Изобретение относится к черной металлургии, а именно к производству ферросплавов.
Известен способ разливки ферросплавов, включающий слив жидкого расплава в разделительное устройство, отделение металла от шлака, разливку металла в изложницы и охлаждение с послойной кристаллизацией слитков (SU 1084105 A, 07.04.84). В известном способе разливку металла ведут при определенном температурном режиме, с определенной скоростью, а охлаждение каждого слоя металла ведут до полной кристаллизации с определенной скоростью, чем обеспечивается полная кристаллизация слоя (плавки) металла к моменту слива последующей плавки, достигается удовлетворительное разделение слоев металла при выборке слитков из изложниц. После заливки первого слоя поверхность жидкого металла может быть покрыта легкоплавкой шлакообразующей смесью, например, шлаком ферромарганца или металлического марганца с добавками флюорита или боратовой руды. Это снижает степень улетучивания основных элементов (окисления поверхностей) при остывании слитков и пригара слоев металла друг к другу.
Известно также устройство для разливки ферросплавов вышеописанным способом (SU 1084105 A, 07.04.84). Устройство включает передвижное разделительное устройство (копильник) и изложницы для формирования слитков ферросплава. Из описания аналога известно, что изложницы размещены стационарно, последовательно вдоль маршрута движения копильника.
Известные способ разливки ферросплавов и устройство для разливки ферросплавов приняты за ближайшие аналоги заявляемого изобретения.
Недостатком ближайших аналогов - способа разливки ферросплавов и устройства для разливки ферросплавов - является необходимость в достаточно большой площади разливочного участка для размещения стационарных изложниц и конструкций, обеспечивающих передвижение разделительного устройства (копильника) от изложницы к изложнице. Кроме этого, описанные способ послойной разливки в стационарные изложницы и устройство предполагает остывание слоев разлитого в изложницы металла на открытом воздухе. С этим связана высокая температура воздуха в цехе, а также высокая концентрация в воздухе легирующих веществ, улетучивающихся с открытых поверхностей слоев металла, что оказывает вредное воздействие, как на рабочий персонал, так и на оборудование. Применение шлакообразующей смеси во время разливки ферросплавов уменьшает степень окисления поверхности металла, однако, требует дополнительных материальных и трудовых затрат. Недостатком ближайших аналогов (способа и устройства) является также достаточно большие затраты электроэнергии и времени, связанные с перемещением разделительного устройства (копильника) от изложницы к изложнице для разливки металла в каждую из них последовательно, слоями. Временными затратами также обуславливается низкая пропускная способность разливочного участка.
Задачей, на достижение которой направлено заявляемое изобретение, является уменьшение площади и повышение пропускной способности разливочного участка, сокращение времени работы и энергопотребления подъемно-транспортного оборудования, повышение экологичности разливочного производства.
Поставленная задача решается тем, что в способе разливки ферросплава, включающем слив жидкого ферросплава в разделительное устройство, послойную разливку ферросплава в изложницы и охлаждение с послойной кристаллизацией слитков, предлагается охлаждение ферросплава после разливки каждого слоя производить в тоннельной камере с воздушно-капельным охладителем и вытяжной вентиляцией, при этом чередовать положение изложницы, размещая ее через входное отверстии камеры то внутри, - для охлаждения залитого слоя, то снаружи камеры, - для заливки очередного слоя, с помощью средства возвратно-поступательного движения изложницы или камеры.
При этом, после охлаждения последнего залитого слоя ферросплава изложницу, размещенную внутри камеры, возможно перемещать поступательно вдоль камеры к ее выходному отверстию.
Поставленная цель решается также тем, что в устройстве для разливки ферросплава, включающем разделительное устройство, изложницы для формирования слитков ферросплава, средство для размещения изложниц с охлаждающимся ферросплавом, предлагается средство для размещения изложниц с охлаждающимся ферросплавом выполнить в виде тоннельной камеры, снабженной воздушно-капельным охладителем и вытяжной вентиляцией, и дополнительно снабдить средством возвратно-поступательного движения изложницы или камеры для поочередного размещения изложницы внутри или снаружи камеры.
В заявляемом способе разливки ферросплава охлаждение ферросплава после разливки каждого слоя производят в тоннельной камере с воздушно-капельным охладителем и вытяжной вентиляцией. Благодаря такому изолированию изложниц с залитым в них горячим металлом от общего пространства разливочного участка (цеха) и благодаря принудительному удалению из камеры воздуха, нагретого и загазованного испарениями горячего металла, предотвращаются тепло- и газовыделения в атмосферу цеха. При этом применение воздушно-капельного охладителя позволяет также ускорить процесс охлаждения и кристаллизации слоя ферросплава, тем самым, сократить количество улетучивающихся с поверхности горячего расплава легирующих веществ. Все это снижает температуру воздуха в цехе и сокращает в нем концентрацию вредных веществ и, таким образом, значительно уменьшает вредное воздействие на рабочий персонал и оборудование, повышает экологичность разливочного участка производства.
