Изобретение относится к способу контроля процесса плавки в электродуговой печи с по меньшей мере двумя электродами, при котором за счет оценки проходящих через внутренность корпуса печи сигналов воздушного и корпусного шума (звука) формируется по меньшей мере один вид следующих параметров для распределения расплавляемого материала, расплава и шлака в заполнении печи. Первый вид параметров относится к экранированию термического излучения, возникающего на стенке корпуса печи. Второй вид параметров относится к кусковатости и состоянию расплава (далее для краткости упоминается только кусковатость) расплавляемого материала в объеме заполнения печи, в особенности, в зоне под электродами. Третий вид параметров относится к изменению находящейся у стенки печи доли расплавляемого материала.
Кроме того, изобретение также относится к устройству обработки сигналов для электродуговой печи со считываемым компьютером программным кодом, к такому считываемому компьютером программному коду и носителю для хранения данных с таким считываемым компьютером программным кодом, которые предназначены для управления процессами в электродуговой печи.
Применение звуковых сигналов (то есть сигналов корпусного звука, формируемых по меньшей мере одной электрической дугой, которые проводятся через расплавляемый материал, или сигналов воздушного звука, которые проводятся через воздушный объем между расплавляемым материалом) для формирования различных параметров уже известно. При этом регистрируются звуковые колебания, которые могут оцениваться с применением характеристик тока и напряжения электрических дуг электродуговой печи. Ввиду принципа действия, звуковые сигналы возникают внутри заполнения печи, так как электрические дуги электродуговой печи представляют собой источник звука.
Согласно DE 10 2008 006965 А1, известно, например, что для определения так называемой меры излучения (далее кратко обозначаемой как SM) регистрируются колебания корпусного звука на стенке, и из частотного диапазона зарегистрированных колебаний может определяться соответствующий сигнал оценки колебаний. Из зарегистрированного тока электродов можно в том же частотном диапазоне определить соответствующий сигнал оценки тока, который интерпретируется как причина генерации колебаний. Мера излучения получается тогда в принципе как частное сигнала оценки колебаний и сигнала оценки тока.
Согласно DE 10 2008 006966 А1, кроме того, известно, что может определяться так называемая мера кусковатости (далее кратко обозначаемая как М), тем что регистрируется поданный электродный ток, из зарегистрированного электродного тока определяется мера эффективного значения, и из зарегистрированного электродного тока в определенном частотном диапазоне зарегистрированного электродного тока также определяется ассоциированная составляющая тока. Мера кусковатости получается тогда как частное составляющей тока и меры эффективного значения.
Кроме того, из DE 10 2008 006958 А1, известно, например, что так называемая мера для изменения массы находящейся у ограничения электродуговой печи доли расплавляемого материала (далее кратко упоминается как MM) может определяться тем, что регистрируется поданный электродный ток, из которого в определенном частотном диапазоне получается сигнал оценки тока. Кроме того, регистрируются колебания корпусного звука, и в определенном частотном диапазоне определяется сигнал оценки колебаний. Наконец, определяется сдвиг фаз между сигналом оценки тока и сигналом оценки колебаний для множества общих частот. Из этих определенных сдвигов фаз можно вывести меру для изменения массы расплавляемого материала, находящегося у ограничения стенки печи.
С вышеназванными параметрами можно выполнить точный способ контроля процесса плавки в электродуговой печи. Чтобы пояснить это, далее более четко будет поясняться процесс плавки, происходящий в электродуговой печи. Электродуговая печь служит для изготовления жидкого металла, как правило, стали. Жидкий металл изготавливается из твердого расплавляемого материала, такого как скрап и/или восстановленное железо (так называемое губчатое железо или DRI/HBI) даже с жидким и/или твердым чугуном, вместе с другими заполнителями. Для этого предпочтительно с помощью трех электродов энергия для расплавления расплавляемого материала вводится в электродуговую печь, как правило, в форме электрической дуги между электродами и расплавляемым материалом. Для того чтобы расплавление могло осуществляться по возможности более эффективно, по возможности вся обеспечиваемая электрической дугой энергия должна вводиться в расплавляемый материал. В качестве расплавляемого материала при этом понимается подлежащий плавке твердый материал, а в качестве расплавленного материала - жидкий металл и/или шлак. Расплавляемый материал и расплавленный материал, взятые вместе, создают заполнение печи.
Ввиду заданного режима работы, в обычных электродуговых печах может, однако, произойти то, что электрическая дуга свободно горит в течение процесса расплавления. То есть, исходящее от электрической дуги, образованной между электродом и расплавляемым материалом, термическое излучение достигает в высокой мере ограничения электродуговой печи, в частности, охлаждаемой стенки электродуговой печи. За счет этого повышается энергопотребление печи, при этом, с одной стороны, энергия электродуговой печи лишь в уменьшенном объеме вводится в расплавляемый материал, с другой стороны, больше энергии отводится через охлаждение печи.
