УРОВЕНЬ ТЕХНИКИ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Электродные проволоки, обычно применяемые для ГМС (газоэлектрическая металлическая сварка) и ДСФ (дуговая сварка под флюсом), обычно несут медное покрытие (плакирование) для снижения трения и электрического сопротивления между электродной проволокой и контактным концом сварочного пистолета, через который проходит электродная проволока. Напротив, СТЭ (сварка трубчатым электродом) электродные проволоки обычно несут смазочный материал подачи проволоки, содержащий твердый смазочный материал, такой как MoS2, WS2, графит и/или ПТФЭ (тефлон) для этой цели. Связующее, такое как растительное масло, минеральное масло, синтетическое масло или нефтяной парафин, включают в смазочный материал подачи проволоки в целях адгезии и чтобы усилить подающую способность, т.е. легкость забора проволоки из контейнера ее подачи и подачу проволоки через контактный конец без запутывания. Стабилизаторы дуги, которые обычно представляют собой натрий- или калийсодержащее мыло или детергенты и др., также могут растворяться и/или диспергироваться в связующем. См., например, Kokai (японская опубликованная нерассмотренная заявка) 2004-034131, Kokai 08-257788, Kokai 2002-219595, Kokai 2002-239779, США 6337144 и Kokai 2003-039191, содержание которых включено сюда посредством ссылки.
Задачей настоящего изобретения является электродная проволока с признаками по п.1 формулы изобретения. Предпочтительные варианты осуществления данной проволоки описаны в зависимых пунктах формулы изобретения и обсуждаются в данном описании. Дополнительными задачами данного изобретения являются композиция покрытия электродной проволоки по п.10 и электродуговая сварка по п.15. Согласно данному изобретению электрическое сопротивление между электродной проволокой и контактным концом сварочного пистолета существенно снижается путем обеспечения на поверхности электродной проволоки термически устойчивого, электропроводящего твердого вещества в форме тонких частиц. Считается, что результатом является то, что будет улучшена стабилизация дуги и будет увеличен срок службы контактного конца.
Таким образом, это изобретение в широком аспекте обеспечивает электродную проволоку для применения в электродуговой сварке, содержащую основу электродной проволоки и твердый проводник на поверхности данной основы электродной проволоки, где данный твердый проводник содержит термически устойчивое, электропроводящее измельченное твердое вещество. В частности, данный твердый проводник является перовскитом.
В особом варианте осуществления данное изобретение обеспечивает электродную проволоку, содержащую основу электродной проволоки и покрытие проволоки на внешней поверхности данной основы электродной проволоки, где данное покрытие проволоки содержит твердый смазочный материал, твердый проводник, содержащий термически устойчивое, электропроводящее измельченное твердое вещество, и связующее.
Кроме того, данное изобретение также обеспечивает улучшенное покрытие электродной проволоки, содержащее твердый смазочный материал, твердый проводник, содержащий термически устойчивое, электропроводящее измельченное твердое вещество, и связующее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
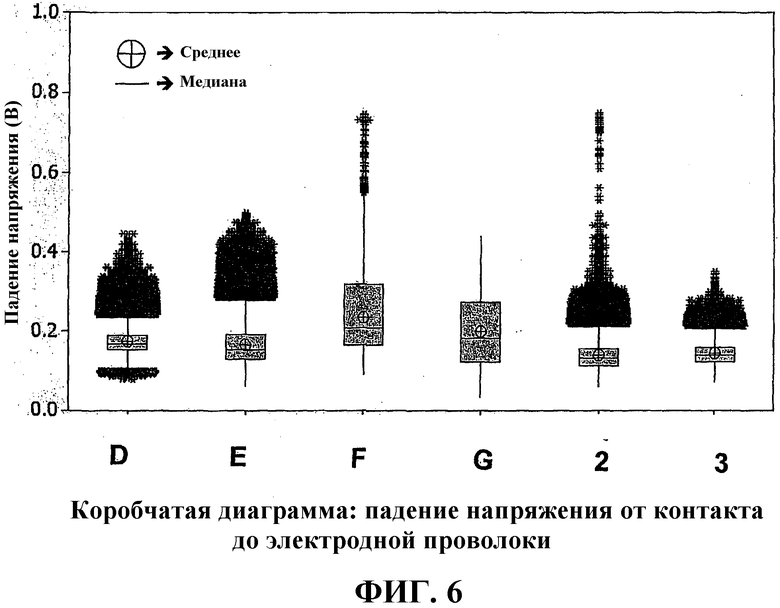
Фиг.1А, 2А, 3А и 4А представляют собой микрофотографии осевых сечений контактных концов четырех разных сварочных пистолетов, использованных в определенных экспериментальных сварочных тестах, выполненных согласно последующему примеру 1 и сравнительным примерам А-С данного описания; фиг.1А-D: ИЗНОС КОНТАКТНОГО КОНЦА - СРАВНИТЕЛЬНЫЙ ПРИМЕР А; фиг.2А-D: ИЗНОС КОНТАКТНОГО КОНЦА - СРАВНИТЕЛЬНЫЙ ПРИМЕР В; фиг.3А-D: ИЗНОС КОНТАКТНОГО КОНЦА - СРАВНИТЕЛЬНЫЙ ПРИМЕР С; фиг.4А-D: ИЗНОС КОНТАКТНОГО КОНЦА - ПРИМЕР 1; фиг.5: коробчатая диаграмма: падение напряжения от контакта до электродной проволоки и фиг.6: коробчатая диаграмма: падение напряжения от контакта до электродной проволоки.
Фиг.1В, 2В, 3В и 4В; 1С, 2С, 3С и 4С; и 1D, 2D, 3D и 4D представляют собой микрофотографии соответствующих радиальных сечений, сделанных при различном положении в контактных концах четырех разных сварочных пистолетов из этих рабочих примеров;
Фиг.5 представляет собой графическое представление результатов, полученных в этих рабочих примерах, в обозначениях падения напряжения и изменения падения напряжения; и
Фиг.6 представляет собой графическое представление, аналогичное фиг.5, где фиг.6 изображает результаты, полученные в примерах 2 и 3 и сравнительных примерах D-G данного описания.
ПОДРОБНОЕ ОПИСАНИЕ
Согласно данному изобретению термически устойчивое, электропроводящее твердое вещество в мелкоизмельченной форме обеспечивается на поверхностях электродной проволоки, используемой для электродуговой сварки, для снижения электрического сопротивления между электродной проволокой и контактным концом сварочного пистолета, через который проходит электродная проволока.