В заявляемом способе разливки ферросплава чередуют положение изложницы, размещая ее через входное отверстии камеры то внутри, - для охлаждения залитого слоя, то снаружи камеры, - для заливки очередного слоя, с помощью средства возвратно-поступательного движения изложницы или камеры. То есть, после каждого слива слоя ферросплава в изложницу ее размещают внутри камеры, а после охлаждения в камере, изложницу размещают снаружи камеры с тем, чтобы разлить в нее следующий слой расплава. И такое чередование положения изложницы осуществляют с помощью средства возвратно-поступательного движения, которое обеспечивает перемещение изложницы внутрь камеры и обратно, или же, перемещение камеры к изложнице с накатыванием над нею до полного помещения изложницы внутри объема камеры и, затем, перемещение (возвращение) камеры в исходное положение. Благодаря выполнению таких действий становится возможным послойную разливку ферросплава в изложницы производить из стационарного разделительного устройства (копильника), то есть необходимость в передвижении разделительного устройства (копильника) от изложницы к изложнице отпадает и, следовательно, отпадает необходимость в размещении конструкций, обеспечивающих передвижение разделительного устройства (копильника) от изложницы к изложнице, что, в результате, позволяет сократить площадь разливочного участка. Наряду с этим, использование стационарного разделительного устройства обеспечивает сокращение протяженности перемещения разливочного оборудования, а, значит, сокращение времени работы и, соответственно, снижение энергопотребления подъемно-транспортного оборудования, а применение воздушно-капельного охладителя в камере позволяет также ускорить процесс охлаждения слоев ферросплава, тем самым, сократить время между разливами слоев в изложницу, что, в целом результате, способствует увеличению пропускной способности разливочного участка.
В заявляемом способе разливки ферросплава после охлаждения последнего залитого слоя ферросплава изложницу, размещенную внутри камеры, могут перемещать поступательно вдоль камеры к ее выходному отверстию. Это позволяет, не дожидаясь охлаждения последнего залитого слоя ферросплава, установить на освободившееся место перед входным отверстием камеры следующую изложницу для ее наполнения. Это предотвращает задержку по времени между циклами наполнения изложниц ферросплавом и, тем самым, способствует дополнительному увеличению пропускной способности разливочного участка.
Очевидно, что размеры камеры 2 зависят от размеров изложниц 1 и их количества, которое предполагается размещать внутри камеры. При этом площадь разливочного участка определяется, в том числе, размерами камеры 2. Соответственно, становится возможным сократить площадь разливочного участка за счет уменьшения размеров камеры 2 до их соответствия размерам одной изложницы 1.
В заявляемом устройстве разливки ферросплава средство для размещения изложниц с охлаждающимся ферросплавом выполнено в виде тоннельной камеры, снабженной воздушно-капельным охладителем и вытяжной вентиляцией. Это обеспечивает изолирование изложниц с залитым в них горячим металлом от общего пространства разливочного участка (цеха) и позволяет принудительно удалять воздух, нагретый и загазованный испарениями с поверхности горячего металла, который скапливается в камере, тем самым, предотвращать тепло- и газовыделения в атмосферу цеха. Наличие воздушно-капельного охладителя в камере позволяет также ускорить процесс охлаждения и кристаллизации слоя ферросплава, тем самым, сократить количество улетучивающихся с поверхности горячего расплава легирующих веществ. Все это позволяет значительно снизить температуру воздуха в цехе и сократить в нем концентрацию вредных веществ и, таким образом, значительно уменьшить вредное воздействие на рабочий персонал и оборудование, повысить экологичность разливочного участка производства.
Заявляемое устройство разливки ферросплава дополнительно содержит средство возвратно-поступательного движения изложницы или камеры для поочередного размещения изложницы внутри или снаружи камеры. Такое выполнение позволяет каждый разлитый слой ферросплава охлаждать внутри камеры с воздушно-капельным охладителем и вытяжной вентиляцией, а для разливки каждого следующего слоя возвращать изложницу в одно и то же, исходное положение. Таким образом, становится возможным послойную разливку ферросплава выполнять, не перемещая разделительное устройство (копильник) от изложницы к изложнице, то есть становится возможным выполнить разделительное устройство (копильник) стационарным. В результате, отпадает необходимость в конструкциях, обеспечивающих передвижение разделительного устройства (копильника) от изложницы к изложнице, что, в результате, позволяет сократить площадь разливочного участка. Наряду с этим, использование стационарного разделительного устройства обеспечивает сокращение времени работы и снижение энергопотребления подъемно-транспортного оборудования, а применение воздушно-капельного охладителя в камере позволяет также ускорить процесс охлаждения слоев ферросплава, тем самым, сократить время между разливами слоев в изложницу, что, в целом, способствует увеличению пропускной способности разливочного участка.
