Настоящее изобретение относится, в общем, к абразивным изделиям и, в частности, к абразивному изделию с улучшенным удерживанием зерен и улучшенными характеристиками.
Абразивные изделия обычно используются в разных отраслях промышленности для механической обработки обрабатываемых деталей резанием, притиркой, шлифованием или полированием. Использование абразивных изделий для механической обработки охватывает самые разные отрасли промышленности - от промышленности по производству оптики, промышленности по заводскому ремонту автомобилей до промышленности по производству металла. В каждом из этих примеров в производственном оборудовании используются абразивные материалы для удаления массивного материала, чтобы получить намеченные размеры, форму и характеристики поверхности изделий (например, плоскостность, шероховатость поверхности).
Перед предприятиями-изготовителями абразивных изделий для чернового шлифования постоянно ставится задача изготавливать абразивные изделия, отвечающие повышенным требованиям к производительности, а также высоким требованиям к рабочим характеристикам, выдвигаемым их заказчиками. Одной из конкретных причин тому, почему перед предприятиями-изготовителями ставится задача изготавливать абразивные изделия для чернового шлифования, отвечающие повышенным требованиям к производительности и рабочим характеристикам, является то, что абразивные изделия подвержены не только механическому повреждению из-за разрушения или истирания или разрушения сцепления абразивных зерен, но и тепловому повреждению на поверхности сопряжения абразивных зерен и окружающего их органического связующего (т.е., удаление зерен). В частности, высокая энергия, связанная с абразивными изделиями для чернового шлифования при удалении материала без использования какой-либо смазочно-охлаждающей жидкости для отвода тепла делает эти изделия более подверженными последнему типу повреждения (т.е., термической деструкции на поверхности сопряжения абразивных зерен и связующего). Эта термическая деструкция даже более очевидна при использовании абразивных зерен, обладающих высокой стойкостью к механическим повреждениям. В конечном итоге термическая деструкция ослабляет абразивные изделия для чернового шлифования, ухудшая их характеристики и в итоге приводя к более короткому сроку службы. Термическая деструкция может быть особенно проблемной в случае сверхтонких сухих отрезных кругов, которые обычно очень быстро достигают температур термической деструкции на поверхности сопряжения зерен/связующего.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном варианте осуществления изобретения предлагается сверхтонкий, малого диаметра отрезной круг, содержащий: множество абразивных зерен, органический связующий материал и материал активного наполнителя. Материал активного наполнителя содержит эффективное количество материала активного эндотермического наполнителя, обеспечивающего эндотермическую реакцию в обычном режиме резания без СОЖ.
Во втором варианте осуществления предлагается сверхтонкий, малого диаметра отрезной круг, содержащий множество абразивных зерен и органический связующий материал, содержащий добавленный в него материал активного эндотермического наполнителя, обеспечивающий эндотермическую реакцию. Количество материала активного эндотермического наполнителя составляет примерно 12-50 объемных процентов связующего.
В третьем варианте осуществления предлагается сверхтонкий, малого диаметра отрезной круг, содержащий множество абразивных зерен и органический связующий материал с добавленным в него материалом активного эндотермического наполнителя для обеспечения эндотермической реакции, которая улучшает удерживание зерен. Множество абразивных зерен выбирают из группы, состоящей из зерен оксида алюминия затравленного или незатравленного золь геля, зерен Al2O3-ZrO2 и их сочетаний. Материал активного эндотермического наполнителя выбирается из группы, состоящей из сульфидов, оксидов с низкой температурой плавления и их сочетаний.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой изображение абразивного изделия в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг.2 представляет собой изображение на микроснимке обычного абразивного изделия, на котором показано большое количество удаленного зерна в известном техническом решении; и
Фиг.3 представляет собой изображение на микроснимке абразивного изделия, изготовленного в соответствии с одним вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Если обратиться к чертежам, фиг.1 представляет собой изображение абразивного изделия 100 в соответствии с одним вариантом осуществления настоящего изобретения. В частности, на фиг.1 показано, что абразивное изделие 100 представляет собой изделие абразивный круг. Как известно из уровня техники, изделия абразивные круги выпускаются разных размеров, такие, как, например, изделия абразивные отрезные круги большого диаметра, изделия абразивные отрезные круги среднего диаметра и изделия абразивные отрезные круги малого диаметра. Обычно изделия абразивные отрезные круги большого диаметра имеют диаметр более примерно 1000 мм, изделия абразивные отрезные круги среднего диаметра имеют диаметр более примерно 400 мм и менее примерно 1000 мм, а изделия абразивные отрезные круги малого диаметра имеют диаметр менее примерно 400 мм. Хотя приведенное ниже описание абразивной смеси, используемой для изготовления абразивного изделия 100, предпочтительно касается изделий абразивных отрезных кругов малого диаметра и, особенно, сверхтонких изделий абразивных отрезных кругов малого диаметра, имеющих диаметры менее примерно 250 мм, специалистам ясно, что абразивная смесь, используемая для изготовления абразивного изделия 100, может найти применение и для изделий абразивных отрезных кругов большого диаметра и изделий абразивных отрезных кругов среднего диаметра.
