Область техники
Данное изобретение относится к способу создания металлических деталей, в котором используется осаждение материала, и устройству для осуществления этого способа, которые могут быть применены в отраслях промышленности, в которых используется 3D печать металлических деталей, аддитивное производство, гибридное производство, и конкретнее решение относится к области технологий, предназначенных для создания деталей с пространственной конфигурацией в рабочей зоне производственной установки, в которой используется металлический порошок или металлическая проволока в качестве исходного материала.
Уровень техники
Металлические детали изготавливаются путем постепенной наплавки с помощью дуговой сварки отдельных наплавленных покрытий, из которых образуются слои металла. Эти слои металла образуют либо непосредственно всю деталь полностью, в случае простых деталей, либо отдельные топологические элементы, из которых компонуется вся деталь. Используются различные способы наплавки покрытий. Наиболее распространенные способы включают наплавку металлического порошка, увлекаемого потоком газа с помощью лазерного или электронного луча, наплавку металлического порошка в виде тонкого слоя с помощью лазера, наплавку металлической проволоки с использованием лазера или электронного луча, наплавку проволоки с использованием технологии сварки MIG-MAG (дуговая сварка металлическим (плавящимся) электродом в среде инертного активного газа). Возможные, но не используемые способы наплавки металлических покрытий включают, например, наплавку электрической дугой по способу TIG (дуговая сварка вольфрамовым электродом в среде инертного газа), плазменную сварку, газовую сварку. В известных способах наплавки металла в качестве исходного, предназначенного для наплавки материала используется порошок или проволока. Наплавка под действием теплоты и сил, обеспечивает размещение наплавленного материала в новом месте, там, где создается наплавляемый слой.
В изобретении не рассматривается технологический процесс наплавки как таковой, но используется известный способ наплавки. Заявка не касается технического решения задачи создания способа/технологии наплавки с помощью дуговой сварки, т.е. технологии переноса расплавленного металла на основу. В этом отношении мы ссылаемся на готовую технологию, поставляемую производителем оборудования для осаждения металла.
В изобретении только используются эти технологии, устанавливаются параметры процесса и определяются его начало и конец.
Слои создаются при использовании одного или нескольких последовательно наносимых металлических покрытий из соответствующих материалов. Полученное наплавкой покрытие может иметь базовую топологию сварочного элемента или валика сварочного шва. Во время создания валика сварочного шва происходит относительное перемещение поверхности основы, на которую наносится металлическое покрытие, и приспособления для сварки. Перемещение происходит в плоскости, параллельной той области на поверхности основы, на которую наносится металл. Конфигурация поверхности, на которую наносится металл, в общем случае может быть пространственной конфигурацией.
Когда путем наплавки создается покрытие в виде сварочного элемента, относительное перемещение поверхности основы, на которую наносится покрытие из металла, и приспособления для сварки отсутствует.
После наплавки покрытия одним проходом и окончания одного слоя продолжается наплавка с нанесением еще одного покрытия, еще одного слоя, что приводит к созданию всей новой детали целиком или постепенно отдельных топологических элементов детали.
Возможно в общем случае получать покрытия осаждением с помощью дуговой сварки любых металлических материалов, для которых существует технология нанесения покрытия наплавкой. Во время наплавки покрытия с помощью дуговой сварки почти все металлические материалы требуют присутствия защитной газовой среды, чтобы предотвратить деструкцию нанесенного материала. Некоторые материалы, такие как титан и его сплавы, требуют присутствия защитной газовой среды не только во время процесса сварки, но также и во время охлаждения полученного наплавкой покрытия до его конечной температуры. Конкретные параметры технологического процесса наплавки покрытия и варианты защитной среды не подлежат защите.
Существующее доступное на рынке оборудование и технологии и существующие патенты в общем случае не включают охлаждение, очистку, механическую обработку и контроль поверхности, предваряющие последующую наплавку материала, когда создаются отдельные наплавленные покрытия и перед наплавкой еще одного покрытия и создания всего слоя. Операция охлаждения обычно является пассивной, использующей окружающий воздух или среду защитного газа. Операция очистки обычно выполняется после окончания изготовления детали и за пределами производственной установки. Операция механической обработки обычно производится после окончания изготовления детали или топологического элемента детали за пределами производственной установки при использовании другого станка или на производственных установках, сочетающих наплавку материала и механическую обработку (на гибридных производственных установках) в одной рабочей зоне; при этом механическая обработка выполняется непосредственно на той же производственной установке, на которой происходит наплавка материала.
Данное изобретение не касается конкретного технологического процесса, технологических параметров и инструментов для отдельных операций наплавки покрытия, охлаждения, механической обработки и очистки. Более того, изобретение не касается инструментальных программных средств или описания конструкции производственной установки и ее деталей.
Известны следующие существующие технические решения, касающиеся использования промышленного оборудования и технологии, предназначенных для создания металлических деталей из металлической основы в форме сварочной проволоки или металлического порошка.
Решение 1: Наплавка покрытия из проволоки при использовании электронного луча. Эта технология предлагается компанией Sciaky (http://www.sciaky.com) в производственной установке ЕВАМ 300 и многих других установках.
Решение 2: Наплавка покрытия из проволоки с помощью дуговой сварки при использовании технологии дуговой сварки вольфрамовым электродом в инертном газе (GTAW/TIG) и сварке сжатой дугой (плазменной сварки, PAW). Эта технология предлагается компанией Sciaky (http://www.sciaky.com) в производственной установке AcuWeld 1000.
Решение 3: Наплавка покрытия при помощи лазерного луча из металлического порошка, переносимого потоком газа, или из металлической проволоки, которая подается к листу выполнения наплавки. Обычно эта технология называется "лазерным плакированием". Лазерные головки обычно перемещаются с помощью робота, но их также можно перемещать любыми другими конструкциями, предназначенными для подачи рабочего органа. Эта технология предлагается, например, компанией LaserTec (http://lasertec.pl/?lang=en).
Недостаток технологии в решениях 1, 2 и 3 заключается в присущей ей значительной тепловой нагрузке на изготавливаемую деталь, больших внутренних напряжениях и деформации детали после изготовления; эта технология не позволяет обрабатывать поверхность полученного путем наплавки покрытия для выполнения следующего шага наплавки после каждой наплавки; она не содержит механической обработки и не позволяет охлаждать наплавленное покрытие перед следующим шагом наплавки покрытия; кроме того, эта технология не включает контроль температуры наплавленной детали перед следующим шагом наплавки. Постепенная наплавка слоя покрытия на ранее наплавленное необработанное покрытие приводит к снижению геометрической точности каждого последующего слоя, к неопределенному тепловому режиму наплавленного покрытия в процессе наплавки покрытия, поскольку используются основы с различными температурами, что приводит к возникновению неконтролируемого внутреннего напряжения в деталях, в структуре их материала и снижению однородности. В технологии не используется межстадийная очистка поверхностей перед каждым шагом наплавки покрытия, и невозможно обеспечить максимальную однородность последующего наплавленного слоя покрытия и чистоту образованного материала. Ее значительным недостатком является высокая стоимость создаваемой детали между 10000 и 25000 чешских крон на килограмм, что является главным образом следствием необходимости использовать лазерную технологию и электронный пучок. Технология изготовления металлических деталей согласно решениям 1-3 приводит к изготовлению деталей с однородностью материала ниже стандартного уровня, высокой вероятностью возникновения внутренних дефектов, неопределенных тепловых эффектов неконтролируемого распределения внутренних напряжений при высоких затратах. Патенты, относящиеся к этой технологии включают, например, US 7020539 В1.