Таким образом, заявленными совокупностями существенных признаков - способа разливки ферросплавов и устройства для разливки ферросплавов обеспечивается уменьшение площади и повышение пропускной способности разливочного участка, сокращение времени работы и, следовательно, снижение энергопотребления подъемно-транспортного оборудования, повышение экологичности разливочного производства.
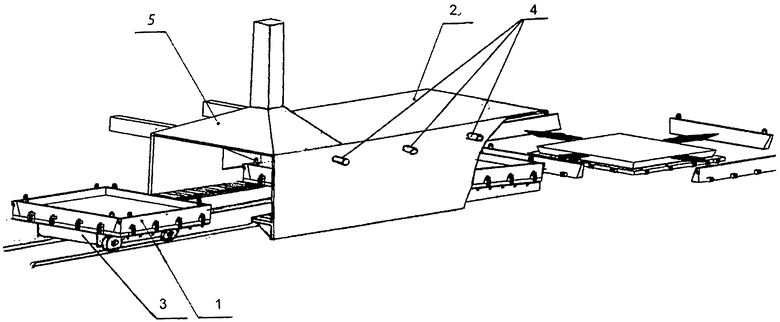
На фигуре представлен общий вид устройства для разливки ферросплавов в случае, когда оно дополнительно содержит средство возвратно-поступательного движения изложницы.
Устройство для разливки ферросплавов в случае, когда оно дополнительно содержит средство возвратно-поступательного движения изложницы, содержит разделительное устройство (на фигуре не показано), изложницу 1 для формирования слитков ферросплава, тоннельную камеру 2, подвижную платформу 3 (в качестве средства возвратно-поступательного движения изложницы) для поочередного размещения изложницы 1 внутри или снаружи камеры 2. Тоннельная камера 2 снабжена воздушно-капельным охладителем 4 и вытяжной вентиляцией 5.
Воздушно-капельный охладитель может быть выполнен в виде форсунок 4.
Устройство для разливки ферросплавов в случае, когда оно дополнительно содержит средство возвратно-поступательного движения изложницы, работает следующим образом.
Перед входным отверстием в тоннельную камеру 2 с воздушно-капельным охладителем 4 и вытяжной вентиляцией 5 устанавливают предварительно подготовленную, например, сборную изложницу 1. Изложницу 1 устанавливают на подвижную платформу 3, которая выполнена с возможностью возвратно-поступательного движения.
После выпуска жидкого ферросплава через разделительное устройство (на фигуре не показано) в сборную изложницу 1, ее помещают в камеру 2. Для этого подвижную платформу 3, на которой изложница 1 установлена, вкатывают внутрь камеры 2. Включают вытяжную вентиляцию 5 и одновременно через форсунки 4 подают воздушно-капельную смесь во внутренний объем камеры 2. После остывания слоя ферросплава до требуемой температуры, изложницу 1 извлекают из внутреннего объема камеры 2, для чего, соответственно, из камеры 2 выкатывают подвижную платформу 3, возвращая ее в первоначальное положение. В изложницу 1 выпускают следующий слой ферросплава и опять помещают ее в камеру 2, выполняя вышеописанные действия. После того, как в изложнице 1 сформируют и охладят необходимое количество слоев ферросплава, ее освобождают от слитка, вновь собирают и устанавливают на подвижную платформу 3 перед входным отверстием камеры 2.
Заявляемый способ разливки ферросплава осуществляется следующим образом.
В электропечи непрерывным способом выплавляют ферросплав. Предварительно подготовленную, например, сборную изложницу 1 устанавливают перед входным отверстием тоннельной камеры 2 с воздушно-капельным охладителем 4 и вытяжной вентиляцией 5. При этом, для выполнения чередования положения изложницы 1 внутри и снаружи камеры 2, изложница 1 может быть установлена на подвижной платформе 3, выполненной с возможностью возвратно-поступательного движения, или же камера 2 может быть выполнена подвижной, с возможностью возвратно-поступательного движения.
Жидкий ферросплав выпускают в разделительное устройство (на чертеже не показано) и разливают в первый слой, предпочтительно, толщиной около 100 мм в сборную изложницу.
1. Изложницу 1 с залитым слоем ферросплава помещают в камеру 2. Для этого подвижную платформу 3, в случае, если изложница 1 установлена на ней, вкатывают через входное отверстие внутрь камеры 2, или же, камеру 2, в случае, если она выполнена подвижной, надвигают (накатывают) над изложницей 1 до полного скрытия изложницы 1 внутри камеры.