В одном варианте осуществления абразивное изделие 100 представляет собой сверхтонкое малого диаметра абразивное изделие со связующим, изготовленное из абразивной смеси, которая содержит абразивные зерна и органический связующий материал с добавленными в него материалами активного наполнителя, такими, как материал (материалы) активного эндотермического наполнителя. Этот (эти) материал (материалы) активного эндотермического наполнителя обеспечивают эндотермическую реакцию в «обычном режиме резания без СОЖ» для снижения температуры на поверхности сопряжения зерен и окружающего их органического связующего. Обычно активные наполнители могут использоваться в абразивных материалах со связующим для улучшения характеристик шлифования. Активные наполнители, известные еще как реактивные наполнители, предназначены для того, чтобы быть физически и/или химически активными. Они обычно обеспечивают более продолжительные повышенные скорости резания и холодное состояние резания. В зависимости от различных параметров, таких, как размер и геометрия абразивного инструмента, используемый тип зерна и связующего, а также рабочие условия, с которыми приходится сталкиваться, активные наполнители могут выполнять одно или несколько из следующего:
1) уменьшать трение между абразивными зернами и деталью, обрабатываемой абразивным инструментом;
2) предотвращать «кэппирование» абразивных зерен, т.е., предотвращать приваривание частиц металла к верхам абразивных зерен.
3) снижать температуру на поверхности сопряжения между абразивными зернами и обрабатываемой деталью;
4) снижать требуемое усилие шлифования.
Эти действия могут подпадать под следующие разные схемы:
1) смазка для уменьшения трения между абразивным зерном и обрабатываемой деталью;
2) химическая коррозия металлической поверхности для предотвращения сцепления металла с верхами абразивных зерен или сваривания частиц шлифовального шлама с обрабатываемой деталью, или путем изменения целостности металлической поверхности для способствования образованию стружки;
3) предотвращение абляции связующего путем ингибирования свободнорадикального процесса окисления связующего материала, используемого для прочного удерживания на месте абразивного зерна;
4) управляемая эрозия связующего позволяет начать действовать новым зернам и сбрасывать старые изношенные абразивные частицы;
5) рассеяние тепла за счет высоко эндотермической реакции, помогающей рассеивать тепло с поверхности сопряжения при шлифовании между абразивными зернами и обрабатываемой деталью.
Как описано в настоящем документе, использование по меньшей мере одного типа материала активного эндотермического наполнителя, обеспечивающего эндотермическую реакцию для снижения температуры на поверхности сопряжения абразивных зерен и окружающего их органического связующего в «обычном режиме резания без СОЖ» обеспечивает улучшенное удерживание или использование зерен. Результатом улучшенного удерживания зерен является то, что абразивное изделие 100 будет иметь улучшенные характеристики резания и более продолжительный срок службы, чем иные сверхтонкие изделия абразивные отрезные круги, изготовленные из обычных абразивных смесей.