Решение 4: Создание деталей из металлического порошка путем послойной наплавки при помощи подвижного лазерного луча или подвижного электронного пучка. При этой технологии отдельные частицы металла в слое спекаются друг с другом при помощи лазера или электронного пучка. Только определенная зона порошка связывается в каждом слое в результате управления перемещением лазерного/электронного луча. Эта технология обычно называется "селективное лазерное спекание (SLS)", и ведущим производителем оборудования для нее является компания EOS (http://www.eos.info), а использование электронного луча называется "аддитивная технология с использованием электронного луча", и ведущим производителем оборудования для нее является компания Arcam АВ (www.arcam.com). Основным решением, в котором описана эта технология является WO 1988002677 А2, хотя имеется и много других, связанных с ней, патентов, например: JP 2008-106319, А; US 6682684 B1; US 2005/0112230 A1; US 5904890.
Недостатком технологии в решении 4 является значительная тепловая нагрузка на изготавливаемую деталь, значительные внутренние напряжения и деформация деталей после изготовления; эта технология не позволяет обрабатывать поверхность наплавленного слоя для следующего шага наплавки после каждого процесса наплавки; она не содержит механической обработки и не позволяет охладить наплавленное покрытие перед следующим шагом наплавки; кроме того, эта технология не подразумевает контроль температуры наплавленного слоя перед следующим шагом наплавки. Поскольку наплавленная деталь окружена металлическим порошком, температура вокруг детали возрастает без какого-либо контроля. Температурный режим не контролируется, и на тепловую нагрузку на деталь влияет главным образом ее геометрическая ориентация в рабочей зоне и положение и форма других деталей, изготавливаемых одновременно с ней в этой же рабочей зоне. Температурный режим наплавленного слоя не определен - основа имеет каждый раз различную температуру, что приводит к возникновению в деталях неконтролируемого внутреннего напряжения. Значительным недостатком является то, что процесс является медленным с реальной производительностью до 250 г/час при высокой стоимости изготавливаемой детали, между 10000 и 25000 чешских крон на кг. Технологический процесс изготовления металлических деталей при использовании решения 4 приводит к изготовлению деталей с неопределенными тепловыми эффектами, неконтролируемым распределением внутренних напряжений, при высокой стоимости и значительных затратах времени на изготовление.
Решение 5: Технология, сочетающая наплавку покрытия из порошка или проволоки при использовании лазера (Решение 3 - Лазерное плакирование) и встраивание в металлорежущий станок. Эта технология позволяет наплавлять покрытие в общем случае в рабочей зоне металлообрабатывающего станка, а также обрабатывать наплавленную деталь. Эта технология предлагается, например, компанией DMG MORI (http://us.dmgmori.com) в производственной установке LASERTEC 65 3D; компанией MAZAK (http:www.mazakusa.com) в производственной установке INTEGREX i-400AM, компанией HAMUEL Maschinenbau GmbH в производственной установке HSTM 1500, или компанией WEL Millturn Technologies GmbH, IBARMIA INNOVATEK, S.L.U. и компанией ELB-SCHLIFF Werkzeugmaschinen GmbH как вспомогательное оборудование для производственных установок. Все эти производственные установки создают возможность наносить материалы с использованием технологии лазерного плакирования и механически обрабатывать изделие в одной рабочей зоне и, таким образом, использовать гибридную технологию изготовления. Большинство производителей добавляют технологию лазерного нанесения покрытия к модифицированным металлообрабатывающим станкам. В известных и представленных в настоящее время технологиях первоначально выполняется постепенная наплавка детали или ее части, которая состоит из множества наплавленных покрытий - осажденных слоев. За ней следует естественное охлаждение без контроля температуры и черновая механическая обработка всей детали или ее части. Патенты, относящиеся к этой технологии, включают WO 90/15375, WO 02/073325 А2 и ряд других.
Недостатком технологии, относящейся к решению 5, является значительная тепловая нагрузка на изготавливаемую деталь, значительное внутреннее напряжение и деформация детали после изготовления, эта технология не позволяет регулировать температуру детали после каждой наплавки, очищать поверхность наплавленного слоя и вокруг него и выполнять чистовую механическую обработку наплавленного слоя в качестве подготовки к следующей операции наплавки. Предлагаемые, известные и представленные технологии не содержат и не предлагают охлаждение, контроль температуры, очистку и механическую обработку после каждого шага наплавки покрытия и перед каждой следующей наплавкой. Постепенное наложение наплавленных слоев на ранее наплавленные необработанные слои приводит к снижению геометрической точности каждого последующего наплавленного слоя, к неопределенному тепловому режиму наплавленного слоя - в процессе наплавки покрытий используются основы с различными температурами, что приводит к возникновению неконтролируемого внутреннего напряжения в деталях и структуре их материала и снижению однородности. Чистота поверхности и ее форма также оказываются неопределенными. В технологии не используется межстадийная очистка поверхности перед каждым шагом наплавки покрытия, и невозможно обеспечить максимальную однородность каждого последующего полученного наплавкой слоя покрытия и чистоту создаваемого материала. Ее значительным недостатком является высокая стоимость создаваемой детали, между 8000 и 25000 чешских крон на кг, вызванная главным образом использованием технологии лазерного нанесения покрытия.
Технология изготовления металлических деталей в соответствии с решением 5 приводит к изготовлению деталей с однородностью материала ниже стандартного уровня, более высокой вероятностью возникновения внутренних дефектов, неопределенных тепловых эффектов, неконтролируемого распределения внутренних напряжений, а также с более низкой точностью расположения наплавленного покрытия при высоких затратах.
