Изобретение относится к деревообработке, в частности к изготовлению фанеры с взаимно диагональным расположением волокон шпона.
Известен способ изготовления фанеры с взаимно диагональным расположением волокон шпона, в котором упомянутая фанера изготовляется на основе, по меньшей мере, двух склеенных клеем слоев шпона с взаимно перпендикулярным расположением волокон в смежных слоях, в виде плоского четырехугольника, у которого углы, составленные каждыми двумя соседними сторонами, прямые.
При этом волокна шпона в упомянутой фанере, состоящей, по меньшей мере, из двух слоев, ориентированы наклонно к каждой стороне фанеры.
Упомянутая фанера с взаимно диагональным расположением волокон шпона изготовляется и по такому способу, как изложено, например, в патентной литературе 1, раскрытая в бюллетене Японского патентного ведомства №3729410.
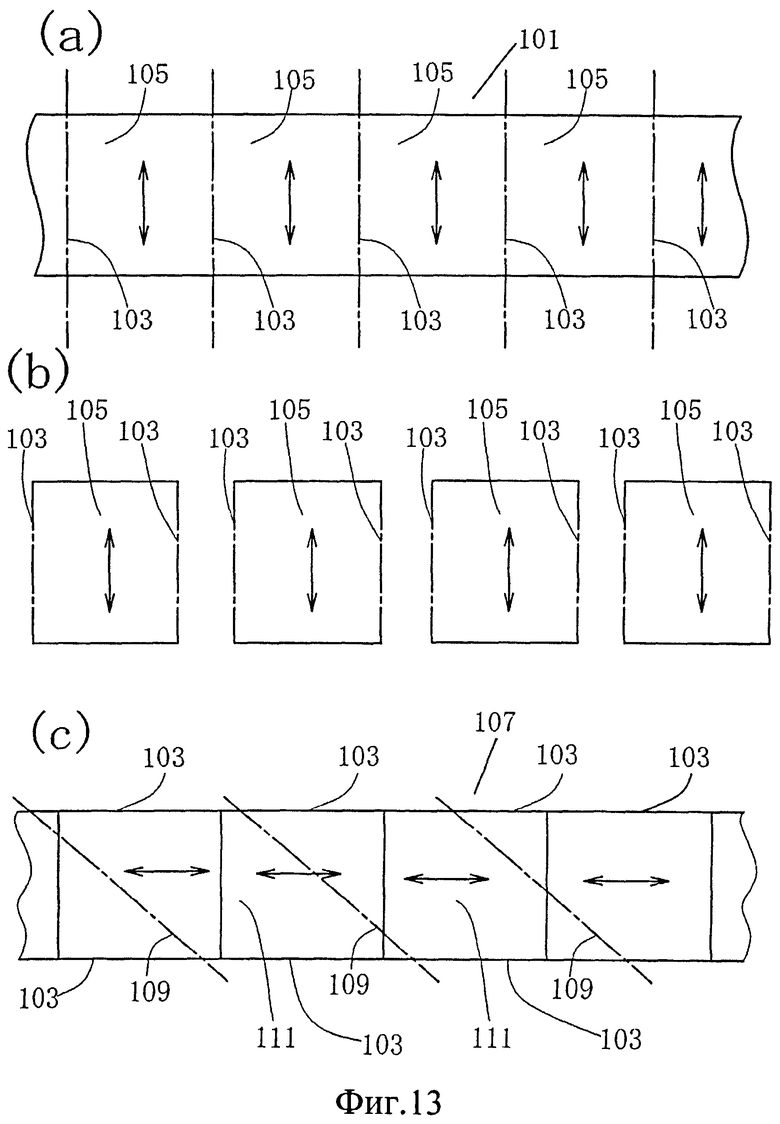
Как показано на фиг.13(a), на лущильном станке прежде всего получается непрерывная лента шпона 101, которая затем раскраивается вдоль первых линий разреза 103, соответствующих направлению волокон шпона, указанному стрелками на фиг.13(a), и расположенных через определенное расстояние в направлении, перпендикулярном направлению волокон шпона. В результате первичные квадратные или прямоугольные куски шпона 105 во множестве образуются.
Затем, как показано на фиг.13(b), соединяют между собой неразрезанные стороны кусков шпона 105 в последовательном порядке с тем, чтобы образовать состыкованную ленту шпона 107, состоящую из соединенных кусков шпона. После этого, как показано на фиг.13(c), снова разрезают упомянутую состыкованную ленту шпона 107 по вторым линиям разреза 109, расположенным через определенное расстояние вдоль упомянутых первых линий разреза 103 и наклоненным, например, под углом 45 градусов к ним, с тем чтобы образовать куски шпона 111 в виде параллелограмма.
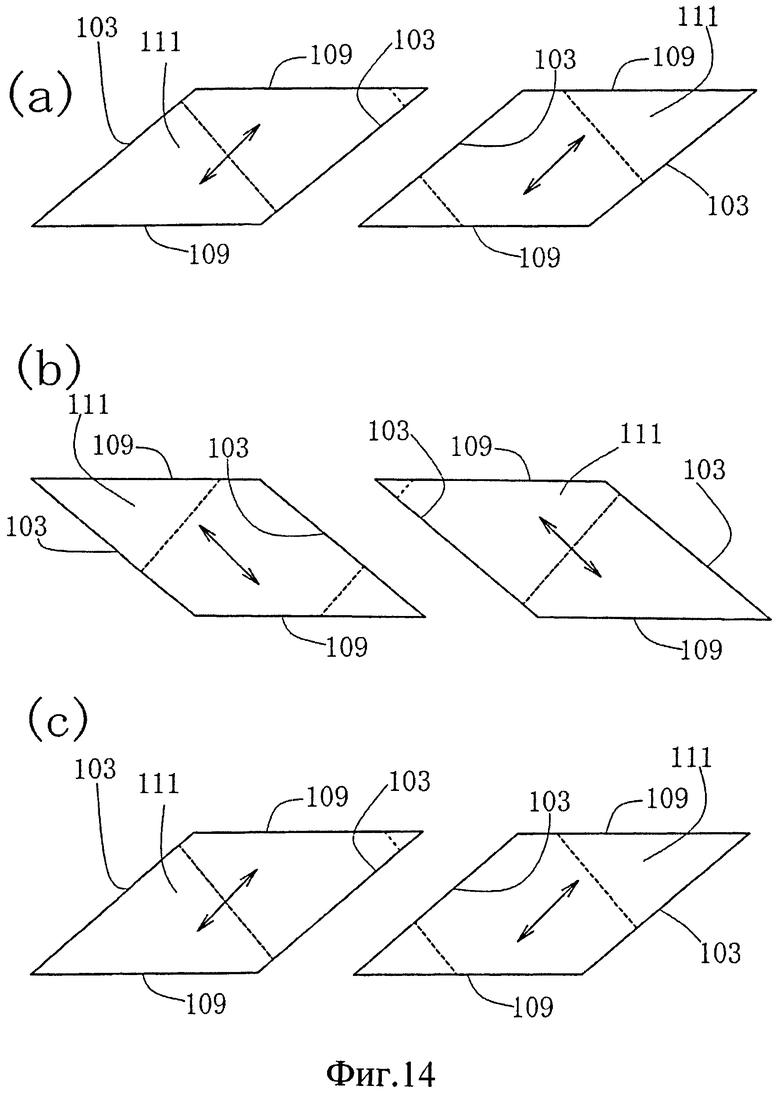
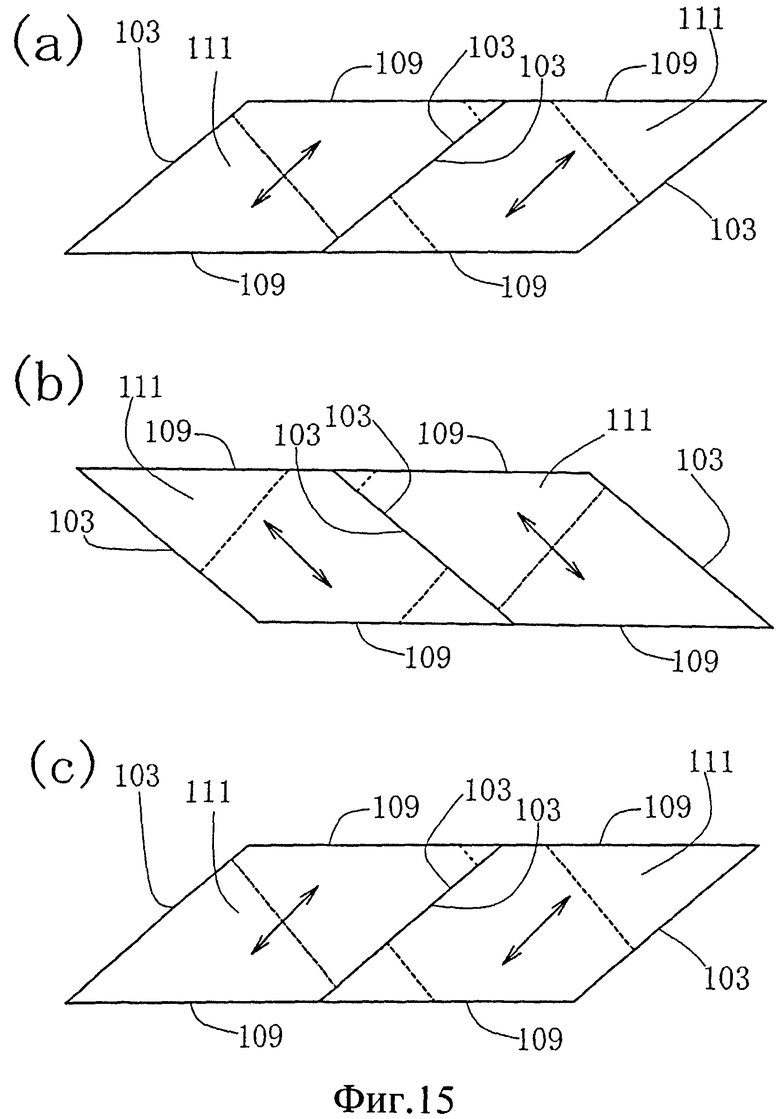
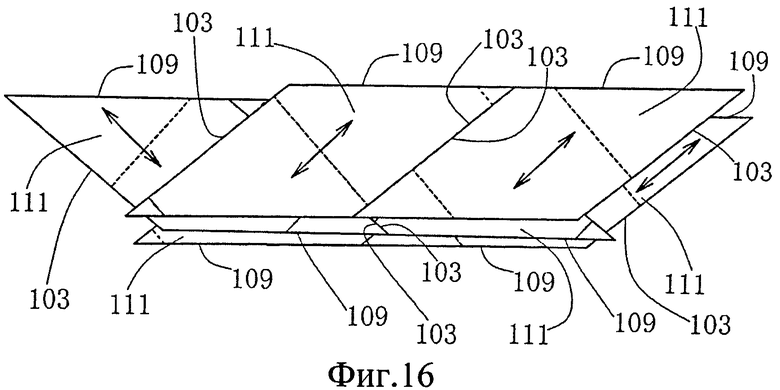
