Изобретение относится к способу определения меры излучения для исходящего от горящей между электродом и расплавляемым материалом электрической дуги, попадающего на ограничение электродуговой печи теплового излучения, устройству для обработки сигналов, носителю информации и программному коду для выполнения способа.
Электродуговые печи служат для получения расплавленного металла, как правило, стали. Расплавленный металл получают из твердого материала, такого как скрап или восстановленное железо, вместе с другими добавками. Для этого с помощью одного или нескольких электродов вводят в электродуговую печь энергию для плавления металла, как правило, в виде электрической дуги между электродом и расплавляемым материалом. Для обеспечения возможности особенно эффективного плавления необходимо вводить по возможности всю энергию электрической дуги в расплавляемый материал. При этом под расплавляемым материалом понимается подлежащий расплаву твердый материал, расплавленный металл и/или также шлаки.
Однако на основании заданного способа работы современных электродуговых печей может происходить, что электрическая дуга во время процесса плавления горит свободно. То есть, исходящее из электрической дуги, образованной между электродом и расплавляемым материалом, тепловое излучение попадает в большой степени на ограничение электродуговой печи, в частности, на охлаждаемую стенку электродуговой печи. Поэтому возрастает расход энергии печи за счет того, что, с одной стороны, энергия электродуговой печи лишь в небольшой степени вводится в расплавляемый материал, и, с другой стороны, необходимо увеличивать охлаждающую мощность для охлаждения стенок печи.
Задачей данного изобретения является создание способа указанного в начале вида, с помощью которого можно определять характеризующую рабочее состояние электрода электродуговой печи величину. Кроме того, задачей изобретения является создание подходящей для выполнения способа электродуговой печи, а также осуществляющего способ устройства для обработки сигналов, носителя информации и программного кода для него.
Относящаяся к способу часть задачи решена в способе указанного в начале вида тем, что измеряют подводимый к электроду электродный ток, при этом измеряют колебания корпусного шума электродуговой печи, при этом из измеренного электродного тока определяют относящийся к частотному диапазону измеренного электродного тока сигнал оценки тока, при этом из измеренных колебаний корпусного шума определяют относящийся к частотному диапазону измеренных колебаний корпусного шума сигнал оценки колебаний, при этом в качестве меры для теплового излучения образуют частное из сигнала оценки колебаний и сигнала оценки тока, по меньшей мере, для одной общей для измеренного электродного тока и измеренных колебаний корпусного шума частоты. Под частным из сигнала оценки колебаний и сигнала оценки тока можно понимать как частное, образованное из сигнала оценки колебаний, деленного на сигнал оценки тока, так и частное, образованное из сигнала оценки тока, деленного на сигнал оценки колебаний. Эти оба частных можно применять эквивалентно для определения меры излучения. Мера излучения характеризует, в частности, исходящую из электрической дуги, попадающую на ограничение электродуговой печи мощность излучения. Меру излучения можно применять либо так, что она увеличивается при увеличивающейся падающей на ограничение электродуговой печи мощности излучения, или же так, что она увеличивается при уменьшающейся падающей на ограничение электродуговой печи мощности излучения. В последнем случае мера излучения может отображать окружение электрической дуги расплавляемым материалом. Под тепловым излучением понимается электромагнитное излучение, которое действует термически, т.е. вызывает изменение температуры ограничения, на которое оно падает.
За счет этого можно определять окружение электрической дуги пенными шлаками, соответственно, пенящимися шлаками и/или твердым расплавляемым материалом. Если электрическая дуга полностью окружена скрапом или пенным шлаком, то ввод энергии с помощью электрической дуги в расплавляемый материал является особенно хорошим, поскольку тепловое излучение электрической дуги, преимущественно инфракрасное излучение, попадает непосредственно на расположенный вблизи электрической дуги расплавляемый материал и поглощается им, по меньшей мере, частично. За счет этого защищаются, в частности, охлаждаемые участки стенки электродуговой печи от чрезмерного нагревания и улучшается ввод энергии в расплавляемый материал. За счет этого обеспечивает более быстрый перевод расплавляемого материала в жидкую фазу, и тем самым можно быстрее выполнять выпуск расплавленного металла из электродуговой печи. Это, в свою очередь, приводит к повышению производительности электродуговой печи.
В одном предпочтительном варианте выполнения изобретения в качестве меры излучения образуют сумму из образованных для нескольких общих частот частных. Таким образом, образуют частное из сигнала оценки колебаний и сигнала оценки тока для определенной общей частоты. Это выполняют для нескольких частот. Таким образом, образуют, например, частные из сигнала оценки колебаний и сигнала оценки тока для частот 100 Гц, 300 Гц и 500 Гц. Затем их суммируют и применяют сумму в качестве меры излучения. За счет этого можно достигать особенно высокой точности меры излучения, которая характеризует величину состояния электрода, в частности, окружение горящей на электроде электрической дуги.
В другом предпочтительном варианте выполнения изобретения, по меньшей мере, одну из нескольких общих частот выбирают из группы, которая состоит из превышающих в несколько раз двойную рабочую частоту электрода частот. Особенно эти частоты приводят к дальнейшему повышению точности меры излучения. При этом предпочтительно применять частоты, которые в m раз превышают двойную рабочую частоту электрода, где m равно 1, 2, 3, 4, 5 или 6. Рабочая частота является частотой, с которой нагружается электрод электрической величиной, например, напряжением, соответственно, электродным током. Рабочая частота является, как правило, частотой сети, от которой питается электрод.