Решение 6: Создание деталей из металлического порошка путем послойной наплавки при помощи подвижного лазерного луча, с возможностью использовать дополнительный фрезерный шпиндель встроенный в металлообрабатывающий станок. Эта технология позволяет выполнять наплавку покрытия в рабочей зоне производственной установки, а также в ограниченных пределах выполнять его обработку без использования охлаждения смазочно-охлаждающей жидкостью. Эта технология предполагается, например, компанией Matsuura (http://www.matsuura.co.jp/index.html) в производственной установке LUMEX Avance-25 или компанией SODICK (http://www.sodick.com/) в производственной установке OPM250L. Обе эти установки создают возможность накладывать материалы, используя технологию селективного лазерного спекания (SLS), и в ограниченных пределах выполнять механическую обработку в одной рабочей зоне и, таким образом, использовать гибридную технологию изготовления. Оба эти производителя добавляют фрезерный шпиндель к модифицированной производственной установке, использующей технологию селективного лазерного спекания (SLS). В известных и представленных в настоящее время технологиях первоначально выполняется последовательная наплавка детали или ее части, которая состоит из множества наплавленных покрытий - осажденных слоев. За ней следуют естественное охлаждение без контроля температуры и без возможности дополнительного охлаждения и механическая обработка тех участков поверхностей наплавленного покрытия, доступ к которым будет невозможен на следующих технологических шагах наплавки, т.е. поверхностей, которые окажутся в замкнутых полостях или каналах. С учетом размещения детали на опоре и окружающего ее металлического порошка, использование охлаждения жидкостью и механическая обработка со значительной силой резания не представляется возможными. Основными патентами, относящимися к этой технологии, являются следующие: US 6,657,155 В2; US 2006/0208396 A1; US 8,329,092 В2; US 7,323,132 В2; US 7,172,724 В2; US 2011/0123383 A1; US 8,828,116 B2; US 8,738,166 B2; US 2013/0065073 A1; US 2006/0208396 A1. Другие близкие патенты - это ЕР 0596683 А1, в котором технология поделена на ряд автоматизированных рабочих мест, и патенты ЕР 047075 А2, ЕР 2581154 А1, ЕР 2581155 А1, JP 200073108 A, JP 3446618, US 2002/0147521 A1, WO 02/073324 A2 и другие.
Недостатком технологии, относящейся к решению 6, является значительная тепловая нагрузка на изготавливаемую деталь, значительное внутреннее напряжение и деформация деталей во время и после изготовления, и поэтому механической обработке подвергается деталь, испытавшая температурную деформацию. Эта технология не предоставляет возможность точно регулировать температуру детали после каждого шага наплавки, очищать поверхность наплавленного слоя материала и вокруг него и выполнять чистовую механическую обработку поверхности в качестве подготовки к следующей операции наплавки, поскольку это привело бы к загрязнению последнего слоя металлического порошка стружками и к тому, что следующий отдельный слой металлического порошка не сможет надежно покрыть стружку, что будет угрожать качеству наплавленного покрытия в следующем слое. Предлагаемые, известные и представленные технологии не содержат и не подразумевают охлаждение, контроль температуры, очистку и механическую обработку после каждого шага наплавки покрытия и перед каждой следующей наплавкой. Последовательное наложение наплавленных слоев на необработанные предварительно наплавленные покрытия приводит к снижению геометрической точности каждого последующего наплавленного слоя, к неопределенному тепловому режиму в наплавленном слое, т.к. в процессе наплавки используются основы с различными температурами, что приводит к возникновению неконтролируемого внутреннего напряжения в деталях и структуре их материла и нарушению однородности. Чистота поверхности и ее форма также оказываются неопределенными. В технологии не используется межстадийная очистка поверхности перед каждым шагом наплавки, и невозможно обеспечить максимальную однородность каждого последующего наплавленного слоя. Ее существенным недостатком является высокая себестоимость создаваемой детали, между 10000 и 25000 чешских крон на кг, вызванная главным образом использованием технологии лазерного нанесения покрытия.
Технология изготовления металлических деталей в соответствии с решением 6 приводит к изготовлению деталей с неопределенными температурными эффектами, неконтролируемым распределением внутреннего напряжения, отсутствием возможности определить форму поверхности перед каждой наплавкой, со сниженной точностью распределения наплавленного покрытия и с высокой себестоимостью.
Сущность изобретения
Указанные выше недостатки в значительной степени устраняются при использовании способа создания металлических деталей путем осаждения материала в соответствии с настоящим изобретением. Его сущность состоит в том, что создается покрытие, получаемое наплавкой с помощью дуговой сварки при удельном расходе от 2 до 200 мм3/с, которое затем охлаждается до температуры от 20 до 90°С и очищается, после этого наплавленное покрытие обрабатывается механически до получения формы основы, имеющей от одной до трех контактных поверхностей для наплавки следующего слоя покрытия, и после дополнительной очистки и сушки создается еще один слой покрытия, получаемый наплавкой с помощью дуговой сварки при удельном расходе от 2 до 200 мм3/с.
Охлаждение предпочтительно осуществлять путем заливки детали охлажденной жидкостью до максимального уровня, не доходящего на 3 мм до нового наплавленного слоя, и/или путем охлаждения рабочего стола производственной установки.
Покрытие, получаемое наплавкой, создается при использовании по крайней мере одной процедуры, выбранной из следующей группы: наплавка из газовой фазы с использованием лазера, наплавка с помощью электронного луча, наплавка металлического порошка в виде тонкого слоя с использованием лазера, наплавка металлической проволоки с использованием лазера, наплавка с использованием электронного луча, наплавка проволоки с использованием технологии MIG-MAG, наплавка с помощью дуговой сварки по технологии TIG (дуговая сварка вольфрамовым электродом в среде инертного газа), плазменная сварка, газовая сварка.
Очистка может осуществляться механически и/или потоком жидкости. Предмет изобретения также включает устройство для осуществления предложенного способа, включающее станину производственной установки, которая состоит из фундамента, стойки и средств управления перемещением по крайней мере по трем координатам X, Y, Z, соединенных друг с другом и/или со стойкой и фундаментом посредством линейных направляющих, рабочий стол с по крайней мере одной сварочной головкой и по крайней мере одной обрабатывающей головкой. Сущность его состоит в том, что средства управления перемещением по крайней мере по трем координатам, передняя бабка и инструментальный шпиндель объединены в одной замкнутой, вентилируемой зоне в установке, а другие технологические модули соединены с телом передней бабки и выбираются из следующей группы: сварочная головка, устройство для непрерывного охлаждения, устройство для очистки наплавленного покрытия, устройство для очистки и сушки и устройство для контроля температуры, а стол оборудован системой внутреннего охлаждения.
Установка может дополнительно иметь оси вращения В и С. Предпочтительно, чтобы средства управления перемещением было снабжено электрическим приводом, соединенным с системой управления установкой.
Предпочтительно, чтобы установка была снабжена по крайней мере одним датчиком температуры.
Изобретение относится к технологии и производственной установке, построенным по модульному принципу из отдельных операций, что позволяет изготавливать детали с меньшими затратами и большей точностью по сравнению с существующей технологией, с однородной структурой и более низким остаточным напряжением. Базисная технология представляет собой сочетание стандартных способов наплавки с промежуточными операциями охлаждения, очистки и механической обработки с тем, чтобы вновь накладываемый слой накладывался на геометрически определенную поверхность, чистую и гладкую поверхность. Это решение с заданной степенью сложности не было представлено или предложено кем-либо до настоящего времени, хотя было представлено и предложено много близких технологий, и много других разрабатывается в настоящее время.