После этого, как показано на фиг.14 и 15, располагают полосой стороны кусков шпона 111, разрезанные по первым линиям разреза 103, вблизи друг от друга или стыкуют их между собой для того, чтобы образовать однослойные группы листов шпона. И, как показано на фиг.16, накладывают упомянутые однослойные группы листов шпона друг на друга и склеивают их так, чтобы их волокна шпона в соседних слоях были направлены во взаимно противоположные стороны под углом наклона 30°~60° и пересеклись друг с другом.
Недостатком известного способа является ограниченность технологических возможностей из-за того, что при изготовлении фанеры с взаимно диагональным расположением волокон шпона на существующем фанерном заводе нет устройства для изготовления однослойных групп листов шпона, а также - устройства для накладывания однослойных групп листов шпона таким образом, как упомянуто выше. Для этого необходимо создать новые устройства, что требует капитальных вложений.
Кроме того, в известном процессе производства в последовательном порядке поштучно изготовляются куски шпона, состыкованные ленты, состоящие из соединенных кусков шпона, и куски шпона, разрезанного по наклонным линиям, которые затем соединяются между собой, и в результате получаются упомянутые однослойные группы листов шпона. Затем они накладываются друг на друга и склеиваются между собой. Этот процесс производства требует большого времени для изготовления фанеры с взаимно диагональным расположением волокон шпона и снижает производительность.
В предлагаемом изобретении изготовляются листы фанеры с взаимно диагональным расположением волокон шпона в виде плоского четырехугольника, у которого углы, составленные каждыми двумя соседними сторонами, прямые, на основе листов фанеры, состоящих каждый, по меньшей мере, из двух слоев шпона, с взаимно перпендикулярным расположением волокон в смежных слоях.
Техническим результатом предлагаемого изобретения являются обеспечение возможности использования существующего оборудования для изготовления фанеры и минимизация затрат на создание нового оборудования, а также повышение производительности.
Поставленная техническая задача достигается тем, что в целях изготовления фанеры с взаимно диагональным расположением волокон шпона используется многослойная фанера, и она в качестве одного целого разрезаются или соединяются разом, тогда как в известном способе только листы шпона используются, причем они разрезаются или соединяются поштучно.