Основа проволоки
Данное изобретение применимо к любому типу электродной проволоки, применяемому ранее, или тому, который может применяться в будущем, в любом типе электродугового сварочного процесса, включая ГМС (газоэлектрическая металлическая сварка), ДСФ (дуговая сварка под флюсом) и СТЭ (сварка трубчатым электродом), но не ограничиваясь ими. Электродная проволока, сделанная для ГМС и ДСФ согласно данному изобретению, чаще всего будет представлять собой металлическую проволоку с твердой сердцевиной, т.е. проволоку, содержащую твердую массу из металла, по существу, однородной композиции, которая является "чистой", т.е. не покрытой каким-либо типом смазочного материала, связующего или другого ингредиента, обычно включаемого в покрытия обычной электродной проволоки, и "голой", т.е. не плакированной или не покрытой иным образом медью или любым другим металлом или металлическим сплавом ("голая металлическая проволока"). Такие проволоки чаще всего делают из углеродистой (мягкой) стали, хотя они также могут быть выполнены из множества других металлов и металлических сплавов, таких как нержавеющая сталь, включая аустенитную, мартенситную, ферритную и двухфазную нержавеющие стали, сплавы с низким СТЕ, такие как инвар и ковар, и суперсплавы на основе никеля, такие как инконель, и др. Кроме того, они также могут быть плакированы медью или любым другим металлом, если желательно, хотя это обычно не является необходимым согласно настоящему изобретению. Аналогично, они также могут быть покрыты обычными смазочными материалами для подачи и другими обычными ингредиентами, как будет происходить, например, если основа проволоки, на которую наносится предлагаемая композиция покрытия проволоки, представляет собой обычную, коммерчески доступную "голую металлическую проволоку", которая обычно несет некоторый тип смазочного материала подачи проволоки. Следовательно, задачей настоящего изобретения является электродная проволока, где данная электродная проволока имеет твердую сердцевину и, по существу, свободна от медного плакирования, и, возможно, твердый проводник на поверхности данной проволоки имеет электропроводность по меньшей мере приблизительно 50 См/см при 800°С и где данный твердый проводник является перовскитом.
Обычно электродная проволока для ГМС будет иметь диаметр приблизительно 1/16 дюйма (~1,6 мм) или меньше, тогда как электродная проволока для ДСФ будет иметь диаметр приблизительно 1/16 дюйма (~1,6 мм) или больше. ДСФ электродная проволока с диаметрами по меньшей мере приблизительно 2 мм, по меньшей мере приблизительно 3 мм и даже по меньшей мере приблизительно 4 мм не является редкой.
Дополнительной задачей настоящего изобретения является электродная проволока, где данная электродная проволока имеет флюсовую сердцевину. Когда данное изобретение применяется для изготовления электродной проволоки с флюсовой сердцевиной, любой тип электродного флюса может быть включен в сердцевину проволоки. Хотя такие электродные проволоки с флюсовой сердцевиной обычно будут не плакированными, они также могут быть плакированы медью или любым другим металлом или металлическим сплавом, если желательно.
Твердый смазочный материал и связующее
Хотя твердый проводник данного изобретения может быть использован в одиночку, его обычно объединяют с другими материалами, обычно наносимыми на поверхности голой металлической электродной проволоки для усиления смазывающей способности, подающей способности, стабильности дуги и/или других свойств. Так, например, в некоторых вариантах осуществления данного изобретения твердый проводник может быть частью покрытия электродной проволоки, включающего твердый измельченный смазочный материал, такой как MoS2, WS2, ZnO (обычно вместе с WS2), графит и/или ПТФЭ (тефлон), а также связующее, такое как растительное масло, минеральное масло, синтетическое масло, нефтяной парафин или подобное. Для этой цели любой твердый смазочный материал, который ранее применяли или который может применяться в будущем, для усиления смазывающей способности между электродной проволокой и оборудованием, через которое она подается, может быть использован в данном изобретении. Аналогично, любое связующее, которое ранее применяли или которое может применяться в будущем, для улучшения сцепления между такими твердыми частицами и поверхностями электродной проволоки, к которой они прилипают, может применяться в данном изобретении. См. различные отечественные и иностранные патентные документы, цитированные выше, для всестороннего описания различных типов твердых смазочных веществ и связующих, обычно используемых для изготовления обычных смазочных веществ для подачи.
В других вариантах осуществления данного изобретения твердый проводник может объединяться с подходящим связующим, описанным выше, без присутствия твердого смазочного материала.
В добавление к твердым смазочным материалам и связующим, обсуждаемым выше, другие ингредиенты, включаемые в обычные смазочные материалы электродной проволоки, такие как стабилизаторы дуги и подобные, также могут быть включены в покрытия электродной проволоки данного изобретения.
Твердый проводник
Согласно данному изобретению электрическое сопротивление между электродной проволокой, используемой для электродуговой сварки, и контактным концом сварочного пистолета снижается во время сварки путем обеспечения на поверхностях электродной проволоки твердого проводника, содержащего термически устойчивое, электропроводящее твердое вещество в мелкоизмельченной форме. В этом контексте "термически устойчивое" означает, что данный твердый проводник остается твердым (например, не плавится) и, кроме того, по существу, не реакционноспособным на воздухе при 1200°С, как определяется с помощью ТГА (термический гравиметрический анализ) согласно ASTM Е2550-07. Твердые проводники, которые являются термически устойчивыми при 1350°С, 1500°С и даже при 1600°С являются наиболее интересными. В этом отношении см., например, публикацию Shimizu et al., Wear Mechanism in Contact Tube, Science and Technology of Welding and Joining, Vol.11, No.1, 2006, pp 94-105, которая указывает, что графит окисляется при температурах сварки и, следовательно, не является "термически устойчивым" в контексте данного описания.
В добавление к термической устойчивости твердые проводники, используемые в данном изобретении, также являются электропроводящими. В этом контексте "электропроводящего" означает, что данный твердый проводник имеет удельную электропроводность σ по меньшей мере 10 См/см (сименс на сантиметр) при 800°С, как определяется с помощью ASTM B193-02. Твердые проводники с удельной электропроводностью при 800°С по меньшей мере приблизительно 50 См/см, по меньшей мере приблизительно 75 См/см и по меньшей мере приблизительно 90 См/см являются наиболее интересными. Твердые проводники с удельной электропроводностью при 800°С по меньшей мере приблизительно 200 См/см, по меньшей мере приблизительно 300 См/см, по меньшей мере приблизительно 400 См/см, по меньшей мере приблизительно 500 См/см и даже по меньшей мере приблизительно 1000 См/см рассматриваются.
В результате получения термически устойчивого электропроводящего твердого проводника на поверхностях электродной проволоки согласно данному изобретению электрическое сопротивление между применяемой электродной проволокой и контактным концом сварочного пистолета, через который проходит электродная проволока во время электродуговой сварки, снижается. Считается, что это, в свою очередь, вызывает соответствующее снижение джоулева нагрева контактного конца. Это должно приводить в значительному уменьшению скорости износа контактного конца из-за избыточного нагрева, и, следовательно, к соответствующему увеличению срока службы контактного конца. Это, в свою очередь, очень выгодно при сварке роботом, где "время простоя" очень дорого.
Любой твердый материал, который является термически устойчивым и электропроводящим и который также может быть получен в тонкой измельченной форме, может быть использован в качестве твердого проводника данного изобретения. Размер частиц твердого проводника не является критическим, и, по существу, любой размер частиц может быть использован. В общем, размер частиц твердого проводника должен быть достаточно маленьким, чтобы они прилипали к поверхности основы проволоки с помощью выбранного связующего частиц, и достаточно большим, чтобы стоимость полученного твердого проводника не становилась чрезмерно высокой. С практической точки зрения это означает, что средний размер частиц твердого проводника будет обычно приблизительно 40 микрон или меньше, в особенности от 40 микрон до 1 нм (нанометр). Более предпочтительно от 40 микрон до 0,1 микрон. Средний размер частиц порядка приблизительно 20 микрон или меньше, приблизительно 10 микрон или меньше, приблизительно 5 микрон или меньше, или даже 2 микрон или меньше является более интересным.
