Изобретение относится к способу эксплуатации электродуговой печи с, по меньшей мере, одним электродом, причем подаваемый в электродуговую печь твердый материал посредством создаваемой, по меньшей мере, одним электродом электрической дуги расплавляется. Кроме того, изобретение относится к электродуговой печи, регулирующему и/или управляющему устройству, машиночитаемому программному коду и носителю данных с программным кодом для осуществления способа.
Электродуговая печь служит для изготовления жидкого металла, как правило, стали. Жидкий металл изготавливается из твердого расплавляемого материала, такого как скрап или восстановленный металл, вместе с другими добавками. Для этого в начале процесса электродуговая печь загружается скрапом или восстановленным металлом и, при необходимости, другими присадками или легирующими веществами, и затем поджигается, по меньшей мере, одна электрическая дуга между, по меньшей мере, одним электродом и твердым расплавляемым материалом. Введенная через, по меньшей мере, одну электрическую дугу в электродуговую печь энергия приводит к расплавлению твердого расплавляемого материала. Во время процесса плавки в электродуговую печь могут, как правило, подаваться другие добавки, такие как уголь или известь, или подаются легирующие элементы.
Процесс плавки в электродуговой печи, как правило, сопровождается акустическими явлениями, так как расплавляемый материал внутри электродуговой печи во время процесса плавки перемещается. Это может быть обусловлено, например, горением электрической дуги, химическими реакциями или обрушениями скрапа в различных масштабах.
В частности, обрушения скрапа в процессе плавки вызывают проблемы, так как они - при соответственно большой подвижной массе - могут привести к повреждению или разрушению электрода в электродуговой печи.
Задачей настоящего изобретения является предоставить способ, с помощью которого электродуговая печь может эксплуатироваться более надежным образом. Кроме того, задачей настоящего изобретения является предложить электродуговую печь, подходящую для осуществления способа, а также регулирующее и/или управляющее устройство, носитель данных и программный код для этого.
Относящая к способу часть задачи, исходя из способа вышеупомянутого типа, решается тем, что определяется мера для массы скопившейся на ограничении электродуговой печи части твердого материала, и на основе определенной меры управляются и/или регулируются параметры процесса электродуговой печи. Под частью твердого материала понимается частичное количество подводимого к электрической дуге твердого материала. Часть твердого материала следует тогда рассматривать как скопившуюся на ограничении электродуговой печи, если она вместе со способным к колебаниям ограничением образует связанную способную к колебаниям систему. Под параметром процесса понимается любой параметр, который оказывает влияние на протекающий в электродуговой печи процесс. Могут управляться и/или регулироваться один или более, т.е., по меньшей мере, один параметр процесса с помощью определенной меры. Параметры процесса, как правило, могут устанавливаться посредством управляющих параметров. Если определенная мера для массы части твердого материала, скопившейся на ограничении, или выведенный из нее параметр превышает устанавливаемое пороговое значение, то может предусматриваться управление и/или регулирование параметра процесса таким образом, чтобы снижать возмущение планомерно протекающего в электродуговой печи процесса, в частности, минимизировать или устранять.
Управление и/или регулирование параметра процесса электродуговой печи на основе определенной меры означает, таким образом, что управление и/или регулирование осуществляется некоторым образом, непосредственно или опосредованно, на основе определенной меры. Если управление и/или регулирование осуществляется на основе выведенного из меры параметра, то оно осуществляется, несмотря на это, на основе определенной меры.
В качестве примера для устанавливаемого параметра процесса в связи с вышеуказанным может служить вертикальная позиция. Если определенная мера или выведенный из нее параметр превышает пороговое значение, то можно исходить из скорого обрушения скрапа. Последнее может привести к повреждению электродов. Чтобы избежать этого, на основе определенной меры или выведенного из нее параметра управление и/или регулирование позиции электрода осуществляется таким образом, что опасность повреждения электрода, в частности, разрушения электрода снижается. Это может достигаться тем, что электроды путем управления или регулирования в зависимости от определенной меры или выведенного из нее параметра перемещаются вниз или вверх или целенаправленным образом вводятся обрушения скрапа, не приводящие к повреждениям.