Для ознакомления с наилучшей формой осуществления изобретения ниже приводится описание несколько примеров осуществления изобретения со ссылками на чертежи, на которых изображено:
Фиг.1 - Перспективный вид фанеры
Фиг.2 - План (вид сверху) расположенных полосой листов фанеры в примере осуществления 1
Фиг.3 - Виды сбоку соединений концевых частей фанеры при соединении листов фанеры и рисунки рабочих процессов для обработки концевых частей фанеры
Фиг.4 - Перспективный вид и частичный разрез сформированных концевых частей фанеры для соединения листов фанеры
Фиг.5 - (a): план (вид сверху) расположенных полосой листов фанеры после ее разрезания в примере осуществления 1, и (b): план (вид сверху) состыкованной фанеры
Фиг.6 - План (вид сверху) листа фанеры после разрезания состыкованной фанены
Фиг.7 - (a) план (вид сверху) листа фанеры в примере осуществления 2 и
(b): ленточные листы фанеры после разрезания основного листа фанеры
Фиг.8 - План (вид сверху) состыкованной фанеры путем соединения ленточных листов фанеры в виде трапеции и (b): план (вид сверху) состыкованной фанеры путем ленточных листов фанеры в виде параллелограмма в примере осуществления 2
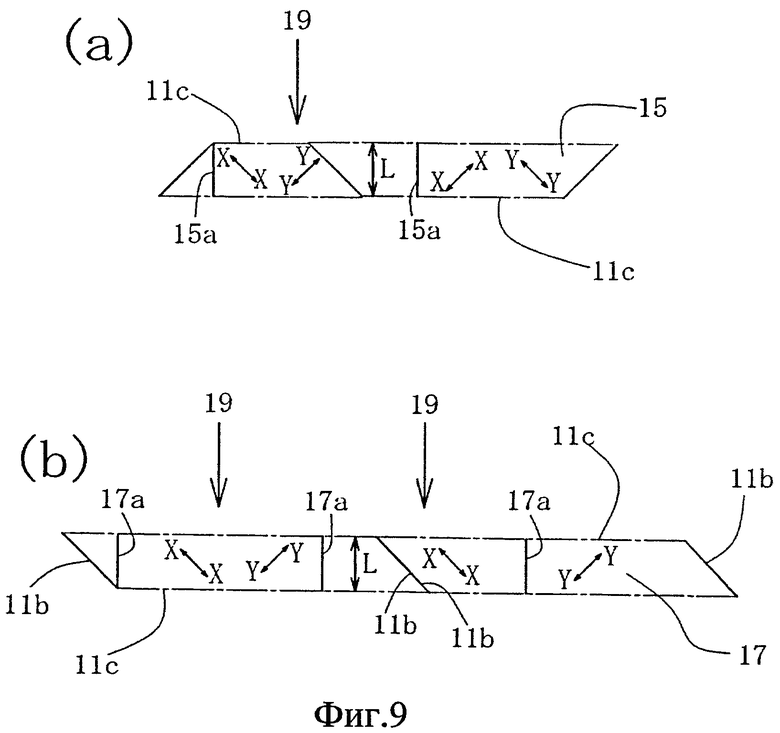
Фиг.9 - (a) план (вид сверху) состыкованной фанеры с взаимно диагональным расположением волокон шпона, полученной из ленточных листов в виде трапеции и (b): план (вид сверху) состыкованной фанеры с взаимно диагональным расположением волокон шпона, полученной из ленточных листов в виде параллелограмма в примере осуществления 2
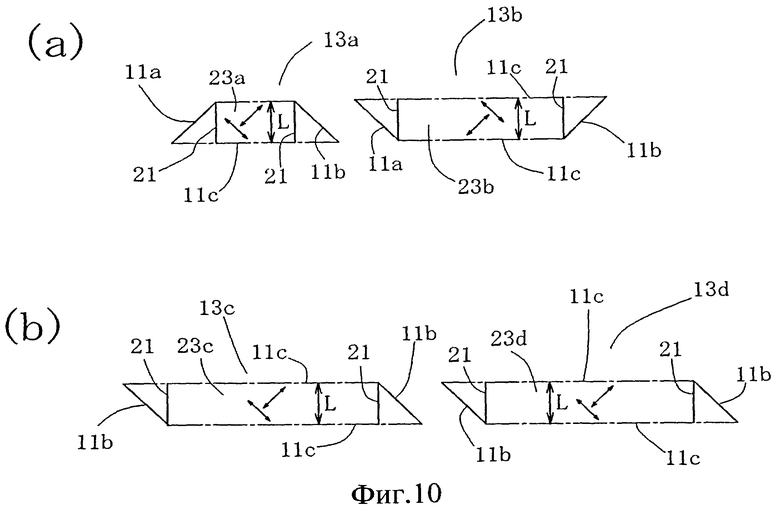
Фиг.10 - (a) план (вид сверху) ленточных листов фанеры в виде трапеции и (b): план (вид сверху) ленточных листов фанеры в виде параллелограмма в дополнительном примере осуществления 1
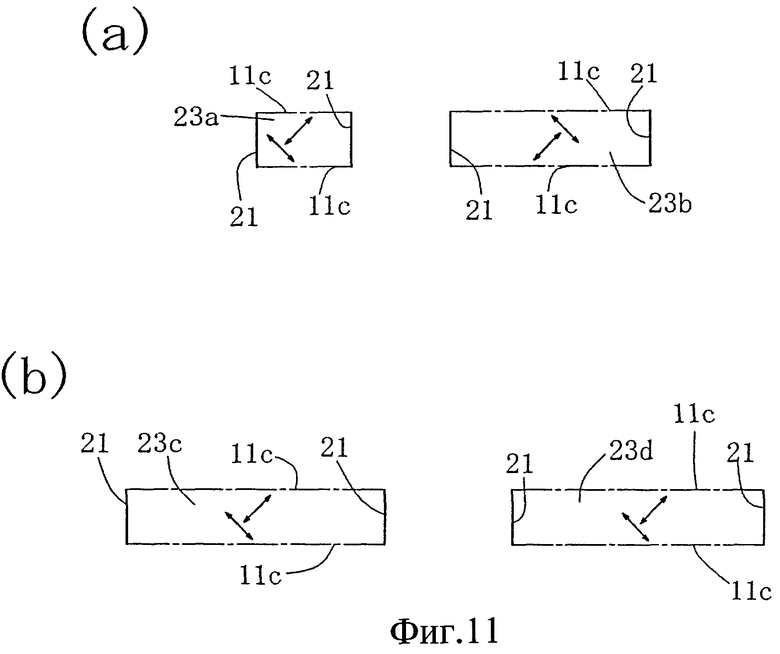
Фиг.11 - (a) план (вид сверху) листов фанеры, полученных путем обрезки ленточных листов в виде трапеции, в дополнительном примере осуществления 9 и (b): план (вид сверху) листов фанеры, полученных путем обрезки ленточных листов в виде параллелограмма
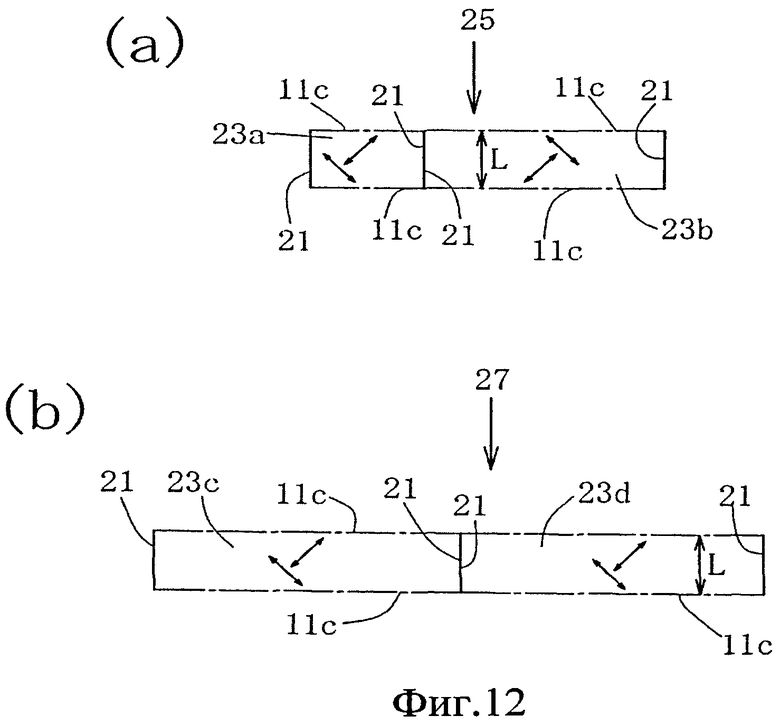