В другом предпочтительном варианте выполнения изобретения зависящий от частоты сигнал оценки тока базируется на
In(ω) b∫aI(t)ne-iωtdt или в виде In(ω) b∫a|I(t)|ne-iωtdt,
где n - параметр, n 1,2,3,…, i - мнимая единица, e - число Эйлера, t - время, ω - круговая частота электродного тока, I(t) - зависящий от времени измеренный ток электрода, I(ω) - зависящий от частоты ток электрода, a - начало интервала интегрирования, b - конец интервала интегрирования. a может быть выбрано равным минус бесконечности, а b - плюс бесконечности. В качестве альтернативного решения, могут быть выбраны также конечные границы интервала.
Особенно предпочтительно, что n для In(ω) b∫aI(t)ne-iωtdt выбирают равным двум. За счет этого получают квадрат электродного тока, который можно определять особенно просто. Также предпочтительно выбирать n для In(ω) b∫a|I(t)|ne-iωtdt равным единице. За счет этого применяют величину электродного тока для определения меры излучения.
В частности, предпочтительно применять абсолютную величину трансформации Фурье In(ω) в качестве зависящего от частоты сигнала оценки тока, т.е. |In(ω)| √In(ω)I*n(ω).
В другом предпочтительном варианте выполнения изобретения образуют зависящий от частоты сигнал оценки колебаний в виде зависящей от частоты абсолютной величины, соответственно, величины
|Kn(ω)| √Kn(ω)Kn(ω)*
Kn(ω) b∫aK(t)ne-iωtdt
где n - параметр, n 1,2,3,…, i - мнимая единица, e - число Эйлера, t - время, ω - круговая частота измеренных колебаний корпусного шума, K(t) - зависящий от времени измеренный сигнал корпусного шума, K(ω) - зависящий от частоты сигнал корпусного шума, K(ω)* - комплексно-сопряженный сигнал корпусного шума относительно K(ω), a - начало интервала интегрирования, b - конец интервала интегрирования. Абсолютную величину комплексного сигнала оценки колебаний особенно предпочтительно применять для определения меры излучения, поскольку это дает особенно хорошие результаты. Предпочтительно принимать n равным единице.
В другом предпочтительном варианте выполнения изобретения меру излучения применяют для управления и/или регулирования, по меньшей мере, одного параметра процесса электродуговой печи. Под параметром процесса понимается каждая регулируемая физическая величина, которая оказывает влияние, предпочтительно существенное, на процесс плавления твердого материала в электродуговой печи. За счет применения меры излучения для управления и/или регулирования электродуговой печи можно дополнительно повышать степень автоматизации электродуговой печи и тем самым улучшать работу электродуговой печи. В частности, предпочтительно предусматривать способ работы электродуговой печи, по меньшей мере, с одним электродом, при этом подаваемый в электродуговую печь твердый материал плавится с помощью, по меньшей мере, одной образованной в электродуговой печи с помощью электрода электрической дуги, при этом определяют меру излучения и на основании определяемой меры излучения выполняют управление и/или регулирование электродуговой печи.
Предпочтительно, способ определения меры излучения можно комбинировать с другими способами для определения параметров состояния в электродуговой печи. За счет этого можно работу электродуговой печи по возможности в полном объеме, динамично согласовывать с имеющимися в электродуговой печи параметрами состояния в процессе получения стали, соответственно, в процессе плавления.
Относящаяся к устройству для обработки сигналов часть задачи решена с помощью устройства для обработки сигналов для электродуговой печи, содержащего программный код, который имеет управляющие команды, с помощью которых устройство для обработки сигналов выполняет способ по любому из п.п. 1-8 формулы изобретения. За счет этого определение меры излучения можно выполнять автоматизированно, и можно на основании меры излучения при необходимости выполнять непосредственно управление и/или регулирование параметров процесса электродуговой печи. В качестве альтернативного решения, оператор может выполнять также вручную установку регулировочных величин электродуговой печи на основании определяемой и предпочтительно выдаваемой, в частности, графически выдаваемой меры излучения.
Относящаяся к носителю информации часть задачи решена с помощью носителя информации, содержащего записанный в нем программный код по п. 12 формулы изобретения.
Относящаяся к электродуговой печи часть задачи решена с помощью электродуговой печи, содержащей, по меньшей мере, один электрод, устройство измерения электродного тока для измерения подаваемого, по меньшей мере, в один электрод электродного тока, датчики корпусного шума для измерения корпусного шума ограничения электродуговой печи и устройство для обработки сигналов по п. 10 формулы изобретения, при этом устройство измерения электродного тока и датчики корпусного шума соединены с устройством для обработки сигналов. За счет этого создана электродуговая печь, которая может лучше работать на основании определяемой меры излучения, определяемой в качестве характеризующей рабочее состояние электрода электродуговой печи величины.