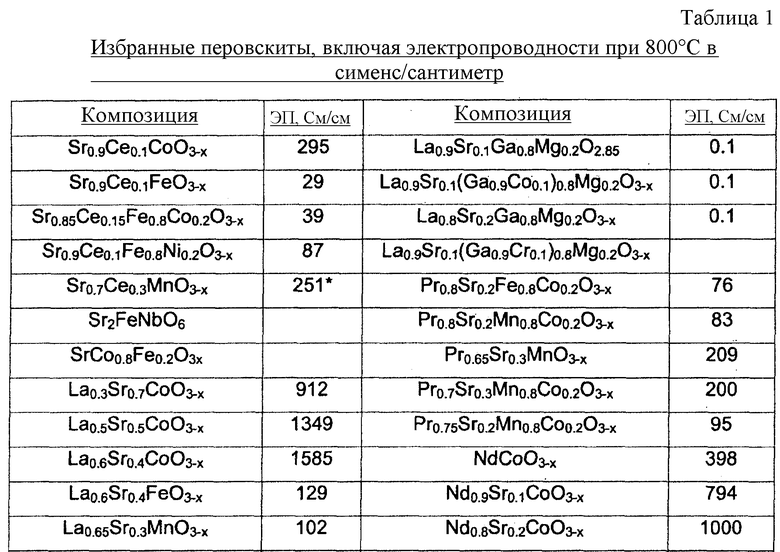
Кроме того, хотя любое термически устойчивое твердое вещество, которое имеет удельную электропроводность о по меньшей мере приблизительно 10 См/см (сименс на сантиметр) при 800°С, может быть использовано в качестве твердого проводника данного изобретения, вещества, имеющие удельную электропроводность о по меньшей мере приблизительно 25 См/см при 800°С, являются более интересными, хотя вещества, имеющие удельную электропроводность σ по меньшей мере приблизительно 50 См/см, по меньшей мере приблизительно 75 См/см или даже по меньшей мере приблизительно 100 См/см при 800°С, являются еще более интересными. Термически устойчивые твердые вещества с еще более высокой удельной электропроводностью, такой как по меньшей мере приблизительно 200 См/см, по меньшей мере приблизительно 300 См/см, по меньшей мере приблизительно 400 См/см, по меньшей мере приблизительно 500 См/см, по меньшей мере приблизительно 700 См/см или даже по меньшей мере приблизительно 1000 См/см, при 800°С рассматриваются. См. таблицу 1 ниже, которая показывает конкретные термически устойчивые твердые вещества с удельной электропроводностью с этими или даже более высокими уровнями.
Один класс твердых материалов, который может быть использован для этой цели, представляет собой электропроводящие перовскиты. Термин "перовскиты" относится к общей группе кристаллических смешанных оксидов металлов, базовая химическая формула которых следует образцу АВО3. Обычные А-катионы в перовскитах; в частности формулы АВОх, где х равно 2,5-3,2, наиболее предпочтительно х равно 3; представляют собой редкоземельные, щелочноземельные, щелочные и другие большие катионы, такие как Pb+2 и Bi+3, причем следующие катионы являются более обычными, где А представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из Na+, K+, Rb+, Ag+, Ca+2, Sr+2, Ba+2, Pb+2, La+3, Pr+3, Nd+3, Bi+3, Ce+4 и Th+4. Обычные В катионы в перовскитах включают Li+, Cu+2, Mg+2, Ti+3, V+3, Cr+3, Mn+3, Fe+3, Co+3, Ni+3, Rh+3, Ti+4, Mn+4, Ru+4, Pt+4, Nb+5, Ta+5, Mo+6 и W+6.
Кристаллическая структура перовскитов может быть описана как простая кубическая, где большие А-катионы занимают середину куба, меньшие В-катионы занимают углы, а анионы кислорода занимают центры граней куба. Данная структура стабилизируется 6-координацией В-катиона (октаэдр) и 12-координацией А-катиона. Упаковка ионов может через А и О ионы вместе формировать плотную кубическую упаковку, где В ионы занимают четверть октаэдрических пустот.
Хотя простая кубическая является идеализированной структурой, различия в радиусах между А и В катионами могут изменять данную структуру в ряд разных, так называемых искажений, среди которых наклон является наиболее общим. При наклоне перовскита октаэдр ВО6 поворачивается вдоль одной или нескольких осей, приспосабливаясь к данному различию.
Сложные перовскитные структуры могут содержать два или более разных А-катионов, два или более разных В-катионов, или и то, и другое. Это обычно приводит к упорядоченным и разупорядоченным вариантам. Такие сложные перовскитные кристаллы могут также демонстрировать стехиометрический избыток или недостаток атомов кислорода, особенно когда кристалл содержит множество А-катионов (или В-катионов), имеющих валентные состояния, отличающиеся друг от друга. Таким образом, сложные перовскиты могут также рассматриваться как соответствующие формуле А1-хА'хВ1-yB'yOz, где z может быть выше и ниже 3, чтобы удовлетворять валентным состояниям других присутствующих элементов. Заметим, также, что иногда сложные перовскиты описывают такими формулами, как Y1Ba2Cu3O7-δ, где кислородный индекс изменяется около 6, а не 3, как в случае АВО3. Однако это просто семантика, так как Y1Ba2Cu3O6 эквивалентно Y0,5Ba1Cu1,5O3.
В отношении общего описания перовскитов см. Tejuca, et al., Properties and Applications of Perovskite-type Oxides, © Marcel Dekker, Inc., New York, 1993; Bhyiyan, "TOPICAL REVIEW, Solution-derived Textured Oxide Thin Films-A Review," Superconductivity Science Technology, Vol. 19, Institute of Physics Publishing, January 4, 2006; H. Kamimura, Theory of Copper Oxide Superconductors, 2005, Springer-Verlag, Berlin; Pena, Chemical Structures of Pemformce of Perovskie Oxides, Chem. Rev., 101 (7), 1981-2018, 2001, 10.1021/cr980129f S0009-2665(98)001129-0, Web Release Date: May 31, 2001; and McEvoy, Materials for High-temperature Oxygen reduction in Solid Oxide Fuel Cells, Journal of Materials Science, Vol. 36, pp 1087-1091, 2001.
Будучи керамикой, перовскиты являются термически устойчивыми. Кроме того, как класс они демонстрируют широко изменяющиеся электропроводности. Некоторые являются диэлектриками, т.е. электрически изолирующими, тогда как другие проводят электричество как металлы. Многие являются полупроводниками, т.е. твердыми веществами, электропроводность которых обычно находится между электропроводностью диэлектрика и проводника, но которая может регулироваться в широком диапазоне постоянно или динамически.
Электропроводящие перовскиты хорошо известны и применяются в ряде различных электрических приложений, где требуется хорошая электропроводность при высоких температурах. Например, они широко используются для формирования катодов твердооксидных топливных элементом (ТОТЛ). См., например, вышеуказанную статью McEvoy.