В настоящем изобретении предлагается технология с высоким показателем затраты-эффективность, в которой используется наплавка с помощью дуговой сварки, основанная на расходе стандартной электродной проволоки, газов для сварки и станков. Стоимость одного кг созданной детали составляет от 25 до 30% от стоимости деталей, созданных с помощью 3D-принтеров (SLM) или путем лазерного плакирования из порошка.
Если в данной технологии на начальном этапе используется станок с ЧПУ и если для наплавки материала используется электрическая дуга, то ее преимуществом будет низкая цена оборудования, которая достигает примерно 50% от цены установки, используемой при лазерной сварке.
Производственный процесс можно полностью автоматизировать, исключив какую-либо потребность в контроле и участии оператора, и, следовательно, свести к минимуму риск причинения вреда здоровью операторов.
При использовании электродуговой сварки, эта гарантирует более высокую профессиональную безопасность для оператора, поскольку в ней не используется канцерогенный металлический порошок как базовая субстанция для создания наплавленного покрытия. Также существует риск взрыва, связанного с использованием порошка.
Использование всей процедуры, состоящей из отдельных операций, для создания множества связанных друг с другом слоев приводит к формированию наплавленного материала с однородностью, достигающей 100%, не содержащего пор и шлака.
Если на начальном этапе для осуществления технологического процесса и для обеспечения кинематического управления сварочной горелкой используется станок с ЧПУ типа CNC, возможно добиться исключительно точного положения наплавленного покрытия благодаря точности, программному обеспечению и управлению производственной установки.
При использовании электродуговой сварки положением места образования электрической дуги и формой наплавленного материала можно управлять, обрабатывая соответствующим образом поверхность, предназначенную для наплавки. Возможно управлять электрической дугой.
Данная технология позволяет создавать детали машин оптимальной формы, с открытыми и замкнутыми полостями при минимальном количестве используемых конструкционных материалов и тем самым сберегать материальные ресурсы и окружающую среду. Если такая оптимальная деталь является частью транспортного средства, то также появится вторичная экономия в результате снижения издержек на энергопотребление.
Эта технология позволяет быстро изготавливать сложные изделия-полуфабрикаты и готовые детали при использовании электродной проволоки в качестве основного исходного материала для наплавки с помощью электрической дуги.
В случае использования электродной сварки данная технология позволяет создавать детали или несущие конструкции посредством холодной непрерывной наплавки, технологии, известной как СТМ (холодный перенос материала), с последующим охлаждением и механической обработкой наплавленного на отдельный участок слоя в одной рабочей зоне в автоматическом цикле и с быстрым повторением.
В случае использования электродной сварки эта технология позволяет создавать детали или несущие элементы, применяя точечную стратегию при точном оплавлении капель, когда один элемент создается с желательным размером от 0,5 до 10 мм в зависимости от количества элементов. Это позволяет поддерживать создаваемые в изделии напряжения на приемлемом уровне и в то же самое время, на деталь можно наносить слой покрытия, используя тот же заданный объем материала в одном элементе, независимо от времени сварки.
Решение, в котором в одной рабочей зоне сосредоточены все операции, т.е. полный цикл, сокращает время обработки по сравнению с решением, в котором отдельные операции выполняются на отдельных автоматизированных рабочих местах. Достигается пятикратная экономия времени. Решение, объединяющее в одной рабочей зоне все операции, также сокращает площадь, занимаемую оборудованием, предназначенным для использования в этой технологии. Достигается пятикратная экономия производственных площадей.
Используя электродуговую сварку, возможно создавать поверхность детали в пространстве, т.е. начинать изготовление детали и поверхности в воздухе при помощи приваренных несущих конструкций. При использовании электродуговой сварки несущие конструкции могут создаваться под углом от 0 до 90°.
Закрытая рабочая зона позволяет поддерживать стабильный рабочий режим для всех операций.
Во время наплавки покрытия система позволяет диагностировать и в дальнейшем автоматически удалять любое имеющее дефекты наплавленное покрытие и накладывать его снова правильно. Технология позволяет записывать все параметры процесса и сохранять протокол полного производственного цикла для каждой изготавливаемой детали.
Если на начальном этапе для осуществления технологического процесса и для обеспечения кинематического управления сварочной горелкой используется станок с ЧПУ типа CNC, возможно добиться исключительно точного положения наплавленного покрытия, с точностью до 0,05 мм его пространственного положения благодаря точности, программному обеспечению и управлению производственной установки.
В случае использования электродуговой сварки эта технология позволяет создавать детали или несущие конструкции с использованием стратегии точечной сварки при точном оплавлении капель в интервале от 1 до 100 капель с желательным размером элемента от 0,5 до 10 мм, создаваемым в зависимости от количества капель. Это позволяет поддерживать возникающие в изделии напряжения на приемлемом уровне и в то же самое время позволяет наносить на деталь покрытие, используя тот же заданный объем материала в одном элементе, независимо от времени сварки.
Закрытая рабочая зона позволяет поддерживать стабильный рабочий режим для всех операций. Во время наплавки покрытия система позволяет диагностировать любые дефекты покрытия и в дальнейшем автоматически удалять любое имеющее дефекты наплавленное покрытие и накладывать его снова правильно.
Эта технология позволяет создавать детали машин оптимальной формы, с открытыми и замкнутыми полостями при минимальном количестве используемых конструкционных материалов и тем самым сберегать материальные ресурсы и окружающую среду. Если такая оптимальная деталь является частью транспортного средства, то также возникает вторичная экономия в результате снижения издержек на энергопотребление. Эта технология позволяет быстро изготавливать сложные изделия-полуфабрикаты и готовые детали, применяя электродную проволоку в качестве основного исходного материала для наплавки с помощью электрической дуги.