В предпочтительном варианте осуществления изобретения для определения меры для массы скопившейся на ограничении части твердого материала применяется модель, применимая для вынужденных колебаний. В качестве возбудителя вынужденного колебания может рассматриваться пульсирующая электрическая дуга. При необходимости, могут также применяться дополнительные, в особенности, размещенные на электродуговой печи блоки возбуждения, чтобы возбудить вынужденное колебание колебательной системы. Последняя альтернатива возбуждения имеет преимущество, заключающееся в том, что частота возбуждения, в противоположность электрической дуге, может индивидуально устанавливаться любой и, тем самым, с учетом соответствующих условий. Возбужденная колебательная система представляет собой способное к колебаниям ограничение электродуговой печи со скопившейся на нем частью твердого материала. Масса скопившейся на ограничении части твердого материала оказывает, таким образом, влияние на колебание колебательной системы. За счет применения подобной модели в соединении с базирующимся на ней анализом колебаний применительно к сигналам, полученным при работе электродуговой печи, можно простым способом определить меру для массы скопившейся на ограничении части твердого материала.
В предпочтительной форме выполнения изобретения определение меры для массы скопившейся на ограничении части твердого материала включает в себя следующие этапы способа:
- для, по меньшей мере, одного электрода определяется подводимый ток электрода,
- определяются колебания корпусного шума ограничения,
- из полученного тока электрода и полученных колебаний корпусного шума определяются частотно-зависимый сигнал оценки тока и частотно-зависимый сигнал оценки колебаний,
- определяется соответствующий сдвиг фазы между сигналом оценки тока и сигналом оценки колебаний для множества общих частот, и
- из определенного сдвига фазы определяется мера для массы скопившейся на ограничении части твердого материала. Тем самым становится возможным особенно точное определение меры для массы скопившейся на ограничении части твердого материала, на основе которой опосредованным образом или непосредственно может осуществляться управление и/или регулирование параметра процесса электродуговой печи.
В качестве частотно-зависимых сигналов оценки тока могут, в частности, применяться следующие параметры или образованные из них параметры:
 или как
или как 
где n - параметр, n∈1, 2, 3,…, i - мнимая единица, е - эйлерово число, t - время, ω - круговая частота тока электрода, I(t) - зависимый от времени определенный ток электрода, I(ω)- частотно-зависимый ток электрода, а - начало интервала интегрирования, b - конец интервала интегрирования, а может, например, выбираться как минус бесконечность, а b - как плюс бесконечность. В качестве альтернативы, могут также выбираться конечные границы интервала. Применение преобразования Фурье для перевода сигнала из временной области в частотную область является факультативным. Также могут применяться другие известные специалистам подходящие преобразования, чтобы сигналы перевести из временной области в частотную область. Предпочтительным образом, в качестве основы для определения частотно-зависимого сигнала оценки тока применяется квадрат тока электрода, т.е. n=2, или значение тока электрода, т.е. n=1.
Соответствующая регулирующему и/или управляющему устройству часть задачи решается посредством регулирующего и/или управляющего устройства для электродуговой печи с машиночитаемым программным кодом, который содержит управляющие команды, которые побуждают регулирующее и/или управляющее устройство выполнять способ согласно любому из пунктов 1-3 формулы изобретения.
Относящаяся к машиночитаемому программному коду часть задачи решается посредством машиночитаемого программного кода для регулирующего и/или управляющего устройства для электродуговой печи, причем программный код содержит управляющие команды, которые побуждают регулирующее и/или управляющее устройство выполнять способ согласно любому из пунктов 1-3 формулы изобретения.
Относящаяся к носителю для хранения часть задачи решается посредством носителя для хранения с сохраненным на нем машиночитаемым программным кодом согласно пункту 5 формулы изобретения.
Относящаяся к электродуговой печи часть задачи решается посредством электродуговой печи с, по меньшей мере, одним электродом, с устройством определения тока электрода для определения тока электрода, подаваемого на, по меньшей мере, один электрод, с датчиками колебаний корпусного шума для определения колебаний корпусного шума ограничения электродуговой печи и с регулирующим и/или управляющим устройством согласно пункту 4 формулы изобретения, причем устройство определения тока электрода и датчики колебаний корпусного шума соединены с регулирующим и/или управляющим устройством.