В одном предпочтительном варианте выполнения электродуговой печи, согласно изобретению, устройство для обработки сигналов соединено с устройством управления и/или регулирования для определения, по меньшей мере, одной регулирующей переменной, по меньшей мере, для одного параметра процесса электродуговой печи из меры излучения. Устройство для обработки сигналов и устройство управления и/или регулирования могут быть выполнены конструктивно в виде единого целого или раздельно друг от друга. Взаимодействие этих обоих устройств обеспечивает возможность автоматизированной улучшенной эксплуатации электродуговой печи. В частности, можно осуществлять управление положением электродов, подачей энергии, вводом добавок, прогнозирование времени загрузки и/или выпуска лучше и более целенаправленно. Под регулирующей переменной для параметра процесса понимается любая величина, которая обеспечивает возможность установки непосредственно или опосредованно параметра процесса.
Предпочтительно, способ определения меры излучения в электродуговой печи можно комбинировать с другими способами определения параметров состояния в электродуговой печи. За счет этого можно согласовывать работу электродуговой печи по возможности полностью, динамично с имеющимися в электродуговой печи параметрами состояния в процессе получения стали, соответственно, в процессе плавления для получения ванны расплавленного металла, соответственно, ванны стали.
Другие преимущества изобретения следуют из приведенного ниже подробного пояснения примера выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - электродуговая печь для определения меры излучения согласно изобретению;
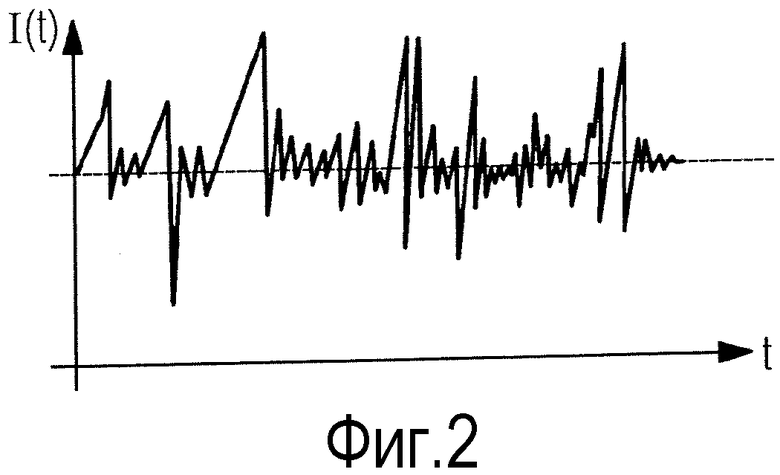
фиг. 2 - измеряемый во времени сигнал электродного тока;
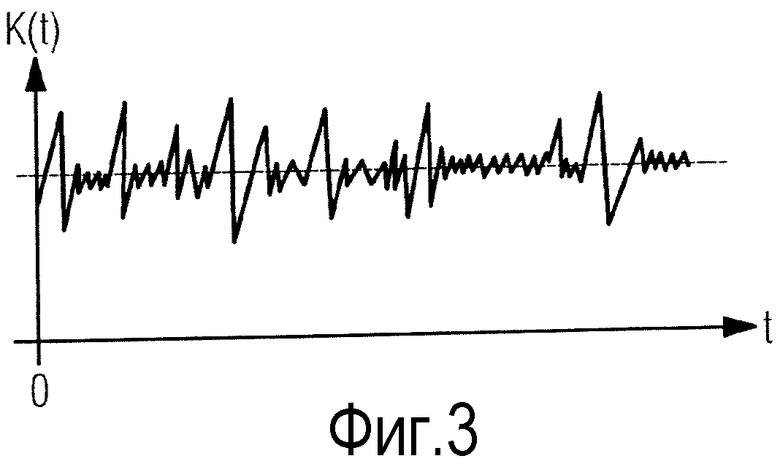
фиг. 3 - измеряемый во времени сигнал корпусного шума;
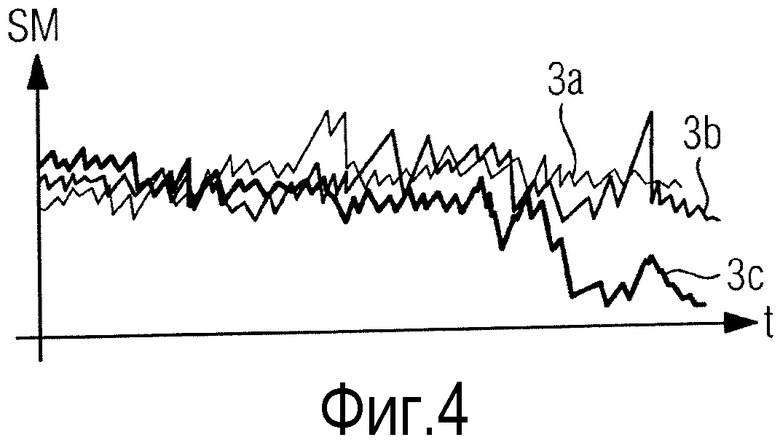
фиг. 4 - изменение во времени меры излучения;
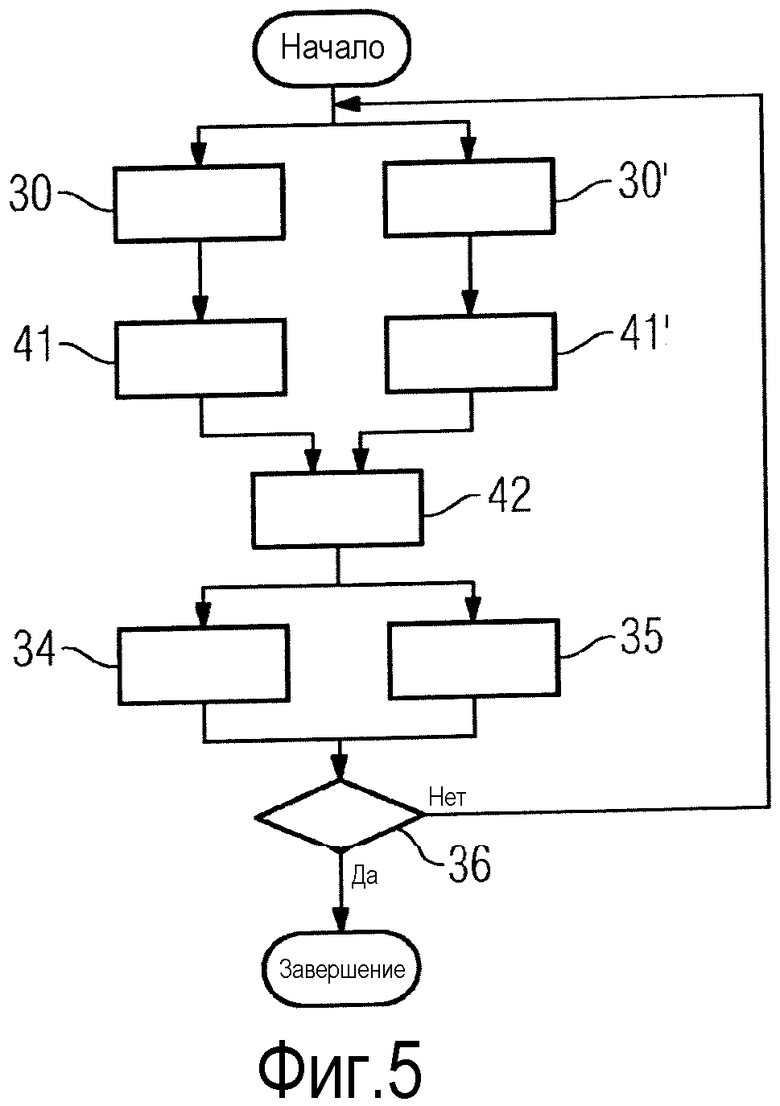
фиг. 5 - графическая схема выполнения способа определения меры излучения.
На фиг. 1 показана электродуговая печь 1 с несколькими электродами 3а, 3b, 3с, которые через проводники соединены с устройством 12 электроснабжения. Устройство 12 электроснабжения предпочтительно имеет печной трансформатор. С помощью трех электродов 3а, 3b, 3с в электродуговой печи 1 плавятся загружаемые материалы, такие как, например, стальной и/или железный лом и/или непосредственно восстановленное железо, возможно