Фиг.12 - (a) план (вид сверху) состыкованной фанеры с взаимно диагональным расположением волокон шпона, полученной из ленточных листов в виде трапеции и (b): план (вид сверху) состыкованной фанеры с взаимно диагональным расположением волокон шпона, полученной из ленточных листов в виде параллелограмма в дополнительном примере осуществления 2
Фиг.13 - (a) план (вид сверху) ленты шпона, (b) план (вид сверху) листов шпона после раскроя ленты и (c) план (вид сверху) состыкованная лента шпона
Фиг.14 - План (вид сверху) кусков шпона в виде параллелограмма, расположенных в различных направлениях
Фиг.15 - План (вид сверху) однослойных групп листов шпона
Фиг.16 - Вид наложенных друг на друга однослойных групп листов шпона
Теперь поясним примеры осуществления предлагаемого изобретения.
Прежде всего поясним пример осуществления 1, характеризующийся признаками, содержащимися в п.1 формулы изобретения.
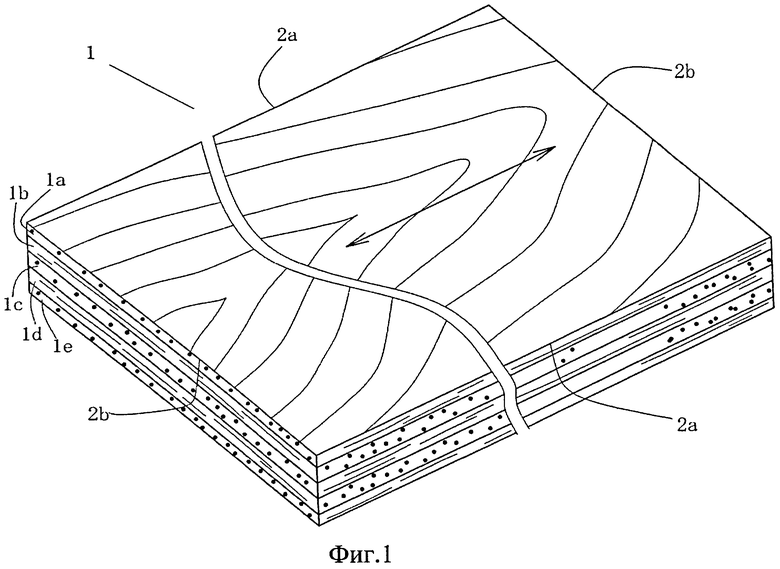
На фиг.1 показывается перспективный вид фанеры 1. Фанера 1 представляет собой слоистую клееную конструкцию, состоящую из пяти листов шпона (1a, 1b, 1c, 1d и 1e на фиг.1), с взаимно перпендикулярным расположением волокон в смежных слоях.
Волокна листа шпона 1a, находящегося на лицевой стороне фанеры 1, направляются слева снизу направо вверх так, как показано стрелкой на фиг.1. Кроме того, стороны 2a листов фанеры 1, расположенные противоположно друг другу, параллельны друг другу. А также стороны 2b листов фанеры 1, расположенные противоположно друг другу, параллельны друг другу. При этом углы, образованные сторонами 2a и 2b, прямые.
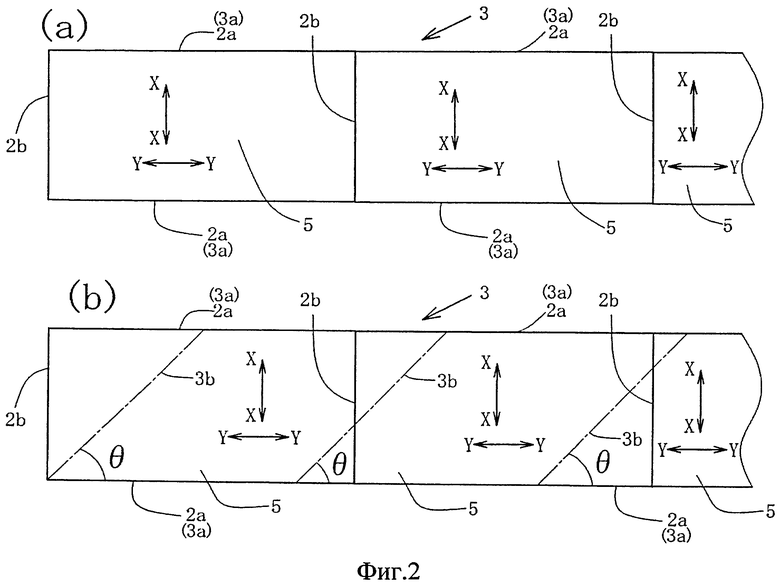
Как показано на фиг.2(a), многочисленные листы фанеры 1, такие как упомянуто выше, располагаются рядом друг с другом. Две стороны 2a листов фанеры 1 располагаются на одних и тех же прямых, и их лицевые поверхности находятся на одной плоскости, а также их оборотные поверхности - на одной плоскости. При этом соединяемые стороны листов фанеры 1 находятся в одном и том же положении относительно друг друга в направлении толщины, а также направления волокон самых наружных слоев упомянутых листов фанеры, расположенных в ряд, совпадают друг с другом.
