Предлагаемое изобретение относится к области измерения двухосных механических напряжений магнитоупругим методом и может быть использовано в машиностроении.
Известен способ предотвращения усталостного разрушения /1/, включающий нанесение координатной сетки на поверхность детали в местах концентрации напряжений, проведение измерений в узлах сетки магнитоупругим датчиком, оснащенным угломерным устройством, углов наклона касательных к траекториям (изостатам) наибольших главных напряжений (они же углы наклона площадок наибольших главных напряжений), построение графика с участками, соответствующими различным периодам в процессе накопления усталости металла, отличающийся тем, что в ходе эксплуатации деталей машин и элементов конструкций, испытывающих циклические нагрузки, строят график изменения значений углов наклона касательных к траекториям (изостатам) наибольших главных напряжений, определяя три участка: первый - нестабильный - релаксации остаточных напряжений от воздействия циклических внешних эксплуатационных нагрузок; второй - стабильных напряжений после релаксации; третий - ступенчатого изменения значений измеряемых углов, соответствующий этапу зарождения и развития трещины, а после регистрации начала третьего участка эксплуатацию контролируемого изделия прекращают, предупреждая его последующее разрушение.
Однако этот способ не позволяет определять механические напряжения, ни остаточные, ни эксплуатационные, ни их суперпозицию.
Наиболее близким по технической сущности к предполагаемому изобретению является способ определения механических напряжений /2/, заключающийся в измерении магнитоупругим датчиком в заданных точках координатной сетки на поверхности исследуемого изделия алгебраической разности главных напряжений, определении их направлений и вычислений значений компонент тензора напряжений с использованием граничных условий на свободном контуре. Этот способ предполагает, с целью повышения точности измерений, путем исключения погрешности магнитоупругого датчика, обусловленной влиянием свободного контура (края изделия), предварительно, на нагруженной пластине-образце определять с помощью магнитоупругого датчика ширину зон у свободного контура, в которых измеренные напряжения отличаются от заданных нагруженном пластины. Измерения на поверхности исследуемого изделия производят, начиная с точек, отстоящих от свободного контура на расстоянии, равном ширине указанной зоны.
Однако данный способ не обеспечивает точности измерений напряжений в деталях, обработанных на металлорежущих станках. В частности, при фрезеровании на обработанных поверхностях остаются упорядоченные (структурированные) риски, нарушающие магнитную анизотропию верхнего слоя металла, вызванную механическими напряжениями, лежащую в основе работы магнитоупругого преобразователя (магнитоупругого датчика).
Задачей предлагаемого изобретения является обеспечение точности измерений путем исключения из процесса измерений деталей, имеющих недопустимо высокие для магнитоупругого метода значения шероховатости поверхностей, полученных механической обработкой.
Поставленная задача решается за счет того, что в срединной части пластин-образцов наносят прямые риски от края до края под углом сорок пять градусов к продольным осям пластин-образцов, формируя полосы рисок шириной не менее трех величин базы измерений магнитоупругого датчика с различными значениями шероховатости поверхностей полосы для каждой пластины-образца, в контрольных точках в пределах полос до нагружения определяют углы наклона площадок наибольших главных остаточных напряжений к продольной оси пластины-образца, пластины-образцы поочередно устанавливают в разрывную машину, ступенчато нагружают до предела пропорциональности при растяжении данного материала, контролируют изменение углов наклона площадок наибольших главных напряжений к продольной оси пластины-образца в контрольных точках, по результатам контроля пластины-образцы относят к одной из двух частей: к первой - если значения измеряемых углов стали равны нулю градусов вследствие поворота направления наибольшего главного напряжения строго вдоль направления нагружения; ко второй - если этого при нагружении не произошло, производят измерения напряжений в реальных изделиях исключительно на поверхностях со значениями шероховатости не выше значений шероховатости полос, на пластинах-образцах, отнесенных к первой части.
Пример. Фигура поясняет заявляемый способ. Представлена пластина-образец 1 с нанесенной на ее срединную часть от края до края полосой 2 прямых рисок под углом сорок пять градусов к продольной оси пластины-образца 1. Ширина полосы 2 рисок составляет не менее трех величин базы измерений магнитоупругого датчика (не показан).
В поле полосы 2 отмечены три контрольные точки 3 под измерения в них магнитоупругим датчиком, оснащенным угломерным устройством, углов наклона площадок наибольших главных напряжений к продольной оси пластины-образца 1.