Класс перовскитов, интересный для этой цели, описывается с помощью формулы АВОх, где А представляет собой по меньшей мере один элемент из La, Ce, Pr, Sm, Nd, Gd и Y; В представляет собой по меньшей мере один элемент из Ga, Mg, Mn, Fe, Cr, Co, Cu, Zn и Ni; и х равняется 2,5-3,2; где А может быть частично замещен одним или несколькими элементами из Sr, Ba и Са. В этом контексте "частично замещенный" означает, что до 50% ат. атомов А могут быть замещены указанными заместителями при условии, что отношение полного количества атомов А плюс заместителей к полному количеству атомов В сохраняется. Перовскиты этого типа, где А замещается на по меньшей мере 5% ат., по меньшей мере 10% ат., по меньшей мере 15% ат. указанными заместителями, представляют интерес.
Конкретные примеры электропроводящих перовскитов включают все из перовскитов, которые были описаны или могут быть описаны в будущем как применимые при изготовлении электродов для твердооксидных топливных элементов. Примеры включают LaMnO3, CaMnO3, LaNiO3, LaCoO3, LaCrO3 и др. LaMnO3, легированный стронцием, является особенно интересным. Другие примеры включают LaAlO3, GdFeO3, SrTiO3, BaCeO3, BaxSr1-xTiO3, BaZrO3, BaSnO3, BaZr0,35Ti0,65O3, La1-xCaxMnO3, LaNiO3, (Pb,Sr)TiO3, [Pb(Sc0,5Nb0,5)]xTi1-xO3, Pb1-xCaxTiO3, PbTiO3, Pb(Yb,Nb)TiO3, PbZrO3, Pb(Zr,Ti)O3 и SrRuO3. Также хорошо известно, что эти материалы могут быть легированы широким множеством разных легирующих элементов, включая Y, Hg, Tl и лантанидные элементы (от La до Yb), но не ограничиваясь ими. См. цитированную выше статью Bhyiyan.
Дополнительные конкретные примеры пригодных перовскитов, включая их электропроводности, приведены в следующей таблице 1:
В добавление к перовскитам другие термически устойчивые, электропроводящие твердые материалы, способные к подаче в мелкоизмельченной форме, могут быть использованы в качестве твердых проводников данного изобретения. Примеры включают никелаты лантана, такие как показано в опубликованной заявке США 2007/0184324, и материалы, имеющие структуру пирохлора (А2В2О7), такие как La2Zr2O7, Gd2Zr2O7, Eu2Nb2O7, Gd2Nb2O7, Sm2Nb2O7, Ho2Nb2O7, Y3NbO7 и Yb3NbO7.
Количество твердого проводника на поверхностях основы проволоки может широко варьировать, и, по существу, может быть использовано любое количество. В общем, достаточное количество твердого проводника должно использоваться, чтобы обеспечить заметное уменьшение электрического сопротивления между электродной проволокой и контактным концом сварочного пистолета, через который она проходит во время сварки, но не так много, чтобы стало трудно обращаться с электродной проволокой. Таким образом, содержание твердого проводника приблизительно от 0,001 до 10 гм/м2 площади поверхности проволоки или от 0,01 до 1 гм/м2 или даже от 0,05 до 0,5 гм/м2 может быть использовано.
В некоторых вариантах осуществления данного изобретения, как указано выше, твердый проводник объединяют с жидким или твердым органическим связующим, таким как растительное масло, минеральное масло, синтетическое масло или нефтяной парафин, в подходящем количестве в целях адгезии без присутствия твердого смазочного материала. В этом случае можно считать, что полученное покрытие электродной проволоки обычно содержит приблизительно от 1 до 50% масс. твердого проводника, более обычно приблизительно от 2 до 25% масс. твердого проводника, приблизительно от 5 до 15% масс. твердого проводника или даже приблизительно от 7 до 13% масс. твердого проводника в расчете на массу всего покрытия проволоки. Электродная проволока дополнительно содержит связующее на поверхности основы электродной проволоки, где, в частности, данное связующее представляет собой растительное масло, минеральное масло, синтетическое масло, нефтяной парафин или их смесь.
В других вариантах осуществления данного изобретения, как указано выше, покрытие электродной проволоки будет включать твердый проводник данного изобретения, а также твердый смазочный материал, такой как MoS2, WS2, графит, ZnO и/или ПТФЭ (тефлон). В этих случаях твердый проводник данного изобретения может присутствовать с массовым отношением от низкого 1:10 до высокого 10:1 в расчете на массу твердого смазочного материала. Возможны соответствующие массовые отношения от 5:1 до 1:5, от 2:1 до 1:2, от 1,5:1 до 1:1,5 и даже приблизительно 1:1. Обычно такие покрытия будут также включать жидкое или твердое органическое связующее, такое как растительное масло, минеральное масло, синтетическое масло или нефтяной парафин в количестве, подходящем для целей адгезии. В этом случае электродная проволока может содержать приблизительно от 1 до 20% масс. твердого смазочного материала и приблизительно от 1 до 20% масс. термически устойчивого твердого проводника в расчете на полное покрытие проволоки. Более интересны покрытия электродной проволоки, содержащие приблизительно от 4 до 15% масс. твердого смазочного материала и приблизительно от 4 до 15% масс. термически устойчивого твердого проводника. Покрытия электродной проволоки, содержащие приблизительно от 6 до 11% масс. твердого смазочного материала и приблизительно от 6 до 11% масс. термически устойчивого твердого проводника, еще более интересны. Наиболее предпочтительным твердым проводником является перовскит, как описано выше.
Обычно такие композиции (т.е. с твердым смазочным материалом или без него) будут содержать приблизительно от 60 до 98% масс. связующего, более обычно приблизительно от 70 до 92% масс. связующего и даже приблизительно от 78 до 88% масс. связующего в расчете на массу всего покрытия проволоки.
Кроме того, задачей настоящего изобретения является применение электродной проволоки согласно пунктам 1-9 формулы изобретения для электродуговой сварки объекта.
ПРИМЕРЫ
Чтобы более детально описать данное изобретение, были выполнены следующие рабочие примеры.
В каждом примере голую металлическую электродную проволоку из твердой малоуглеродистой стали диаметром 0,045 дюйма (~1,1 мм) сваривали в положении 1F ("валик на пластине"), образуя сварной шов на пластине толщиной 0,375 дюйма (~9,5 мм) из дробеструйно обработанной, малоуглеродистой стали, используя автоматическую сварочную машину PowerWave 455, доступную от Lincoln Electric of Cleveland, Ohio. Электродную проволоку подавали через машину со скоростью 450 дюймов в минуту (~1143 см/мин), когда машина работала при постоянном напряжении 31 вольт и силе тока приблизительно 340 ампер, используя постоянный вылет электрода 0,75 дюйма (~19,1 мм).
Каждый сварочный тест проводили 60 секунд. Затем контактный конец сварочного пистолета извлекали из машины и разрезали аксиально и радиально так, что контактную поверхность контактного конца, т.е. поверхность отверстия в контактном конце, через которое проходит электродная проволока, на внешнем конце контактного конца, можно было проверять визуально. Кроме того, один из разрезов также протравливали подходящим реагентом так, чтобы микроструктуру сплава, образующего контактный конец в этом месте, можно было определять визуально.