В такой ситуации, как упомянуто выше, соединяют стороны 2b друг с другом и тем самым изготовляют состыкованную фанеру длинного размера 3, служащую одним из примеров первой состыкованной фанеры.
При их соединении используются, например, нижеприведенные способы обработки концевых частей листов фанеры 1, находящихся около сторон 2b.
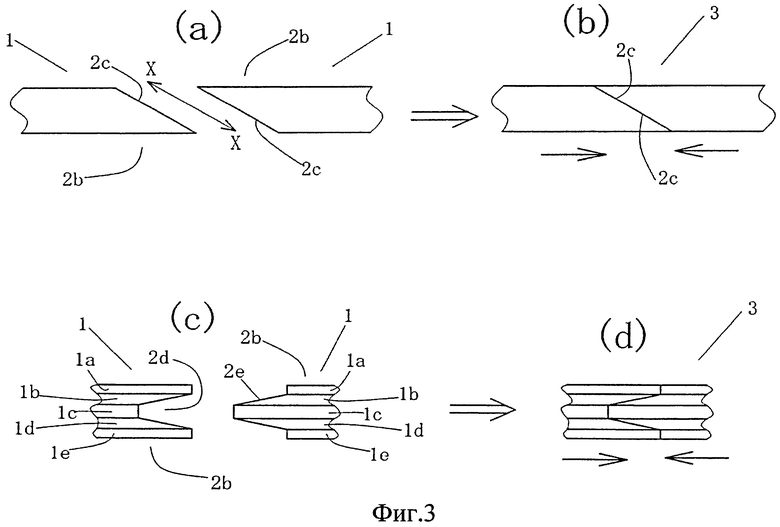
Как показано на фиг.3(a), с помощью дисковой пилы срезают концы двух листов фанеры 1 на сторонах 2b с тем, чтобы образовать плоскости 2c, наклонные к лицевым и оборотным поверхностям листов фанеры 1 и параллельные друг другу, и соединить их на ус.
Затем, как показано на фиг.3(b), наносят клей на одну из упомянутых наклонных плоскостей 2c, и соединяют их друг с другом, затем нагревают их соединенные части с тем, чтобы клей затвердел.
В качестве одного из других способов соединения существует шиповое соединение. Как показано на фиг.3(c), с помощью режущего инструмента обрабатывают концы двух листов фанеры 1 на сторонах 2b с тем, чтобы образовать вогнутую часть 2d и выпуклую часть 2e на торцах для шипового соединения.
Наносят клей на вогнутую часть 2d или выпуклую часть 2e, затем, как показано на фиг.3(d), сращивают их друг с другом.
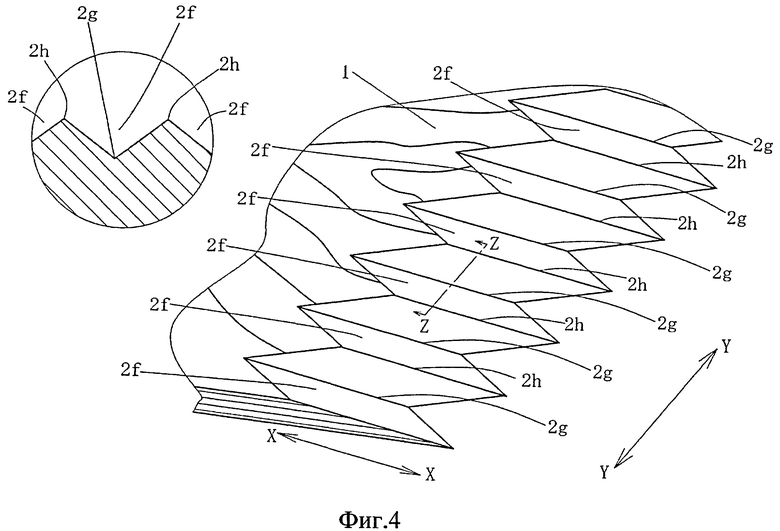
Еще есть другой вариант соединения. В этом способе формируются канавки на концах двух листов фанеры 1. Как показано на фиг.4, формируют многочисленные V-образные канавки 2f, протягиваемые от лицевых поверхностей листов фанеры 1 до их оборотных поверхностей и располагаемые параллельно друг другу в направлении, перпендикулярном направлению наклона плоскостей 2c, указанному стрелкой Х-Х на фиг.4.
Вид в частичном разрезе упомянутой V-образной канавки вдоль штрихпунктирной Z-Z на фиг.4 показывается в круге, где канавка 2f изображается линией, соединяющей вершины 2h с впадиной 2g.
Один из двух листов фанеры 1, обработанных таким образом, как упомянуто выше, переворачивают изнанкой вверх, затем накладывают канавки, нарезанные на концах упомянутых листов фанеры 1, друг на друга таким образом, что выпуклые части, являющиеся вершинами 2h каждого листа фанеры 1, совпадают с вогнутыми частями, являющимися впадинами 2g, с тем чтобы срастить их друг с другом с помощью клея.
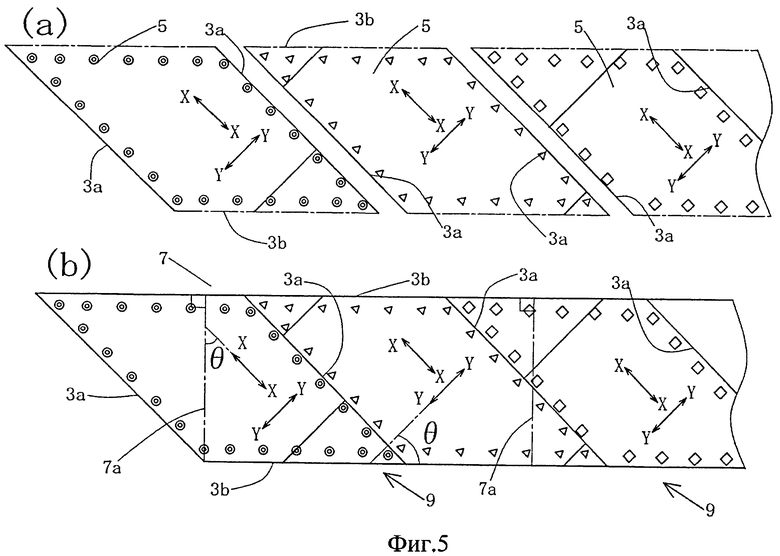
Как показано на фиг.2(b), посредством дисковой пилы (не показанной на фиг.) разрезают состыкованную фанеру длинного размера 3, полученную путем соединения листов фанеры по способам, указанным выше, вдоль линий разреза 3b, проведенных под углом 45 градусов относительно продольных сторон 3a и расположенных через определенное расстояние в продольном направлении состыкованной фанеры длинного размера 3, а также служащих одним из примеров первой стороны. В результате получаются многочисленные листы фанеры в виде параллелограмма 5.