Способ осуществляли следующим образом. Из стали Ст3 изготовили шесть пластин-образцов 1 с габаритами 300×50×4 мм. В срединной части одной из сторон каждой пластины-образца 1 наносили от края до края полосу 2 прямых рисок шириной 35 мм. Эта ширина более чем в три раза превышает величину базы измерений магнитоупругого датчика равную 10 мм, используемого в данном случае магнитоупругого измерителя ИМН-4М разработки Воронежского государственного технического университета. Угол наклона рисок к продольной оси пластины-образца 1 составляет сорок пять градусов. На пластины-образцы 1 наносили обработкой на вертикально-фрезерном станке ФП17МН полосы 2 с шероховатостями Rz 320, Rz 160 и Rz 80. Плоскость, формируемую фрезерованием, выставляли по ходу фрезы при помощи технологического приспособления для контроля точности позиционирования детали. Фреза-специальная цилиндрическая, предназначенная для рифления плоских поверхностей. Полосы 2 с шероховатостью Rz 40 и Rz 20 наносили на две следующие пластины-образцы 1 вручную специально заточенным инструментом. Полосу 2 с шероховатостью Rz 2,5 получили на последней пластине-образце 1 обработкой с помощью плоско-шлифовального станка 3Г71.
Контроль шероховатости полос 2 осуществляли индикатором часового типа ИЧ-10 ГОСТ 577-68 со специальной иглой и профилометром М-296. Был задействован также набор образцов-эталонов шероховатости поверхностей DIN 4769, ISO 4288.
В поле каждой полосы 2 вдоль поперечных осевых линий пластин-образцов 1 нанесли по три контрольные точки 3 с шагом 10 мм так, чтобы средние (вторые) из них совпали с продольными осями пластин-образцов 1.
Пластины-образцы 1 поочередно устанавливали в разрывную (испытательную) машину Р-20 ГОСТ 7855-74. Уровень напряжений в пластинах-образцах 1 ступенчатым нагружением с шагом 5000 Н доводили до предела пропорциональности для стали Ст3 (примерно 200 МПа). В контрольных точках 3 каждой пластины-образца 1 магнитоупругим датчиком, оснащенным угломерным устройством, определяли углы наклона площадок наибольших главных напряжений к продольной оси пластины-образца 1 до нагружения и на всех ступенях нагружения.
Полученные данные о величинах углов наклона главных площадок в контрольных точках 3 шести пластин-образцов 1 с различной шероховатостью полос 2 до нагружения и после достижения предела пропорциональности при растяжении стали Ст3 приведены в таблице.
Данные свидетельствуют о том, что до нагружения пластин-образцов 1 визир угломерного устройства, совпадающий с собственной магнитной осью датчика, при контроле точек 3 в полосе 2 с шероховатостью Rz 320 дает углы отсчета примерно соответствующие углам наклона прямых рисок к продольной оси пластины-образца 1, так как магнитная ось датчика принудительно «уводится» от контроля углов наклона площадок наибольших главных напряжений. Причина «увода» вызвана преобладанием анизотропии в металле, наведенной глубокими однонаправленными прямыми рисками, над магнитной анизотропией, вызванной остаточными напряжениями в пластине-образце 1.
При достижении запланированного уровня нагружения растягивающие напряжения действуют строго вдоль продольной оси пластины-образца 1, однако, угломерное устройство, которым оснащен магнитоупругий датчик, показывает отклонение от продольной оси на двадцать градусов, вносимое полосой 2 прямых рисок.
Контроль в той же последовательности следующих четырех пластин-образцов 1 со значениями шероховатостей полос 2 рисок равными Rz 160, Rz 80, Rz 40 и Rz 20 показал, что погрешность определения углов наклона главных площадок сохраняется. Этот результат делает невозможным использование магнитоупругого метода для контроля напряжений в изделиях из стали Ст3 с шероховатостями поверхностей, полученных механической обработкой, от Rz 20 и выше.
В пластине-образце 1 с полосой 2 прямых рисок с шероховатостью Rz 2,5 на всех ступенях нагружения погрешности измерений, вызванных наличием полосы 2 рисок, не было.
Пластины-образцы 1 отнесли к одной из двух частей. К первой - пластину-образец 1 с полосой 2, имеющей шероховатость Rz 2,5. В ней площадки наибольших главных напряжений повернулись строго вдоль направления нагружения (угол равен нулю градусов). Ко второй части отнесли остальные пластины-образцы 1, где этого не произошло.
Контроль реальных изделий из стали Ст3 проводили исключительно на поверхностях с шероховатостью не выше Rz 2,5, значения компонентов тензора напряжений вычисляли по известной методике /3/.