Пояснение к чертежам
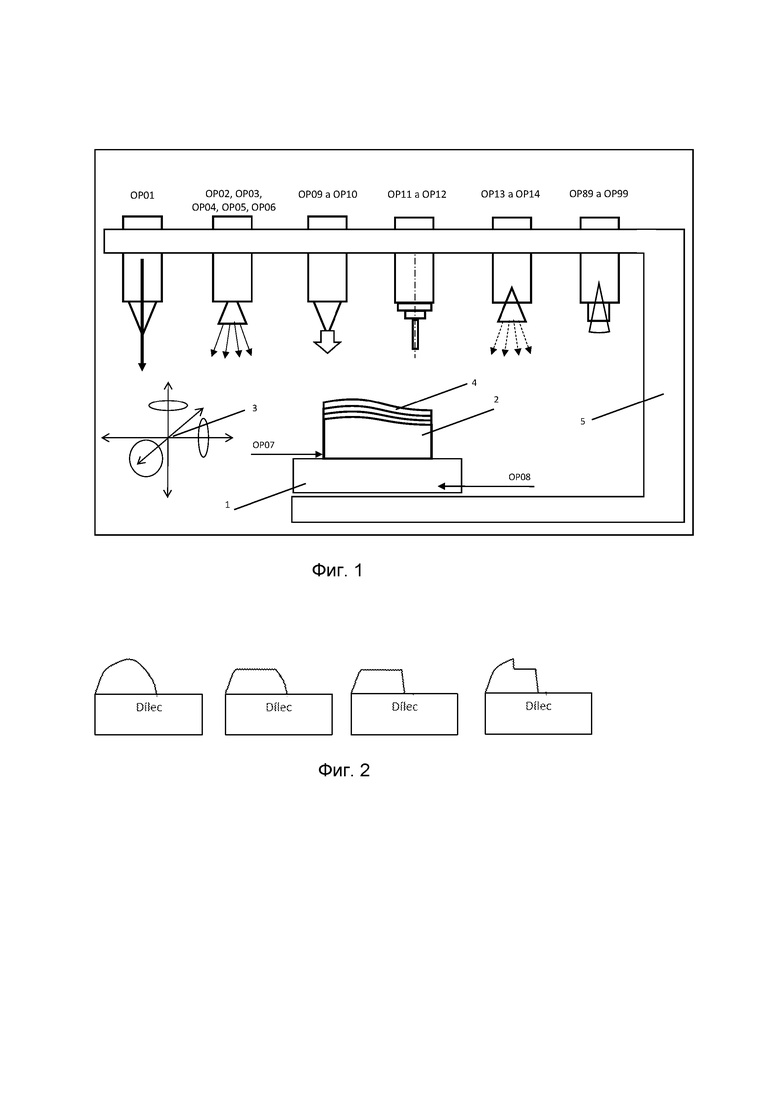
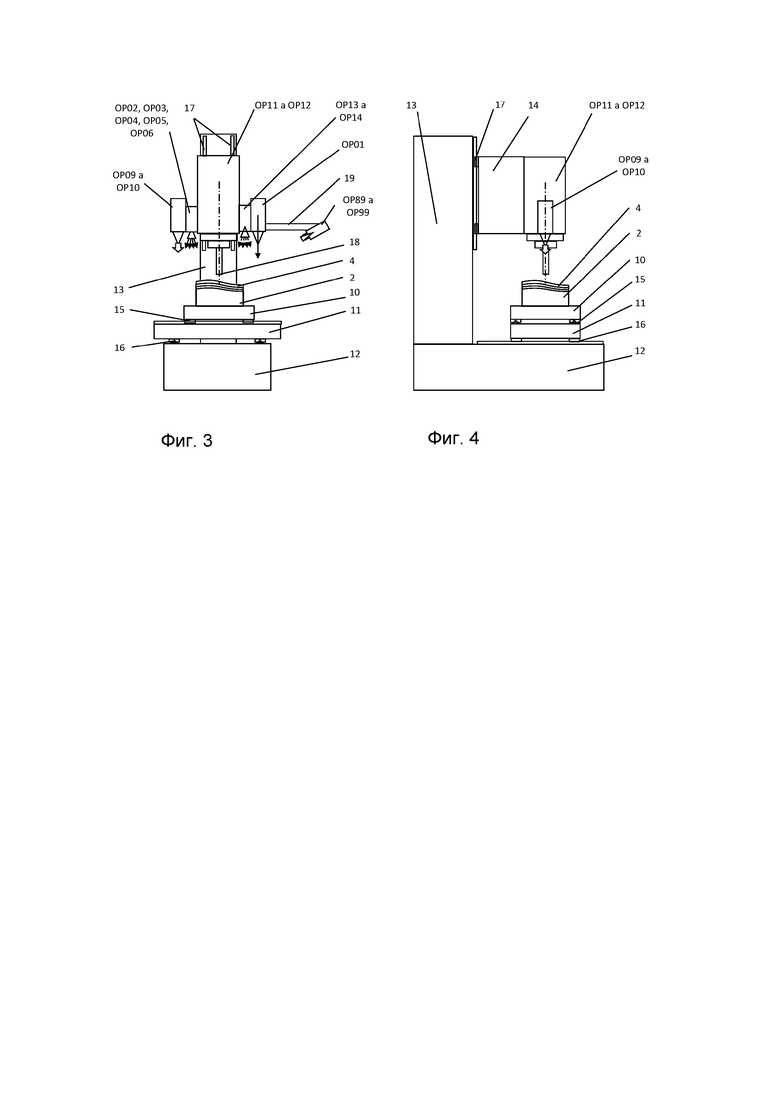
Взятое в качестве образца техническое решение будет описано более подробно на примере конкретного варианта выполнения с помощью прилагаемых чертежей, на которых на Фиг. 1 представлено схематическое изображение способа создания металлических деталей с использованием нанесения слоя материала. На Фиг. 2 показаны образцы форм покрытий, полученных наплавкой с помощью дуговой сварки, на Фиг. 3 показан вид спереди взятого в качестве образца варианта выполнения, а на Фиг. 4 - показан его вид сбоку.
Варианты осуществления технического решения
Согласно взятому в качестве образца способу создания металлических деталей путем осаждения покрытий из материала, покрытие создается наплавкой при удельном расходе 100 мм3/с, затем оно охлаждается до температуры 30°С и очищается, после этого полученное наплавкой покрытие подвергается механической обработке для получения формы основы с контактной поверхностью для наплавки следующего слоя, и после дополнительной очистки и сушки создается путем наплавки при удельном расходе 100 мм3/с еще один слой покрытия. Эта процедура повторяется до тех пор, пока не будет наплавлен слой нужного размера.
При операции наплавки используется менее известный способ нанесения покрытия из металлов и имеющееся на рынке оборудование для сварки металлов. Особенно подходят технологии с минимальным переносом тепла в материал основы, на которой выполняется наплавка покрытия.
В частности можно применить электропроводную сварку - сварку, при которой используется непрерывно подаваемый электрод, но в общем случае имеются и другие технологии с использованием дуговой сварки, лазерной сварки электродной проволокой, лазерной сварки с использованием порошка. В крайних случаях, также можно рассматривать плазменную сварку с использованием порошка или сварочной проволоки, газовую сварку с использованием порошка или проволоки, и другие технологии наплавки.
Предметом этого изобретения является технология наплавки деталей, в которой охлаждение наплавленного слоя, т.е. наплавленного за один проход валика металла, сварочного элемента, слоя или части валика или слоя, выполняется в промежутках между отдельными операциями наплавки. Температура наплавленного материала находится на точке плавления или выше. Материал основы имеет температуру окружающей среды или температуру цеха, при которой он также будет обрабатываться или при которой по крайней мере измеряются его операционные размеры и их допуски. Наплавленный материал является источником тепла. Это тепло вызывает нагрев материала основы и изменение ее размеров. Когда наплавленный материал затвердевает, а это происходит сразу же после наплавки, деталь имеет высокую температуру и, как следствие этого, размеры и геометрическую форму, которые отличаются от тех, которые она будет иметь после полного охлаждения до температуры окружающей среды. Если наплавлять следующий слой материала без охлаждения детали, то он будет наложен на нагретую и деформированную деталь, и после охлаждения детали в материале будет значительное остаточное внутреннее напряжение, и его геометрия не будет точной. В настоящую технологию включена операция охлаждения, которая выполняется по крайней мере между наплавкой отдельных слоев или чаще, между частичной наплавкой слоев, наплавкой валиков, частей валиков или групп сварочных элементов. Основным является то, что каждый новый слой наплавляется на предыдущий слой - создаваемую деталь, которая охлаждается до температуры окружающей среды - около 40°С, т.е. каждый дополнительный слой наносится на холодную деталь. Целью периодического охлаждения является интенсивное удаление тепла, передачу тепла, создаваемого во время наплавки покрытия, охлаждающей текучей среде и его перенос охлаждающей текучей средой за пределы рабочей зоны и создаваемой детали.
