Изобретение относится к области сварки, а именно к оптимизации напряженного состояния сварных соединений и может быть использовано при производстве сварных изделий, работающих под высокими нагрузками или высоким давлением.
На настоящий момент сведений о способах получения остаточных напряжений разного знака (растяжения и сжатия) на лицевой и тыльной стороне пластин толщиной ≤10 мм, составляющих сварное соединение, по доступным литературным источникам не обнаружено.
Техническим результатом предлагаемого изобретения является повышение долговечности, снижение склонности к трещинообразованию сварных изделий, работающих в условиях высоких нагрузок и давлений.
Технический результат достигается тем, что в способе получения остаточных напряжений растяжения на лицевой и напряжений сжатия на тыльной стороне сварного соединения толщиной ≤10 мм производят выстрелы в зону сварного шва на лицевой стороне сварного соединения с кинетической энергией пуль, обеспечивающей их проникновение на 4/5 толщины пластин, составляющих соединение, что вызывает напряжения растяжения на лицевой с вмятинами от пуль стороне пластин и напряжения сжатия на тыльной с выпуклостями от пуль стороне пластин, вмятины при необходимости заваривают.
На основании патентного поиска, проведенного по доступным источникам информации, отличительных признаков, указанных в формуле предполагаемого изобретения не обнаружено.
В связи с этим, данное техническое решение соответствует критерию «существенные отличия».
Пример осуществления способа. Формировали остаточные напряжения разного знака в образце. В качестве образца взяли стыковое соединение двух пластин из стали Ст3 с габаритами 200×100×10 мм каждая, сваренное штучными электродами УОНИ 13/55 (ГОСТ 9466-75) диаметром 3 мм двумя проходами на стандартном режиме. Дефектов соединение не имело, усиление шва не снимали.
На лицевую и тыльную сторону пластин образца наносили координатные сетки с ячейками 10×10 мм. Общее число узлов сетки с каждой стороны по 304.
В условиях стрелкового полигона образец закрепили струбцинами на стенде. Обеспечили выполнение всех предусмотренных правил безопасности при использовании служебного и охотничьего нарезного огнестрельного оружия.
В зону сварного шва на лицевой стороне образца произвели пять выстрелов из карабина самозарядного «Сайга» калибром 7,62 мм, предназначенного для промысловой и любительской охоты. Патроны «Сапсан» 7,62×39 с массой пули 8 грамм. Скорость пули 710 м/с. Кинетическая энергия каждой пули составила 2016 Дж и оказалась достаточной для проникновения на глубину равную 4/5 толщины пластин. При этом с лицевой стороны образца углубления от пуль имели круглые, ровные, без трещин и разрывов края, а на тыльной стороне появились 5 выпуклостей в соответствии с числом выстрелов. Выпуклости также не имели трещин и надрывов поскольку произошло пластическое деформирование.
Измерения в узлах сетки производили физическим, неразрушающим, магнитоупругим методом (МУМ) с помощью прибора ИМН-4М разработки Воронежского государственного технического университета. Величина базы измерений магнитоупругого датчика, входящего в комплект прибора, 5 мм. Время измерений в одной точке (узле) менее 1 минуты. Затраты времени на измерения с двух сторон не превысили 9 часов. Все работы выполнялись одним оператором.