Положительный эффект предложенного способа состоит в более точном выявлении уровня механических напряжений в изделиях из ферромагнитных материалов, прошедших обработку на металлорежущих станках. Это позволяет принимать меры по минимизации деформаций коробления, изгиба, депланаций, поводок и пр., вызывающих биения, заклинивания, нестабильность геометрических форм деталей машин и механизмов.
Литература
1. Способ предотвращения усталостного разрушения на основе магнитоупругости. Патент РФ на изобретение №2007115280/28 от 23.04.2007, опублик. 27.04.2009, бюл. №12.
2. А.с. СССР SU 1583763.
3. Кошкин Ю.И. Новая методика определения остаточных сварочных напряжений магнитоупругим способом / Ю.И. Кошкин и др. // Прогрессивная технология в сварочном производстве: Сб. науч. тр. Воронежский политехнический ин-т. - Воронеж, 1985. - С.20-25.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ УСТАЛОСТНОГО РАЗРУШЕНИЯ НА ОСНОВЕ МАГНИТОУПРУГОСТИ | 2007 |
|
RU2353909C2 |
| СПОСОБ ПРЕДУПРЕЖДЕНИЯ УСТАЛОСТНОГО РАЗРУШЕНИЯ МЕТАЛЛОКОНСТРУКЦИЙ НА ОСНОВЕ РЕГИСТРАЦИИ МАГНИТНОЙ ПРОНИЦАЕМОСТИ | 2009 |
|
RU2410656C2 |
| Способ определения вида остаточных сварочных напряжений | 2017 |
|
RU2687528C2 |
| Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали | 2017 |
|
RU2670350C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2009 |
|
RU2445591C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2009 |
|
RU2393443C1 |
| Способ получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений | 2016 |
|
RU2669669C2 |
| Способ получения остаточных напряжений растяжения на лицевой и напряжений сжатия на тыльной сторонах сварного соединения толщиной ≤10 мм | 2017 |
|
RU2676119C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОН КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ В СТРОИТЕЛЬНЫХ КОНСТРУКЦИЯХ | 2006 |
|
RU2315271C1 |
| Способ и устройство измерения крутящего момента приёмного вала горячештамповочного пресса для измерения его усилия | 2023 |
|
RU2820805C1 |
Изобретение относится к области измерений и может быть использовано в машиностроении. Способ заключается в измерении магнитоупругим датчиком, оснащенным угломерным устройством, в заданных точках на поверхности изделия углов наклона площадок наибольших главных напряжений, в подготовке пластин-образцов из материала исследуемого изделия, контроле в них изменения углов наклона площадок наибольших главных напряжений в ходе нагружения. При этом в срединной части пластин-образцов наносят определенным образом риски, формирующие полосы заданной ширины и шероховатости поверхности. В пределах полос до и после нагружения пластин-образцов контролируют изменение углов наклона площадок наибольших главных напряжений к продольным осям пластин-образцов. По результатам контроля делается вывод о возможности применения магнитоупругого метода для определения напряжений в изделиях с различными шероховатостями поверхностей. Технический результат заключается в повышении точности измерений механических напряжений в изделиях из ферромагнитных материалов, прошедших обработку на металлорежущих станках. 