Здесь имеется соображение, для управления режимом работы электродуговой печи и регулирования мощности электрической дуги применять меру ММ для изменения находящегося у стенки расплавленного материала, меры кусковатости М, меры излучения SM или подобные подходящие параметры для распределения расплавляемого материала, расплава и шлака в заполнении печи. Мера кусковатости М может применяться, чтобы регулировать заданное значение электродного тока на электродах. Если, например, под электродом находится сравнительно легкий скрап, то есть при большой доле объема воздуха в скрапе, то мощность излучения может отводиться назад, чтобы упомянутое свободное горение дуги предотвратить путем быстрого расплавления легкого скрапа. Если на стенках печи устанавливается слишком высокая мера излучения SM, то мощность излучения электрической дуги может отводиться назад, чтобы избежать чрезмерного термического напряжения стенок печи, а также высокой мощности потерь. Если при определении меры экранирования SM устанавливается, что часть стенки печи не экранируется расплавляемым материалом, то мощность излучения электрической дуги может отводиться назад, чтобы предотвратить свободное горение электрической дуги к этому свободному участку стенки. При этом упомянутые сигналы могут использоваться не только для сокращения мощности, но и в инверсной интерпретации, также для повышения мощности. Так как вышеназванные мероприятия оказывают взаимное влияние, в общем случае трудно оценить, во всяком случае при ручном вмешательстве в программу функционирования электродуговой печи, насколько сильно следует вмешиваться в процесс.
Задачей настоящего изобретения является усовершенствовать вышеназванный способ в том отношении, что регулирование мощности электрической дуги становится возможным при возможно меньшем потреблении энергии и возможно меньшем износе компонентов печи. Кроме того, задачей изобретения является предложить реализующее способ устройство обработки сигналов или носитель для хранения данных и программный код.
Эта задача в соответствии с изобретением решается тем, что для термической области влияния каждой электрической дуги формируются локальные параметры. Предпочтительным является, применяемые датчики таким образом разместить на печи, что датчики находятся напротив электродов (электрической дуги). Преимущество данной меры заключается в том, что может быть сформировано более точное отображение протекания процесса плавки в электродуговой печи, так как он, ввиду часто неоднородных заполнений скрапом, протекает на каждом электроде по-разному. Кроме того, в соответствии с изобретением предусмотрено, что, исходя из локальных параметров, делается вывод относительно существующих или предстоящих локальных термических пиков нагрузки в зонах влияния электрических дуг, также и в том случае, когда они к данному моменту времени еще не приводят к измеримой температурной нагрузке панели. Это может осуществляться вышеописанным образом. Так свободное горение определенной электрической дуги вероятно в том случае, когда, например, за счет расплавления скрапа обнажается участок стенки печи, который является ближайшим к этой электрической дуге. Это может в соответствии с изобретением определяться локально на этом участке стенки путем оценки параметра экранирования SM. За счет этого предпочтительным образом возможно ранее обнаружение события, которое только в будущем создаст термические пики нагрузки в зоне влияния соответствующего электрода, за счет прожигания этой электрической дуги к обнаженной стенке. Так как собственно термические пики нагрузки еще только предстоят, их можно предпочтительным образом предотвратить уже при их зарождении.
Кроме того, в соответствии с изобретением предусмотрено, что, в зависимости от сформированных параметров, преимущественно прежде всего распределение энергии на электродах изменяется так долго, как это необходимо, таким образом, что термические пики нагрузки ослабляются или предотвращается их зарождение. Чтобы пояснить это на вышеупомянутом примере расплавления скрапа в частичной зоне стенки печи, можно описать следующий режим работы. Та электрическая дуга, которая является ближайшей к затрагиваемому элементу стенки, то есть та электрическая дуга, для которой нужно предотвратить прожигание, должна регулироваться обратно, в то время как этого требования нет для других электрических дуг. Это может достигаться тем, что в соответствии с изобретением заданное значение для импеданса расходуемого электрода (ветви) соответствующей электродуговой печи настраивается, так что выдаваемая в окружающую среду мощность излучения соответствующей электрической дуги падает, а таковая других обеих электрических дуг несколько повышается. При этом предпочтительным образом в распоряжение предоставляется очень быстро реагирующий параметр регулирования, причем преобразованная термическая суммарная мощность в электродуговой печи прежде всего не должна уменьшаться. Поэтому данный режим регулирования предпочтительно является особенно эффективным.
Кроме того, в соответствии с изобретением предусмотрено, что в зависимости от сформированных параметров затем термическая мощность электрических дуг путем снижения вторичного напряжения питающего электрические дуги печного трансформатора и/или путем повышения реактивного сопротивления включенной последовательно с электрическими дугами дополнительной реактивности снижается так долго, как требуется. Эта мера предпринимается, если достигнутый за счет преимущественного изменения распределения энергии эффект недостаточен, или можно предвидеть, что этот эффект не будет достаточным, чтобы снизить или устранить термические пики нагрузки.
