Предлагаемое техническое решение относится к вспомогательному постпечатному полиграфическому оборудованию и может быть использовано для высекания фасонных деталей из стопы заготовок, в частности для высекания бумажных этикеток небольших тиражей, из стопы заготовок.
Известно "Устройство для высекания этикеток" роторного типа, содержащее установленные с возможностью вращения высекальный цилиндр и ответный нажимной цилиндр, оси вращения которых параллельны, а расстояние между осями вращения можно регулировать. Между цилиндрами протягивают материал, из которого нужно высекать этикетки. Выступающий высекальный нож (пуансон) располагается на поверхности высекального цилиндра и имеет замкнутый режущий контур, который при вращении цилиндров врезается в протягиваемую между цилиндрами бумагу с нанесенными заготовками этикеток на ней и высекает их. Промышленное применение данного устройства предполагает использование сложного в изготовлении высекального инструмента и, кроме того, использование сложных устройств и точных методов для операции совмещения лезвия высекального ножа с контуром высекаемой из движущейся бумажной ленты этикетки, а также применение сложных дорогостоящих устройств для ориентированного удаления готовых изделий и отходов. Эксплуатация такого сложного и дорогостоящего оборудования оправдана только на очень больших тиражах продукции несложной формы.
Известен "Автоматический трехкоординатный вырубной пресс" вертикальной конструкции, позволяющий осуществлять высечку этикеток из стопы листов большого формата, расположенной на горизонтальном столе станины между двумя стойками, соединенными в верхней части траверсой, несущей высекальный блок. Прецизионный механизм позволяет перемещать высекальный блок с мощными гидравлическими сервоприводами в трех измерениях и одновременно вращает его вокруг вертикальной оси на 360°. Готовая продукция выводится по специальному транспортеру без остановки машины. Для обеспечения работы пресса необходимы развитая электроника и сенсорный графический дисплей, позволяющие легко программировать работу пресса. Данный автоматический трехкоординатный пресс вертикальной конструкции позволят высекать этикетки сложной формы, но это очень сложный и прецизионный а следовательно, очень дорогостоящий пресс, и его использование оказывается оправданным только на больших тиражах изделий сложной конфигурации.
Следует отметить, что переналадка обоих приведенных выше прессов на новую конфигурацию изделия связана с ощутимыми затратами. Поэтому для производства этикеток малыми и средними тиражами, при частой смене их формы - конфигурации и габаритов используются простые и недорогие высечные пресса облегченной конструкции, как правило, горизонтального типа. Такие устройства позволяют осуществлять высечку этикеток с удовлетворительным качеством из стопы заготовок с одним запечатанным фрагментом.
Известен "Высекально-фигурный пресс "YMQ - 185" горизонтального типа, состоящий из следующих основных частей и узлов: станины (гидропривода), силового блока цилиндрической формы, гидроцилиндра прямоугольной плиты давления, лотка, подающего заготовки, круговой опорной плиты с установленным на ней полым высекальным ножом, приемного лотка и пульта управления. Особо поясним, что заготовка этикетки это, как правило, прямоугольник (из бумаги, или другого материала), на котором напечатана этикетка с соблюдением условия минимизации отходов, т.е. габариты заготовки определены габаритами этикетки. Высечка этикеток из стопы заготовок осуществляется следующим образом: стопу заготовок с одинаково ориентированными фрагментами (например, этикетками) укладывают на неподвижный, жестко укрепленный подающий лоток, выполненный в виде формы открытого прямого угла. Полый высекальный нож, установленный с возможнотью перемещения при переналадке устройства на новую конфигурацию партии этикеток, ориентируют и закрепляют на опорной плите так, чтобы положение его режущего контура совпадало с печатным контуром изделия на заготовке. Следует отметить, что при значительном (от максимума до минимума возможного для данного пресса) изменении конфигурации и габаритов этикетки в партии высекальный нож должен также иметь возможность значительного перемещения на опорной плите. Далее плита давления продавливает стопу заготовок через полый высекальный нож, готовые этикетки попадают на приемный лоток также формы прямого открытого угла и по мере поступления следующих партий высеченных этикеток продвигаются вдоль приемного лотка в его накопительную часть. К достоинствам горизонтальных прессов относится их облегченная конструкция, станина - легкая, так как не несет рабочих нагрузок и ее прочность должна быть достаточна лишь для размещения силового блока, который замкнут сам на себя, и основная нагрузка давления приходится на стяжные колонки. Следует отметить, что высекальные прессы с круговым силовым блоком более дорогостоящие по сравнению с устройствами, имеющими прямоугольный силовой блок, т.к. круговая конструкция силового блока технологически сложна в изготовлении. Кроме того, данное устройство, в процессе его переналадки при замене высекаемой фигуры, из-за неподвижного подающего лотка не имеет возможности совмещения центра запечатанных на заготовках фигур с осью давления пресса, что требует обеспечения перемещений полого высекального ножа на опорной плите, оба эти недостатка ведут в конечном итоге к возникновению упругих деформаций в прессе, что негативно отражается на качестве высекания.
Наиболее близким, выбранным в качестве прототипа, является техническое решение "Пресса высечного ПВЭ-5". Горизонтальный высечной пресс "ПВЭ-5" состоит из станины с гидроприводом; силового блока, содержащего прямоугольную крепежную плиту, прямоугольную опорную плиту, элементы крепления плит - колонки стяжные, гидроцилиндр, прямоугольную плиту давления, неподвижно соединенную со штоком гидроцилиндра; подающий стопу заготовок лоток, неподвижно закрепленный на станине, полый высекальный нож установленный на прямоугольной опорной плите с возможностью перемещения, лоток приемный расположен за опорной плитой, непосредственно под отверстием полого высекального ножа, служит для приема и отвода высеченных этикеток, поступающих после прохода через полый высекальный нож, пульт управления.