В этом варианте осуществления абразивное изделие 100 содержит по меньшей мере один тип основного абразивного зерна, выбранного из группы семейств абразивных материалов, состоящей из оксида алюминия затравленного или незатравленного золь геля и Al2O3-ZrO2. Не исчерпывающий перечень абразивных зерен из семейства оксида алюминия затравленного или незатравленного золь геля, которые могут использоваться в вариантах осуществления настоящего изобретения, включает зерно SG и зерно NQ, выпускаемые компанией Saint-Gobain Abrasives, Inc., г.Ворчестер, штат Массачусетс; зерно 3M321 Cubitron и зерно 3M324 Cubitron, оба выпускаемые компанией 3M Corporation, г.Сан-Пауло, штат Миннесота, и их сочетания. Не исчерпывающий перечень абразивных зерен из семейства Al2O3-ZrO2, которые могут использоваться в вариантах осуществления настоящего изобретения, включает зерно NZ Plus, выпускаемое компанией Saint-Gobain Abrasives, Inc., г.Ворчестер, штат Массачусетс; зерно ZF и зерно ZS, оба выпускаемые компанией Saint-Gobain Abrasives, Inc., г.Ворчестер, штат Массачусетс; зерно ZK40, выпускаемой компанией Treibacher Industry, Inc., г.Торонто, провинция Онтарио, Канада; и зерно ZR25B и зерно ZR25R, оба выпускаемые компанией Alcan, Inc., г.Монреаль, провинция Квебек, Канада. В одном варианте осуществления количество основного абразивного зерна составляет от примерно 20 до примерно 100 процентов от общего количества абразивного зерна по объему.
В одном варианте осуществления по меньшей мере один тип вспомогательного абразивного зерна может смешиваться с основным абразивным зерном для достижения выполнения стоимостных или технических требований. Вспомогательное абразивное зерно может выбираться из группы, состоящей из керамических оксидов (например, покрытый или непокрытый плавленый Al2O3, монокристаллический Al2O3), нитридов (например, Si3N4, AlN) и карбидов (например, SiC). В одном варианте осуществления количество вспомогательного абразивного зерна может быть в пределах от примерно 80 до примерно 0 процентов от общего количества абразивного зерна по объему или остатку.
В одном варианте осуществления органический связующий материал представляет собой по существу признанный в этой области органический связующий материал, такой, как одна или несколько органических смол - например, эпоксидные, полиэфирные, фенольные и цианатовые эфирные смолы или другие подходящие термореактивные или термопластические смолы. Конкретные, не ограничивающие объем настоящего изобретения примеры смол, которые могут использоваться, включают следующие: смолы, реализуемые компанией Dynea Oy, Финляндия, под торговым наименованием Prefere и доступные под каталожными / продуктовыми номерами 8522G, 8528G, 8680G и 8723G; смолы, реализуемые компанией Hexion Specialty Chemicals, штат Огайо, под торговым наименованием Rutaphen.RTM. и доступные под каталожными / продуктовыми номерами 9507P, 8686SP и SP223; и смолы, реализуемые компанией Durez Corporation, штат Техас, под следующими каталожными / продуктовыми номерами: 29344, 29346 и 29722. В одном варианте осуществления, связующий материал содержит сухой смоляной материал.
В различных вариантах осуществления типы и количества активных эндотермических наполнителей выбираются таким образом, чтобы обеспечить эндотермическую реакцию в «обычном режиме резания без СОЖ». Выражение «обычной режим резания без СОЖ» относится обычно к тем условиям, встречающимся на поверхности сопряжения между зерном и связующим материалом сверхтонкого отрезного круга малого диаметра при резании без СОЖ обычных материалов, для резания/шлифования которых круг предназначен. «Эффективное количество» активного эндотермического наполнителя обеспечивает эндотермическую реакцию в обычном режиме резания без СОЖ. Этот режим обычно включает очень быстрое нарастание до температур термической деструкции, превышающих 450°C. Термическая деструкция может быть особенно проблемной в случае сверхтонких сухих отрезных кругов, которые обычно очень быстро передают тепло и очень быстро достигают температур термической деструкции на поверхности сопряжения зерен и связующего материала. В предлагаемых сверхтонких кругах активные эндотермические наполнители вызывают эндотермическую реакцию в условиях, обычно возникающих при резании без СОЖ, и, таким образом, снижают температуру на поверхности сопряжения зерен и связующего материала, обеспечивая намного лучшее удерживание зерен и более продолжительный срок службы. В различных альтернативных вариантах осуществления активные эндотермические наполнители обеспечивают эндотермическую реакцию, когда температура на поверхности сопряжения зерен и связующего материала равна, по меньшей мере, примерно 450°C или, по меньшей мере, примерно 500°C, или, по меньшей мере, примерно 527°C, или при температуре, которая обеспечивает количество тепловой энергии большее, чем энергия активации, требуемая, чтобы разложить активный эндотермический наполнитель. Следует отметить, что если скорость нагрева мала, или если температура на поверхности сопряжения зерен и связующего материала слишком низкая, могут произойти экзотермические реакции; поэтому в получении требуемой эндотермической реакции может играть роль толщина абразивного изделия.