По меньшей мере четыре и иногда пять опытов проводили для каждого примера, где наиболее репрезентативный опыт для каждого примера выбирали для обсуждения ниже:
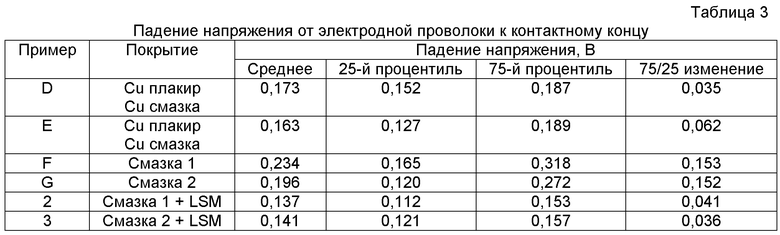
Сравнительный пример А
В этом примере используемая электродная проволока представляла собой обычную электродную проволоку из мягкой стали, плакированную медью, покрытую обычным органическим смазочным материалом подачи на основе воды, обычно применяемым на покрытой медью электродной проволоке ("стандартный медный смазочный материал" или "медная смазка"). Полученные результаты показаны на микрофотографиях на фиг.1А, 1В, 1С и 1D.
Как показано на фиг.1А, который представляет собой аксиальное сечение, получали относительно короткий след изнашивания длиной ~1 мм. Между тем, фиг.1В и 1С, которые представляют собой радиальные сечения сквозь этот след изнашивания, показывают, что некоторые количества дополнительной меди, которая предположительно происходит из медного плакирования электродной проволоки, осаждались на контактной поверхности контактного конца.
Наконец, фиг.1D, который представляет собой аксиальное сечение, подобно фиг.1В показывающий микроструктуру сплава, образующего контактный конец, демонстрирует, по существу, однородную мелкозернистую структуру вдоль массы металла, определяющей контактную поверхность. Это указывает, что температура контактного конца в точке электрического контакта во время сварки не превышает точки размягчения медного сплава, образующего контактный конец.
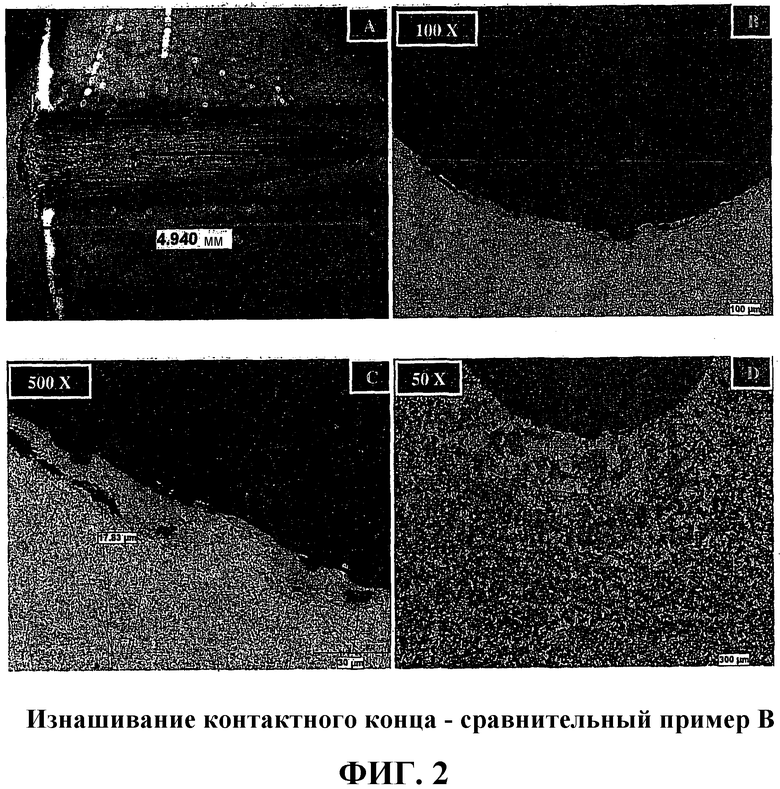
Сравнительный пример В
В этом примере использованная электродная проволока представляла собой такую же электродную проволоку из мягкой стали, применяемую в сравнительном примере А, за исключением того, что ее плакирование медью не осуществляли. Кроме того, эту электродную проволоку покрывали неводным органическим смазочным материалом подачи, обычно применяемым на голой стальной (не плакированной медью) электродной проволоке, содержащим смесь коммерчески доступных синтетических масел и коммерчески доступного стабилизатора дуги ("стандартный смазочный материал голой проволоки" или "смазка голой проволоки"). Полученные результаты показаны на микрофотографиях на фиг.2А, 2В, 2С и 2D.
Как показано на фиг.2А, получали след изнашивания длиной ~5 мм, что указывает, что гораздо большая область контактного конца подвергалась воздействию, чем в случае сравнительного примера А. Между тем, фиг.2В и 2С показывают, что вдоль области этого следа изнашивания получалась шероховатая контактная поверхность толщиной приблизительно 10 мкм, которая считается следствием не только удаления меди, но также осаждения сравнительно непрерывного слоя расплавленной стали в этой области.
Наконец, фиг.2D показывает, что большие зерна получались в металле контактного конца в этой области, тем самым указывая, что температура контактного конца в этом месте превышала точку размягчения металла.
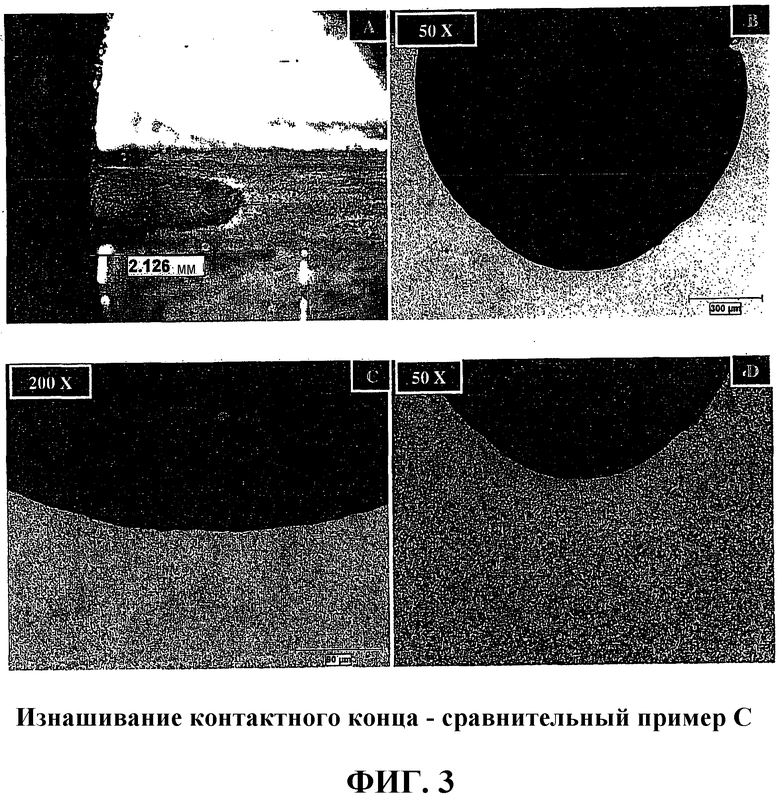
Сравнительный пример С
В этом примере такую же электродную проволоку, использованную в сравнительном примере В (без медного плакирования, но покрытую стандартным смазочным материалом голой проволоки), покрывали смесью, содержащей 5,0% масс. измельченного WS2, 1,7% масс. измельченного ZnO и 2,5% масс. измельченного графита, диспергированных в 90,8% масс. органического связующего, содержащего стандартный смазочный материал голой проволоки, упомянутый выше.
