Изобретение относится к области сварки, а именно к оптимизации остаточного напряженного состояния в сварных соединениях, и может быть использовано при производстве сварных конструкций.
На настоящий момент сведений о способах получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных сварочных напряжений (ОСН) по доступным литературным источникам не обнаружено.
Техническим результатом предлагаемого изобретения является повышение долговечности сварных изделий, стабильность их геометрических форм, предотвращение потери устойчивости элементов балок.
Технический результат достигается тем, что в способе получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений осуществляют перемещение концентратора растягивающих остаточных напряжений вдоль сварного шва, при этом определяют положение в концентраторе изотропных точек, расположенных симметрично и равноудаленно от оси сварного шва по разные от него стороны, затем изотропные точки соединяют прямой линией, которую принимают за одну из сторон равностороннего треугольника, а изотропные точки - за две его вершины, причем третью вершину треугольника намечают на сварном шве со стороны относительно концентратора, которая противоположна запланированному направлению перемещения концентратора, при этом осуществляют прострел сварного шва пулей навылет в точке расположения упомянутой третьей вершины, а пулевое отверстие при необходимости заваривают или заглушают заклепкой.
На основании патентного поиска, проведенного по доступным источникам информации, отличительных признаков, указанных в формуле предполагаемого изобретения не обнаружено.
В связи с этим, данное техническое решение соответствует критерию «существенные отличия».
Пример осуществления способа. Выполняли сварное соединение с заданным положением концентратора растягивающих ОСН. Образец - стыковое соединение двух пластин из стали Ст3 с габаритами 200×170×6 мм выполненное полуавтоматической сваркой в СО2 за один проход. Режим сварки: сварочный ток - 200 А, напряжение дуги - 20 В, скорость подачи сварочной проволоки диаметром 1,2 мм равнялась 500 м/ч. Сварочных дефектов полученное соединение не имело.
На лицевую поверхность образца чертилкой наносили координатную сетку с шагом 10×10 мм. В узлах координатной сетки магнитоупругим измерителем механических напряжений ИМН-4М (разработка Воронежского государственного технического университета, ведущий конструктор Юршин А.Н.), оснащенным датчиком с базой измерения 5 мм и угломерным устройством с погрешностью ±2 градуса, определяли геометрические и количественные характеристики напряженного состояния стыкового сварного соединения.
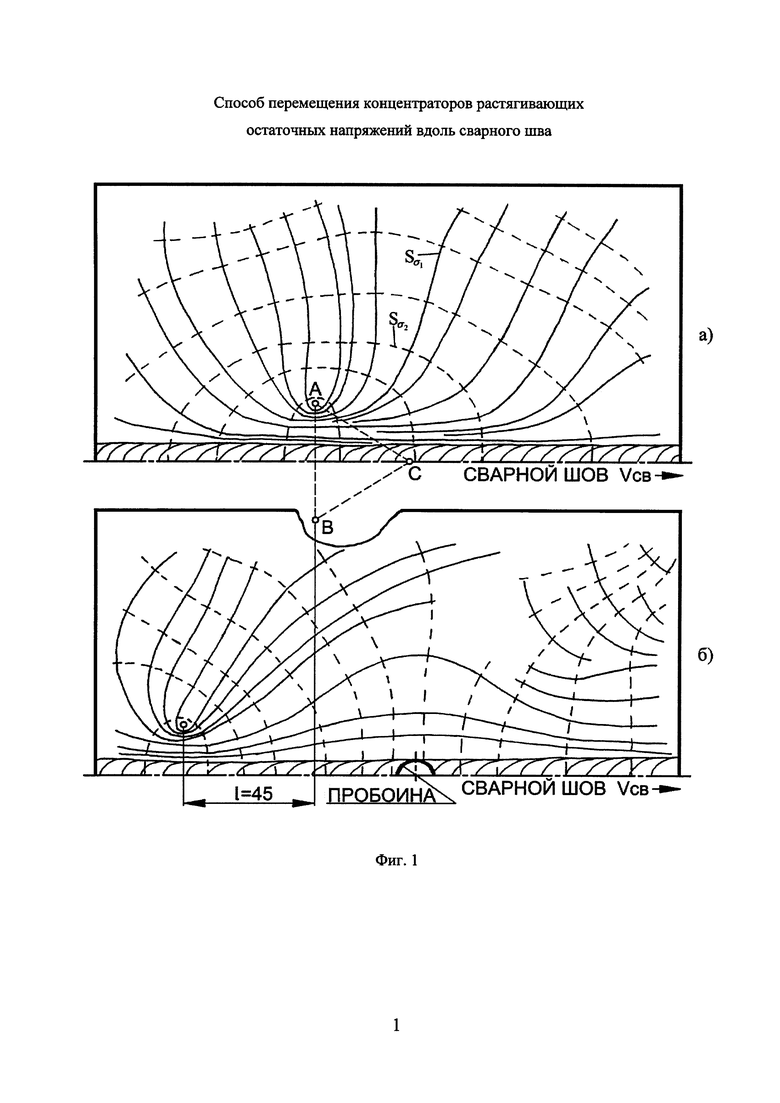
Получили поле изостат, они же траектории наибольших Sσ1 (сплошные линии) и наименьших Sσ2 (штриховые линии) главных напряжений (фиг. 1, а). Ввиду симметрии поля относительно оси сварного шва показана картина только в верхней пластине образца. Концентратор растягивающих ОСН представляет собой сгущение изостат с центрами в двух изотропных (особых, сингулярных, ортотропных) точках расположенных: А - выше, В - ниже сварного шва. Эти точки задали вертикальную, перпендикулярную оси шва, прямую АВ, которую приняли за первую сторону равностороннего треугольника ABC. Концентратор решили переместить от исходного положения влево. Для этого третью вершину равностороннего треугольника точку С наметили противоположно запланированному направлению перемещения, т.е. справа относительно АВ и непосредственно на оси шва.