Затем, как показано на фиг.5(a), располагают многочисленные листы фанеры 5 в виде параллелограмма в ряд по линиям разреза 3b, и соединяют в последовательном порядке их стороны 3a друг с другом с тем, чтобы изготовить состыкованную фанеру 7, служащую одним из примеров второй состыкованной фанеры.
И при этом соединении также применяют упомянутые варианты обработки концов на сторонах 3a.
Направления волокон листов шпона, составляющих упомянутую состыкованную фанеру 7, указываются стрелками Х-Х или Y-Y на фиг.5(a) и (b).
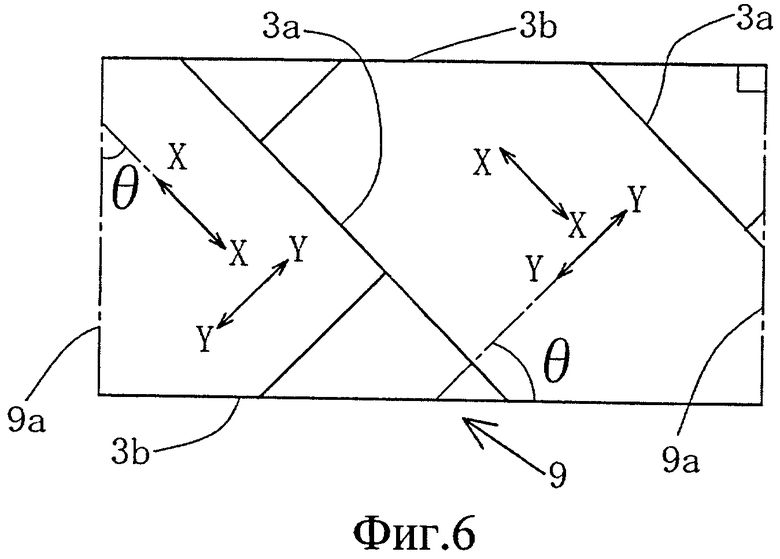
Как показано на фиг.5(b), посредством дисковой пилы разрезают состыкованную фанеру 7, полученную путем соединения листов фанеры по способам, указанным выше, вдоль линий разреза 7a, проведенных под прямым углом относительно линий разреза 3b и расположенных через определенное расстояние вдоль линий разреза 3b. В результате получаются многочисленные листы фанеры с взаимно диагональным расположением волокон шпона 9, такие как показано на фиг.6.
Направления волокон листов шпона, составляющих упомянутую фанеру с взаимно диагональным расположением волокон шпона 9, соответствуют направлениям, указанным стрелками Х-Х или Y-Y. При этом упомянутые волокна шпона наклоняются под углом 45 градусов (θ=45°) к сторонам 3b и 9a.
Как описано выше, в способе изготовления, приведенном в примере осуществления 1, возможно изготовить фанеру с взаимно диагональным расположением волокон шпона на основе фанеры, изготовленной посредством существующего оборудования, благодаря чему объем финансовых вложений в новое оборудование для производства фанеры с взаимно диагональным расположением волокон шпона снижается, а также производительность повышается благодаря тому, что при изготовлении фанеры с взаимно диагональным расположением волокон шпона из фанеры с взаимно перпендикулярным расположением волокон в смежных слоях листы фанеры в качестве одного целого разрезаются или соединяются разом, тогда как при изготовлении упомянутой фанеры непосредственно из листов шпона они разрезаются или соединяются поштучно.
Теперь поясним пример осуществления 2.
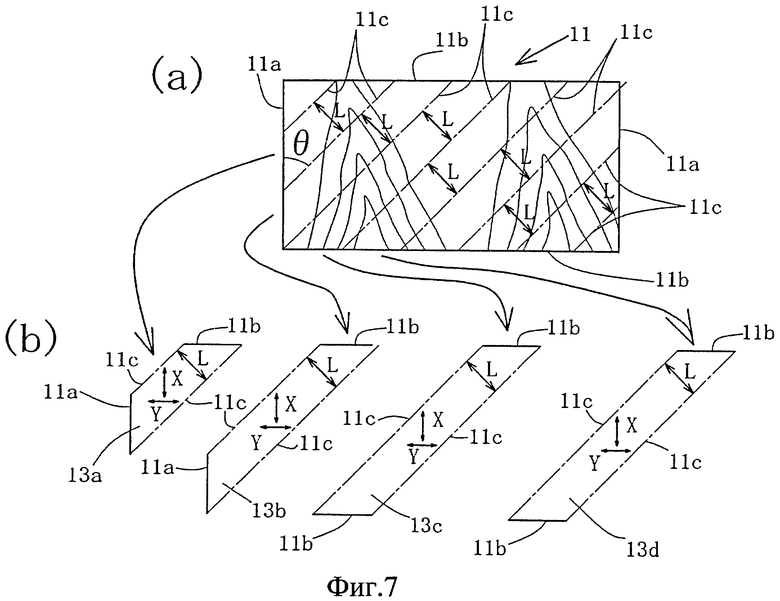
В примере осуществления 2 изготовляют листы фанеры с взаимно диагональным расположением волокон шпона, у которых длина одной стороны L относительно короткая. Фанера 11, используемая для этого способа, является 5-слойной, такой как в примере осуществления 1. Как показано на фиг.7(a), направления волокон самых наружных слоев фанеры 11, имеющей короткие стороны 11a и длинные стороны 11b, параллельны коротким сторонам 11a.
Посредством дисковой пилы разрезают упомянутый лист фанеры 11 вдоль линий разреза 11c, указанных штрихпунктирными линиями на фиг.7(a), проведенными под углом 45 градусов (θ=45°) относительно коротких сторон 11a и расположенными через равное расстояние L друг от друга, а также служащих одним из примеров вторых сторон. В результате получаются многочисленные ленточные листы фанеры.
Как показано на фиг.7(b), образуются ленточные листы фанеры в виде трапеции 13a и 13b, а также ленточные листы фанеры в виде параллелограмма 13c, 13d и т.д.