Другие преимущества изобретения следуют из примера выполнения, который поясняется далее более подробно со ссылками на схематичные чертежи, на которых представлено следующее:
Фиг. 1 - схематичное представление электродуговой печи для выполнения способа, соответствующего изобретению,
Фиг. 2 - представление определяемого сигнала тока электрода по времени,
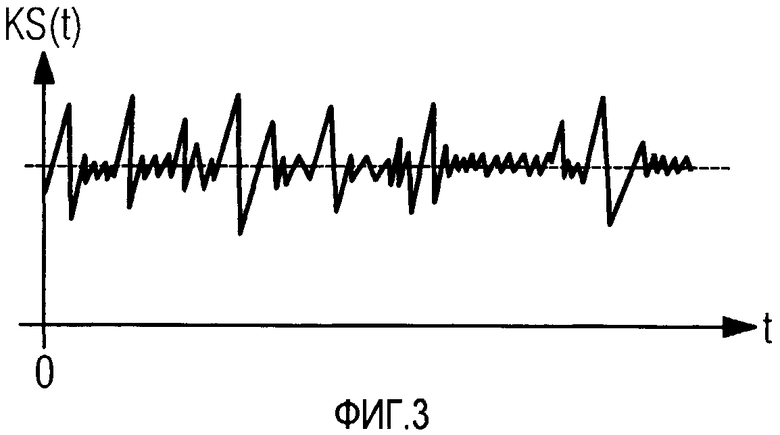
Фиг. 3 - представление определяемого сигнала колебания корпусного шума по времени,
Фиг. 4 - представление частотно-зависимого сдвига фазы между сигналом оценки тока и сигналом оценки колебания для общих частот,
Фиг. 5 - представление меры для массы скопившейся на ограничении электродуговой печи части твердого материала по времени,
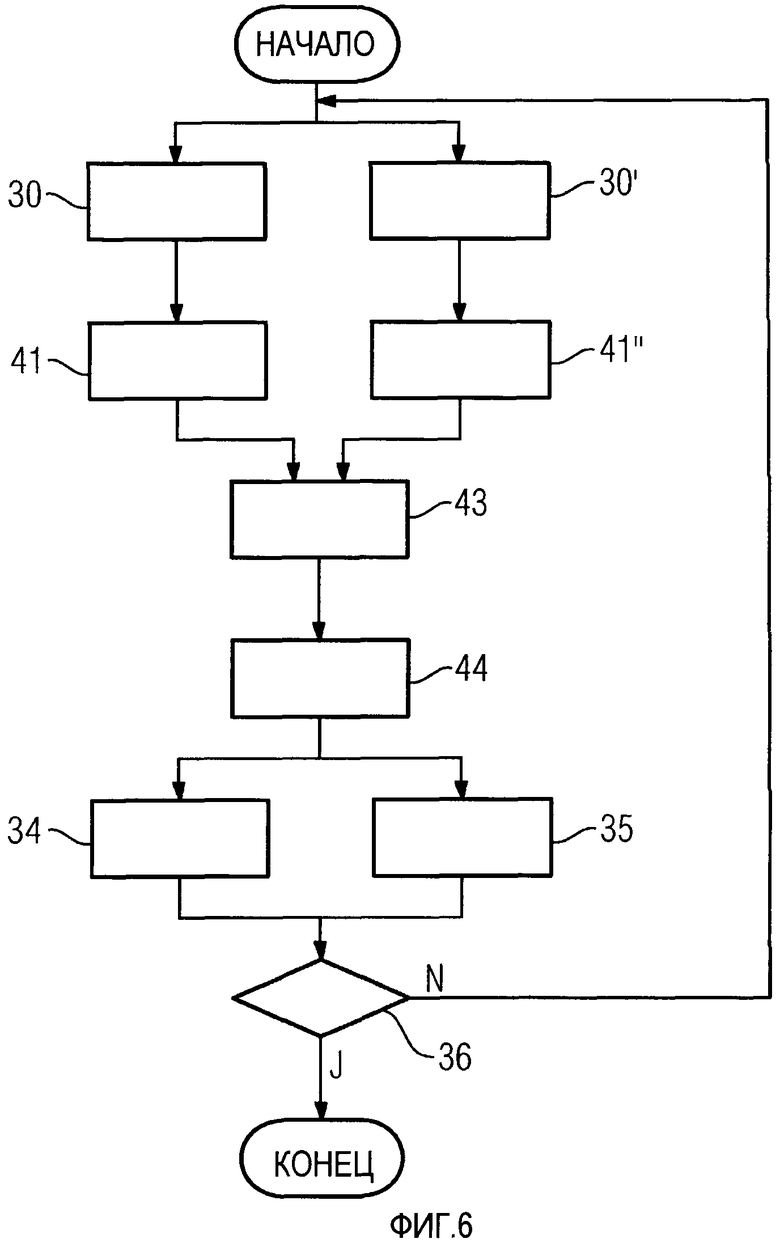
Фиг. 6 - блок-схема для представления схематичного выполнения способа определения меры массы.