Способ охлаждения реализуется в общем случае с использованием текучей среды - жидкостей и газов, главным образом с использованием смазочно-охлаждающих эмульсий и смазочно-охлаждающих масел, которые используются в станках, а также использованием воздуха или других жидкостей и газов. Эти жидкости или газы охлаждаются до температуры окружающей среды или до более низкой температуры и посредством гидравлической или пневмонической схемы насоса, компрессора, распределительных трубопроводов, труб, шлангов, фитингов, подаются к насадку или нескольким насадкам, которые направляют охлаждающую жидкость или газ на наплавленные покрытия или на создаваемую деталь в общем или с возможностью управлять движением. Управление движением охлаждающего потока может осуществляться при помощи отдельного манипулятора, который перемещает насадок или несколько насадков или посредством перемещения производственной установки и ее средств управления перемещением по координатам, которые обеспечивают перемещение во время наплавки, механической обработки и очистки.
Аналогично, можно реализовать охлаждение для сварочных элементов, образующих направленный валик или осажденный слой, а также охлаждение одного слоя, включающего соединенные между собой наплавленные валики или соединенные между собой сварочные элементы, охлаждение одного слоя, включающего наплавленные поэтапно и охлажденные поэтапно валики или сварочные элементы.
Непрерывное охлаждение обеспечивает отвод тепла, образующегося в детали, либо при наплавке, либо при механической обработке и очистке. Непрерывное охлаждение отводит тепло от фиксирующей подложки - плиты-спутника или от рабочего стола производственной установки или непосредственно от детали, которая заливается охладителем.
Способ охлаждения в общем случае реализуется путем использования текучих сред. Эти жидкости или газы охлаждаются до температуры, близкой к температуре окружающей среды или ниже нее и подаются по разомкнутому или замкнутому контуру таким образом, чтобы они находились в контакте с деталью и отводили тепло от фиксирующей подложки. Используются стандартные системы для охлаждения производственных установок: насос, распределительные трубопроводы, трубы, шланги, фитинги, в которых используются охладители на водной основе в замкнутом контуре. Способ охлаждения с разомкнутым контуром работает со смазочно-охлаждающей жидкостью, которая используется в производственной установке при механической обработке и периодическом охлаждении, т.е. с одним типом жидкости в рабочей зоне.
Также возможно непрерывное охлаждение детали и ее подложки. Охлаждение осуществляется в форме управляемой заливки детали с поддержанием уровня охлаждающей жидкости немного ниже только что наплавленного слоя, а именно, жидкость находится примерно на 5 мм ниже нового наплавленного слоя. Средство представляет собой разомкнутый контур охлаждения с общим охладителем как для процесса резки, так и для периодического охлаждения.
В качестве альтернативы, возможно охлаждение фиксирующей подложки - плиты-спутника, а также рабочего стола производственной установки. Охлаждение фиксирующей подложки с использованием встроенного лабиринта, через который протекает охладитель и отводит тепло от плиты-спутника, представляет собой замкнутый контур, в котором используется такой же охладитель, и, если допустимо применение, используется такая же система охлаждения, как та, которая используется для охлаждения шпинделя или в других замкнутых контурах охлаждения в производственной установке.
За очисткой следует механическая обработка поверхности предыдущего наплавленного покрытия - наплавленного валика или слоя, которая позволяет создавать определенную геометрию поверхности для наплавки нового слоя. Эта операция позволяет определить геометрические параметры для наплавки каждого нового слоя. Это создает уверенность, что новый наплавленный слой не будет наложен на предыдущий наплавленный слой неопределенной формы. Однородность наплавленного материала превышает ту, которая достигается без механической обработки между отдельными наплавленными слоями. Четко определенная геометрия механически обработанной поверхности для наплавки нового слоя позволяет обеспечить стабильные условия наплавки.
Механическая обработка боковых поверхностей улучшает сцепление наплавленного слоя на краях детали, и позволяет изготавливать детали с более гладкой поверхностью, чем после наплавки без механической обработки боковой поверхности, и минимизировать добавление материала на боковых сторонах детали для любой возможной чистовой обработки, если таковая планируется.
Механическая обработка выполняется с использованием стандартных режущих инструментов для металлорежущих станков: фрез, токарных резцов, шлифованных кругов и т.п. и с использованием стандартных технологических приемов и перемещения инструмента относительно детали -обрабатываемой заготовки, с использованием стандартных смазочно-охлаждающих жидкостей или без них. При очистке и сушке поверхности перед наплавкой следующего слоя удаляются оставшиеся на поверхности, на которую предстоит наплавить новый слой, частицы и жидкости. Способ очистки реализуется при помощи потока сжатого воздуха. В нем используется пневматический контур: компрессор, распределительные трубопроводы, трубы, шланги, фитинги; при этом сжатый воздух подается к насадку или нескольким насадкам, некоторые направляют воздух в места выполнения будущей наплавки в общем или с возможностью управлять движением. Управление движением при очистке и сушке может осуществиться при помощи отдельного манипулятора, который перемещает насадок или несколько насадков или путем перемещения производственной установки и ее средств управления перемещением по координатам, которые обеспечивают перемещение во время наплавки, механической обработки и охлаждения.
При использовании этого способа создания деталей из металла температура поверхности непосредственно измеряется бесконтактным способом. Измерения могут выполняться при помощи инфракрасной видеокамеры, которая может, по крайней мере в некоторой степени, захватывать поверхность последнего наплавленного покрытия и слоя. Зону обзора инфракрасной видеокамеры необходимо определить таким образом, чтобы она могла выполнять измерение в автоматическом режиме и оценивать значения локальных максимумов в месте выполнения наплавки, либо средние значения для всего слоя.