с легирующими присадками, и/или добавки. До настоящего времени точно не известно, сколько излучаемой электрической дугой энергии вводится в находящийся в электродуговой печи расплавляемый материал. Следовательно, возможно, что электрическая дуга одного из электродов 3а, 3b и/или 3с горит свободно, и тем самым большая доля вводимой энергии попадает на ограничение электродуговой печи, в частности, на боковые, как правило, охлаждаемые стенки 2 металлоприемника 1' печи. Это может происходить, например, при обрушениях скрапа или при слишком небольшой высоте пенного шлака. Однако свободное горение электрической дуги является не желательным, в частности, по энергетическим причинам, и поэтому должно возможно раньше распознаваться с целью противодействия. В частности, с помощью способа, согласно изобретению, можно предотвращать свободное горение электрической дуги за счет применения определяемой меры излучения для регулирования положения электрода.
В показанном примере на подводящих проводниках электродов 3а, 3b, 3с предусмотрены устройства 13а, 13b, 13с измерения электродного тока, с помощью которых можно измерять ток и/или напряжение, соответственно, подводимую к электродам 3а, 3b, 3с энергию.
Устройства 13а, 13b, 13с измерения электродного тока соединены с устройством 8 для обработки сигналов. То есть, происходит бесконтактная или основанная на контакте передача сигналов, по меньшей мере, между одним устройством 13а, 13b, 13с измерения электродного тока и обрабатывающим сигналы устройством 8. При этом передаваемые сигналы представляют измеренный во времени электродный ток. Передача таких сигналов происходит предпочтительно непрерывно и для всех подводимых к электродам 3а, 3b, 3с электродных токов.
На стенке 2, соответственно, на панелях металлоприемника 1' печи, т.е. на наружном ограничении металлоприемника 1' печи, расположены датчики 4а, 4b, 4с корпусного шума для измерения колебаний металлоприемника 1'. Датчики 4а, 4b, 4с корпусного шума могут быть расположены с непосредственным и/или опосредованным соединением с металлоприемником 1' печи, соответственно, со стенкой металлоприемника 1' печи. Датчики 4а, 4b, 4с корпусного шума для измерения колебаний корпусного шума предпочтительно расположены в способном совершать колебания месте стенки 2 непосредственно напротив соответствующего электрода 3а, 3b, 3с, и предусмотрено, по меньшей мере, столько датчиков 4а, 4b, 4с корпусного шума, сколько имеется электродов 3а, 3b, 3с.