Фиг. 1 показывает электродуговую печь 1 с множеством электродов 3а, 3b, 3c, которые через токоподводы связаны с устройством 12 электропитания. Устройство 12 электропитания предпочтительно содержит печной трансформатор.
С помощью трех электродов 3а, 3b, 3c в электродуговой печи 1 загружаемые материалы, например, стальной и/или железный скрап и/или прямо восстановленное железо, при необходимости с легирующими примесями и/или добавками, расплавляются. До сих пор неизвестно, на основании каких параметров можно прогнозировать обрушение скрапа. Вследствие этого может случиться, что один или более электродов 3а, 3b и/или 3c по фиг. 1 повреждаются обрушением скрапа или, в наихудшем случае, даже разрушаются. Повреждение электродов или разрушение электродов приводит к значительному возмущению, вплоть до прерывания процесса плавки и поэтому в максимально возможной степени должно быть устранено. Это может быть предотвращено посредством описываемого далее способа.
В показанном примере на токоподводах электродов 3а, 3b, 3c предусмотрены устройства 13а, 13b, 13c определения тока электродов, с помощью которых могут измеряться ток и/или напряжение или энергия, подводимая к электродам 3а, 3b, 3c. Устройства 13а, 13b, 13c определения тока электродов связаны с устройством 8 обработки сигналов. То есть, осуществляется бесконтактная или контактная передача сигналов между, по меньшей мере, одним устройством 13а, 13b, 13c определения тока электродов и устройством 8 обработки сигналов. При этом передаваемые сигналы представляют ток электрода, определяемый во времени. Передача подобных сигналов происходит предпочтительным образом непрерывно и для всех токов электродов, подводимых к электродам 3а, 3b, 3c.
На стенке 2 или на панелях корпуса 1' печи, то есть на вешнем ограничении корпуса 1' печи размещены датчики 4а, 4b, 4c колебаний корпусного шума для определения колебаний на корпусе 1' печи. Датчики 4а, 4b, 4c колебаний корпусного шума могут быть размещены как опосредованно и/или непосредственно связанные со стенкой 2 корпуса 1' печи. Датчики 4а, 4b, 4c колебаний корпусного шума для измерения колебаний корпусного шума предпочтительным образом размещены в способном к колебаниям месте стенки 2, по существу непосредственно напротив соответствующих электродов 3а, 3b, 3c, и предпочтительным образом предусмотрено, по меньшей мере, столько датчиков 4а, 4b, 4c колебаний корпусного шума, сколько электродов 3а, 3b, 3c. Непосредственно напротив означает, что датчики 4а, 4b, 4c колебаний корпусного шума на стенке 2 корпуса 1' печи находятся, соответственно на минимальном расстоянии от средней линии соответствующего ближайшего электрода.
Датчики 4а, 4b, 4c колебаний корпусного шума связаны с устройством 8 обработки сигналов. То есть, осуществляется бесконтактная или контактная передача сигналов между, по меньшей мере, одним датчиком 4а, 4b, 4c колебаний корпусного шума и устройством 8 обработки сигналов. При этом передаваемые сигналы представляют колебания корпусного шума стенки 2 корпуса печи в месте датчика 4а, 4b, 4c колебаний корпусного шума. Передача подобных сигналов осуществляется предпочтительным образом непрерывно.
Сигналы, которые передаются от датчиков 4а, 4b, 4c колебаний корпусного шума к устройству 8 обработки сигналов, направляются, по меньшей мере, частично через световод 7. Между световодом 7 и датчиками 4а, 4b, 4c колебаний корпусного шума размещено, по меньшей мере, одно оптическое устройство 6, которое служит для преобразования сигналов одного или более датчиков 4а, 4b, 4c колебаний корпусного шума. В непосредственной близости корпуса 1' печи или, при обстоятельствах, непосредственно на корпусе 1' печи могут быть предусмотрены сигнальные проводники, которые передают сигналы датчиков 4а, 4b, 4c колебаний корпусного шума. Сигнальные проводники предпочтительным образом проведены защищенным образом по отношению к нагреву, электромагнитным полям, механической нагрузке и/или другим нагрузкам.