Напряжение, питающее электрические дуги, регулируется таким образом, что выходное напряжение печного трансформатора изменяется, например, посредством переключателя ступеней нагрузки. Это осуществляется механически, тем что витки первичной или вторичной обмотки печного трансформатора (также обозначаемые как ступени трансформатора) подключаются или отключаются. При этом известное электрическое или механическое нагружение и, тем самым, износ неизбежны, из-за чего эти мероприятия предпочтительным образом могут проводиться только тогда, когда одни только вышеописанные меры недостаточны. Это предпочтительным образом обуславливает то, что переключатели ступеней нагрузки реже включаются с позитивными воздействиями на затраты, связанные с техническим обслуживанием, для печного трансформатора. Кроме того, регулировка ступеней трансформатора в качестве реакции на сформированные параметры заметно медленнее, чем предпочтительная регулировка импеданса расходуемого электрода (ветви).
Аналогичным образом, как описано выше для примера на основе параметра SM, могут использоваться параметры ММ и М. Параметр М может, например, служить для того, чтобы определять кусковатость расплавляемого материала под отдельными электродами. При этом может своевременно распознаваться, является ли процесс расплавления под электродом более быстрым, потому что, например, под этим электродом находится сравнительно легкий скрап с высокой долей объема воздуха. Если под другим электродом находится, например, массивная часть тяжелого скрапа, то электрическая дуга этого электрода потребует намного больше времени, чтобы расплавить находящуюся там часть расплавляемого материала. Электрод, под которым находится массивный скрап, не может проникнуть дальше в нижнюю область металлоприемника в печи, и поэтому соответствующая электрическая дуга будет отдавать несоразмерно сильное излучение на границе электродуговой печи. Путем влияния на заданные значения импеданса или тока можно снизить излучение соответствующей электрической дуги. Если устанавливается, таким образом, неравномерное распределение кусковатости под электродами, то они могут, в отношении преобразуемой мощности электрической дуги, путем согласования импеданса ветвей, образуемых электрической дугой, устанавливаться таким образом, что процесс плавления под всеми электродами приблизительно одинаков. Это означает, что электроды, под которыми находится более легкий скрап, устанавливаются с более высоким импедансом ветви, чем электроды, под которыми находится тяжелый скрап.
Параметр ММ является мерой изменения прилегающей к стенке печи массы. Если, например, сильное изменение массы обнаруживается на участке стенки печи, то это указывает на возможно предстоящее обрушение скрапа. Это значение предпочтительным образом применяется для того, чтобы прогнозируемым образом сформировать поднятие соответствующего электрода посредством увеличения импеданса ветви. Взвешивание этого вывода может осуществляться опытным путем в меньшей или большей степени. При необходимости также прогнозируемым образом выдается непосредственная команда подъема на гидравлику консоли, соответственно надежности прогнозирования.
Согласно предпочтительному выполнению изобретения, предусматривается, что параметры SM для меры излучения, параметры М для кусковатости или параметры ММ для изменения доли расплавляемого материала у стенки печи, соответственно, связаны с параметром Е для введенной с момента подачи последней загрузки расплавляемого материала энергии на единицу массы расплавляемого материала (удельной энергии) этой последней загрузки. При этом следует заметить, что расплавляемый материал в текущем процессе подается загрузками, так как плавление расплавляемого материала (скрапа) имеет следствием значительное изменение объема. Освобождаемый объем в верхней части корпуса печи затем соответственно заполняется новыми загрузками расплавляемого материала. После каждой подачи загрузки с помощью измерений определяется энергия, вводимая в печь, и пересчитывается на массу загрузки, так что возникает отправная точка для определения, насколько высока доля уже расплавленного материала в заполнении печи. Связывание этого параметра Е с другими параметрами позволяет предпочтительным образом верно указывать высоту других параметров в контексте процесса плавления в электродуговой печи и в зависимости от этого вводить необходимые меры. Так, например, при продолжающемся процессе плавления обрушения скрапа намного более вероятны и термическая нагрузка основания плавильной печи уже выше.
Другое выполнение соответствующего изобретению способа предусматривает, что дополнительно для термической области влияния каждого электрода вырабатываются локальные параметры Т для абсолютного повышения температуры или в общем для термического нагружения на стенке печи и/или локальные параметры для градиентов этого повышения температуры или термической нагрузки (параметр G), и эти параметры связываются с локально соответствующими параметрами SM для меры излучения на стенке печи. При этом играет роль соображение, что мера излучения на стенках печи как таковая еще не обеспечивает возможность достаточного вывода относительно критически протекающего процесса. Если печь полна скрапа, то также желательно полное излучение электрической дуги, так как стенки печи защищены, прежде всего посредством скрапа. Процесс плавления, напротив, протекает быстрее. В конце процесса плавления, когда температура на стенке печи уже повышена, необходимо также повышение меры излучения на стенках печи оценивать более критично. Кроме того, предсказуемо, что при высоком градиенте термической нагрузки критическая мера термической нагрузки достигается быстрее и поэтому необходимо принимать экстренные меры для ее предотвращения. Применение параметров Т и/или G может, согласно другой альтернативе изобретения, заменить также параметр Е, так что он в этом случае не связывается с параметром SM. В зависимости от вида охлаждения элементов стенки, необходимо также учитывать расходы охлаждающего средства, так как в некоторых случаях только за счет этого можно сделать выводы относительно термической нагрузки стенки печи.