1 ил., 1 табл.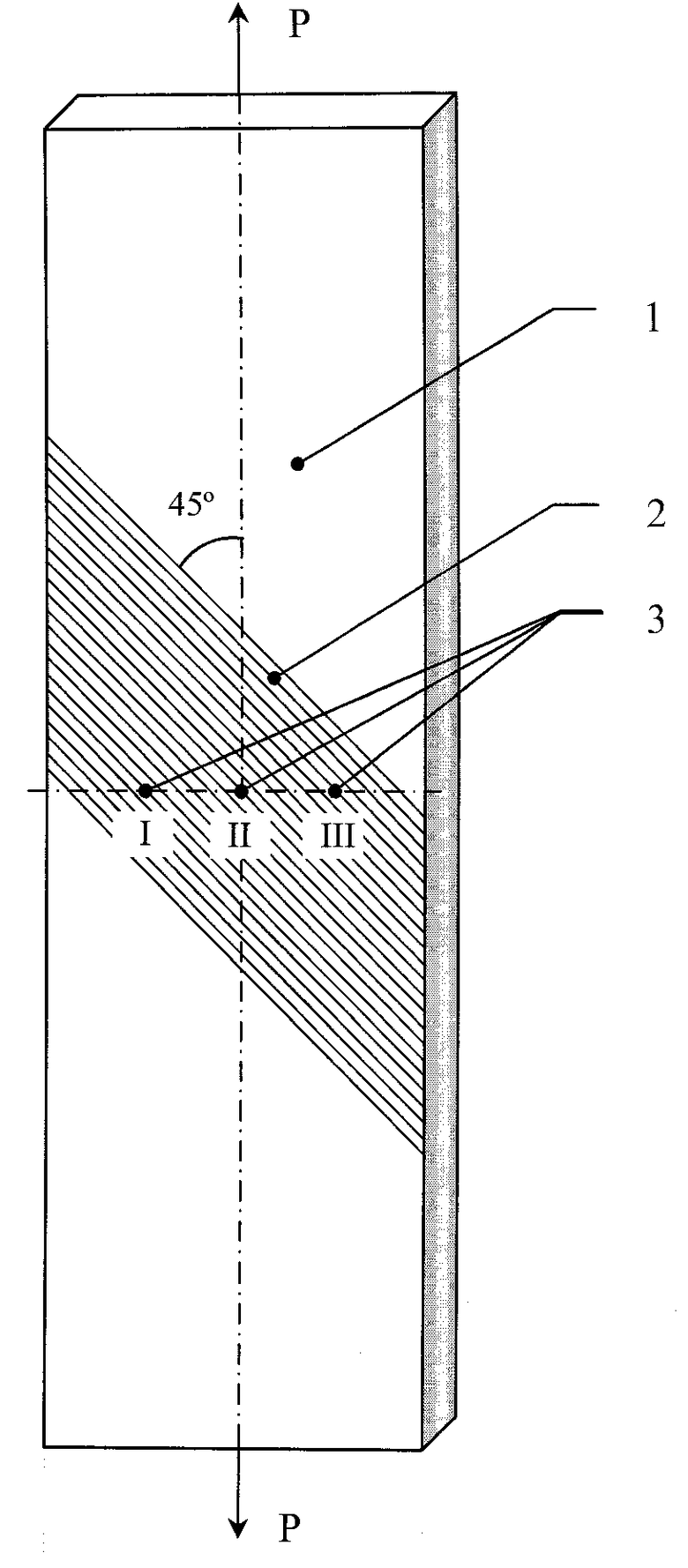
Способ определения механических напряжений в деталях, изготовленных на металлорежущих станках, включающий измерение магнитоупругим датчиком, оснащенным угломерным устройством, в заданных точках на поверхности изделия углов наклона площадок наибольших главных напряжений, подготовку пластин-образцов из материала исследуемого изделия, контроль изменения углов наклона площадок наибольших главных напряжений в ходе нагружения пластин-образцов, отличающийся тем, что в срединной части пластин-образцов наносят прямые риски от края до края под углом 45° к продольным осям пластин-образцов, формируя полосы рисок шириной не менее трех величин базы измерений магнитоупругого датчика с различными значениями шероховатости поверхностей полосы для каждой пластины-образца, в контрольных точках в пределах полос до нагружения определяют углы наклона площадок наибольших главных остаточных напряжений к продольной оси пластины-образца, пластины-образцы поочередно устанавливают в разрывную машину, ступенчато нагружают до предела пропорциональности при растяжении данного материала, контролируют изменение углов наклона площадок наибольших главных напряжений к продольной оси пластины-образца в контрольных точках, по результатам контроля пластины-образцы относят к одной из двух частей: к первой, если значения измеряемых углов стали равны нулю градусов вследствие поворота направления наибольшего главного напряжения строго вдоль направления нагружения, ко второй, если этого при нагружении не произошло, производят измерения напряжений в реальных изделиях исключительно на поверхностях со значениями шероховатости не выше значений шероховатости полос на пластинах-образцах, отнесенных к первой части.
| Способ определения механических напряжений | 1988 |
|
SU1583763A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ УСТАЛОСТНОГО РАЗРУШЕНИЯ НА ОСНОВЕ МАГНИТОУПРУГОСТИ | 2007 |
|
RU2353909C2 |
| Кошкин Ю.И | |||
| Новая методика определения остаточных сварочных напряжений магнитоупругим способом / Ю.И | |||
| Кошкин и др | |||
| // Прогрессивная технология в сварочном производстве: Сб | |||
| науч | |||
| тр | |||
| Воронежский политехнический ин-т | |||
| - Воронеж, 1985, с.20-25 | |||
| Способ определения механических напряжений | 1988 |
|
SU1543255A1 |