В устройстве 8 обработки сигналов определяется мера для массы скопившегося на стенке 2 скрапа. Определенная мера массы затем передается на регулирующее устройство 9, которое применяет меру массы для установки управляющего параметра для параметра процесса электродуговой печи 1. В представленном примере выполнения регулирующее устройство 9 и устройство 8 обработки сигналов образуют управляющее устройство 23.
Например, позиция электродов, в особенности вертикальная позиция электродов 3а, 3b, 3c может регулироваться таким образом, что вероятность разрушения электродов становится незначительной, и одновременно может осуществляться эффективный процесс плавки. В соответствующем случае можно также осуществлять встряхивание (вибрацию) корпуса печи, предпочтительно вместе с удалением, по меньшей мере, одного из электродов 3а, 3b, 3c, как только мера массы или выведенная из нее величина превышает заданное пороговое значение или снижается ниже. Это приводит к тому, что скопившаяся на стенке 2 корпуса 1' печи часть твердого материала освобождается и более равномерно распределяется в корпусе 1' печи. Тем самым снижается опасность обрушения скрапа, угрожающая электродам 3а, 3b, 3c. Также, при необходимости, за счет добавки среды в электродуговую печь 1 на основе определенной меры массы влияние на расплавляемый материал в электродуговой печи 1 может осуществляться таким образом, что опасность обрушения скрапа снижается или обрушение скрапа управляемым образом осуществляется так, что электроды не подвергаются опасности или подвергаются опасности лишь в незначительной степени.
На примере электрода 3а электродуговой печи 1 поясняется определение меры массы в качестве примера со ссылкой на фиг. 1. Предпочтительным образом определение меры массы происходит непрерывно во время работы электродуговой печи 1 и для всех электродов 3а, 3b, 3c. Определенный во времени электродный ток, полученный для электрода 3а с помощью устройства 13а определения тока электродов, представлен на фиг. 2.
Измеренный или определенный ток электрода преобразуется в цифровую форму, если данные еще не были представлены в цифровой форме. Это осуществляется с достаточно высокой частотой дискретизации, например, 12000 выборок в секунду. Высота частоты дискретизации зависит от происходящих изменений по времени тока электрода dI(t)/dt. Здесь I(t)/dt - изменяющийся по времени сигнал тока электрода, соответствующий току электрода, и t - время. Чем быстрее изменяется ток электрода по времени, тем выше следует выбирать, как правило, частоту дискретизации, чтобы изменения тока электрода определить с соответствующей точностью. При необходимости, частота дискретизации может устанавливаться в зависимости от ожидаемых изменений тока электрода. Сказанное также справедливо для определяемых колебаний корпусного шума стенки 2 с помощью датчиков 4а, 4b, 4c колебаний корпусного шума. Таким образом, определяется разрешаемый по времени сигнал KS(t) колебаний корпусного шума, который в качестве примера показан на фиг. 3.
Прежде чем устройство 8 обработки сигналов привлекается для оценки согласно данному способу, предпочтительным образом, этот способ в форме машиночитаемого программного кода 21 посредством запоминающего устройства 22, например компакт-диска, подается на устройство 8 обработки сигналов и загружается в программируемое устройство 8 обработки сигналов. Тем самым устройство 8 обработки сигналов подготавливается к выполнению способа для определения меры массы в электродуговой печи 1. Устройство 8 обработки сигналов связано с регулирующим устройством 9. Регулирующее устройство 9 регулирует управляющие параметры для воздействия на параметры процесса плавки, осуществляемого в электродуговой печи 1.
Представляющие ток электродов сигналы I(t) тока электродов подаются в подготовленное устройство 8 обработки сигналов. В устройстве 8 обработки сигналов сигнал I(t) тока электродов преобразуется в квадрат сигнала I2(t) тока электродов, и квадратичный сигнал I2(t) тока электродов преобразуется из временной области в частотную область, так что получается разделенный на частотные составляющие квадратичный сигнал I2(f) тока электродов, где f - частота. Аналогично по смыслу с I2(f), может определяться I2(ω), причем ω=2πf. Преобразование квадратичного сигнала I2(t) тока электродов из временной области в частотную область производится предпочтительно посредством преобразования Фурье. Однако, при необходимости, также пригодны и другие методы преобразования, чтобы сигнал из временной области преобразовать в частотную область. Они также известны специалистам в данной области техники. В качестве альтернативы, в качестве основы для преобразования может также применяться величина зависимого от времени тока электродов.