Кроме того, также предпочтительно, если тепловая мощность внутри металлоприемника в печи дополнительно повышается за счет химических реакций с применением горелки и/или кислородной фурмы, причем в зависимости от выработанных параметров М, ММ, SM, Е, Т и G термическая мощность химической реакции за счет уменьшения подачи горючего вещества к горелке и/или кислорода к кислородной фурме снижается так долго, как это необходимо. В горелке в первую очередь сжигаются горючие вещества, за счет чего в процесс плавления подается химическая энергия. Для того чтобы горение в горелке или также другие процессы окисления в расплавляемом материале или в расплаве ускорить, можно дополнительно с помощью так называемых кислородных копий или когерентных горелок вдувать кислород внутрь заполнения печи.
Так как использование горелок, а также использование кислородных копий, в конечном счете, ведет к дополнительному нагреванию заполнения печи, особенно предпочтительно включить в процесс регулирования также эти процессы. Для этого могут привлекаться вышеназванные параметры и оцениваться подходящим образом. При этом регулирование процессов в горелках и фурмах может осуществляться параллельно с основным регулированием импеданса ветви и/или дополнительно с регулированием дополнительной реактивности и/или вторичного напряжения трансформатора. Предпочтительным образом процесс плавки может еще лучше контролироваться с включением в принцип регулирования горелок и кислородных копий.
Согласно особенно предпочтительному выполнению изобретения, для регулирования горелок и кислородных копий применяются параметры SM для возникающего на стенке печи термического излучения и/или параметра ММ в качестве меры для изменения доли прилегающего к стенке печи расплавляемого материала. Они связываются с параметром Е для введенной с момента подачи последней загрузки расплавляемого материала энергии на единицу массы расплавляемого материала этой последней загрузки. Каким образом эта комбинация параметров может оцениваться в отношении термического нагружения электродуговой печи, уже объяснялось.
Согласно другому выполнению изобретения, дополнительно к уже введенным параметрам для регулирования горелок и/или кислородных копий применяются параметры Т для повышения температуры на стенке печи и/или локальные параметры G для градиента этого повышения температуры, причем эти параметры связываются с локально ассоциированными параметрами SM и ММ.
Кроме того, указанная задача решается устройством обработки сигнала для электродуговой печи с машиночитаемым программным кодом, содержащим такой машиночитаемый программный код и носитель для хранения данных для такого машиночитаемого программного кода, который имеет управляющие команды, которые побуждают устройство обработки выполнять способ, как описано выше. Таким образом, описанный выше способ предпочтительным образом может выполняться автоматически.
Другие особенности изобретения описываются далее со ссылкой на чертеж, на котором показан схематичный трехмерный вид электродуговой печи и блок-схема подключенной к ней системы регулирования, подходящей для выполнения примера осуществления соответствующего изобретению способа.
Электродуговая печь 11 содержит корпус 12 печи, который заполнен (не показано) расплавляемым материалом (скрапом). В корпус печи выступают предпочтительно три электрода 13, которые посредством исполнительных элементов 14 (гидравлических или исполнительных двигателей) могут подниматься или опускаться вдоль своей продольной оси. Электроды 13 снабжаются через печной трансформатор 15 переменным током, причем с каждым электродом 13, кроме того, ассоциирована дополнительная реактивность 16, с помощью которой может целенаправленно формироваться электрическая мощность потерь. Кроме того, дополнительно схематично представлена горелка 17, с помощью которой за счет сгорания горючего вещества в корпус 12 печи может вводиться химическая энергия. Кислородная фурма 18 выступает также в корпус 12 печи, причем посредством насоса 19 в корпус печи и, тем самым, в заполнение печи могут вдуваться газы.