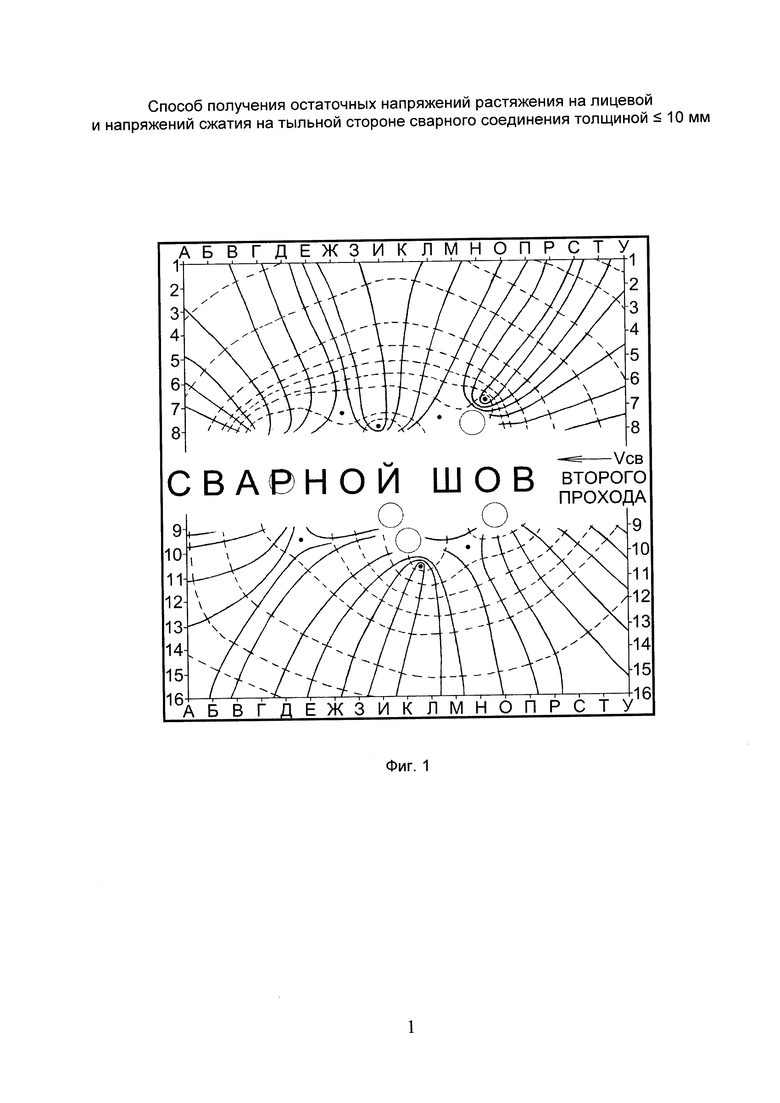
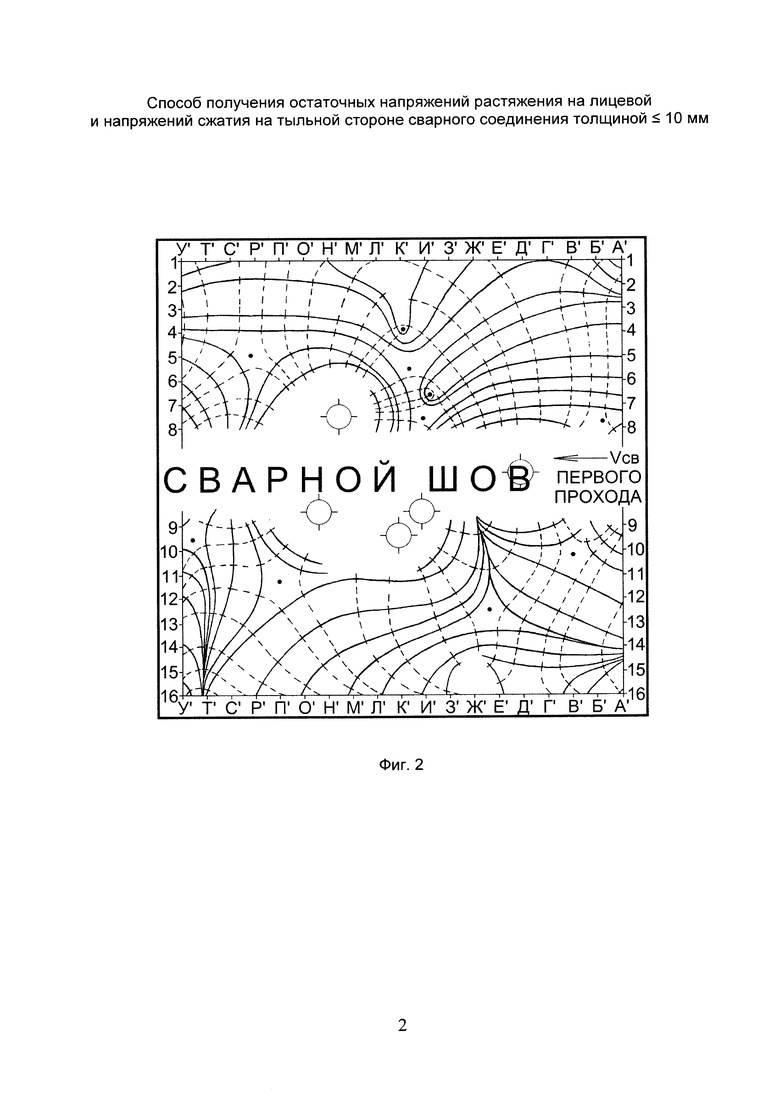
По результатам замеров МУМ в узлах координатной сетки углов наклона касательных к траекториям главных напряжений построили поля траекторий (изостат) на лицевой стороне образца (фиг. 1) и на его тыльной стороне (фиг. 2) [Кучер А.Т., Семыкин В.Н. Совершенствование методики и аппаратуры для определения остаточных сварочных напряжений магнитоупругим способом // Сварочное производство, 1995. №10. С. 32-33]. Картины этих полей отличаются радикально. Так, на фиг. 1 траектории наибольших главных напряжений (они показаны тонкими сплошными линиями) устремляются непосредственно к пробоинам, а фиг. 2 показывает направленность траекторий наименьших главных напряжений (они показаны штриховыми линиями) к выпуклостям от выстрелов. На фиг. 1 пробоины обозначены кружками, а на фиг 2 выпуклости обозначены кружками с перекрестиями.
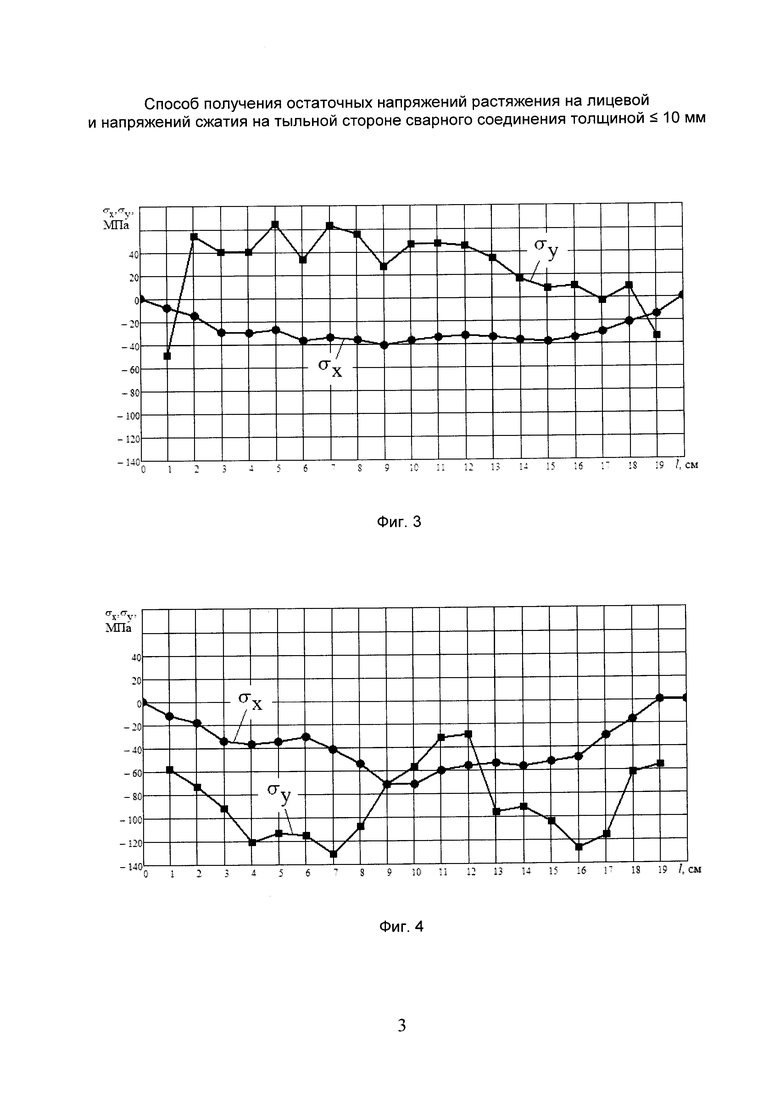
Вдоль линии 3-3 измерили и количественные значения продольных σx и поперечных σy относительно сварного шва остаточных напряжений. Результаты представлены на эпюрах фиг. 3 и фиг. 4 для лицевой и тыльной сторон образца соответственно. Оказалось: вдоль линии 3-3 на лицевой стороне преобладают растягивающие поперечные напряжения αy с уровнем, превышающим +60 МПа. Вдоль той же линии 3-3 на тыльной стороне сформировались двухосные напряжения сжатия