Для полученного сигнала KS(t) колебаний корпусного шума также выполняется преобразование Фурье, и получается частотно-зависимый сигнал колебаний корпусного шума. Предпочтительным образом в качестве базы преобразования Фурье исходят из сигнала KSn(t) с n в качестве параметра. Предпочтительным образом выбирается n=1, так что может применяться непосредственно полученный сигнал. Однако для оценки может привлекаться также величина сигнала колебаний корпусного шума в любой степени n.
Для преобразованного по Фурье квадратичного сигнала тока электродов и полученного сигнала колебаний корпусного шума, далее для общих частот, например, для целочисленных гармоник удвоенной рабочей частоты kf0, например, при k=1, 2, 3, то есть 100 Гц, 200 Гц, 300 Гц сигнала тока электродов и сигнала колебаний корпусного шума определяется, соответственно, сдвиг фазы α. Рабочая частота является частотой, с которой электроды нагружаются электрической величиной, например, напряжением или током электродов. Сдвиг фазы α между током электродов, определенным устройством 13а определения тока электродов, и колебаниями корпусного шума, определенными датчиком 4а колебаний корпусного шума, представлен на фиг. 4 для определенных частот f возбуждения. Кроме того, на фиг. 4 представлена аппроксимирующая функция, которая проведена через отмеченные точками сдвиги фазы α.
Аппроксимирующая функция основана на уравнении, известном из модели для вынужденных колебаний, которое описывает возникающие при вынужденных колебаниях сдвиги фаз между возбудителем и колебательной системой. В качестве параметра аппроксимации при этом применяется функция ω2 0=K/m и постоянная затухания, причем K - модуль упругости и m - масса колебательной системы, возбуждаемой возбудителем. После выполнения аппроксимации, ω2 0 может быть получено в качестве меры для скопившейся на стенке корпуса печи массы.
Фиг. 5 показывает график изменения во времени меры ММ для массы части твердого вещества, скопившейся на стенке 2 корпуса 1' печи. В отношении ссылочных позиций устройств следует ссылаться на фиг. 1. Показанная мера ММ массы базируется на данных устройства 13а определения тока электродов и датчика 4а, противолежащего электроду 3а, на стенке 2 корпуса 1' печи. Мера ММ массы перемещается в начале изображенного графика изменения во времени на относительно постоянном уровне.
Спустя определенное время, в середине представленного интервала времени, происходит заметное повышение меры ММ для массы, скопившейся на стенке 2 корпуса 1' печи. Это означает, что происходит скопление твердого материала на стенке 2 в некоторой области, что оказывает влияние на сигналы колебаний корпусного шума, определяемые датчиком 4а колебаний корпусного шума. Спустя некоторый интервал времени мера ММ массы вновь снижается. Это может быть связано с тем, что скопившаяся на стенке 2 корпуса печи часть твердого материала начинает отделяться. Колебательная система, образованная стенкой и скопившейся частью твердого материала, начинает, таким образом, разъединяться. Тем самым существует опасность, что возникнет обрушение скрапа или сползание скрапа.
Мера ММ массы с течением времени относительно быстро спадает. Сравнительно высокое отрицательное изменение меры ММ массы в короткое время, то есть сравнительно высокое отрицательное d(MM)/dt, может поэтому указывать на предстоящее обрушение скрапа.
Сигнал d(MM)/dt может, таким образом, использоваться, чтобы прогнозировать обрушение скрапа и управлять или регулировать электродуговую печь таким образом, чтобы минимизировать помехи планомерной работе электродуговой печи, в особенности, угрозу разрушения электродов вследствие обрушений скрапа.
К моменту времени 50, показанному на фиг. 5, может производиться распознаваемая обслуживающим персоналом вибрация электродуговой печи, которая обусловлена обрушением скрапа. Посредством сравнения можно было бы на практике, на основе возникающей вибрации, верифицировать, что мера ММ массы действительно подходит, чтобы предсказывать обрушение скрапа. На основе отделения скрапа можно, таким образом, электрод 3а или другие электроды 3b и 3c своевременно с помощью управления соответствующими исполнительными средствами посредством управляющего устройства или регулирующего устройства позиционировать таким образом, чтобы электродам не угрожала или угрожала в меньшей степени опасность от обрушения скрапа, при поддержании, по существу, неизменной величины энергии.
Мера ММ массы предпочтительно определяется непрерывно и используется для регулирования или управления параметрами процесса в электродуговой печи. При этом предпочтительным образом применяются все доступные сигналы колебаний корпусного шума и определенные электродные токи соответствующего электрода. В особенности, непосредственно перед началом процесса плавки, то есть еще при высокой доле твердого материала в расплавляемом материале в электродуговой печи, способ способствует улучшению работы печи.
