Изобретение относится к области сварки, а именно к оптимизации остаточного напряженного состояния в сварных узлах и может быть использовано при проектировании и производстве сварных конструкций.
На текущий момент сведений о способах определения ширины зоны концентраторов растягивающих остаточных сварочных напряжений (ОСН) в стыковых соединениях из стали по доступным литературным источникам не обнаружено.
Техническим результатом предлагаемого изобретения является повышение усталостной долговечности сварных изделий, стабильность их геометрических форм, снижение склонности к трещинообразованию.
Технический результат достигается тем, что в способе определения ширины зоны концентраторов растягивающих остаточных сварочных напряжений стыкового соединения из стали сначала выполняют стыковое соединение двух стальных пластин сварным швом двумя участками: от начала к середине с прекращением сварки и после остывания пластин от середины к концу, выявляют положение двух концентраторов по одному от каждого участка, затем вдоль линий параллельных шву и расположенных на расстоянии не более 10 мм одна от другой определяют значения поперечных шву напряжений растяжения, строят их эпюры, по эпюрам отбирают линии, в которых пиковые напряжения от концентраторов, вызванные сваркой первого и второго участков шва, расположены раздельно, а за ширину зоны концентраторов принимают расстояние от сварного шва до наиболее удаленной от него линии с расположенными на эпюре раздельно пиковыми поперечными напряжениями.
На основании патентного поиска, проведенного по доступным источникам информации, отличительных признаков, указанных в формуле предполагаемого изобретения не обнаружено.
В связи с этим, данное техническое решение соответствует критерию «существенные отличия».
Пример осуществления способа. Выполняли определение ширины зоны концентраторов растягивающих остаточных напряжений в сварном образце. Образец - стыковое соединение двух пластин из стали Ст3 с габаритами 220×100×8 мм каждая, выполненное штучными электродами УОНИ 13/55 (ГОСТ 9466-75) диаметром 3 мм на постоянном токе 90-110 А обратной полярности двумя участками: от начала к середине с прекращением сварки, а после остывания пластин до комнатной температуры, от середины к концу. Это сделано, чтобы получить два концентратора ОСН в одном образце. Осмотр соединения не выявил сварочных дефектов. Усиление шва не снимали.
На лицевую (т.е. со стороны шва) поверхность образца чертилкой наносили координатную сетку с ячейкой 10×10 мм. В узлах координатной сетки магнитоупругим измерителем механических напряжений ИМН-4М (разработка Воронежского государственного технического университета, ведущий конструктор Юршин А.Н.) с датчиком, оборудованным угломерным устройством, определяли углы а наклона касательных к траекториям наибольших главных напряжений (они же изостаты, линии тяжения) и разности главных напряжений (σ1-σ2). Всего точек контроля 340. Время измерений в одной точке (узле сетки) меньше одной минуты. После получения 340 значений углов а и разностей (σ1-σ2) по авторской методике строили сами траектории (Устинов Ю.Ф., Семыкин В.Н., Калинин Ю.И., Ульянов А.В. Выявление с помощью изостат напряженного состояния металлических конструкций строительных машин // Механизация строительства, 2009. №6. С. 8-11).
На фиг. 1 представлено полученное поле траекторий наибольших (сплошные линии) и наименьших (штриховые линии) главных напряжений в стальном стыковом сварном образце с габаритами 220×200×8 мм. Для удобства описания поля пластины образца назвали «верхняя» и «нижняя», а положение линий координатной сетки обозначили 1-1, 2-2, … 17-17 (горизонтальные), А-А, Б-Б, … Ф-Ф (вертикальные). В поле по сгущению траекторий определили положение двух концентраторов растягивающих ОСН у сварного шва на вертикальных линиях 3-3 и П-П.
На основе данных измерений, полученных с помощью прибора ИМН-4М, определили величины продольных σх и поперечных σу относительно сварного шва остаточных напряжений (Устинов Ю.Ф., Семыкин В.Н., Калинин Ю.И., Ульянов А.В. Магнитоупругий метод контроля металлических конструкций землеройно-транспортных и грузоподъемных машин // Механизация строительства, 2009. №4. С. 7-11).