Чтобы расплавляемый материал 20 в форме металлического скрапа расплавить в электродуговой печи, на электродах 13 зажигается электрическая дуга, за счет чего тепловая энергия возникает внутри корпуса печи. При этом, как уже упомянуто, кислородная фурма 18 и горелка 17 дополнительно применяются, чтобы обусловить ввод химической энергии в корпус печи. В течение процесса плавки осуществляется автоматический процесс регулирования, который далее поясняется более подробно со ссылкой на показанную на чертеже блок-схему. При этом принцип регулирования согласно изобретению использует различные входные параметры, формирование которых само по себе известно. Соответствующий изобретению принцип регулирования обозначен на чертеже штрихпунктирной линией 21. Входные параметры, которые находят применение в принципе регулирования, представляют собой, по отдельности, параметр SM, который указывает меру возникающего на стенке печи корпуса 12 печи термического излучения, параметр М в качестве меры кусковатости расплавляемого материала 20 в объеме заполнения печи, а именно, в зоне электродов 13, параметр ММ в качестве меры изменения прилегающей к стенке печи доли расплавляемого материала 20, параметр Е для введенной с момента подачи последней загрузки расплавляемого материала удельной энергии на единицу массы расплавляемого материала, параметр Т для повышения температуры или, в общем, для термической нагрузки на стенке печи и параметр G для градиента этой термической нагрузки (например, повышения температуры). Эти входные параметры представлены на чертеже соответствующими кругами, причем эти круги одновременно представляют вычислительные блоки, которые из измеренных значений (см. более подробно ниже) генерируют требуемые входные параметры. В общем, следует также отметить, что сигнальные линии, через которые направляется только один сигнал, представлены тонкими линиями, а сигнальные линии, через которые направляется несколько сигналов, представлены жирными линиями. Жирные линии могут быть выполнены, например, как жгут нескольких линий, которые только для наглядности чертежа показаны как жирная линия. Но также возможно реализовать эти сигнальные линии, например, в форме шины данных. Сигналы, передаваемые по широким сигнальным линиям, представляют собой группы сигналов, которые обусловлены структурой электродуговой печи 11 с тремя электродами и соответственно ассоциированными с тремя электродами другими устройствами, такими как дополнительные реактивности 16, исполнительные элементы 14, а также датчики 22, 23. За счет отдельно управляемых электродов 13 в этих линиях требуются соответственно параллельно проходящие измерительные или управляющие сигналы.
Более конкретно, входные параметры генерируются следующим образом. Для меры излучения SM предпочтительно три датчика 22 корпусного звука размещаются на стенке печи таким образом, что каждый из датчиков 22 локально измеряет распространяющиеся внутри корпуса 12 печи звуковые сигналы в зоне влияния одного из трех электродов 13. Сигналы собираются в модуле 24 конфигурации и служат, при применении вышеописанного принципа оценки, с использованием временной характеристики электродного тока посредством блока 25 оценки для генерирования меры излучения SM, меры кусковатости М и меры изменения прилегающей к стенке печи доли расплавляемого материала ММ. Кроме того, в зонах влияния измеряется температура в охлаждающих элементах или сопоставимая мера для описания термического нагружения корпуса 12 печи с помощью датчиков 23. Датчики 23 выдают свои сигналы на устройство 26 конфигурации, причем сигналы для генерации разности температур Т (предпочтительно как разность температуры прогона охлаждающей системы, при необходимости также как разность температур относительно образованного из этих значений среднего значения) и градиента G температуры оцениваются. Кроме того, вычисляется введенная, приходящаяся на загрузку удельная энергия Е, причем для этого электрическая мощность печного трансформатора подается на блок 25 оценки, а также термическая мощность на основе расхода кислорода в кислородной фурме 18 и расхода горючего вещества в горелке 17. При этом дополнительно считываются данные памяти 27, причем здесь сохранены масса соответствующей подаваемой загрузки, а также момент времени подачи этой загрузки в корпус 12 печи и имеющиеся в этот момент температуры стенки для вычисления разности температур Т.
Система регулирования согласно представленному примеру выполнения устройства обработки сигналов работает с пятью различными регуляторами от I до V и четырьмя вычислительными модулями от VI до IX. Регуляторы реализованы предпочтительно как нечеткие регуляторы. Вычислительные модули имеют пять выходов, с помощью которых контролируются электродуговая печь и ее компоненты (см. более подробно ниже). Нечеткий регулятор I служит для классификации термического состояния печи. Этот регулятор выдает, таким образом, значение, насколько критично термическое состояние печи в данный момент.Это значение вычисляется локально для всех трех термических зон влияния электрических дуг (также называемых горячими точками). Для каждого электрода отслеживается температурная характеристика элементов стенки, которые граничат с зонами влияния электрических дуг 13. Критические состояния определяются, если либо термическая нагрузка Т соответствующих элементов стенки сама уже очень высока, либо регистрируется крутой подъем G термической нагрузки. При более низкой термической нагрузке элементов стенки, напротив, устанавливается некритическое состояние. Для этого можно также применять ступенчатую меру.
Информация нечеткого регулятора I применяется в качестве входного параметра для нечеткого регулятора II (а также нечеткого регулятора V), который количественно определяет экранирование стенок печи расплавляемым материалом и в дальнейшем ходе способа также вспененным шлаком. В качестве других входных параметров применяются мера излучения SM для термических зон влияния электродов и вводимая, приходящаяся на загрузку, удельная энергия. Отсюда вычислительный модуль II вычисляет выходные параметры; это представляет собой соответствующие корректирующие предложения для задаваемых программой процесса трансформаторных ступеней, которые вводятся в вычислительный модуль VI, корректирующие предложения для дополнительной реактивности, которые вводятся в вычислительный модуль VIII, и корректирующие значения для импедансов ветвей электрических дуг 13, которые вводятся в вычислительный модуль VII. Последние корректируют задаваемые программой процесса опорные значения для импедансов ветвей в электрических дугах, так что это приводит к перераспределению объемов энергии и излучаемой мощности в электрических дугах, чтобы ослабить критические состояния в по меньшей мере одной зоне влияния соответствующей электрической дуги.