В одном варианте осуществления, по меньшей мере, один тип материала активного эндотермического наполнителя, который обеспечивает эндотермическую реакцию, выбирается из группы типов наполнителя, состоящей из сульфидов и оксидов с низкой температурой плавления. Не исчерпывающий перечень активных эндотермических наполнителей типа сульфидов, которые могут использоваться в вариантах осуществления настоящего изобретения, включают пирит, сульфид цинка, сульфид меди и их сочетания. Не исчерпывающий перечень активных эндотермических наполнителей типа оксидов с низкой температурой плавления, которые могут использоваться в вариантах осуществления настоящего изобретения, включают оксид висмута, оксид свинца, оксид олова и их сочетания. Следует отметить, что в одном варианте осуществления активные наполнители типа оксидов с низкой температурой плавления предпочтительно имеют температуру плавления ниже примерно 1000 градусов Цельсия.
Специалистам ясно, что в органический связующий материал могут добавляться различные иные наполнители, чтобы повысить способность абразивного изделия 100 резать, притирать, шлифовать или полировать. Наполнители могут представлять собой активные и/или неактивные наполнители. Не исчерпывающий перечень активных наполнителей может включать криолит, PAF, KBF4, K2SO4, NaCl/KCl и их сочетания. Не исчерпывающий перечень неактивных наполнителей может включать CaO, CaCO3, Ca(OH)3, CaSiO3, кианит (смесь Al2O3-SiO2), саран (поливинилиденхлорид), нефенлин (Na, K.) AlSiO4, древесный порошок, мука из скорлупы кокосового ореха, каменная (бутовая) мука, полевой шпат, каолин, кварц, короткое стекловолокно, асбестовые волокна, баллотини, мелкое зерно с обработанной поверхностью (карбид кремний, корунд и т.д.), пемза, пробковая мука и их сочетания. В предпочтительном варианте осуществления материал активного наполнителя, такой, как PAF, который представляет собой смесь K3AlF6 и KAlF4, может добавляться в органический связующий материал, чтобы разъедать металлы и уменьшать трение между кругом и обрабатываемой деталью.
В некоторых вариантах осуществления состав абразивной смеси, используемой для изготовления абразивного изделия 100, может быть следующим. В одном варианте осуществления абразивные зерна, присутствующие в этой смеси, могут представлять от примерно 35 до примерно 55 процентов по объему от общей смеси (т.е., исключая пористость). В другом варианте осуществления абразивные зерна, присутствующие в этой смеси, могут представлять от примерно 40 до примерно 54 процентов по объему от общей смеси (т.е., исключая пористость). В одном варианте осуществления органический связующий материал (например, смола) в этой смеси может представлять от примерно 25 до примерно 45 процентов по объему от общей смеси. В еще одном варианте осуществления органический связующий материал (например, смола) в этой смеси может представлять от примерно 30 до примерно 40 процентов по объему от общей смеси. В одном варианте осуществления материал активного эндотермического наполнителя в этой смеси может быть в количестве от примерно 5 до примерно 30 процентов по объему (количество в общей смеси). В одном варианте осуществления материал активного эндотермического наполнителя в этой смеси может быть в количестве от примерно 5 до примерно 24 процентов по объему (количество в общей смеси). В других вариантах осуществления материал активного эндотермического наполнителя в этой смеси может быть в количестве от примерно 12 до примерно 50 процентов по объему (количество в общем связующем материале). В других вариантах осуществления материал активного эндотермического наполнителя в этой смеси может быть в количестве от примерно 12 до примерно 35 процентов по объему (количество в общем связующем материале). Остальное будут другие наполнители, включающие активные или неактивные наполнители. В одном варианте осуществления объемное отношение материала активного наполнителя, обеспечивающего эндотермическую реакцию, к органическому связующему материалу находится в пределах от примерно 0,136 до примерно 1 (например, смола). В еще одном варианте осуществления объемное отношение материала активного наполнителя, обеспечивающего эндотермическую реакцию, к органическому связующему материалу находится в пределах от примерно 0,136 до примерно 0,67 (например, смола).
