в изложницы предусмотрена кран-балка 12.
Участок извлечения слитков ферросплава из изложниц оборудован (фиг.2) компактно расположенными пьедесталом 13 для изложницы 3 со слитком ферросплава, приемным столом 14 для слитка ферросплава и переносным коробом 15 для дробленого ферросплава. Очередная изложница 3 со слитком ферросплава установлена на пьедестале 13 с возможностью кантовки изложницы в сторону приемного стола 14. При этом опорная поверхность пьедестала 13 расположена выше приемного стола 14 на высоту около 1 м, что обеспечивает дробление слитка ферромарганца, самопроизвольно выпавшего на приемный стол после кантовки изложницы на пьедестале 13. Приемный стол 14 установлен с возможностью приводного наклона для перемещения дробленого ферросплава в переносной короб 15 при выгрузке. Перемещение изложниц 3 на пьедестал 13, последующая кантовка изложниц для обеспечения самопроизвольного выпадения слитка ферросплава на приемный стол 14, наклон приемного стола 14 для перемещения дробленого ферросплава в переносной короб 15 и дальнейшая транспортировка переносного короба 15 осуществляется с использованием мостового крана 8.
В отдельном случае выполнения механизированного комплекса ферросплавного производства, рабочая поверхность приемного стола 14 для слитка ферросплава выполнена ребристой для локализации усилий, действующих на слиток при его соударении с приемным столом. При этом выступы 16 на приемном столе выполнены параллельными и ориентированы в направлении перемещении дробленого ферросплава при выгрузке с поверхности приемного стола 14 в переносной короб 15.
Заявляемый способ реализуется в процессе работы механизированного комплекса ферросплавного производства следующим образом. Мостовой кран 1 перемещает ковш 2, в котором находится расплав ферросплава, например, ферромарганца, от электропечи на участок разливки ферросплава в изложницы 3, Через открытый люк 11 в крыше аспирационного укрытия 4 ковш 2 с расплавом ферросплава устанавливают мостовым краном 1 в кантователь 5. Затем люк 11 закрывают с использованием кран-балки 12, изолируя аспирационное укрытие 4 для эффективной газоочистки образующихся пылегазовых смесей, содержащих опасный для человека марганец, начиная непосредственно от мест образования этих пылегазовых смесей, с использованием дымососов, аспирационного приводного зонта 9, установленного над желобом 6 при разливки расплава ферросплава в изложницы, и аспирационного стационарного зонта 10, установленного над местом разливки ферросплава в изложницы 3. Разливку ферросплава в перемещаемые изложницы 3 осуществляют через огнеупорный желоб 6 путем постепенного регулируемого гидроцилиндром наклона ковша 2 с расплавом ферросплава. Изложницы 3 периодически перемещают на приводных тележках 7 под желоб 6 для разливки расплава ферросплава в изложницы при послойной разливке, например, в