2. Включают вытяжную вентиляцию 5 и одновременно через форсунки 4 во внутренний объем камеры 2, на поверхность слоя ферросплава подают воздушно-капельную смесь. После остывания слоя ферросплава до требуемой температуры, изложницу 1 извлекают из внутреннего объема камеры 2, для чего, соответственно, выкатывают подвижную платформу.
3. или камеру 2 отодвигают от изложницы 1 и возвращают в первоначальное положение. В изложницу 1 выпускают следующий слой ферросплава и опять помещают ее в камеру 2, выполняя вышеописанные действия. Таким образом, в изложнице 1 формируют и охлаждают необходимое количество слоев ферросплава. После охлаждения последнего залитого слоя ферросплава изложница 1, размещенная внутри камеры 2, может быть перемещена (поступательно) вдоль камеры 2 к ее противоположному выходу. В случае если в камере 2 уже находятся ранее наполненные изложницы 1, последняя проталкивает их к выходному отверстию камеры 2, при этом первая из установленных изложниц 1 выдвигается наружу камеры 2, где ее разбирают, чтобы освободить и передать на участок дробления остывший слиток. Освободившуюся от слитка изложницу 1 вновь собирают и устанавливают перед входным отверстием камеры 2 для разливки ферросплава.
Таким образом, заявляемый способ разливки ферросплавов и устройство для его осуществления позволяют производить послойную разливку ферросплавов, используя стационарное разделительное устройство, что обеспечивает уменьшение площади и повышение пропускной способности разливочного участка, сокращение времени работы и, следовательно, снижение энергопотребления подъемно-транспортного оборудования.
Изобретение также снижает температуру воздуха на разливочном участке, сокращает содержание в нем вредных испарений, тем самым, повышая экологичность разливочного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разливки ферросплавов | 1982 |
|
SU1084105A1 |
| Способ разливки кремнистых ферросплавов | 1985 |
|
SU1292907A1 |
| Машина для разливки жидких металлов в изложницы | 1980 |
|
SU869940A1 |
| УМЕНЬШЕНИЕ ВЫБРОСОВ ПЫЛИ ВО ВРЕМЯ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2603397C2 |
| Способ изготовления слитков на разливочной конвейерной машине | 1991 |
|
SU1802741A3 |
| Способ разливки спокойной стали сверху | 1978 |
|
SU854557A1 |
| Способ разливки ферросплавов | 1982 |
|
SU1020441A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЕРРОСПЛАВОВ НА МЕХАНИЗИРОВАННОМ КОМПЛЕКСЕ | 2012 |
|
RU2497969C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
Изобретение относится к металлургии. Ферросплав сливают в копильник и послойно разливают в изложницы. Охлаждение ферросплава после разливки каждого слоя производят в тоннельной камере с воздушно-капельным охладителем и вытяжной вентиляцией. Положение изложницы чередуют, размещая ее через входное отверстии камеры внутри для охлаждения залитого слоя и снаружи камеры для заливки очередного слоя с помощью средства возвратно-поступательного движения изложницы или камеры. Обеспечивается уменьшение площади и повышение пропускной способности разливочного участка. 2 н. и 1 з.п. ф-лы, 1 ил.
1. Способ разливки ферросплава, включающий слив жидкого ферросплава в копильник, послойную разливку ферросплава в изложницы и охлаждение с послойной кристаллизацией слитков, отличающийся тем, что охлаждение ферросплава после разливки каждого слоя производят в тоннельной камере с воздушно-капельным охладителем и вытяжной вентиляцией, при этом осуществляют поочередное размещение изложниц через входное отверстие камеры внутри для охлаждения залитого слоя и снаружи камеры для заливки очередного слоя с помощью средства возвратно-поступательного движения изложницы или камеры.
2. Способ разливки ферросплава по п.1, отличающийся тем, что после охлаждения последнего залитого слоя ферросплава изложницу, размещенную внутри камеры, перемещают поступательно вдоль камеры к ее выходному отверстию.
3. Устройство для разливки ферросплава, включающее копильник и изложницы для формирования слитков ферросплава, отличающееся тем, что оно снабжено тоннельной камерой с воздушно-капельным охлаждением слитков и вытяжной вентиляцией, а также средством возвратно-поступательного движения изложницы или камеры для поочередного размещения изложницы внутри или снаружи камеры.
| Способ разливки ферросплавов | 1982 |
|
SU1084105A1 |
| 0 |
|
SU406625A1 | |
| Способ разливки металлов | 1974 |
|
SU496091A1 |
| US 3382911 A, 14.05.1968 | |||
| US 3483914 A, 16.12.1969. | |||