Как уже отмечалось, в одном варианте осуществления абразивное изделие 100 представляет собой сверхтонкое, малого диаметра изделие абразивный отрезной круг. В некоторых вариантах осуществления абразивное изделие 100 имеет диаметр в пределах от примерно 75 мм до примерно 250 мм и толщину не менее чем примерно 2,5 мм. В других вариантах осуществления толщина круга находится между примерно 0,8 мм и примерно 2,2 мм. В различных вариантах осуществления круг может иметь отношение диаметра к толщине в пределах от примерно 40 до примерно 160. Эти размеры делают сверхтонкое, малого диаметра абразивное изделие 100 хорошо подходящим для резания без СОЖ. Для обеспечения значительного улучшения характеристик размеры и состав круга могут выбираться в соответствии с идеями настоящего изобретения.
Как описано в настоящем документе, абразивное изделие, изготовленное из вышеописанного состава, не страдает от больших количеств удаленных зерен, как обычные абразивные изделия. На характеристики абразивных изделий, изготовленных из обычных составов, пагубно влияют большие количества удаленных зерен из-за того, что связь между абразивными зернами и связующим материалом в этих смесях не в состоянии выдерживать термическую деструкцию, возникающую из-за тепла, связанного с действием резания абразивного изделия. В соответствии с различными вариантами осуществления настоящего изобретения, установлено, что температура на поверхностях сопряжения зерен и окружающего их органического связующего материала на уровне поверхности абразивного изделия является самой высокой и может быть в пределах от примерно 600 градусов Цельсия до примерно 1000 градусов Цельсия. Органический связующий материал ввиду его низкой удельной теплопроводности (т.е., менее 2 Вт/(м·К)) может действовать как слой изоляции, поэтому тепло от действия резания существенно не проникает вглубь абразивного изделия, где находятся другие слои абразивного материала. Поэтому температура на поверхностях сопряжения зерен и окружающего их органического связующего материала на этих более низких уровнях, которая может быть от 250 градусов Цельсия до 350 градусов Цельсия, существенно ниже температур на поверхностях сопряжения верхней поверхности. Поскольку температура на поверхностях сопряжения зерен и окружающего их органического связующего материала на уровне поверхности является очень высокой, связь становится слабее (типичная температура термического разложения органического связующего материала, такого, как смола, равна 500 градусов Цельсия), и в конечном итоге зерна на этом уровне удаляются и выпадают из поверхности вместо постепенного изнашивания посредством типичного процесса истирания. Абразивное изделие, изготовленное из вышеописанного состава, подвержено меньшему удалению зерен, поскольку оно меньше подвержено неблагоприятному воздействию термической деструкции на поверхностях сопряжения зерен и окружающего их связующего материала из-за эндотермической реакции, происходящей, чтобы снизить температуру на поверхности сопряжения.
По сравнению с известными техническими решениями, термическая деструкция на поверхности сопряжения зерен и окружающего их органического связующего материала не оказывает неблагоприятного воздействия на абразивные изделия в соответствии с вариантами осуществления настоящего изобретения из-за размеров круга и состава из специфических типов абразивных зерен и активных эндотермических наполнителей. В частности, установлено, что использование активных наполнителей в вышеотмеченных составах служит для обеспечения термического разложения активных наполнителей, что вызывает охлаждающий эффект, который снижает температуру на поверхности сопряжения абразивных зерен и связующего. Это противодействует возникновению сильной термической деструкции. В дополнение к использованию этих активных наполнителей, которые обеспечивают эндотермическую реакцию в вышеупомянутых составах, установлено, что выбор и подбор состава вышеуказанных абразивных зерен дает абразивное изделие со значительно меньшим удалением зерен, чем у обычных абразивных изделий.
Фиг.2 представляет собой изображение на микроснимке 200 обычного абразивного изделия, на котором показано большое число отверстий удаления зерен 210. Следует отметить, что для легкости иллюстрации помечены лишь несколько отверстий удаления зерен 210. Более тщательное рассмотрение изображения 200 показывает, что это абразивное изделие, изготовленное в соответствии с известными техническими решениями, имеет очень большое число отверстий удаления зерен 210. Абразивное изделие с таким большим числом отверстий удаления зерен не будет хорошо работать и, следовательно, будет иметь более короткий срок службы.