с уровнем продольных σx до - 70 МПа, поперечных σy до - 130 МПа. Таким образом, 5 выстрелов с проникновением пуль на 4/5 толщины сварного соединения обеспечили в нем напряжения разного знака (растяжения и сжатия) на лицевой и тыльной стороне. При необходимости вмятины от пуль могут быть заварены.
Способ может быть полезен: 1) при проектировании сварных консольных балок, работающих на изгиб; 2) для упрощения конструирования равнопрочных деталей; 3) для компенсации эксплуатационных напряжений в сварных изделиях типа асимметричных профилей, кронштейнов; 4) при рационализации силовых схем (т.е. способов восприятия и замыкания главных действующих в сварных конструкциях нагрузок) без введения специальных элементов, увеличивающих массу; 5) для регулирования местных напряжений; 6) для компенсации перегрузок вследствие превышения расчетных режимов при эксплуатации; 7) для компенсации снижения характеристик прочности в связи с повышением температуры при работе изделий; 8) при проектировании деталей гидро и пневмосистем, работающих при высоком давлении.
Технико-экономический эффект предполагаемого способа заключается в повышении долговечности, усталостной прочности и стойкости к трещинообразованию сварных изделий в машиностроении, строительстве, производстве гидро и пневмосистем высокого давления, обеспечении стабильности их геометрических форм за счет оптимизации путем регулирования их напряженного состояния. Это снижает вероятность разрушения или недопустимых деформаций ответственных изделий сварочного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений | 2016 |