Как показано на фиг.3А, получали след изнашивания длиной ~2 мм, что указывает, что область контактного конца, которая подвергалась воздействию, была больше, чем в сравнительном примере А, но меньше, чем в сравнительном примере В. Фиг.3А также показывает, что некоторые мелкие частицы неизвестного материала осаждались на контактной поверхности вне, но вблизи, области следа изнашивания. Между тем, фиг.3В и 3С показывают, что контактная поверхность оставалась гладкой и свободной от любого добавленного материала, такого как шероховатый стальной слой голой металлической проволоки из сравнительного примера В.
Наконец, фиг.3D показывает немногочисленные большие зерна, присутствующие в микроструктуре металла, образующего контактную поверхность, тем самым указывая на по меньшей мере некоторый локальный нагрев выше точки размягчения в этих областях.
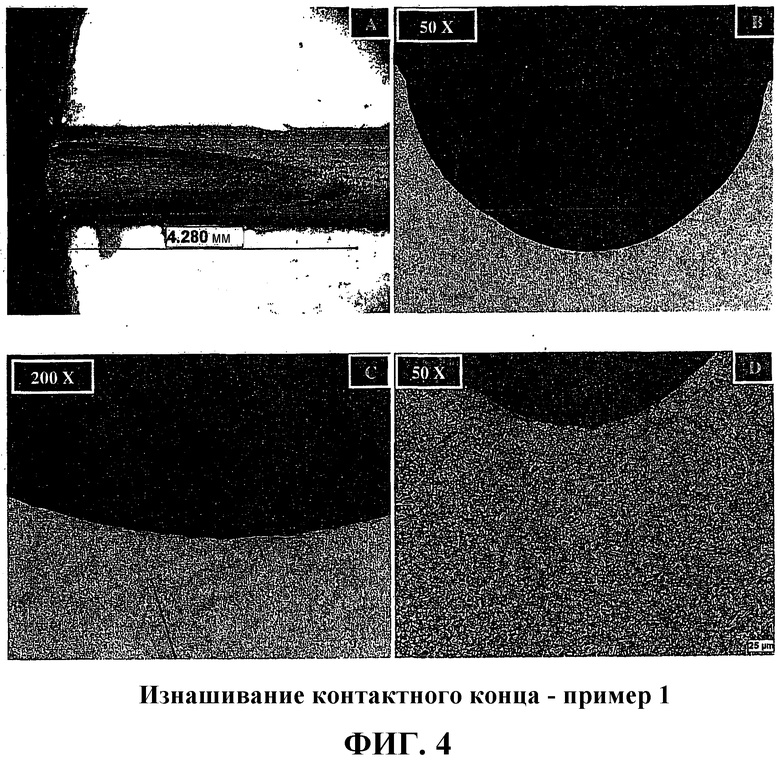
Пример 1
В этом примере такую же электродную проволоку, использованную в сравнительном примере В (без медного плакирования, но покрытую стандартным смазочным материалом голой проволоки), покрывали смесью, содержащей 8,4% масс. измельченного WS2 и 8,4% масс. твердого проводника "LSM", содержащего перовскит с формулой (La0,85Sr0,15)0,98MnO3, имеющий средний размер частиц 20 микрон и электропроводность при 800°С приблизительно 100 См/см, диспергированной в 83,2% масс. органического связующего, содержащего стандартный смазочный материал голой проволоки, упомянутый выше.
Как показано на фиг.4А, получали след изнашивания длиной ~5 мм, что указывает, что область контактного конца, которая подвергалась воздействию, была почти такой же большой, как в сравнительном примере В, в котором тестировали голую металлическую проволоку. Однако фиг.4В и 4С показывают, что контактная поверхность оставалась гладкой и свободной от любого добавленного материала почти так же, как в сравнительных примерах А и С. Кроме того, фиг.4D показывает, что еще меньше больших зерен присутствовало в микроструктуре металла, образующего контактную поверхность, по сравнению со сравнительным примером С, в котором использовали обычный твердый смазочный материал, тем самым указывая, что количество локального нагрева выше точки размягчения, которое происходило в этом примере, было меньше, чем происходило в сравнительном примере С.
Из сравнения фиг.1В, 1С, 2В, 2С, 3В, 3С, 4В и 4С можно видеть, что с точки зрения предотвращения образования шероховатой контактной поверхности, электродная проволока данного изобретения (пример 1) работает также хорошо, как электродная проволока сравнительного примера С (без плакирования/твердая смазка + смазка голой проволоки), и лучше, чем электродная проволока сравнительного примера В (без плакирования/смазка голой проволоки). Кроме того, она также работает лучше, чем электродная проволока медное плакирование/медная смазка из сравнительного примера А. Кроме того, из сравнения фиг.1D, 2D, 3D и 4D можно видеть, что с точки зрения предотвращения повреждения микроструктуры поверхности контактного конца, электродная проволока данного изобретения (пример 1) работает, по существу, также хорошо, как обычное медное плакирование/медная смазка из сравнительного примера А, и лучше, чем электродные проволоки сравнительного примера В (без плакирования/ смазка голой проволоки) и сравнительного примера С (без плакирования/твердая смазка + смазка голой проволоки).
Измерения электрического сопротивления
Чтобы дополнительно продемонстрировать эффект настоящего изобретения, падение напряжения между электродной проволокой и контактным концом во время каждых 60 секунд выполнения сварочного теста из вышеприведенных рабочих примеров измеряли и регистрировали со скоростью сбора данных 600 Гц. То есть, для каждого запуска теста каждого примера падение напряжения автоматически измеряли с помощью компьютера 600 раз в секунду и записывали, получая, тем самым, 36000 точек данных за 60 секунд запуска теста. Затем все точки данных для всех четырех или пяти запусков теста для каждого примера объединяли, получая все точки данных для каждого примера, т.е. 146000 или 180000 точек данных, например, в зависимости от того, делали четыре или пять запусков теста для этого примера. Данные затем анализировали, чтобы определить среднее падение напряжения, падения напряжения у 25-го и 75-го процентилей и изменение между 25-м и 75-м процентилями. Кроме того, статистически несущественные точки данных указывали у уровней напряжения больше, чем 150% уровня 75-го процентиля и меньше, чем 66,7% уровня 25-го процентиля. Выделение джоулева тепла для каждого рабочего примера также вычисляли по формуле:
Р=I×V, где
Р = выделившееся джоулево тепло, в ваттах,
I = сила тока, в амперах, и
V = напряжение, в вольтах.