По сравнению с обычным абразивным изделием, показанным на фиг.2, фиг.3 представляет собой изображение на микроснимке 300 абразивного изделия, изготовленного в соответствии с вариантами осуществления настоящего изобретения. Как показано на фиг.3, абразивное изделие, изготовленное в соответствии с вариантами осуществления настоящего изобретения, имеет значительно меньше отверстий удаления зерен, чем обычное абразивное изделие, показанное на фиг.2. Хотя на фиг.3 помечены не все отверстия удаления зерен, очевидно, что на этой фигуре отверстий удаления зерен значительно меньше, чем на фиг.2.
Поскольку абразивное изделие на фиг.3 имеет значительно меньше отверстий удаления зерен, это изделие, как описано в настоящем документе, выполняет операции резания лучше и служит дольше, чем обычные абразивные изделия. Одним из показателей работы абразивного изделия является абсолютный коэффициент шлифования. Абсолютный коэффициент шлифования, как описано в настоящем документе, достигается установкой абразивного изделия на передвижную машину для резания без СОЖ, которая может иметь максимальную рабочую скорость примерно 80 м/с. Материал обрабатываемой детали с типичными размерами (например, 600 мм (длина)×100 (ширина)×6 (толщина) мм) может быть зажат в тисках. Затем количество кусков, отрезанных от материала обрабатываемой детали, подсчитывается и записывается в компьютерную систему вместе с диаметром абразивного изделия. Затем опытный оператор вручную проводит испытание, используя шлифовальный станок для выполнения операций резания на материале обрабатываемой детали. Система сбора данных, подключенная к шлифовальному станку, во время испытания контролирует мощность и ток шлифовального станка и время резания. Испытание длится до полного расходования абразивного изделия. Затем измеряется и записывается диаметр испытуемого изделия. Кроме того, взвешивается и записывается масса оставшейся обрабатываемой детали. Компьютерная система, используя доступное коммерческое программное приложение, определяет скорость съема материала (ССМ) и скорость истирания круга (СИК). Приложение рассчитывает абсолютный коэффициент шлифования делением ССМ на СИК. Более высокий абсолютный коэффициент шлифования указывает на то, что характеристики абразивного изделия лучше.
В настоящем описании для сравнения характеристик абразивных изделий используется относительный коэффициент шлифования - отношение абсолютного коэффициента шлифования абразивного изделия B, деленного на абсолютный коэффициент шлифования абразивного изделия A (эталона). Следовательно, относительный коэффициент шлифования абразивного изделия A равен 1. Более высокий относительный коэффициент шлифования указывает на то, что достигнуто улучшение характеристик. При использовании этого подхода установлено, что абразивное изделие, изготовленное в соответствии с настоящим изобретением с использованием вышеупомянутых составов, имеет относительные коэффициенты шлифования, которые выше 1,00. Приведенные ниже примеры показывают, что можно получить значения относительного коэффициента шлифования в пределах от примерно 1,4 до примерно 2,4.
Примеры
Далее приводятся конкретные примеры абразивных изделий, изготовленных в соответствии с вариантами осуществления, описанными в настоящем документе.
Пример 1
В этом примере абразивное изделие изготовлено с вышеотмеченным составом. Примерно 44 фунта абразивного зерна Al2O3-ZrO2, смешанного примерно с 25 фунтами абразивных зерен монокристаллического Al-2O3, были добавлены в смесительную тару. Затем к зернам была добавлена по меньшей мере одна технологическая жидкость. В данном случае к абразивным зернам были добавлены примерно 5 фунтов жидкой смолы. В отдельной смесительной таре были приготовлены примерно 11 фунтов порошковой смолы, примерно 6 фунтов PAF и примерно 9 фунтов пирита. Смесь абразивных зерен с жидкой смолой была влита в эту отдельную тару для смешивания со смесью порошковой смолы, PAF и пирита. Затем было изготовлено абразивное изделие тем же методом, что и обычное абразивное изделие, таким, как, например, методы формования, описанные в патенте США номер 6,866,691 B1, описание из которого ссылкой полностью включает в настоящее описание. Размер абразивного изделия был 125 мм в диаметре и 1 мм толщиной. Работа абразивного изделия с вышеупомянутым составом была испытана, и его относительный коэффициент шлифования (по сравнению с обычным абразивным изделием такого же размера) был равен 2,2. Улучшение характеристик было обусловлено тем фактом, что термическое разложение пирита снизило температуру на поверхности сопряжения абразивных зерен и окружающего их органического связующего, что дало улучшенное удерживание зерен и более продолжительный срок службы. Хотя настоящее раскрытие не должно ограничиваться предложенными теориями, предполагается, что при температуре выше 527 градусов Цельсия разложение пирита будет преобладающим процессом из-за высокой энергии активации.