|
RU2669669C2 |
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 2014 |
|
RU2593256C2 |
| Способ определения вида остаточных сварочных напряжений | 2017 |
|
RU2687528C2 |
| Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали | 2017 |
|
RU2670350C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2009 |
|
RU2445591C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2009 |
|
RU2393443C1 |
| ОБЪЕМНО-КОМБИНИРОВАННАЯ БРОНЯ | 2011 |
|
RU2476809C1 |
| Многослойное изделие | 1975 |
|
SU1056895A3 |
| ПРОТИВОУДАРНОЕ ЗАЩИТНОЕ УСТРОЙСТВО | 2000 |
|
RU2260766C2 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА | 2013 |
|
RU2547484C2 |
Изобретение может быть использовано при производстве сварных изделий из пластин толщиной ≤10 мм, работающих в условиях высоких нагрузок и давлений. Осуществляют пластическое деформирование зоны сварного шва путем выстрелов в зону сварного шва с лицевой стороны сварного соединения. Подбирают кинетическую энергию пуль, обеспечивающую их проникновение на 4/5 толщины пластин. С лицевой стороны сварного соединения получают вмятины от пуль, обусловливающие напряжения растяжения, а с его тыльной стороны - выпуклости от пуль, обусловливающие напряжения сжатия на тыльной стороне сварного соединения пластин. Полученные от выстрелов вмятины заваривают. Способ обеспечивает оптимизацию остаточного напряженного состояния сварного соединения, что приводит к снижению склонности к трещинообразованию сварных изделий. 1 з.п. ф-лы, 4 ил., 1 пр.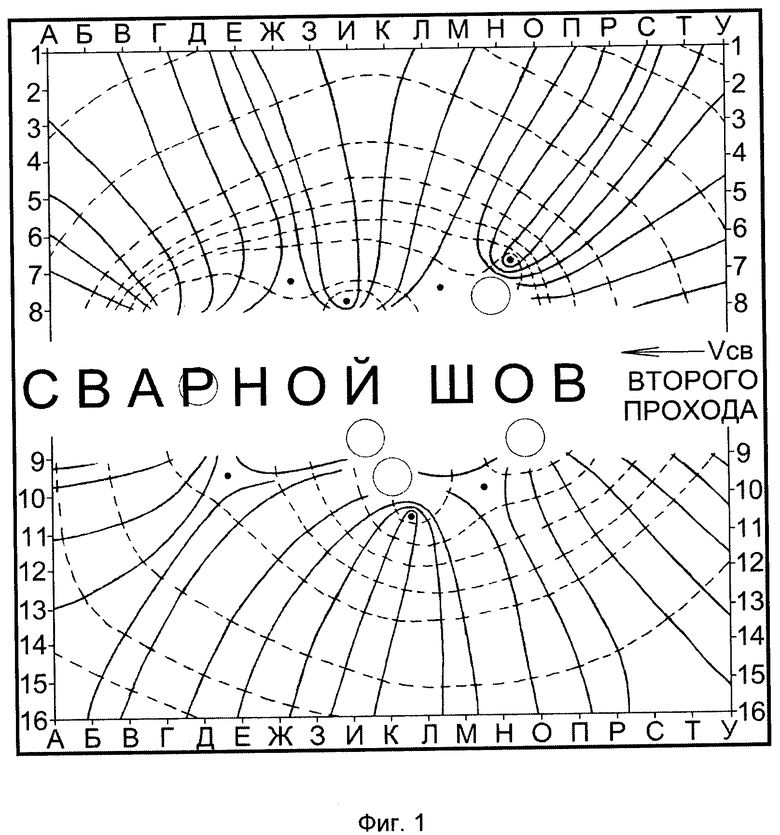
1. Способ получения сварного изделия из пластин толщиной ≤ 10 мм с остаточными напряжениями растяжения на лицевой и напряжениями сжатия на тыльной сторонах сварного соединения, включающий пластическое деформирование зоны сварного шва путем выстрелов в зону сварного шва с лицевой стороны сварного соединения с кинетической энергией пуль, обеспечивающей их проникновение на 4/5 толщины пластин, при этом с лицевой стороны сварного соединения получают вмятины от пуль, обусловливающие напряжения растяжения, а с его тыльной стороны - выпуклости от пуль, обусловливающие напряжения сжатия на тыльной стороне сварного соединения пластин.
2. Способ по п. 1, отличающийся тем, что полученные от выстрелов вмятины заваривают.
| Способ обработки сварных металлоконструкций | 1987 |
|
SU1420035A1 |
| Транспортное средство для предотвращения пылеобразования при транспортировании горной массы | 2018 |
|
RU2693256C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ СТЫКОВ ТРУБ | 2010 |
|
RU2444423C1 |
| US 6932876 B1, 23.08.2005 | |||
| JP 2007277601 A, 25.10.2007. | |||