Фиг. 6 показывает блок-схему последовательности операций, которая изображает примерное осуществление способа. При этом исходят из того, что электродуговая печь находится в процессе эксплуатации и сформирована электрическая дуга между электродом и твердым материалом для расплавления твердого материала.
Сначала, на этапе 30 способа, определяется электродный ток для каждого электрода электродуговой печи. Одновременно определяются колебания корпусного шума посредством датчиков колебаний корпусного шума на стенке корпуса печи на этапе 30' способа. Колебания корпусного шума стенки корпуса печи возбуждаются пульсирующей электрической дугой. В качестве альтернативы, также может применяться дополнительный, настраиваемый по частоте возбуждения блок возбуждения для возбуждения колебаний. В рассматриваемом примере выполнения в качестве возбудителя колебаний применяется пульсирующая электрическая дуга.
Из определенного тока электрода затем на этапе 41 способа определяется частотно-зависимый сигнал оценки тока электрода, например, в форме преобразованного по Фурье квадратичного тока электрода или преобразованной по Фурье величины тока электрода. Параллельно по времени к этому, на этапе 41'' способа, определенные сигналы колебаний корпусного шума преобразуются из временной области в частотную область и, тем самым, формируется частотно-зависимый сигнал оценки колебаний.
Из частотно-зависимых сигналов оценки тока и частотно-зависимых сигналов оценки колебаний затем для общих частот определяется, соответственно, сдвиг фазы. Это происходит на этапе 43 способа. К этому определенному частотно-зависимому сдвигу фазы на этапе 44 способа применяется аппроксимирующая функция, параметры аппроксимации которой содержат массу скопившейся на стенке корпуса печи части твердого материала и затухание колебательной системы. Осуществляется согласование аппроксимирующей функции до тех пор, пока расстояние между аппроксимирующей функцией и определенным частотно-зависимым сдвигом фазы, то есть собственно точками измерения, не станет минимальным.
Установленное затем соотношение ω2 0=K/m, то есть круговая частота собственных колебаний колебательной системы в дифференциальном уравнении колебаний может затем применяться в качестве меры для массы скопившейся на стенке части твердого материала, так как К может рассматриваться как постоянная. Отсюда, при необходимости, могут быть получены другие величины, которые также могут использоваться в качестве меры массы.
На следующем этапе 34 способа определенная мера массы выдается графически, так что обслуживающий персонал может отслеживать временной график изменения меры массы. Это обеспечивает, в частности, возможность управляющего ручного вмешательства обслуживающего персонала в режим работы электродуговой печи. Одновременно определенная мера массы на этапе 35 способа подается на регулирующее устройство, которое, на основе поданной меры массы предпринимает управляющие вмешательства в режим работы электродуговой печи. Тем самым может быть достигнут улучшенный режим работы электродуговой печи, так как, в особенности, могут прогнозироваться обрушения скрапа, и перед их наступлением могут осуществляться подходящие управляющие вмешательства, чтобы обусловленные обрушением скрапа помехи способу можно быть поддерживать минимально возможными.
На этапе 36 способа может приниматься решение, следует ли далее осуществлять способ, или он должен быть прерван. Это может осуществляться вручную или автоматически. Способ, как правило, должен прерываться в том случае, если большая часть расплавляемого материала в электродуговой печи переведена в жидкую фазу. В этом случае едва ли могут возникнуть значительные обрушения скрапа, которые могли бы угрожать электродам. Это знание может также использоваться как критерий прерывания для предложенного способа.