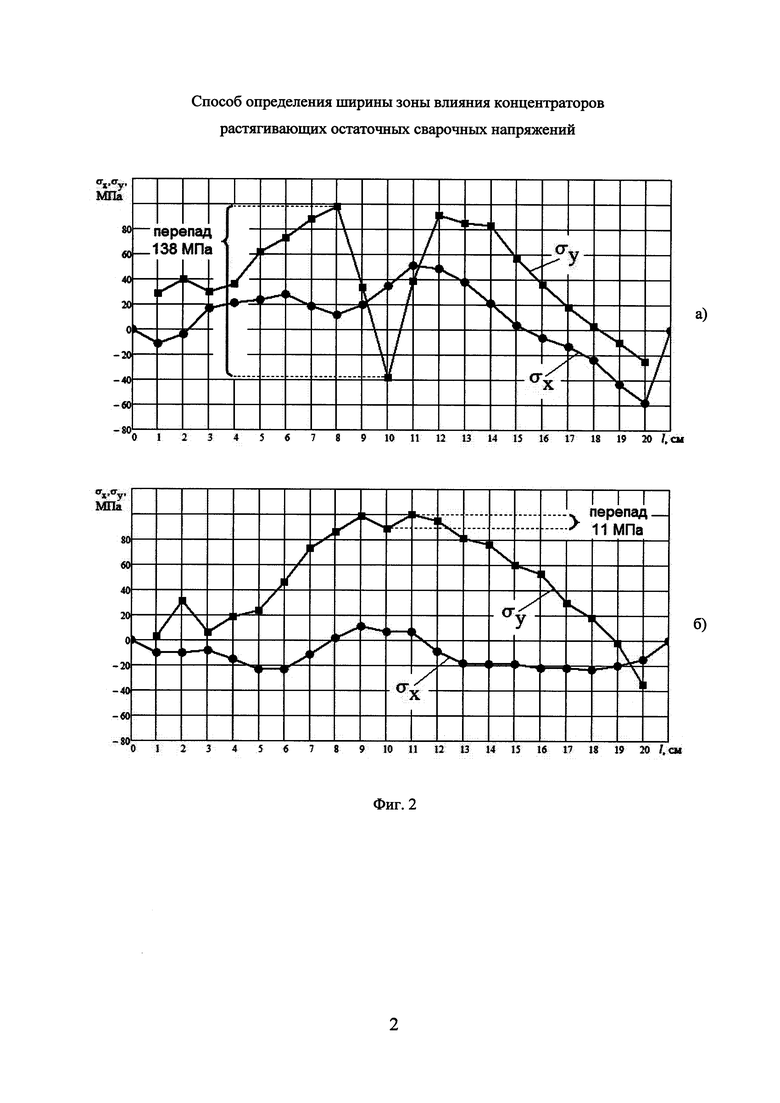
Для определения ширины зоны концентраторов сначала построили эпюры продольных σх и поперечных σу напряжений вдоль горизонтальных линий 10-10, 11-11, … 16-16 нижней пластины. Затем отобрали те эпюры, в которых пиковые растягивающие поперечные напряжения от первого и второго участков сварного шва расположены раздельно. Таковыми оказались пять эпюр вдоль линий 10-10, 11-11, 12-12, 13-13, 14-14. В эпюре по линии 10-10 (фиг. 2, а) оба пиковых напряжения ярко выражены и разделены перепадом («про валом») значений продольных напряжений от растяжения +98 МПа до сжатия - 37 МПа. Ширина «провала» равна 40 мм. По мере удаления от сварного шва с шагом 10 мм на эпюрах σy «провал» становится менее выраженным и на линии 14-14 (фиг. 2, б) составляет всего 12 МПа. На линии 15-15 «провала» нет вовсе, следовательно, влияние концентраторов уже не проявляется. Ширину зоны концентраторов определили равной расстоянию от сварного шва до линии 14-14, что составило в нашем случае 60 мм. Способ проверили и в верхней пластине также с положительным результатом.