Пример 2
В этом примере абразивное изделие изготовлено с вышеотмеченным составом. Примерно 68 фунтов абразивного зерна оксида алюминия Al2O3 затравленного или незатравленного золь геля были добавлены в смесительную тару. Затем к зернам была добавлена по меньшей мере одна технологическая жидкость. В данном случае к абразивным зернам были добавлены примерно 5 фунтов жидкой смолы. В отдельной смесительной таре были приготовлены примерно 11 фунтов порошковой смолы, примерно 6 фунтов PAF и примерно 10 фунтов пирита. Смесь абразивных зерен с жидкой смолой была влита в эту отдельную тару для смешивания со смесью порошковой смолы, PAF и пирита. Затем абразивное изделие было изготовлено и испытано теми же методами, что и обычное абразивное изделие, которое упомянуто выше. Размер абразивного изделия в этом примере был 125 мм в диаметре и 1 мм толщиной. Его относительный коэффициент шлифования был равен 1,6. Результирующее улучшение характеристик было обусловлено тем фактом, что термическое разложение пирита снизило температуру на поверхности сопряжения абразивных зерен и окружающего их органического связующего, что дало улучшенное удерживание зерен и более продолжительный срок службы.
Далее приводится сравнительный пример абразивного изделия, изготовленного не в соответствии с вариантами осуществления, описанными в настоящем документе.
Сравнительный пример 1
В этом примере абразивное изделие изготовлено с вышеотмеченным абразивным зерном, но с другими активными наполнителями. В частности, примерно 44 фунта абразивного зерна Al2O3-ZrO2, смешанного примерно с 25 фунтами абразивных зерен монокристаллического Al2O3, были добавлены в смесительную тару. В данном случае к абразивным зернам были добавлены примерно 5 фунтов жидкой смолы. Единственным отличием между составом в этом примере и приведенным выше составом в примере 1 было то, что в составе связующего лишь один тип активного наполнителя - PAF. То есть, пирита в этом составе не было. В частности, в отдельной смесительной таре были приготовлены примерно 11 фунтов порошковой смолы и примерно 13 фунтов PAF. Смесь абразивных зерен с жидкой смолой была влита в эту отдельную тару для смешивания со смесью порошковой смолы и PAF. Затем абразивное изделие было изготовлено и испытано тем же методом, что и описан в примере 1. Размер абразивного изделия в этом примере был 125 мм в диаметре и 1 мм толщиной. Результирующий относительный коэффициент шлифования (по сравнению с обычным абразивным изделием такого же размера) был равен 1,1. Срок службы абразивного изделия или удерживание зерен не улучшились таким же образом, как в примере 1, из-за того, что во время операции резания эндотермическая реакция не происходила.
Изобретение конкретно показано и описано на примере предпочтительных вариантов его осуществления, однако ясно, что специалистам будут очевидны различные изменения и модификации. Поэтому следует понимать, что прилагаемая формула изобретения предназначена для охвата всех этих модификаций и изменений в пределах сути настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2507056C2 |
| АБРАЗИВНЫЕ ЗЕРНА, МОДИФИЦИРОВАННЫЕ ГИДРОФИЛЬНЫМ И ГИДРОФОБНЫМ СИЛАНОМ, И СПОСОБ ИХ ОБРАЗОВАНИЯ | 2009 |
|
RU2469837C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2501645C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И АБРАЗИВНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ | 2003 |
|
RU2279966C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ | 1999 |
|