Изобретение относится к области металлургии, в частности к способу управления процессом плавления твердого материала в электродуговой печи. Способ включает подачу в электродуговую печь твердого материала, его расплавление посредством сформированной по меньшей мере одним электродом электрической дуги. Определяют меру (ММ) для массы скопившейся на стенке электродуговой печи части твердого материала и на основе определенной меры (ММ) управляют параметрами процесса плавления. Для определения меры массы скопившейся на стенке части твердого материала применяют модель для вынужденных колебаний. Использование изобретения обеспечивает снижение опасности для электродов, обусловленной обрушениями скрапа. 4 н.п. ф-лы, 6 ил.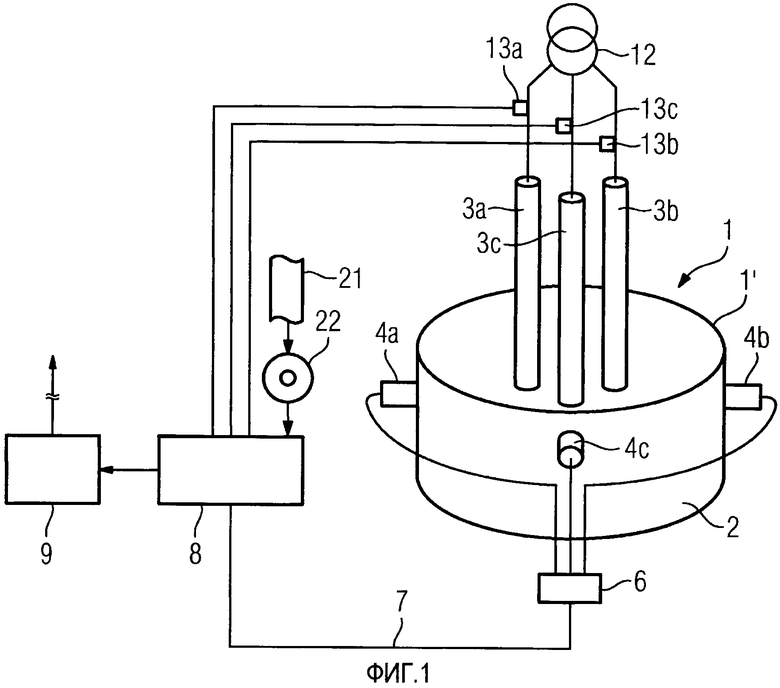
1. Способ управления процессом плавления твердого материала в электродуговой печи (1) с по меньшей мере одним электродом (3a, 3b, 3c), причем подаваемый в электродуговую печь (1) твердый материал расплавляют посредством сформированной по меньшей мере одним электродом (3a, 3b, 3c) электрической дуги, отличающийся тем, что определяют (44) меру (ММ) для массы скопившейся на стенке (2) электродуговой печи (1) части твердого материала и на основе определенной меры (ММ) управляют (35) параметрами процесса электродуговой печи (1), причем для определения меры (ММ) для массы скопившейся на стенке (2) части твердого материала используют модель, применимую для вынужденных колебаний, определяют (30) для по меньшей мере одного электрода (3a, 3b, 3c) подводимый ток (I(t)) электрода и определяют (30′) колебания (KS(t)) корпусного шума стенки (2), из полученного тока (I(t)) электрода и полученных колебаний (KS(t)) корпусного шума определяют (41, 41′′) частотно-зависимый сигнал оценки тока и частотно-зависимый сигнал оценки колебаний и определяют (43) соответствующий сдвиг фазы между сигналом оценки тока и сигналом оценки колебаний для множества общих частот (f), и из определенного сдвига фазы определяют (44) меру (ММ) для массы скопившейся на стенке (2) части твердого материала.
2. Устройство (9, 23) управления процессом плавления твердого материала в электродуговой печи (1) с машиночитаемым программным кодом (21), который содержит управляющие команды, побуждающие устройство (9, 23) выполнять способ по п.1.
3. Носитель (22) информации с сохраненным на нем машиночитаемым программным кодом (21) для устройства (9, 23) управления для электродуговой печи (1), причем программный код (21) содержит управляющие команды, которые побуждают устройство (9, 23) выполнять способ по п.1.
4. Электродуговая печь (1) с по меньшей мере одним электродом (3a, 3b, 3c), с устройством (13а, 13b, 13c) определения тока электрода для определения тока (I(t)) электрода, подаваемого на по меньшей мере один электрод (3a, 3b, 3c), с датчиками (4a, 4b, 4c) корпусного шума для определения колебаний корпусного шума стенки (2) электродуговой печи (1) и с устройством (9, 23) управления по п.2, причем устройство (13a, 13b, 13c) определения тока электрода и датчики (4a, 4b, 4c) корпусного шума функционально соединены с устройством (9, 23) управления.
| DE 102005034378 A1, 25.01.2007 | |||
| DE 1020050034409 B3, 24.05.2006 | |||
| DE 19801295 A1, 22.07.1999 | |||
| Способ введения плавки в дуговой сталеплавильной печи | 1976 |
|
SU596631A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ В ЭЛЕКТРИЧЕСКОЙ ПЕЧИ | 2001 |
|
RU2180923C1 |