Способ может быть полезен:
1) для повышения точности расчетов прочности сварных конструкций путем учета ширины зоны концентраторов ОСН;
2) для исключения негативного взаимодействия концентраторов ОСН из-за их наложения при выполнении близко расположенных швов;
3) для рационального сочетания (суперпозиции) ОСН с эксплуатационными (рабочими) напряжениями;
4) для безопасного распределения по конструкции концентраторов ОСН и геометрических концентраторов от нерационального проектирования, технологических дефектов и т.д.
Технико-экономический эффект предлагаемого способа заключается в повышении: долговечности изделий, их усталостной прочности, стабильности геометрических форм за счет оптимизации остаточного напряженного состояния в сварных конструкциях. Этим снижается вероятность их разрушения или деформирования, которое может вызвать депланации, заклинивания и биения деталей механизмов и машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения вида остаточных сварочных напряжений | 2017 |
|
RU2687528C2 |
| Способ получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений | 2016 |
|
RU2669669C2 |
| Способ получения остаточных напряжений растяжения на лицевой и напряжений сжатия на тыльной сторонах сварного соединения толщиной ≤10 мм | 2017 |
|
RU2676119C1 |
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
| Способ сварки станины механического пресса | 1986 |
|
SU1349937A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ ОБРАБОТКИ ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТРУБ КЛАССА ПРОЧНОСТИ К60 | 2023 |
|
RU2821463C1 |
| Способ испытания сварных соединений на коррозионное растрескивание | 1984 |
|
SU1231437A1 |

Изобретение относится к области сварочного производства и может быть использовано при проектировании и производстве сварных конструкций. Для определения ширины зоны концентраторов растягивающих остаточных сварных напряжений сваривают встык две стальные пластины швом, состоящим из двух участков. Выявляют положение двух концентраторов, соответственно от первого и второго участков шва. Вдоль линий, проходящих параллельно сварному шву на расстоянии не более 10 мм одна от другой, определяют величины поперечных шву напряжений растяжения. Строят эпюры этих напряжений, по которым отбирают линии, в которых пики напряжений от концентраторов, наведенных первым и вторым участком сварного шва, расположены раздельно, а между пиками имеется перепад значений. За ширину зоны влияния концентраторов принимают расстояние от сварного шва до наиболее удаленной от него линии с раздельно расположенными пиками, разделенными перепадом значений на эпюре поперечных напряжений. 2 ил.
Способ определения ширины зоны концентраторов растягивающих остаточных сварочных напряжений стыкового соединения из стали, включающий выполнение стыкового соединения двух стальных пластин сварным швом на участке от начала к середине шва с прекращением сварки и остыванием пластин, а затем на участке от середины к концу шва, выявление положения двух концентраторов по одному от каждого упомянутого участка, определение вдоль линий, параллельных сварному шву и расположенных на расстоянии не более 10 мм одна от другой, значений поперечных относительно сварного шва напряжений растяжения с построением их эпюр, по которым отбирают линии с раздельным расположением пиковых напряжений от концентраторов, вызванных сваркой упомянутых участков шва, при этом за ширину зоны концентратора принимают расстояние от сварного шва до наиболее удаленной от него линии с расположенными раздельно на эпюре пиковыми поперечными напряжениями.
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ В ИЗДЕЛИЯХ | 1991 |
|
SU1830798A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОНЫ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕТАЛЛОПОКРЫТИЯ С ОСНОВОЙ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2278009C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ РЕЖИМА ОПЕРАЦИИ ПО СНЯТИЮ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНОМ ИЗДЕЛИИ | 1998 |
|
RU2137578C1 |
| Способ регулирования остаточных сварочных напряжений | 1989 |
|
SU1632709A1 |
| US 6789051 B1, 07.09.2004 | |||
| НАСОСНЫЙ АГРЕГАТ | 2000 |
|
RU2191928C2 |