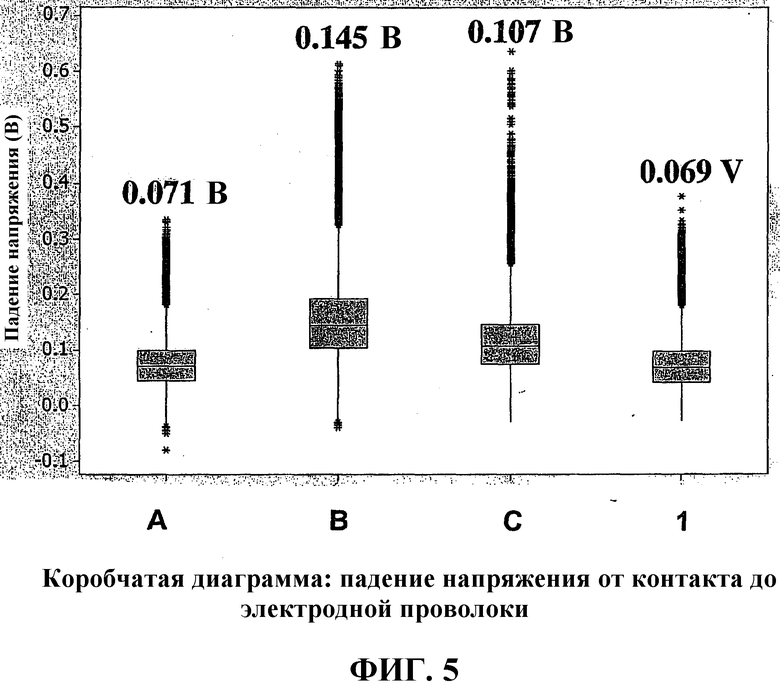
Полученные результаты представлены в следующей таблице 2 и визуально представлены на фиг.5.
изменение
смазка голой проволоки)
смазка голой проволоки)
твердая смазка + смазка голой проволоки)
Из таблицы 2 и фиг.5 можно видеть, что с точки зрения среднего падения напряжения и выделенного тепла, предлагаемая электродная проволока из примера 1 выступала также хорошо или лучше, чем электродная проволока медное плакирование/медная смазка из сравнительного примера А и значительно лучше, чем электродные проволоки сравнительного примера В (без плакирования/смазка голой проволоки) и сравнительного примера С (без плакирования/твердая смазка + смазка голой проволоки). Это означает, что электродная проволока данного изобретения будет работать по меньшей мере также хорошо, как обычная электродная проволока медное плакирование/медная смазка и значительно лучше, чем обычная проволока, покрытая твердым смазочным материалом, с точки зрения предотвращения износа контактного конца вследствие избыточного джоулева нагрева и, следовательно, улучшенного срока службы контактного конца.
Таблица 2 и фиг.5 также показывают, что разница между уровнями напряжения 25-го и 75-го процентиля, возникавшая, когда использовали электродную проволоку данного изобретения, была по меньшей мере такой же хорошей, как для электродной проволоки медное плакирование/медная смазка из сравнительного примера А, и значительно лучше, чем соответствующие величины для обычных электродных проволок сравнительного примера В (без плакирования/смазка голой проволоки) и сравнительного примера С (без плакирования/твердая смазка + смазка голой проволоки). Так как размер дуги, образующейся во время электродуговой сварки, прямо пропорционален чистому приложенному напряжению, эта относительно меньшая разница в уровнях напряжения, возникающая с помощью электродной проволоки данного изобретения, означает, что она будет работать по меньшей мере так же хорошо, как обычная электродная проволока медное плакирование/медная смазка из сравнительного примера А, и лучше, чем электродная проволока сравнительного примера С (без плакирования/твердая смазка + смазка голой проволоки), с точки зрения стабильности дуги.
Таким образом, аналитически определенные данные электрического сопротивления, обсуждаемые выше, когда рассматриваются в комбинации с визуальным свидетельством снижения износа, обсуждаемым выше в связи с примером 1 и сравнительными примерами А-С, демонстрируют, что электродная проволока данного изобретения работает по меньшей мере так же хорошо, как обычная электродная проволока медное плакирование/медная смазка, и значительно лучше, чем обычная электродная проволока, покрытая твердым смазочным материалом, с точки зрения снижения выделения джоулева тепла в контактном конце, предотвращения физического и микроструктурного повреждения контактного конца и поддержания стабильности дуги. Это, в свою очередь, означает, что электродная проволока данного изобретения будет иметь срок службы, по меньшей мере такой же хороший, как срок службы обычной электродной проволоки с медным плакированием, и значительно лучше, чем срок службы электродной проволоки, покрытой обычными твердыми смазочными материалами подачи.
Примеры 2 и 3 и сравнительные примеры D-G
Чтобы показать, что улучшенные результаты, обеспеченные данным изобретением, не зависят от конкретного используемого органического связующего, пример 1 и сравнительный пример В повторяли в серии экспериментов, в некоторых из которых использовали в качестве органического связующего такой же стандартный смазочный материал голой проволоки, как использовали выше в примере 1 и сравнительном примере В, а в других использовали другой смазочный материал голой проволоки в качестве органического связующего, в частности Mobil Velocite Oil No.10, доступный от Exxon Mobile Corporation of Fairfax, Virginia, который представляет собой неводный продукт, считающийся тщательно очищенной сырой нефтью, содержащей увеличивающие стабильность добавки. Кроме того, были также сделаны следующие дополнительные изменения:
сварку выполняли при приблизительно 250 ампер вдоль 15-футовой (4,57 м) траектории подачи с поворотом на 180° на половине пути и приблизительно 340 ампер вдоль прямолинейного пути подачи 6-8 футов (1,8-2,4 м),
сварку выполняли в течение 300 секунд при 350 ipm и 31,7 В,
данные собирали при 750 Гц,
покрытие органическим смазочным материалом подачи между голой проволочной основой и покрытием электродной проволоки данного изобретения опускали,
использованный LSM перовскитный твердый проводник получали из другого источника, и он имел размер частиц ~2 мкм вместо ~20 мкм, и
покрытия электродной проволоки данного изобретения делали из 1 г LSM перовскитного твердого проводника, диспергированного в 10 миллилитрах тестируемого органического связующего.
Между тем, чтобы продемонстрировать воспроизводимость этих тестов, два идентичных в другом отношении контрольных эксперимента проводили в другие дни, используя плакированные медью проволоки, идентичные проволокам, использованным выше в сравнительном примере А (медное плакирование/медная смазка), сваренные в таких же условиях, как использовали в этих сериях тестов.