Датчики 4а, 4b, 4с корпусного шума соединены с обрабатывающим сигналы устройством 8. То есть, происходит бесконтактная или основанная на контакте передача сигналов, по меньшей мере, между одним датчиком 4а, 4b, 4с корпусного шума и обрабатывающим сигналы устройством 8. При этом передаваемые сигналы представляют измеренный во времени колебания корпусного шума стенки металлоприемника в месте датчика 4а, 4b, 4с корпусного шума корпусной шум. Передача таких сигналов происходит предпочтительно непрерывно.
Сигналы, которые передаются с датчиков 4а, 4b, 4с корпусного шума в обрабатывающее сигналы устройство 8, направляются предпочтительно, по меньшей мере, частично через световод 7. Между световодом 7 и датчиками 4а, 4b, 4с корпусного шума расположено, по меньшей мере, одно оптическое устройство 6, которое служит для усиления и/или преобразования сигналов одного или нескольких датчиков 4а, 4b, 4с корпусного шума. В ближайшем окружении металлоприемника 1' печи, возможно также непосредственно на металлоприемнике 1' печи, могут быть предусмотрены проводники, которые проводят сигналы датчиков 4а, 4b, 4с корпусного шума. Проводники предпочтительно проходят с защитой от высокой температуры, электромагнитных полей, механической нагрузки и/или других нагрузок.
В обрабатывающем сигналы устройстве 8 определяется мера излучения, как поясняется ниже со ссылками на фиг. 2-5. Затем определяемую меру излучения можно передавать в регулировочное устройство 9, которое использует меру излучения для установки регулирующей переменной для параметра процесса электродуговой печи 1. Например, можно регулировать положение электродов, в частности, вертикальное положение электродов 3а, 3b, 3с с помощью меры излучения так, что исходящие от электродов 3а, 3b, 3с электрические дуги по существу постоянно окружены скрапом и/или пенными шлаками. Кроме того, можно регулировать саму электрическую дугу и тем самым ввод энергии для соответствующего электрода в зависимости от определяемой меры излучения. При необходимости можно регулировать также подачу сред, например, для инициирования образования пенных шлаков или для кондиционирования расплавляемого материала в электродуговой печи 1 на основании определяемой меры излучения.
На примере электрода 3а электродуговой печи 1 ниже поясняется определение меры излучения в качестве примера со ссылками на фиг. 1. Предпочтительно, определение меры излучения осуществляется непрерывно во время работы электродуговой печи 1 и для всех электродов 3а, 3b и 3с. Измеренный во времени с помощью устройства 13а измерения электродного тока электродный ток электрода 3а показан на фиг. 2.
Измеренный электродный ток переводится в цифровую форму, если данные еще не подаются в цифровом виде. Это осуществляется с помощью достаточно высокой частоты дискретизации, например, 12000 проб в секунду. Величина частоты дискретизации зависит от возникающих изменений во времени электродного тока: dI(t)/dt, где I(t) представляет изменяющийся во времени, соответствующий электродному току сигнал электродного тока, и t - время. Чем быстрее изменяется во времени электродный ток, тем выше необходимо, как правило, выбирать частоту дискретизации с целью измерения изменений электродного тока с соответствующей точностью. При необходимости, частоту дискретизации можно устанавливать в зависимости от ожидаемых изменений электродного тока. Указанное выше относится аналогично к измеряемым колебаниям корпусного шума стенки 2 с помощью датчиков 4a, 4b, 4c корпусного шума. Таким образом, измеряется во времени сигнал K(t) колебаний корпусного шума, который показан в качестве примера на фиг. 3.
Прежде чем обрабатывающее сигналы устройство 8 привлекается к оценке способа, способ вводят предпочтительно один раз в виде читаемого машиной программного кода 21 с помощью носителя 22 информации, например, компакт-диска, и сохраняют в обрабатывающем сигналы устройстве 8 с программируемой памятью. Тем самым обрабатывающее сигналы устройство 8 подготовлено для проведения способа для определения меры излучения в электродуговой печи.
Представляющие измеренный с помощью устройства 13а измерения электродного тока электродный ток сигналы I(t) электродного тока подаются в подготовленное обрабатывающее сигналы устройство 8. В обрабатывающем сигналы устройстве 8 сигнал I(t) электродного тока возводится в квадрат сигнала I2(t) электродного тока, и возведенный в квадрат сигнал I2(t) электродного тока трансформируется из временного пространства в частотное пространство, так что получается разделенный по частотным долям квадрированный сигнал I2(f) электродного тока, при этом f обозначает частоту. Равнозначно I2(f) можно определять I2(ω), при этом ω = 2πf. Трансформация квадрата сигнала I2(t) электродного тока осуществляется предпочтительно с помощью преобразования Фурье. Однако при необходимости можно применять также другие методы преобразования для перевода сигнала из временного пространства в частотное пространство. Они известны специалистам в данной области техники. В качестве альтернативного решения, можно применять также модуль I(t), т.е. |I(t)|.