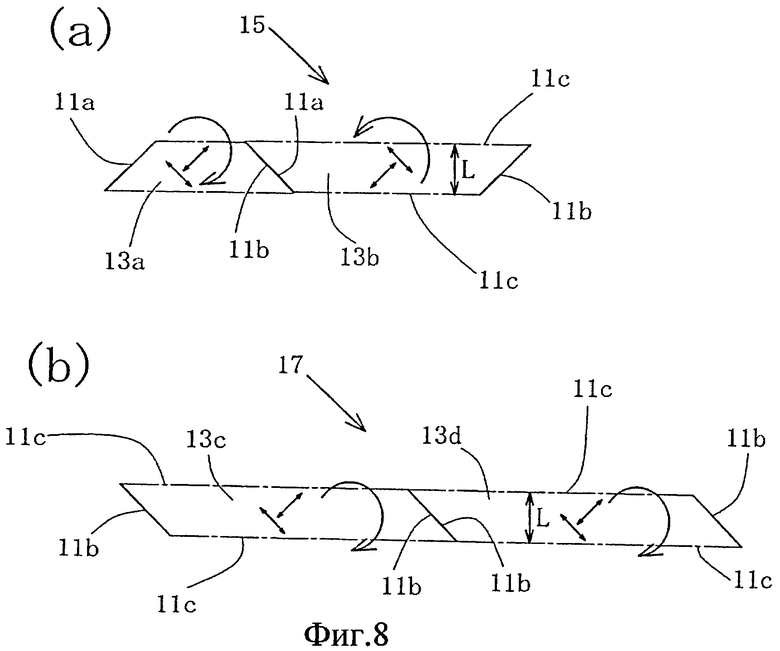
Как показано на фиг.8(a), поворачивают ленточные листы фанеры в виде трапеции 13a и 13b среди всех ленточных листов фанеры в направлениях, указанных стрелками на фиг.8(a).
Вслед за тем располагают две линии разреза 11c ленточных листов фанеры 13a и 13b на одних и тех же прямых. При этом располагают их лицевые поверхности на одной плоскости, а также их оборотные поверхности - на одной плоскости. В такой ситуации соединяют стороны 11a и 11b друг с другом с тем, чтобы изготовить состыкованную фанеру 15, служащую одним из примеров третей состыкованной фанеры.
Как показано на фиг.8(b), в случае ленточных листов фанеры в виде параллелограмма 13c, 13d и т.д., - также располагают две линии разреза 11c ленточных листов фанеры 13c и 13d на одних и тех же прямых. При этом располагают их лицевые поверхности на одной плоскости, а также их оборотные поверхности - на одной плоскости. В такой ситуации соединяют стороны 11b друг с другом с тем, чтобы изготовить состыкованную фанеру 17, служащую одним из примеров третей состыкованной фанеры.
Как показано на фиг.9(a), разрезают в последовательном порядке состыкованную фанеру 15 вдоль линий разреза 15a, проведенных под прямым углом относительно линий разреза 11c и расположенных через определенное расстояние вдоль линий разреза 11c, с тем, чтобы изготовить листы фанеры с взаимно диагональным расположением волокон шпона 19.
А также, как показано на фиг.9(b), разрезают в последовательном порядке состыкованную фанеру 17 вдоль линий разреза 17a, проведенных под прямым углом относительно линий разреза 11c и расположенных через определенное расстояние вдоль линий разреза 11c, с тем, чтобы изготовить листы фанеры с взаимно диагональным расположением волокон шпона 19.
Как показано на фиг.9(a) и (b), направления волокон листов шпона, составляющих упомянутые листы фанеры с взаимно диагональным расположением волокон шпона 19, соответствуют направлениям, указанным стрелками Х-Х или Y-Y. При этом упомянутые волокна шпона наклоняются под углом 45 градусов (θ=45°) к линиям разреза 11c и 15a, образующим две стороны листов упомянутой фанеры, а также - к линиям разреза 11c и 17a.
Как и в примере осуществления 1, в способе изготовления, приведенном в примере осуществления 2, также возможно изготовить фанеру с взаимно диагональным расположением волокон шпона на основе фанеры, изготовленной посредством существующего оборудования, благодаря чему объем финансовых вложений в новое оборудование для производства фанеры с взаимно диагональным расположением волокон шпона снижается, а также производительность повышается благодаря тому, что при изготовлении фанеры с взаимно диагональным расположением волокон шпона из фанеры с взаимно перпендикулярным расположением волокон в смежных слоях листы фанеры в качестве одного целого разрезаются или соединяются разом, тогда как при изготовлении упомянутой фанеры непосредственно из листов шпона они разрезаются или соединяются поштучно.
Ниже приведены дополнительные примеры осуществления предлагаемого изобретения:
Пример 1:
В вышеупомянутом примере осуществления 1 используется фанера 1, у которой направление волокон наружных слоев шпона 1a и 1e соответствует продольному направлению фанеры 1. Но предпочтительно изготовить фанеру с взаимно диагональным расположением волокон шпона по способу, принятому в упомянутом примере осуществления 1, на основе использованной в примере осуществления 2 фанеры 11, у которой направление волокон наружных слоев шпона 1a и 1e перпендикулярно продольному направлению фанеры 11, как показано на фиг.7.
Пример 2:
В вышеупомянутом примере осуществления 2 соединяют друг с другом ленточные листы фанеры 13a, 13b, 13c и др., такие как показано на фиг.7, вдоль сторон 11a или 11b, наклонных к линиям разреза 11c, таким образом, как показано на фиг.8.
Но предпочтительно изготовить фанеру так, как изложено ниже.
То есть, как показано на фиг.10(a) и (b), таким образом, чтобы упомянутые ленточные листы фанеры 13a, 13b, 13c и др. стали максимальными по площади прямоугольниками, разрезают их вдоль линий разреза 21, расположенных под прямым углом относительно линий разреза 11c и служащих одним из примеров третей стороны, и тем самым изготовляют листы фанеры в виде прямоугольника 23a, 23b, 23c, 23d и др.
Затем, как показано на фиг.11 и 12, соединяют между собой упомянутые листы фанеры, такие как 23a, 23b, 23c, 23d и др., вдоль линий разреза 21 по упомянутым способам соединения, как показано на фиг.12(a) и (b). В результате получаются листы фанеры с взаимно диагональным расположением волокон шпона 25 и 27.
Пример 3:
Предпочтительно, чтобы угол при упомянутом разрезании составлял около 30-60 градусов.
Ссылочные обозначения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фанеры переменной толщины | 1944 |
|
SU70809A1 |
| СПОСОБ СКЛЕИВАНИЯ ЛИСТОВ ШПОНА | 1990 |
|
RU2045563C1 |
| РАЗДЕЛИТЕЛЬНАЯ ПЕРЕГОРОДКА ДЛЯ СКЛАДЫВАЕМЫХ КАРТОННЫХ КОРОБОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2118278C1 |
| ВНУТРЕННИЙ СЛОЙ, СОДЕРЖАЩИЙ ЗИГЗАГООБРАЗНЫЕ ДРЕВЕСНЫЕ ЭЛЕМЕНТЫ, И МНОГОСЛОЙНЫЙ КОМПОЗИТ, СОДЕРЖАЩИЙ ВНУТРЕННИЙ СЛОЙ | 2013 |
|
RU2608088C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОБОЛОЧЕК ИЗ ФАНЕРНОЙ ПОЛОСЫ С НАКЛАДКОЙ НА НЕЕ ФАНЕРНЫХ ЖЕ ЛИСТОВ С ПОПЕРЕЧНО РАСПОЛОЖЕННЫМИ ВОЛОКНАМИ | 1926 |
|
SU6497A1 |
| Конструкция многослойной фанеры общего назначения | 2021 |
|
RU2762418C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| ВНУТРЕННИЙ СЛОЙ ИЗ ЛАМЕЛЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2624212C2 |
| ЩИТ ТЕРМОАКТИВНОЙ ОПАЛУБКИ | 1989 |
|
RU2017910C1 |
| СПОСОБ УПАКОВКИ ПРОДУКТОВ, УПАКОВКА И УПАКОВОЧНЫЙ МАТЕРИАЛ | 2010 |
|
RU2532194C2 |
Изобретение относится к деревообработке, в частности к изготовлению фанеры с взаимно диагональным расположением волокон шпона. Используют листы фанеры, состоящей, по меньшей мере, из двух слоев шпона с взаимно перпендикулярным расположением волокон в смежных слоях. Изготавливают фанеру с взаимно диагональным расположением волокон шпона в виде плоского четырехугольника, у которого углы, составленные каждыми двумя соседними сторонами, прямые. При изготовлении упомянутой фанеры непосредственно из листов шпона они разрезаются или соединяются поштучно. Повышается производительность, уменьшаются затраты на оборудование. 3 н.п. ф-лы, 16 ил.