Вариант выполнения 1
Наплавка покрытия выполняется посредством электрической дуги с непрерывно подаваемым электродом. За ней следует периодическое охлаждение одного наплавленного валика и очистка этого наплавленного слоя с помощью механических щеток. Передняя поверхность - поверхность, перпендикулярная направлению наращивания наплавляемого материала, или поверхность, нормаль к которой расположена под углом, не превышающим 45° к направлению наращивания наплавляемого материала, также подвергается механической обработке. Обычно она представляет собой поверхность определенного профиля. Механическая обработка выполняется при использовании стандартных режущих инструментов для металлорежущих станков - фрез, токарных резцов, шлифовальных кругов и т.п., а также стандартных технологических приемов и при перемещении инструмента относительно детали - обрабатываемого полуфабриката. За ней следует очистка и сушка поверхности перед наплавкой нового слоя, которые осуществляются при помощи управляемого контура стандартной пневматической системы с общим или управляемым направлением потока воздуха на поверхность, на которую предстоит наплавить новый слой материала. Непрерывный контроль температуры на поверхности, предназначенной для последующей наплавки материала, осуществляется с помощью инфракрасной видеокамеры FLIR с окном в рабочую зону, с оценкой или выводом данных о максимальной температуре в зоне обзора камеры.
Вариант выполнения 2
Наплавка материала осуществляется при помощи лазерной сварки с применением присадочного материала в виде проволоки или порошка. За ней следует сушка одного наплавленного валика, выполненного поэтапно и охлажденного поэтапно, т.е. путем промежуточного охлаждения и очистки наплавленного материала потоком жидкости. Помимо передней поверхности, боковые поверхности также подвергаются механической обработке, т.е. поверхности, параллельные направлению наращивания слоя наплавленного материала, или поверхности, нормаль к которым образует угол не менее 45° с направлением наращивания наплавленного материала. Еще раз, она выполняется при использовании стандартных режущих инструментов для металлорежущих станков: фрез, токарных резцов, шлифовальных кругов и т.п., а также стандартных технологических процедур и при перемещении инструмента относительно детали - обрабатываемого полуфабриката. За механической обработкой следует очистка и сушка поверхности перед наплавкой нового слоя, общая, выполняемая с использованием специального воздушного сопла с воздуховыпускным отверстием в форме отверстия для струи, которая позволяет достигать всей детали во время цикла очистки в то время, как перемещение происходит только по одной координате. Непрерывный контроль температуры всей детали производится при помощи инфракрасной видеокамеры FLIR с окном в рабочую зону, с оценкой или выводом данных о средней температуре в поле обзора.
На Фиг. 2 изображены слева направо: наплавленный слой материала без механической обработки, наплавленный слой с механически обработанной основой с одной определенной контактной поверхностью для последующей наплавки, наплавленный слой с механически обработанной основой и двумя определенными контактными поверхностями для последующей наплавки, наплавленный слой с механически обработанной основой и тремя определенными контактными поверхностями для последующей наплавки.
Вариант выполнения производственной установки основан на фрезерном станке с тремя взаимно-перпендикулярными управляемыми координатами X, Y, Z. В производственную установку можно, кроме того, включить дополнительные средства управления перемещением, например, по оси вращения В и С, и, таким образом, установка будет иметь всего пять управляемых координат. Станина производственной установки включает фундамент (12), стойку (13) и средства (10), (11) и (14) управления перемещением по координатам.
Средства управления перемещением по координатам соединены друг с другом или со станиной и фундаментом посредством линейных направляющих (15), (16) и (17). Перемещение по координатам обеспечивается электрическим приводом (не показан) и этим перемещением управляет система управления установкой (не показана), которая обрабатывает программу перемещений и функций. В производственной установке имеются передняя бабка и шпиндель (ОР11 и ОР12), с помощью которых выполняются механическая обработка и изменение формы наплавленного слоя (4) на поверхности детали (2) посредством режущего инструмента (18). К телу передней бабки крепятся другие технологические модули, в частности сварочная головка (ОР01), устройство для периодического охлаждения (ОР02, ОР03, ОР04, ОР05, ОР06), устройство для очистки слоя наплавленного материала (ОР09, ОР10), устройство для очистки и сушки (ОР13 и ОР14) и устройство для контроля температуры (ОР89 и ОР99). Все эти модули могут перемещаться относительно размещенной на столе (10) детали (2), посредством средств управления перемещением по координатам X, Y, Z. Стол и средство управления перемещением по координате X (10) образованы системой внутреннего охлаждения ОР08.
Устройство включает следующие отличительные признаки с соответствующими операциями: сварочную головку (ОР01), устройство для периодического охлаждения/охлаждения (ОР02, ОР03, ОР04, ОР05, ОР06), очистку наплавленного материала (ОР09 и ОР10), механическую обработку -изменение формы наплавки (ОР11 и ОР12), очистку и сушку (ОР13 и ОР14), контроль температуры (ОР89 и ОР99), непрерывное охлаждение детали (ОР07), непрерывное охлаждение стола/подложки/основы (ОР08).
1 - стол
2 - изготавливаемая деталь
3 - система координат относительного перемещения детали относительно производственной установки и отдельных технологических модулей
4 - последний созданный на детали слой
5 - станина
10 - стол и средство управления перемещением по координате X
11 - поперечный суппорт и средство управления перемещением по координате Y
12 - фундамент производственной установки
13 - стойка производственной установки
14 - передняя бабка и средство управления перемещением по координате Z
15 - линейная направляющая для перемещения по координате X
16 - линейная направляющая для перемещения по координате Y
17 - линейная направляющая для перемещения по координате Z
18 - режущий инструмент
19 - держатель датчика
В этом варианте осуществления технологического процесса изготовления детали используются следующие технологические шаги:
a) для создания слоев с топологией без ядра - замкнутый контур/открытый контур начало ОР10-ОР13-ОР01-ОР02-ОР11-ОР02-ОР13 конец и повторение
b) для создания слоев с топологией с ядром
начало ОР10-ОР13-ОР01-ОР02-ОР11-ОР02-ОР11-ОР12-ОР99 конец и повторение
Используя электродуговую сварку, возможно создавать поверхность детали в пространстве, т.е. начинать изготовление детали и поверхности в воздухе при помощи приваренных опорных конструкций. При использовании электродуговой сварки опорные конструкции могут быть созданы под углом от 0° до 90°. Во время наплавки слоя материала система позволяет диагностировать любые дефекты наплавленного слоя и затем удалять автоматически любой дефектный наплавленный слой и накладывать его снова правильно. Эта технология позволяет вести запись всех параметров процесса и сохранять протокол полного цикла изготовления для каждой изготавливаемой детали.