Из частотного спектра преобразованного квадрата сигнала I2(t) задают подлежащий оценке частичный диапазон. При этом подлежащий оценке частотный диапазон состоит предпочтительно из нескольких дискретных частот, а именно, из кратных двойной рабочей частоте f0 электрода частот, при этом предпочтительно применяются частоты, кратные 2f0, 3f0, 4f0, 5f0 и 6f0. В Европе рабочая частота электродов, как правило, равна частоте сети, т.е. 50 Гц. Таким образом, при образовании частного применяется, по меньшей мере, одна частота из группы: 200 Гц, 300 Гц, 400 Гц, 500 Гц или 600 Гц. В других странах, в которых рабочая частота электрода, соответственно, частота сети не равна 50 Гц, можно поступать аналогичны образом. Для этих частот применяется преобразованная, возведенная в квадрат доля электродного тока для определения меры излучения. В данном примере выполнения сигнал оценки тока образуется из абсолютной величины подвергнутого преобразованию Фурье и возведению в квадрат сигнала электродного тока.
Измеренные с помощью датчиков 4a, 4b, 4c корпусного шума сигналы K(t) корпусного шума подаются в обрабатывающее сигналы устройство 8 и также переводятся из временного пространства в частотное пространство. Измеренный во времени сигнал K(t) колебаний корпусного шума показан на фиг. 3. При необходимости можно использовать также отличные от единицы степени сигнала K(t) колебаний корпусного шума для определения меры излучения. Перевод сигнала K(t) колебаний корпусного шума из временного пространства в частотное пространство осуществляется также предпочтительно с помощью преобразования Фурье. Из частотного спектра преобразованного сигнала K(t) колебаний корпусного шума затем задают подлежащий оценке частотный диапазон, который идентичен частотному диапазону возведенного в квадрат тока I2(t) электродного тока. Для этих частот, в данном примере выполнения 3f0, 4f0, 5f0 и 6f0 определяют величину, соответственно, абсолютную величину преобразованного сигнала колебаний корпусного шума. Таким образом, в данном примере выполнения сигнал оценки тока образуют из величины подвергнутого преобразованию Фурье сигнала колебаний корпусного шума.
Из сигнала оценки тока и сигнала оценки колебаний образуют для частот 3f0, 4f0, 5f0 и 6f0 сумму частных из сигнала оценки тока и сигнала оценки колебаний, при этом частные образуют для соответствующих общих для сигнала оценки тока и сигнала оценки колебаний частот. Эта сумма частных для дискретных частот образует хорошую меру излучения для оценки теплового излучения электродуговой печи на стенке металлоприемника 1' печи, соответственно, окружения горящей между электродом и расплавляемым материалом электрической дуги через расплавляемый материал, такой как твердый материал или пенные шлаки.
Изменение во времени меры SM излучения во время работы электродуговой печи показано на фиг. 4 для различных электродов 3а, 3b, 3c в зависимости от времени t. Как показано на фиг. 4, мера SM излучения сначала, в рамках возникающих колебаний, колеблется в небольшой мере вокруг относительно постоянного уровня. В показанном представлении меры излучения этот уровень означает, что электрическая дуга окружена расплавляемым материалом. Для больших значений t показано, что мера SM излучения для электрода 3с сильно падает. Электрическая дуга этого электрода 3с горит свободно. Это можно объяснить, например, тем, что окружающая электрическую дугу куча скрапа обвалилась или расплавилась. Возможно также, что изменение уровня пенных шлаков или вертикального положения электрода привело к ухудшенному окружению электрической дуги и тем самым к повышенной мере излучения. Однако причину свободного горения можно, как правило, однозначно идентифицировать посредством сравнения с другими имеющимися для электрической дуги, соответственно, для электродуговой печи данными, такими как, например, электрические данные, время, прошедшее с начала процесса плавления, температурные данные, измерения концентрации веществ в отсасываемой пыли и т.д. На основании определяемой меры излучения можно распознавать свободно горящую электрическую дугу. За счет этого можно лучше, в частности, быстрее противодействовать свободному горению электрической дуги.
На фиг. 5 показана графическая схема, которая отображает в качестве примера ход выполнения способа. При этом исходится из того, что электродуговая печь находится в работе и предусмотрена и образована электрическая дуга между электродом и твердым материалом для плавления твердого материала.
Сначала в стадии 30 способа измеряют электродный ток для каждого электрода электродуговой печи. Одновременно измеряют колебания корпусного шума с помощью датчиков корпусного шума на стенке металлоприемника печи на стадии 30' способа. Колебания корпусного шума стенки металлоприемника печи возбуждаются пульсирующей электрической дугой.
Из измеренного электродного тока затем на стадии 40 способа определяют сигнал оценки тока, например, в виде абсолютной величины подвергнутого преобразованию Фурье и возведению в квадрат электродного тока или подвергнутой преобразованию Фурье величины электродного тока. Одновременно с этим на стадии 41' способа измеренные сигналы колебаний корпусного шума преобразуют из временного пространства в частотное пространство и затем определяют величину преобразованного комплексного сигнала колебаний корпусного шума.
Частоты, для которых должны образовываться частные, предпочтительно задают перед началом способа. Предпочтительно они кратны двойной рабочей частоте электрода.
Затем на стадии 42 способа образуют частные из зависящего от частоты сигнала оценки тока и зависящего от частоты сигнала оценки колебаний для соответствующих частот. Из них на стадии 43 способа образуют сумму из частных для нескольких различных, общих для соответствующих частных частот, на которых по существу основывается мера излучения. Дополнительно к этому могут быть предусмотрены факторы взвешивания для различных частных с целью адаптации при необходимости меры излучения для определенной, отличающейся своеобразной конструкцией электродуговой печи. Кроме того, можно использовать другие коэффициенты масштабирования для меры излучения с целью получения еще более показательного отображения меры излучения.