Нечеткий регулятор III учитывает состояние расплавляемого материала, в частности, его изменение непосредственно под электродами (изменение означает в первую очередь перемещение скрапа и наличие так называемого холодного скрапа, которое в процессе плавки происходит отчасти хаотично). В качестве входных параметров применяются мера кусковатости М и введенная, приходящаяся на загрузку удельная энергия Е. При этом всего имеется, таким образом, четыре входных параметра. Из них регулятор вычисляет предложения по изменению для импедансов ветвей, которые вышеописанным образом влияют на управление электродами 13. Если, например, установлено сильное изменение расплавляемого материала под одним из электродов (например, из-за обрушения холодного скрапа), то выдаются значения предложения в том отношении, чтобы заданное значение для импеданса ветви для этого электрода уменьшить. Тем самым посредством исполнительного элемента 14 соответствующий электрод 13 перемещается глубже внутрь печи, из-за чего длина электрической дуги укорачивается и ввод энергии в скрап по сравнению с вводом энергии посредством обоих других электродов 13 увеличивается.
Нечеткий регулятор IV оценивает изменение массы расплавляемого материала у стенки печи, а именно, в термических зонах влияния электродов 13. В качестве входных параметров применяется мера изменяющейся массы ММ и введенная, приходящаяся на загрузку удельная энергия Е, таким образом, четыре входных сигнала. Регулятор вычисляет в качестве выходных параметров предложения по изменению для заданных значений импедансов ветвей уже описанным образом. Если, например, обнаруживается сильное изменение массы в некоторой зоне стенки печи, то это указывает на возможно предстоящее или последовавшее обрушение скрапа при обнажении участка стенки. Регулятор выдает в качестве выходного сигнала в порядке предупреждения, что соответствующий электрод поднимается, причем за счет становящейся длиннее электрической дуги импеданс ветви этого электрода увеличивается.
С помощью нечеткого регулятора V оказывается влияние на горелки 17 и кислородные фурмы 18 и, тем самым, выполняется управление вводом химической энергии. В качестве входных параметров используются мера ММ для изменения доли твердого вещества у стенки и мера излучения SM, таким образом, шесть входных параметров. Дополнительно в нечеткий регулятор V еще вводятся четыре других входных параметра удельной энергии Е, введенной с момента последней загрузки, а также выходные параметры нечеткого регулятора I, таким образом, дополнительные четыре входных параметра. Нечеткий регулятор вычисляет отсюда в качестве выходных параметров предложения по изменению для ввода химической энергии, то есть предложения по изменению для заданных значений для горелки 17 и кислородной фурмы 18.
Все выходные параметры нечетких регуляторов с II по V вводятся в вычислительные модули с VI по IX и обрабатываются. При этом при регулировании выходных параметров в вычислительных модулях VI, VIII и IX учитываются пороговые значения для активного вмешательства регулятора, как и соответствующие гистерезисы, что обуславливает то, что регулирующие колебания системы регулирования демпфируются и в первую очередь осуществляется регулирование протекающих в плавильной печи процессов посредством перераспределения энергии на электродах 13 путем поднятия или снижения требуемых импедансов ветвей. При этом речь идет о тех параметрах регулирования, которые могут преобразовываться проще всего, без механического износа и без мощности потерь. Только если эти меры регулирования недостаточны, чтобы нормализовать процессы в электродуговой печи 11 и, тем самым, входные параметры системы регулирования, пороговые значения вычислительных модулей VI, VIII и IX превышаются и, тем самым, инициируются чрезвычайные меры регулирования посредством системы 21 регулирования. Взаимодействие различных нечетких регуляторов и вычислительных модулей должно настраиваться индивидуально для каждой электродуговой печи 11 и обеспечивает после установки оптимизированную динамическую реакцию ввода энергии на изменение текущего состояния расплавления расплавляемого материала.
Способ работы модулей с VI по IX далее описывается более подробно. Модуль VI преобразует непрерывные исходные (необработанные) значения для изменения ступеней трансформатора в дискретное значение. За счет гистерезиса предотвращается то, что переключатель ступеней печного трансформатора будет переключаться слишком часто. Если, например, только один из участков стенки плохо экранирован, а остальные участки стенки хорошо экранированы, то нечеткий регулятор II выдает предложения по изменению для асимметричного распределения энергии, которые в первую очередь преобразуются в модуле VII. Это означает, что термически сильно нагруженный участок стенки за счет изменения импеданса ветви соответствующего электрода 13 разгружается.
Вычислительный модуль VI имеет только один выход, который воздействует на переключатель ступеней печного трансформатора 15, и может изменяться с изменением его выходного напряжения.