1. Способ изготовления фанеры с взаимно диагональным расположением волокон шпона, отличающийся тем, что он включает следующие стадии: располагают рядом друг с другом многочисленные листы фанеры, каждый состоящий, по меньшей мере, из двух склеенных клеем слоев шпона с взаимно перпендикулярным расположением волокон в смежных слоях, в виде плоского четырехугольника, у которого углы, составленные каждыми двумя соседними сторонами, прямые; при этом располагают рядом друг с другом на одной и той же прямой каждую из двух сторон листов фанеры, параллельных друг другу; располагают их лицевые поверхности на одной плоскости, а также их оборотные поверхности - на одной плоскости; располагают упомянутые листы фанеры, состоящий каждый, по меньшей мере, из двух слоев шпона, в одном и том же положении относительно друг друга в направлении толщины; соединяют между собой стороны, перпендикулярные упомянутым двум сторонам, параллельным друг другу, таким образом, что направления волокон самых наружных слоев упомянутых листов фанеры, расположенных в ряд, совпадают друг с другом, и тем самым изготовляют первую состыкованную фанеру; разрезают первую состыкованную фанеру, упомянутую выше, в ее местах, расположенных через любое расстояние вдоль упомянутых двух сторон, параллельных друг другу, в направлении, наклонном к упомянутым двум сторонам, параллельным друг другу, и тем самым изготовляют многочисленные листы фанеры в виде параллелограмма, имеющие новообразованные первые стороны; располагают рядом друг с другом каждую из двух первых сторон листов фанеры в виде параллелограмма, упомянутых выше, на одной и той же прямой; соединяют между собой стороны, не являющиеся упомянутыми первыми сторонами, и тем самым изготовляют вторую состыкованную фанеру; разрезают вторую состыкованную фанеру, упомянутую выше, в ее местах, расположенных через любое расстояние вдоль упомянутых первых сторон, в направлении, перпендикулярном упомянутым первым сторонам.
2. Способ изготовления фанеры с взаимно диагональным расположением волокон шпона, отличающийся тем, что он включает следующие стадии: располагают лист фанеры, состоящей, по меньшей мере, из двух склеенных клеем слоев шпона с взаимно перпендикулярным расположением волокон в смежных слоях, в виде плоского четырехугольника, у которого углы, составленные каждыми двумя соседними сторонами, прямые; разрезают упомянутый лист фанеры в его местах, расположенных через определенное расстояние вдоль одной стороны упомянутого листа фанеры, в одном и том же направлении, наклонном к упомянутой одной стороне, и тем самым изготовляют многочисленные ленточные листы фанеры, имеющие каждый две новообразованные вторые стороны; располагают рядом друг с другом на одной и той же прямой каждую из упомянутых двух вторых сторон ленточных листов фанеры; располагают их лицевые поверхности на одной плоскости, а также их оборотные поверхности - на одной плоскости; располагают упомянутые ленточные листы фанеры, состоящий каждый, по меньшей мере, из двух слоев шпона, в одном и том же положении относительно друг друга в направлении толщины; соединяют между собой стороны, не являющиеся упомянутыми вторыми сторонами, таким образом, что направления волокон самых наружных слоев упомянутых ленточных листов фанеры, расположенных в ряд, совпадают друг с другом, и тем самым изготовляют третью состыкованную фанеру; разрезают третью состыкованную фанеру, упомянутую выше, в ее местах, расположенных через любое расстояние вдоль упомянутых вторых сторон, в направлении, перпендикулярном упомянутым вторым сторонам.
3. Способ изготовления фанеры с взаимно диагональным расположением волокон шпона, отличающийся тем, что он включает следующие стадии: располагают лист фанеры, состоящей, по меньшей мере, из двух склеенных клеем слоев шпона с взаимно перпендикулярным расположением волокон в смежных слоях, в виде плоского четырехугольника, у которого углы, составленные каждыми двумя соседними сторонами, прямые; разрезают упомянутый лист фанеры в его местах, расположенных через определенное расстояние вдоль одной стороны упомянутого листа фанеры, в одном и том же направлении, наклонном к упомянутой одной стороне, и тем самым изготовляют многочисленные ленточные листы фанеры, имеющие каждый две новообразованные вторые стороны; разрезают упомянутые ленточные листы фанеры в их местах, расположенных через любое расстояние вдоль упомянутых вторых сторон, в направлении, перпендикулярном упомянутым вторым сторонам, и тем самым изготовляют многочисленные листы фанеры в виде прямоугольника, имеющие каждый новообразованные третьи стороны; располагают рядом друг с другом на одной и той же прямой каждую из упомянутых двух вторых сторон листов фанеры в виде прямоугольника; располагают их лицевые поверхности на одной плоскости, а также их оборотные поверхности - на одной плоскости; располагают упомянутые листы фанеры, состоящий каждый, по меньшей мере, из двух слоев шпона, в одном и том же положении относительно друг друга в направлении толщины; соединяют между собой упомянутые третьи стороны таким образом, что направления волокон самых наружных слоев упомянутых листов фанеры, расположенных в ряд, совпадают друг с другом, и тем самым изготовляют четвертую состыкованную фанеру; разрезают четвертую состыкованную фанеру, упомянутую выше, в ее местах, расположенных через любое расстояние вдоль упомянутых вторых сторон, в направлении, перпендикулярном упомянутым вторым сторонам.
| JP 3729410 B2, 21.12.2005 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСЛОИСТОГО МАТЕРИАЛА | 1996 |
|
RU2104861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННОЙ ФАНЕРЫ И ФАНЕРНЫХ ПЛИТ | 1997 |
|
RU2113982C1 |
| US 5507905 A1, 16.04.1996 | |||
| WO 2008049263 A1, 02.05.2008. | |||