RU2203797C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ РЕЗАНИЯ САПФИРА С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2516318C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2010 |
|
RU2569254C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, АРМИРОВАННЫЙ КОРОТКИМИ ВОЛОКНАМИ | 2007 |
|
RU2421322C2 |
| СШИВАЕМАЯ КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИЗДЕЛИЯ, СПОСОБ ЕЕ СШИВАНИЯ И СШИТАЯ СМОЛА | 2006 |
|
RU2415890C1 |

Изобретение относится к области абразивной обработки и может быть использовано при изготовлении отрезных кругов. Круг содержит множество абразивных зерен, органический связующий материал и материал активного наполнителя. Материал активного наполнителя содержит активный эндотермический наполнитель в количестве от 12% до 50% от объема связующего материала. В результате улучшаются условия удерживания зерен в абразивном отрезном круге и увеличивается срок его службы. 11 з.п. ф-лы, 3 ил., 2 пр.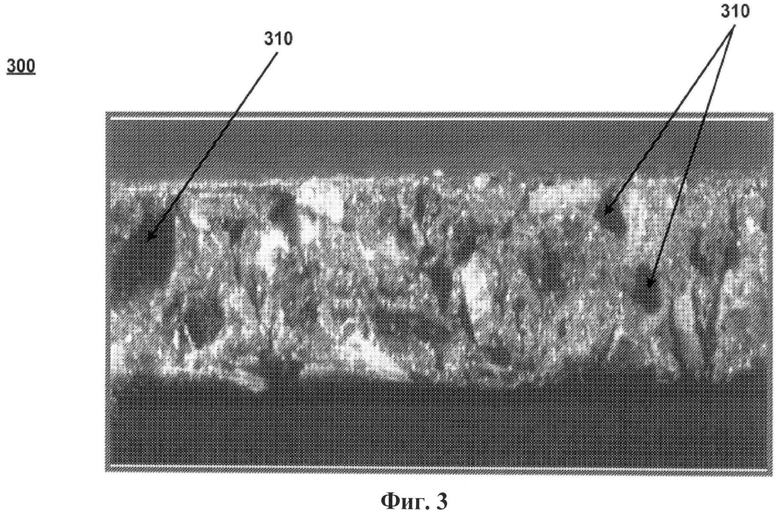
1. Отрезной круг, содержащий множество абразивных зерен, органический связующий материал и материал активного наполнителя, причем материал активного наполнителя содержит активный эндотермический наполнитель в количестве от 12 об.% до 50 об.% связующего материала.
2. Отрезной круг по п.1, в котором множество абразивных зерен выбирают из группы, состоящей из зерен оксида алюминия затравленного или незатравленного золь геля, зерен Al2O3-ZrO2 и их сочетаний.
3. Отрезной круг по п.1, в котором множество абразивных зерен выбирают из группы, состоящей из SG, NQ, 3М321, 3М324, NZ Plus, ZF, ZS, ZK40, ZR25B, ZR25R и их сочетаний.
4. Отрезной круг по п.1, в котором множество абразивных зерен присутствуют в пределах от примерно 35% до примерно 55% по объему от общей смеси.
5. Отрезной круг по п.1, в котором множество абразивных зерен содержит основное абразивное зерно и вспомогательное абразивное зерно, причем основное абразивное зерно выбирают из группы, состоящей из зерен оксида алюминия затравленного или незатравленного золь геля, зерен Al2O3-ZrO2 и их сочетаний, а основное зерно составляет от примерно 20% до примерно 100% от общего количества абразивного зерна по объему.
6. Отрезной круг по п.1, в котором материал активного эндотермического наполнителя выбирают из группы типов наполнителей, состоящей из сульфидов и оксидов с низкой температурой плавления.
7. Отрезной круг по п.6, в котором материал активного эндотермического наполнителя выбирают из группы, состоящей из пирита, сульфида цинка, сульфида меди, оксида свинца, оксида олова, оксида висмута и их сочетаний.
8. Отрезной круг по п.1, в котором материал активного наполнителя содержит криолит, РAF, KBF4, K2SO4, NaCl/KCl и их сочетания.
9. Отрезной круг по п.1, в котором органический связующий материал содержит сухой смоляной материал, причем органический связующий материал присутствует в пределах от примерно 25% до примерно 45% по объему от общей смеси.
10. Отрезной круг но п.1, который имеет диаметр в пределах от примерно 75 мм до примерно 250 мм.
11. Отрезной круг по п.1, который имеет отношение диаметра к толщине в пределах от примерно 40 до примерно 160.
12. Отрезной круг по п.1, который представляет собой абразивный круг, используемый для резания без СОЖ, при котором термическая деструкция является основным механизмом износа изделия.
| Абразивная масса | 1977 |
|
SU643318A1 |
| Абразивная масса | 1984 |
|
SU1202836A2 |
| 0 |
|
SU406715A1 | |
| Абразивная масса | 1972 |
|
SU484074A2 |
| US 7275980 В2, 02.10.2007 | |||
| БАРБОТАЖНОЕ УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКИХ ДЕАЭРАТОРОВ | 0 |
|
SU190909A1 |