три слоя с толщиной каждого слоя 100-150 мм, причем перед разливкой очередного слоя поверхность слитка посыпают мелкодисперсным ферромарганцем. После окончания разливки ферросплава, остывшие изложницы со слитками ферросплава мостовым краном 8 последовательно перемещают на участок извлечения слитков ферросплава из изложниц. Изложницу 3 со слитком ферросплава устанавливают на пьедестале 13 и с использования мостового крана 8 кантуют в сторону приемного стола 14, обеспечивая самопроизвольное выпадение слитка из корытообразной изложницы. Так как, опорная поверхность пьедестала 13 расположена значительно выше приемного стола 14 (перепад высот составляет, например, около 1 м), то слиток ферромарганца, выпавший на приемный стол после кантовки изложницы на пьедестале, разбивается на части в момент его соударения с массивным приемным столом 14. Образовавшиеся куски ферросплава выгружают в переносной короб 15 путем наклона приемного стола 14. При этом куски ферросплава скользят по параллельным выступам 16 на приемном столе и перемещаются в переносной короб 15. Перемещение изложниц 3 на пьедестал 13, последующую кантовку изложниц для обеспечения выпадения слитков ферросплава на приемный стол 14, наклон приемного стола 14 для перемещения дробленого ферросплава в переносной короб 15 и дальнейшую транспортировку переносного короба 15 осуществляют с использованием мостового крана 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННЫЙ КОМПЛЕКС ФЕРРОСПЛАВНОГО ПРОИЗВОДСТВА | 2012 |
|
RU2497968C1 |
| Способ разливки ферросплавов | 1982 |
|
SU1084105A1 |
| ИЗЛОЖНИЦА ДЛЯ ПРИЁМА ШЛАКА И МЕТАЛЛА | 2015 |
|
RU2605729C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
| Способ внепечной обработки расплава чугуна в ковше | 1990 |
|
SU1724696A1 |
| Способ производства ферросплавов и портландцемента | 2021 |
|
RU2768304C1 |
| Способ получения стальных слитков | 1990 |
|
SU1792794A1 |
| СПОСОБ РАЗЛИВКИ ФЕРРОСПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2496600C2 |
| Установка непрерывного литья металлов | 1983 |
|
SU1091993A1 |
| СПОСОБ ДЕФОСФОРАЦИИ ФЕРРОСПЛАВОВ | 2011 |
|
RU2454467C1 |
Изобретение относится к области металлургии и может быть использовано при производстве ферросплавов, в частности ферромарганца или ферросиликомарганца. Способ включает разливку ферросплава из ковша в перемещаемые изложницы, кантование изложниц для извлечения слитков ферросплава, дробление слитков ферросплава и загрузку дробленого ферросплава в переносной короб. Разливку ферросплава в изложницы осуществляют на участке, оборудованном аспирационным укрытием. Ковш с расплавом ферросплава через люк в крыше аспирационного укрытия устанавливают в кантователь с регулируемым углом наклона. Ферросплав разливают в корытообразные изложницы через приспособленный к кантователю желоб и в процессе разливки ферросплава изложницы периодически