Промышленное использование
Способ создания металлических деталей, в котором используется осаждение материала, и устройство для осуществления этого способа могут использоваться в особенности при изготовлении деталей машин и оборудования, для изготовления деталей в виде тел вращения, корпусов и имеющих призматическую форму, из стали, нержавеющей стали, алюминиевых сплавов, титановых сплавов, никелевых сплавов и других металлических материалов, которые способны свариваться и подвергаться обработке путем наплавки. К отраслям промышленности в которых могут использоваться детали, изготовленные посредством этой технологии, относится в частности: аэрокосмическая, автомобильная, производство средств транспорта, энергетика, производство конструкций машин, инструментов, производственного оборудования, сельскохозяйственных машин, технологического оборудования, потребительских товаров, произведений искусства и общее машиностроение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ параллельного контроля деформации и точности изготовления деталей во время процесса аддитивного производства | 2019 |
|
RU2745219C1 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| Способ наплавки износостойких покрытий | 2024 |
|
RU2833762C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| СПОСОБ СВАРКИ И НАПЛАВКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ СПОСОБОМ ДУГОВОЙ СВАРКИ МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА С ИМПУЛЬСНЫМ ТОКОМ И ИМПУЛЬСНОЙ ПОДАЧЕЙ ПРОВОЛОКИ | 2012 |
|
RU2627088C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
| ИЗГОТОВЛЕНИЕ ЧАСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПРИ ПОМОЩИ СПОСОБА MIG С ПУЛЬСИРУЮЩИМ ТОКОМ И ПУЛЬСИРУЮЩЕЙ ПОДАЧЕЙ ПРОВОЛОКИ | 2009 |
|
RU2505384C2 |
Изобретение относится к способу создания металлических деталей и устройству для его осуществления. Создают наплавленный слой материала при удельном его расходе от 2 до 200 мм3/с. Затем слой охлаждают до температуры от 20 до 90°С и очищают. После этого наплавленный слой материала подвергают механической обработке до достижения формы основы, имеющей от одной до трех контактных поверхностей для наплавки следующего слоя. Осуществляют дополнительную очистку и сушку. Создают еще один наплавленный слой материала при удельном расходе от 2 до 200 мм3/с. В устройстве имеются средства (10), (11) и (14) управления перемещением по меньшей мере по трем координатам. Передняя бабка и шпиндель (ОР11 и ОР12) с режущим инструментом (18) объединены в одной замкнутой вентилируемой зоне устройства. Другие технологические модели соединены с передней бабкой и выбираются из следующей группы: сварочная головка (ОР01), установка для непрерывного охлаждения (ОР02, ОР03, ОР04, ОР05, ОР06), установка для очистки наплавленного слоя материала (ОР09, ОР10), установка для очистки и сушки (ОР13 и ОР14) и устройство для контроля температуры (ОР89 ОР99), а стол (1) образован системой внутреннего охлаждения ОР08. 2 н. и 7 з.п. ф-лы, 4 ил.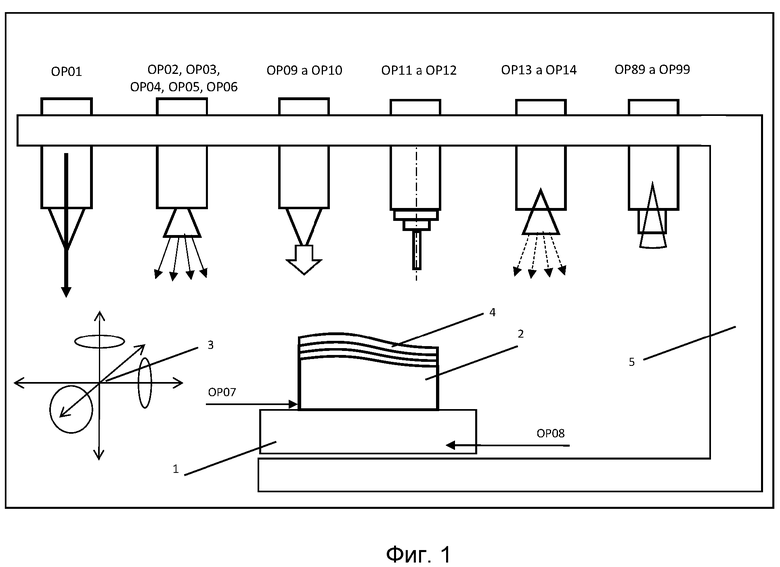
1. Способ создания металлических деталей, включающий осаждение материала, отличающийся тем, что осаждение материала выполняют наплавкой слоя материала при удельном расходе от 2 до 200 мм3/с, затем слой охлаждают до температуры от 20°С до 90°С и очищают, после чего слой наплавленного материала подвергают механической обработке до получения формы основы, имеющей от одной до трех контактных поверхностей, предназначенных для следующей наплавки, и после дополнительной очистки и сушки выполняют наплавку еще одного слоя материала при удельном расходе от 2 до 200 мм3/с.
2. Способ по п. 1, отличающийся тем, что охлаждение выполняют путем заливки детали охладителем до максимального уровня ниже на 3 мм нового наплавленного слоя материала.
3. Способ по п. 1, отличающийся тем, что охлаждение выполняют путем охлаждения рабочего стола производственной установки.
4. Способ по любому из пп. 1-3, отличающийся тем, что слой наплавленного материала создают при помощи по крайней мере одной операции, выбранной из следующей группы: наплавка путем осаждения из газовой фазы с использованием лазера, электронно-лучевая наплавка, наплавка тонкого слоя металлического порошка с использованием лазера, наплавка металлической проволоки с использованием лазера, наплавка с использованием электронного луча, наплавка проволоки с использованием дуговой сварки металлическим электродом в среде инертного активного газа, электродуговая наплавка с использованием дуговой сварки вольфрамовым электродом в среде инертного газа, плазменная сварка, газовая сварка.
5. Способ по п. 1, отличающийся тем, что очистку выполняют механически или потоком текучей среды.
6. Устройство для создания металлических деталей способом по любому из пп. 1-5, состоящее из станины производственной установки, которая состоит из фундамента (12), стойки (13), средств управления перемещением по меньшей мере по трем координатам X, Y, Z, соединенных друг с другом и/или со стойкой и фундаментом посредством линейных направляющих (15), (16) и (17), рабочего стола (1) с по меньшей мере одной сварочной головкой и по меньшей мере одной шпиндельной бабкой, при этом средства (10), (11) и (14) управления перемещением по меньшей мере по трем координатам, передняя бабка и инструментальный шпиндель (ОР11 и ОР12) с режущим инструментом (18) объединены в одной замкнутой вентилируемой зоне устройства, а другие технологические модули соединены с передней бабкой и выбраны из следующей группы: сварочная головка (ОР01), установка для непрерывного охлаждения (ОР02, ОР03, ОР04, ОР05, ОР06), установка для очистки наплавленного слоя материала (ОР09 и ОР10), установка для очистки и сушки (ОР13 и ОР14) и устройство для контроля температуры (ОР89 и ОР99), причем стол (1) оборудован системой внутреннего охлаждения ОР08.
7. Устройство по п. 6, отличающееся тем, что в него включены дополнительные оси вращения В и С.
8. Устройство по п. 6, отличающееся тем, что средства управления перемещением снабжены электрическим приводом, который соединен с системой управления производственной установкой.
9. Устройство по любому из пп. 6-8, отличающееся тем, что оно оборудовано по меньшей мере одним датчиком температуры.
| CN 105057846 A, 18.11.2015 | |||
| WO 2015189600 A2, 17.12.2015 | |||
| RU 2013149160 A, 10.05.2015 | |||
| СПОСОБ НАПЛАВКИ ДЛИННОМЕРНЫХ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2104133C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА РЕЖУЩИХ КРОМКАХ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ | 2012 |
|
RU2497641C1 |