В вычислительном модуле VII применяется аналитическая модель для распределения нагрузки. Таким способом можно своевременно перераспределить энергию излучения от плохо экранированных частей стенки от соответствующих электродов на другие электроды. При этом сигналы нечетких регуляторов II, III и IV комбинируются, и отсюда вычисляется соответствующее перераспределение заданных значений для импеданса ветви отдельных электродов. Для этого можно учитывать взвешенным образом влияние нечетких регуляторов II, III и IV в зависимости от характеристик электродуговой печи 11 и следующего отсюда влияния изменения определенных мер. Особенно простая возможность заключается в определении всех сигнальных выходов нечетких регуляторов II, III и IV, причем соответственно определенные сигналы каждого электрода, разумеется, оцениваются отдельно. Выходные сигналы вычислительного модуля VII непосредственно воздействуют на средство управления 28, которое предусмотрено для исполнительных элементов 14 и может регулировать ими по отдельности.
Посредством вычислительного модуля VII могут управляться дополнительные реактивности 16, если это требуется (вторичное регулирование). С этой целью средство управления 29 управляется вычислительным модулем VIII, причем средство управления 29 управляет дополнительными реактивностями 16, из которых каждая предусмотрена на каждый электрод 13. Таким способом можно непосредственно снизить мощность электрических дуг 13, за счет того что в дополнительной реактивности 16 электрическая мощность преобразуется в форму реактивной мощности.
Вычислительный модуль IX, наконец, содержит программу, с помощью которой могут управляться кислородная фурма 18 и горелка 17 (разумеется, могут также локально управляться несколько горелок или кислородных копий). В зависимости от выданного нечетким регулятором V значения, тем самым может осуществляться дросселирование или повышение вводимой химической тепловой мощности. При этом могут играть роль и другие параметры влияния, которые подробно не представлены и которые в качестве предпосылки имеют химические требования в электродуговой печи.
Изобретение относится к способу контроля процесса плавки в электродуговой печи (11), а также к устройству (21) обработки сигналов для электродуговой печи (11), к программному коду и носителю для хранения данных для осуществления этого способа. В способе с помощью датчиков (22) корпусного звука определяются звуковые сигналы или колебания из внутренности корпуса (12) печи, из которых можно вывести параметры для распределения расплавляемого материала, расплава и шлака в заполнении печи. В первую очередь определяются параметр SM для термического излучения, возникающего на стенке корпуса печи, параметр М для кусковатости расплавляемого материала в объеме заполнения печи и параметр ММ для изменения находящейся у стенки печи доли расплавляемого материала. В соответствии с изобретением предусмотрено, что посредством системы (21) регулирования при оценке параметров преимущественно распределение энергии на электродах (13) изменяется таким образом, что термические пики нагрузки ослабляются или предотвращается их зарождение. Для этого модифицируются сохраненные в качестве заданных значений импедансы ветвей. Если этого регулирования не достаточно, то затем снижается термическая мощность электрических дуг. Тем самым можно реализовать быстро и надежно действующий режим работы для процессов в электродуговой печи (11). 3 н. и 9 з.п. ф-лы, 1 ил.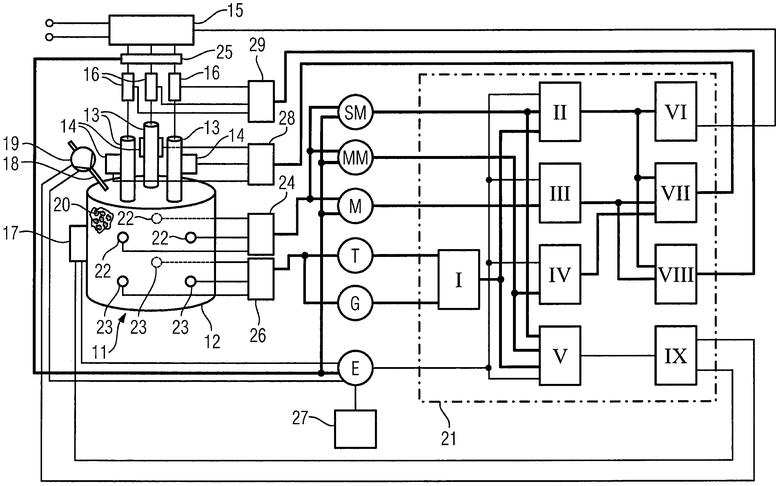
1. Способ контроля процесса плавки в электродуговой печи с по меньшей мере двумя электродами (13), при котором за счет оценки проходящих через внутренность корпуса (12) печи звуковых сигналов формируется по меньшей мере один вид параметров для распределения расплавляемого материала, расплава и шлака в заполнении печи, в особенности
- параметры (SM) как мера для термического излучения, возникающего на стенке корпуса печи (12), и/или
- параметры (М) как мера для кусковатости расплавляемого материала (20) в объеме заполнения печи, в особенности, в зоне под электродами (13), и/или
- параметры (ММ) как мера для изменения находящейся у стенки печи доли расплавляемого материала,
отличающийся тем, что
- для термической области влияния каждой электрической дуги соответствующего электрода (13) формируются локальные параметры,
- исходя из локальных параметров делается вывод относительно существующих или предстоящих локальных термических пиков нагрузки в зонах влияния электрических дуг,
- в зависимости от сформированных параметров преимущественно распределение энергии между электрическими дугами изменяется так долго, как требуется, чтобы термические пики нагрузки ослаблялись или предотвращалось их зарождение,
- в зависимости от сформированных параметров, затем термическая мощность электрических дуг путем снижения вторичного напряжения питающего электроды (13) печного трансформатора (15) и/или путем изменения реактивного сопротивления включенной последовательно с электродами (13) дополнительной реактивности (16) снижается так долго, как требуется, если достигнутый за счет преимущественного изменения распределения энергии эффект недостаточен, или можно предвидеть, что этот эффект не будет достаточным, чтобы снизить или устранить термические пики нагрузки.