Определяемая мера излучения, с одной стороны, предпочтительно отображается графически на стадии 34 способа для обслуживающего персонала электродуговой печи. С другой стороны, в параллельно проходящей стадии 35 способа из меры излучения вычисляют регулирующие переменные для электродуговой печи с целью вмешательства в процесс плавления. Затем на стадии 36 способа проверяют, следует ли заканчивать способ. Если это не так, поскольку, например, еще не завершен процесс плавления, то способ выполняют так долго, пока не настанет время завершения способа.
Выдача информации для обслуживающего персонала о мере излучения, а также управление и/или регулирование электродуговой печи на основании меры излучения являются не обязательными составными частями способа.
Изобретение относится к электродуговой печи, устройству для обработки сигналов и носителю информации для выполнения способа определения меры излучения для исходящего от горящей между электродом и расплавляемым материалом электрической дуги, попадающего на ограничение электродуговой печи теплового излучения. Измеряют колебания корпусного шума электродуговой печи, при этом из измеренного электродного тока определяют относящийся к частотному диапазону измеренного электродного тока сигнал оценки тока. Из измеренных колебаний корпусного шума определяют относящийся к частотному диапазону измеренных колебаний корпусного шума сигнал оценки колебаний, в качестве меры излучения образуют частное из сигнала оценки колебаний и сигнала оценки тока, по меньшей мере, для одной общей для измеренного электродного тока и измеренных колебаний корпусного шума частоты, предлагается способ, с помощью которого обеспечивается возможность определения характеризующей рабочее состояние электрода электродуговой печи величины. Технический результат - повышение точности определения излучения электрической дуги. 4 н. и 15 з.п. ф-лы, 5 ил.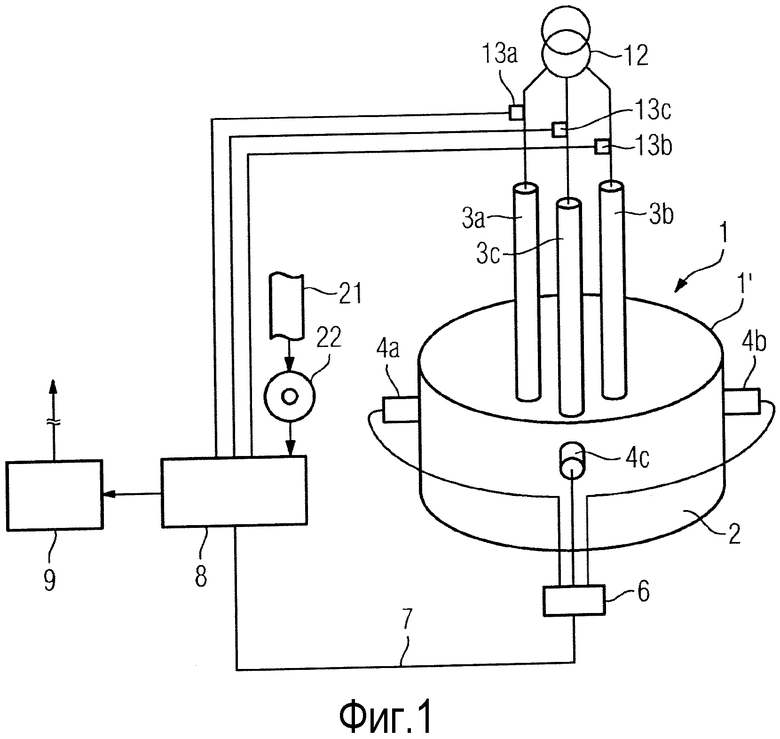
1. Способ определения меры (SM) излучения для исходящего от горящей между электродом (3а, 3b, 3с) и расплавляемым материалом электрической дуги, попадающего на ограничение (2) электродуговой печи (1) теплового излучения, при этом измеряют (стадия 30) подводимый к электроду (3а, 3b, 3с) электродный ток, при этом измеряют (стадия 30') колебания корпусного шума электродуговой печи (1), при этом из измеренного электродного тока определяют (стадия 41) относящийся к частотному диапазону измеренного электродного тока сигнал оценки тока, при этом из измеренных колебаний корпусного шума определяют (стадия 41') относящийся к частотному диапазону измеренных колебаний корпусного шума сигнал оценки колебаний, при этом в качестве меры (SM) излучения образуют (стадия 42) частное из сигнала оценки колебаний и сигнала оценки тока, по меньшей мере, для одной общей для измеренного электродного тока и измеренных колебаний корпусного шума частоты.
2. Способ по п.1, отличающийся тем, что в качестве меры (SM) излучения образуют (стадия 43) сумму из образованных для нескольких общих частот (3f0, 4f0, 5f0, 6f0) частных.
3. Способ по п.2, отличающийся тем, что, по меньшей мере, одну из нескольких общих частот (3f0, 4f0, 5f0, 6f0) выбирают из группы, которая состоит из превышающих в несколько раз двойную рабочую частоту (f0) электрода (3а, 3b, 3с) частот.