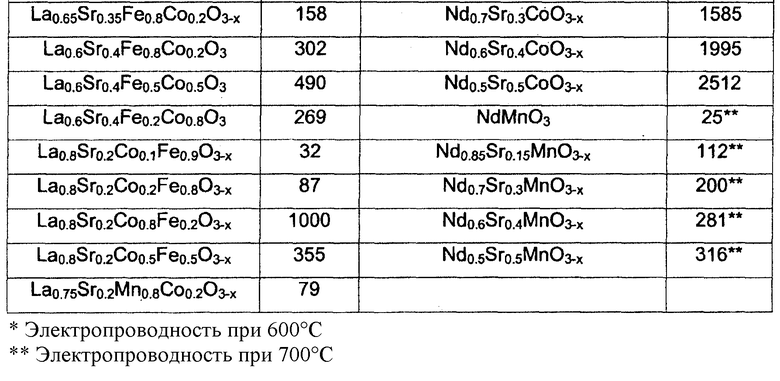
Как и в случае примера 1 и сравнительного примера В, падение напряжения между электродной проволокой и контактным концом во время каждого запуска теста сварки измеряли, регистрировали и анализировали, определяя среднее падение напряжения, падения напряжения у 25-го и 75-го процентилей, изменение между 25-м и 75-м процентилями и выделение джоулева тепла. Полученные результаты представлены в следующих таблицах 3-5 и визуально представлены на фиг.6. В этих таблицах "смазка 1" означает стандартный смазочный материал голой проволоки в качестве органического связующего в вышеописанном примере 1 и сравнительных примерах А и В, тогда как "смазка 2" означает Mobil Velocite Oil No.10.
Cu смазка
Cu смазка
Cu смазка
Cu смазка
Из таблиц 3-5 и фиг.6 можно видеть, что результаты, полученные из двух контрольных экспериментов, сравнительных примеров D и Е, хотя очень похожи, но не идентичны. Таким образом, различие между этими двумя примерами показывает степень экспериментальной ошибки, присущей этим тестам.
Теперь, путем сравнения результатов, полученных для примеров 2 и 3, представленных в таблицах 3-5 и визуально представленных на фиг.6, можно видеть, что эти результаты фактически идентичны в том, что различие между этими результатами находится внутри экспериментальной ошибки, показанной с помощью сравнительных примеров D и Е. Например, различие между средним нагревом сопротивлением, полученным в примерах 2 и 3 (37,1-35,6=1,5 ватт), меньше, чем различие между средним нагревом сопротивлением, полученным в сравнительных примерах D и Е (45,5-43,1=2,4 ватт). Это свидетельствует, что в отношении выделения тепла результаты, полученные из примеров 2 и 3, находятся внутри экспериментальной ошибки этих тестов и, следовательно, идентичны.
С другой стороны, изменение между уровнями напряжения у 25-го и 75-го процентилей, возникающее, когда использовали смазку 2 (Mobil Velocite Oil No.10), было немного лучше, чем изменение напряжения, когда использовали смазку 1 (стандартный смазочный материал голой проволоки, использованный в примере 1 выше). Эти результаты показывают, что смазка 2 (Mobil Velocite Oil No.10) по меньшей мере такая же хорошая, как смазка 1 (стандартный смазочный материал голой проволоки, использованный в примере 1 выше), с точки зрения преимущественных результатов, полученных с помощью данного изобретения.
Хотя только несколько вариантов осуществления данного изобретения было описано выше, следует принимать во внимание, что много модификаций может быть сделано без отклонения от сущности и объема данного изобретения. Все такие модификации предполагаются включенными в объем настоящего изобретения, который ограничивается только последующей формулой изобретения.
Изобретение относится к области металлургии, в частности к электродной проволоке, применяемой в электродуговой сварке. Для стабилизации дуги и увеличения срока службы контактного конца электродная проволока для использования в электродуговой сварке содержит металлическую основу электродной проволоки и твердый проводник на поверхностях данной металлической основы электродной проволоки. Данный твердый проводник содержит электропроводящее измельченное твердое вещество, состоящее из оксида металла, который сохраняется твердым и не реакционноспособным на воздухе при 1200°C. 4 н. и 11 з.п. ф-лы, 6 ил., 5 табл., 3 пр.
1. Электродная проволока для использования в электродуговой сварке, содержащая металлическую основу электродной проволоки и твердый проводник на поверхностях данной металлической основы электродной проволоки, причем данный твердый проводник содержит электропроводящее измельченное твердое вещество, состоящее из оксида металла, который сохраняется твердым и не реакционно-способным на воздухе при 1200°C.
2. Электродная проволока по п.1, в которой твердый проводник имеет электропроводность по меньшей мере приблизительно 50 См/см при 800°C.
3. Электродная проволока по п.1 или 2, в которой твердый проводник является перовскитом.
4. Электродная проволока по п.3, в которой перовскит соответствует формуле АВОх, где
1) А представляет собой по меньшей мере один элемент, выбранный из редкоземельных, щелочноземельных, щелочных, Рb+2 и Bi+3, и
В представляет собой по меньшей мере один элемент, выбранный из Li+, Cu+2, Mg+2, Ti+3, V+3, Сr+3, Мn+3, Fe+3, Со+3, Ni+3, Rh+3, Ti+4, Mn+4, Ru+4, Pt+4, Nb+5, Ta+5, Мо+6 и W+6; или
2) А представляет собой по меньшей мере один элемент из La, Се, Рr, Sm, Nd, Gd и Y,
В представляет собой по меньшей мере один элемент из Ga, Mg, Mn, Fe, Cr, Co, Cu, Zn и Ni и
x равняется 2,5-3,2,
где А может быть частично замещен одним или несколькими элементами из Sr, Ва и Са.
5. Электродная проволока по п.1, которая дополнительно содержит связующее на поверхностях металлической основы электродной проволоки.
6. Электродная проволока для использования в электродуговой сварке, содержащая металлическую основу и покрытие на внешней поверхности металлической основы, содержащее твердый смазочный материал, твердый проводник, содержащий электропроводящее измельченное твердое вещество, состоящее из оксида металла, который остается твердым и нереакционно-способным на воздухе при 1200°C, и связующее.
7. Электродная проволока по п.6, в которой покрытие электродной проволоки содержит от 1 до 20 мас.% твердого смазочного материала и от 1 до 20 мас.% твердого проводника.
8. Электродная проволока по п.6 или 7, в которой твердый смазочный материал представляет собой по меньшей мере один компонент из MoS2, WS2, ZnO, графита и ПТФЭ (тефлон).
9. Электродная проволока по п.1, в которой твердый проводник имеет средний размер частиц приблизительно 20 мкм или меньше.
10. Покрытие для электродной проволоки для использования в электродуговой сварке, содержащее твердый смазочный материал, твердый проводник, содержащий электропроводящее измельченное твердое вещество, состоящее из оксида металла, который остается твердым и не реакционно-способным на воздухе при 1200°C, и связующее.
11. Покрытие электродной проволоки по п.10, которое содержит от 1 до 20 мас.% твердого смазочного материала и от 1 до 20 мас.% твердого проводника.
12. Покрытие электродной проволоки по п.10 или 11, в котором твердый смазочный материал представляет собой по меньшей мере один компонент из MoS2, WS2, ZnO, графита и ПТФЭ (тефлон).
13. Покрытие электродной проволоки по п.10 или 11, в котором твердый проводник имеет электропроводность по меньшей мере приблизительно 50 См/см при 800°C.
14. Покрытие электродной проволоки по п.10 или 11, в котором твердый проводник является перовскитом.
15. Применение электродной проволоки по любому из пп.1-9 в качестве электрода в электродуговой сварке.
| US 3620830 А, 16.11.1971 | |||
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2003 |
|
RU2257987C1 |
| Однопутный снегоочиститель для железных дорог | 1912 |
|
SU864A1 |
| US 6608284 В1, 19.08.2003 | |||
| JP 55128395 А, 04.10.1980. | |||