2. Способ по п.1, отличающийся тем, что параметры (SM) формируются для термического излучения, возникающего на стенке печи, и они связываются с параметром (Е) для введенной с момента подачи последней загрузки расплавляемого материала удельной энергии на единицу массы расплавляемого материала этой последней загрузки.
3. Способ по п.2, отличающийся тем, что дополнительно для термической зоны влияния каждой электрической дуги формируются локальные параметры (Т) для термической нагрузки на стенке печи и/или локальные параметры (G) для градиентов термической нагрузки, и эти параметры (Т, G) связываются с локально соответствующими параметрами (SM) для термического излучения, возникающего на стенке печи.
4. Способ по п.1, отличающийся тем, что параметры (SM) формируются для термического излучения, возникающего на стенке печи, и дополнительно для термической зоны влияния каждой электрической дуги вырабатываются локальные параметры (Т) для термической нагрузки на стенке печи и/или локальные параметры (G) для градиентов изменения этой термической нагрузки, и эти параметры (Т, G) связываются с локально соответствующими параметрами (SM) для термического излучения, возникающего на стенке печи.
5. Способ по п.2 или 4, отличающийся тем, что в зависимости от выработанных параметров (Т) для термической нагрузки на стенке печи и/или параметров (G) для градиентов изменения этой термической нагрузки, термическая мощность электрических дуг путем управления печным трансформатором и/или дополнительным реактивным сопротивлением снижается так долго, пока эти параметры лежат выше критического для стенки печи значения.
6. Способ по любому из пп.1-4, отличающийся тем, что параметры (М) формируются для кусковатости расплавляемого материала (20) в объеме заполнения печи, в особенности, в зоне под электродами (13), и они связываются с параметром (Е) для введенной с момента подачи последней загрузки расплавляемого материала удельной энергии на единицу массы расплавляемого материала этой последней загрузки.
7. Способ по любому из пп.1-4, отличающийся тем, что параметры (ММ) формируются в качестве меры для изменения прилегающей к стенке печи доли расплавляемого материала, и они связываются с параметром (Е) для введенной с момента подачи последней загрузки расплавляемого материала удельной энергии на единицу массы расплавляемого материала этой последней загрузки.
8. Способ по любому из пп.1-4, отличающийся тем, что тепловая мощность внутри корпуса (12) печи дополнительно повышается за счет химической реакции с использованием горелки (17) или кислородной фурмы (18), причем в зависимости от сформированных параметров термическая мощность химических реакций путем уменьшения подачи горючего вещества к горелке (17) и/или кислорода к кислородной фурме (18) снижается так долго, как требуется.
9. Способ по п.8, отличающийся тем, что формируются параметры (SM) для возникающего на стенке печи термического излучения и/или параметры (ММ) в качестве меры для изменения доли прилегающего к стенке печи расплавляемого материала, и они связываются с параметром (Е) для введенной с момента подачи последней загрузки расплавляемого материала удельной энергии на единицу массы расплавляемого материала этой последней загрузки.
10. Способ по п.9, отличающийся тем, что дополнительно для термической зоны влияния каждой электрической дуги вырабатываются локальные параметры (Т) для термической нагрузки на стенке печи и/или локальные параметры (G) для градиента этой термической нагрузки, причем эти параметры (Т, G) связываются с локально соответствующими параметрами (SM, ММ) согласно п.9.
11. Устройство обработки сигналов для электродуговой печи с машиночитаемым программным кодом, который имеет управляющие команды, которые побуждают устройство обработки сигналов выполнять способ по любому из пп.1-9.
12. Носитель для хранения данных с сохраненным на нем машиночитаемым программным кодом для устройства обработки сигналов для электродуговой печи, причем программный код имеет управляющие команды, которые побуждают устройство обработки сигналов выполнять способ по любому из пп.1-9.
| DE 102005034378 А1, 25.01.2007 | |||
| DE 102005034409 В3, 24.05.2006 | |||
| WO 2007009924 А1, 25.01.2007 | |||
| МЕТОД ВОЗВЕДЕНИЯ ВОЛНИСТЫХ МОНОЛИТНЫХ СВОДОВ И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2615202C2 |
| А. В. Перов,Г. И. Крохин, Л. Г. Кашила, Г. В. Чухонцев, Ю. В. Гаврилови В. Г. Овчинников | 0 |
|
SU256124A1 |
| Способ управления режимом в дуговой сталеплавильной печи | 1989 |
|
SU1700780A1 |