В условиях стрелкового полигона образец закрепили струбцинами на стенде. Обеспечили выполнение всех предусмотренных правил безопасности при использовании охотничьего нарезного огнестрельного оружия.
В точку С произвели одиночный выстрел из карабина самозарядного «Сайга» калибром 5,45 мм, предназначенного для промысловой и любительской охоты. Патрон - 5,45 ПС (индекс ГРАУ-7Н6) образца 1974 г. с обыкновенной пулей массой 3,4 г со стальным сердечником массой 1,43 г. Скорость пули 890 м/с. Кинетическая энергия пули составила 1346 Дж и оказалась достаточной, чтобы пробить в точке С навылет сварной шов толщиной 6<δ<7 мм (шов толще сваренных пластин за счет усиления шва). Пробоина имела правильную круглую форму без надрывов и трещин. Заусенцы на входе и выходе отверстия были удалены за счет формирования небольших фасок. При необходимости обеспечить герметичность сварных изделий, отверстие можно заварить или заглушить заклепкой.
После выстрела тем же прибором при участии того же оператора в тех же узлах координатной сетки вновь определили поле изостат, а в нем местоположение концентратора напряжений. Измерили количественные значения ОСН. Картину поля после выстрела показывает фиг. 1, б. При сравнении фиг. 1, б с фиг. 1, а и результатов измерений очевидно смещение концентратора растягивающих ОСН на 45 мм влево от положения, занимаемого им до выстрела. Это подтвердило эффективность заявляемого способа. При необходимости увеличения расстояния перемещения концентратора операцию следует повторить. Цена одного патрона по состоянию на 2016 год 0,14 доллара США.
Способ экономичен и может быть полезен в случаях:
1) удаления (разведения) друг от друга концентраторов ОСН для того, чтобы не суммировалось их неблагоприятное воздействие, например, при проходящих рядом сварных швах: параллельных, прямолинейного и кругового, двух круговых и т.д.;
2) перемещения концентратора растягивающих напряжений в зону напряжений сжатия для взаимной компенсации;
3) рационального сочетания остаточных напряжений с силовым потоком рабочих (эксплуатационных) напряжений от внешних нагрузок;
4) увода концентраторов ОСН от геометрических концентраторов, вызываемых технологическими дефектами (трещины, подрезы, непровары, шлаковые включения, газовые пузыри), нерациональными очертаниями швов, нерациональными элементами конструкций соединений.
Технико-экономический эффект предполагаемого способа выражается в повышении долговечности изделий, сопротивляемости потери устойчивости, стабильности их геометрических форм за счет появившихся возможностей оптимизации остаточного напряженного состояния в ответственных сварных узлах. При этом снижается вероятность их разрушения, минимизируются деформации, провоцирующие биения и заклинивания деталей машин и механизмов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали | 2017 |
|
RU2670350C2 |
| Способ получения остаточных напряжений растяжения на лицевой и напряжений сжатия на тыльной сторонах сварного соединения толщиной ≤10 мм | 2017 |
|
RU2676119C1 |
| Способ определения вида остаточных сварочных напряжений | 2017 |
|
RU2687528C2 |
| Способ сварки станины механического пресса | 1986 |
|
SU1349937A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ ОБРАБОТКИ ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТРУБ КЛАССА ПРОЧНОСТИ К60 | 2023 |
|
RU2821463C1 |
| Способ испытания сварных соединений на коррозионное растрескивание | 1984 |
|
SU1231437A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
Изобретение относится к оптимизации остаточного напряженного состояния и может быть использовано при производстве сварных конструкций. Для повышения долговечности сварных изделий, стабильности их геометрических форм у сварного шва по разные от него стороны определяют положение концентратора растягивающих остаточных сварочных напряжений с двумя изотропными точками замкнутого типа, расположенными симметрично. Эти точки принимают за вершины равностороннего треугольника. Третью вершину треугольника отмечают непосредственно на оси шва с той стороны от концентратора, которая противоположна запланированному направлению перемещения концентратора. В третьей вершине шов простреливают навылет пулей. Пробоину, если необходима герметичность, заваривают или заглушают заклепкой. 1 з.п. ф-лы, 1 ил.
1. Способ получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений, заключающийся в том, что осуществляют перемещение концентратора растягивающих остаточных напряжений вдоль сварного шва, при этом определяют положение в концентраторе изотропных точек, расположенных симметрично и равноудаленно от оси сварного шва по разные от него стороны, затем изотропные точки соединяют прямой линией, которую принимают за одну из сторон равностороннего треугольника, а изотропные точки - за две его вершины, причем третью вершину треугольника намечают на сварном шве со стороны относительно концентратора, которая противоположна запланированному направлению перемещения концентратора, при этом осуществляют прострел сварного шва пулей навылет в точке расположения упомянутой третьей вершины.
2. Способ по п. 1, отличающийся тем, что пулевые отверстия заваривают или заглушают заклепкой.
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 2014 |
|
RU2593256C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2009 |
|
RU2445591C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ | 2007 |
|
RU2413010C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ, ИЗГОТОВЛЕННЫХ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2011 |
|
RU2498241C2 |
| Способ определения остаточных напряжений в сварных конструкциях | 1987 |
|
SU1446495A1 |