4. Способ по любому из пп.1-3, отличающийся тем, что зависящий от частоты сигнал оценки тока базируется на
где n - параметр, n 1, 2, 3,…,
i - мнимая единица,
е - число Эйлера,
t - время,
ω - круговая частота электродного тока,
I(t) - зависящий от времени измеренный ток электрода,
I(ω) - зависящий от частоты ток электрода,
а - начало интервала интегрирования,
b - конец интервала интегрирования.
5. Способ по п.4, отличающийся тем, что n для  выбирают равным двум.
выбирают равным двум.
6. Способ по п.4, отличающийся тем, что n для  выбирают равным единице.
выбирают равным единице.
7. Способ по любому из пп.1-3, 5 или 6, отличающийся тем, что зависящий от частоты сигнал оценки тока образуют в виде зависящей от частоты абсолютной величины  функции In(ω).
функции In(ω).
8. Способ по п.4, отличающийся тем, что зависящий от частоты сигнал оценки тока образуют в виде зависящей от частоты абсолютной величины 
функции In(ω).
9. Способ по любому из пп.1-3, 5, 6 или 8, отличающийся тем, что зависящий от частоты сигнал оценки колебаний образуют в виде зависящей от частоты абсолютной величины  функции
функции

где n - параметр, n 1, 2, 3,…,
i - мнимая единица,
е - число Эйлера,
t - время,
ω - круговая частота измеренных колебаний корпусного шума,
K(t) - зависящий от времени измеренный сигнал корпусного шума,
K(ω) - зависящий от частоты сигнал корпусного шума,
K(ω)* - комплексно-сопряженный сигнал корпусного шума относительно K(ω),
а - начало интервала интегрирования,
b - конец интервала интегрирования.
10. Способ по п.4, отличающийся тем, что зависящий от частоты сигнал оценки колебаний образуют в виде зависящей от частоты абсолютной величины  функции
функции

где n - параметр, n 1, 2, 3,…,
i - мнимая единица,
е - число Эйлера,
t - время,
ω - круговая частота измеренных колебаний корпусного шума,
K(t) - зависящий от времени измеренный сигнал корпусного шума,
K(ω) - зависящий от частоты сигнал корпусного шума,
K(ω)* - комплексно-сопряженный сигнал корпусного шума относительно K(ω),
а - начало интервала интегрирования,
b - конец интервала интегрирования.
11. Способ по п.7, отличающийся тем, что зависящий от
частоты сигнал оценки колебаний образуют в виде зависящей от частоты абсолютной величины  функции
функции

где n - параметр, n 1, 2, 3,…,
i - мнимая единица,
е - число Эйлера,
t - время,
ω - круговая частота измеренных колебаний корпусного шума,
K(t) - зависящий от времени измеренный сигнал корпусного шума,
K(ω) - зависящий от частоты сигнал корпусного шума,
K(ω)* - комплексно-сопряженный сигнал корпусного шума относительно K(ω),
а - начало интервала интегрирования,
b - конец интервала интегрирования.
12. Способ по любому из пп.1-3, 5, 6, 8 или 10, отличающийся тем, что меру (SM) излучения применяют для управления и/или регулирования, по меньшей мере, одного параметра процесса электродуговой печи (1).
13. Способ по п.4, отличающийся тем, что меру (SM) излучения применяют для управления и/или регулирования, по меньшей мере, одного параметра процесса электродуговой печи (1).
14. Способ по п.7, отличающийся тем, что меру (SM) излучения применяют для управления и/или регулирования, по меньшей мере, одного параметра процесса электродуговой печи (1).
15. Способ по п.9, отличающийся тем, что меру (SM) излучения применяют для управления и/или регулирования, по меньшей мере, одного параметра процесса электродуговой печи (1).
16. Устройство (8) для обработки сигналов для электродуговой печи (1), содержащее программный код, который имеет управляющие команды, с помощью которых устройство (8) для обработки сигналов выполняет способ по любому из пп.1-15.
17. Носитель (22) информации, содержащий записанный в нем читаемый машиной программный код (21) для устройства (8) обработки сигналов для электродуговой печи, при этом программный код (21) имеет управляющие команды, с помощью которых устройство (8) для обработки сигналов выполняет способ по любому из пп.1-15.
18. Электродуговая печь (1), содержащая, по меньшей мере, один электрод (3а, 3b, 3с), устройство (13а, 13b, 13с) измерения электродного тока для измерения подаваемого, по меньшей мере, в один электрод (3а, 3b, 3с) электродного тока I(t), датчики (4а, 4b, 4с) корпусного шума для измерения корпусного шума ограничения (2) электродуговой печи (1) и устройство (8) для обработки сигналов по п.16, при этом устройство (13а, 13b, 13с) измерения электродного тока и датчики (4а, 4b, 4с) корпусного шума соединены с устройством (8) для обработки сигналов.
19. Электродуговая печь по п.18, отличающаяся тем, что устройство (8) для обработки сигналов соединено с устройством (9) управления и/или регулирования для определения регулирующей переменной для параметра процесса электродуговой печи (1) из меры (SM) излучения.
| WO 2007009924 А, 25.01.2007 | |||
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2190815C1 |
| WO 2007009861 A2, 25.01.2007 | |||
| DE 19801295 A1, 22.07.1999 | |||
| US 4135052 A, 16.01.1979 | |||
| US 5317591 A, 31.05.1994. | |||