перемещают на тележках под желоб для обеспечения послойной разливки ферросплава, причем перед разливкой очередного слоя поверхность слитка посыпают мелкодисперсным ферросплавом. Пылегазовые смеси, образующиеся над желобом при разливки ферросплава в изложницы и над местом разливке ферросплава в изложницы, улавливают непосредственно над местом их образования и направляют из аспирационного укрытия на газоочистку. В процессе извлечения слитка ферросплава при кантовании изложницы обеспечивают падение слитка ферросплава на приемный стол. Изобретение обеспечивает упрощение механизированного комплекса ферросплавного производства при повышении эффективности улавливания образующихся пылегазовых смесей за счет их локализации. 1 з.п. ф-лы, 2 ил.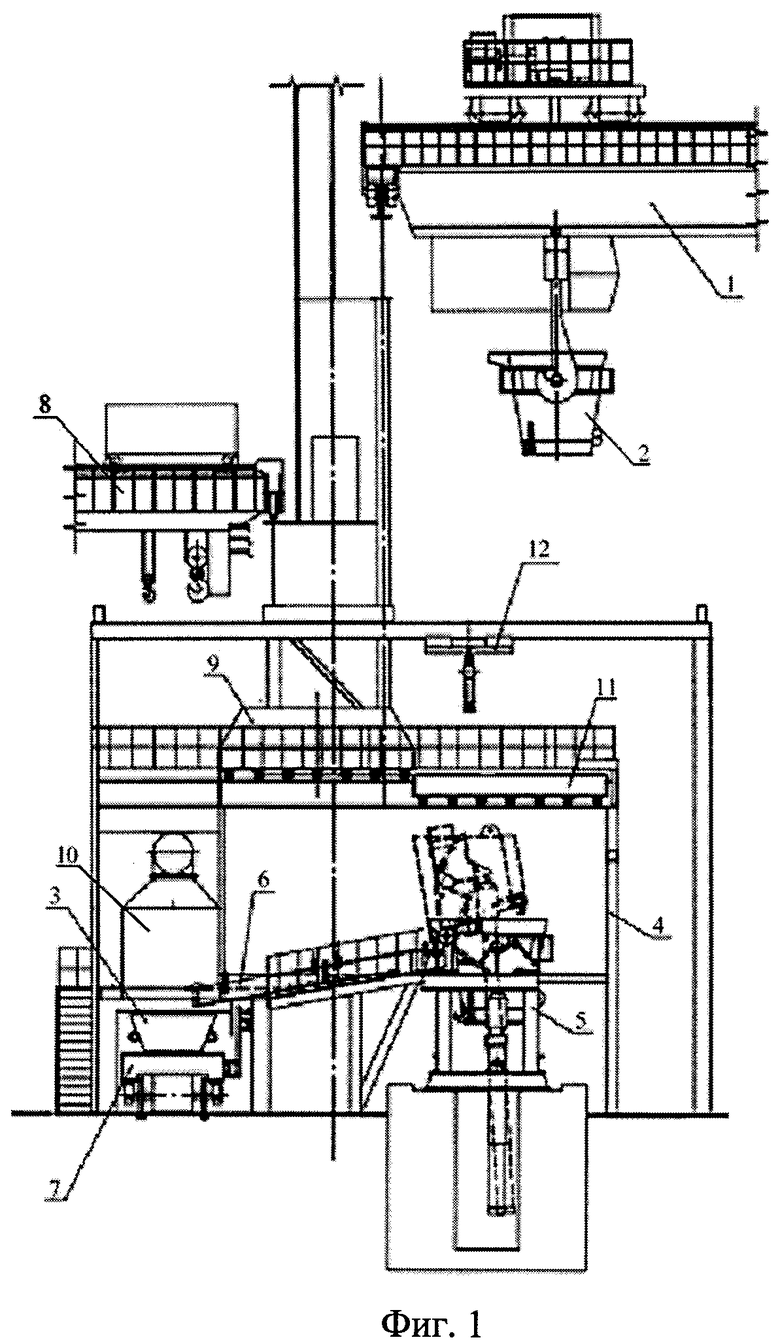
1. Способ производства ферросплавов на механизированном комплексе, включающий разливку ферросплава из ковша в перемещаемые изложницы, кантование изложниц для извлечения слитков ферросплава, дробление слитков ферросплава и загрузку дробленого ферросплава в переносной короб, отличающийся тем, что разливку ферросплава в изложницы осуществляют на участке, оборудованном аспирационным укрытием, ковш с расплавом ферросплава через люк в крыше аспирационного укрытия устанавливают в кантователь с регулируемым углом наклона, ферросплав разливают в корытообразные изложницы через приспособленный к кантователю желоб, а в процессе разливки ферросплава изложницы периодически перемещают на тележках под желоб для обеспечения послойной разливки ферросплава, причем перед разливкой очередного слоя поверхность слитка посыпают мелкодисперсным ферросплавом, при этом пылегазовые смеси, образующиеся над желобом при разливке ферросплава в изложницы и над местом разливки ферросплава в изложницы, улавливают непосредственно над местом их образования и направляют из аспирационного укрытия на газоочистку, а в процессе извлечения слитка ферросплава при кантовании изложницы обеспечивают падение слитка ферросплава на приемный стол с высоты, достаточной для его дробления после соударения с приемным столом, затем путем приводного наклона приемного стола дробленый ферросплав перемещают в переносной короб.
2. Способ по п.1, отличающийся тем, что в процессе разливки ферросплава изложницы периодически перемещают на тележках под желоб для обеспечения послойной разливки ферросплава в три слоя с толщиной каждого слоя 100-150 мм.
| RU 94016967 А1 27.06.1996 | |||
| ВЫСОКОТИТАНОВЫЙ ФЕРРОСПЛАВ, ПОЛУЧАЕМЫЙ ДВУХСТАДИЙНЫМ ВОССТАНОВЛЕНИЕМ ИЗ ИЛЬМЕНИТА | 2005 |
|
RU2335564C2 |
| ЭНЕРГОНЕЗАВИСИМЫЙ НОСИТЕЛЬ ДАННЫХ, УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ СРЕДСТВОМ И СПОСОБ ГЕНЕРИРОВАНИЯ СТРУКТУРЫ ДАННЫХ | 2021 |
|
RU2753262C1 |
| ГАСИК М.И | |||
| и др | |||
| Теория и технология производства ферросплавов | |||
| - М.: Металлургия, 1988, с.260. | |||