"Пресс высечной ПВЭ-5" работает следующим образом: Перед началом работы пресса высекальный нож, ориентируют (перемещают) на опорной плите силового блока посредством консольных винтовых пластин таким образом чтобы положение его режущего контура совпало с положением печатного контура изделия на заготовках в стопе, расположенной на неподвижном подающем лотке, и затем нож жестко закрепляют на опорной плите. Следует особо обратить внимание, что совмещение режущего контура высекального ножа с контуром высекаемой фигуры связано с перемещением (ориентированием) полого высекального ножа в просвете (отверстии) опорной плиты в широких пределах, определяемых в конечном итоге допустимыми минимальным и максимальным размерами этикеток, что технически возможно осуществить посредством консольных винтовых пластин и элементов крепления. Несомненно, необходимость ориентирования (перемещения) ножа над просветом опорной плиты значительно снижает жесткость (прочность) силового блока. Оператор укладывает на подающий лоток стопу заготовок с одинаково ориентированными печатными фрагментами этикеток и подает команду с пульта управления на включение гидропривода. После этого шток гидроцилиндра приводит в движение плиту давления, которая движется вдоль лотка, неподвижно и жестко закрепленного на станине, "продавливая" заготовки этикеток, расположенные на подающем лотке, через полый высекальный нож, при этом ось давления для большей части номенклатуры этикеток не проходит через точку оптимального приложения давления к фигуре, что, несомненно, сказывается на качестве высеченных изделий. Через отверстие высекального ножа высеченные готовые этикетки поступают на приемный лоток и по мере поступления следующих партий этикетки продвигаются вдоль лотка в его накопительную часть.
Следует пояснить, что аналог и прототип в процессе их переналадки при замене высекаемой фигуры не имеют возможности совмещения центра запечатанных на заготовках фигур с осью давления пресса из-за неподвижного подающего лотка (т.е. заготовки этикеток неподвижны). Следовательно, как мы уже отмечали ранее, при изменении конфигурации и габаритов партии этикеток для совмещения замкнутого режущего контура ножа с контуром этикетки необходимо обеспечить перемещение полого высекального ножа в просвете опорной плиты. Оба эти недостатка (приложение давления не в оптимальную точку высекаемой фигуры и необходимость консольного закрепления ножа из-за широких пределов изменения его положения при перенастройке пресса) ведут к возникновению упругих деформаций в прессе, что негативно отражается на качестве высекания.
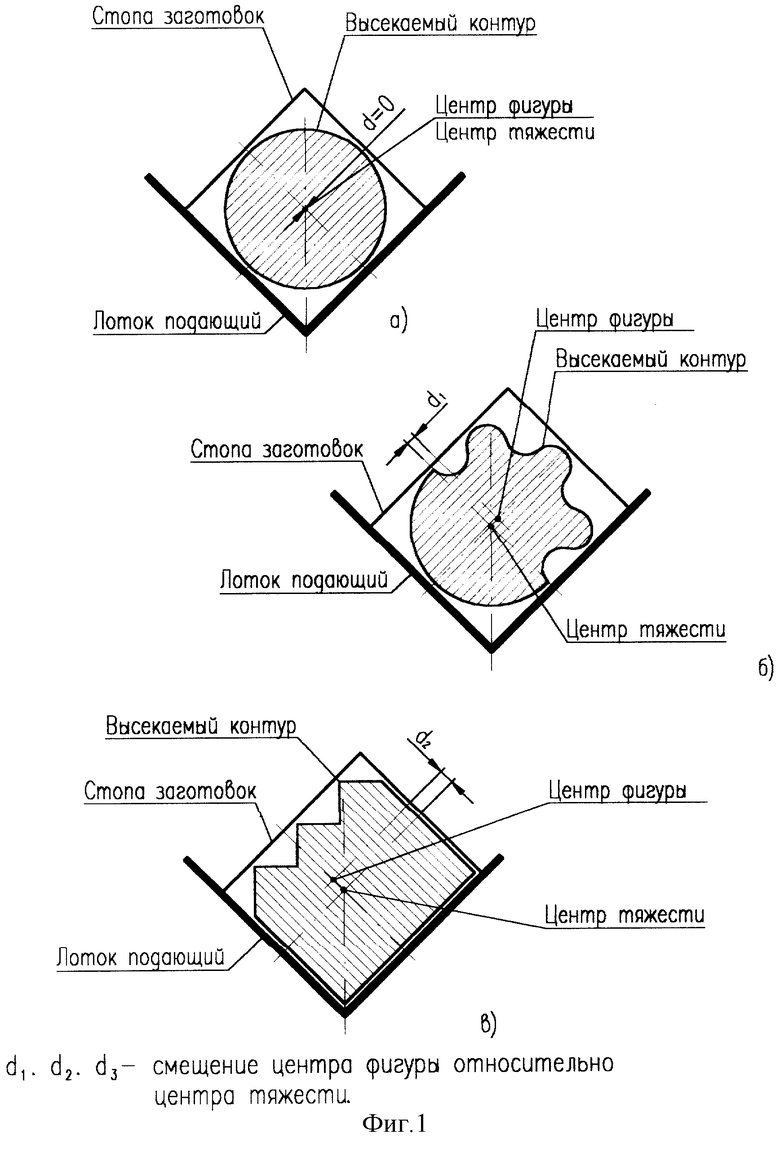
Особо поясним понятия "ось давления" и "центр фигуры". "Ось давления" всегда совпадает с осью штока гидроцилиндра и неизменна для конкретного пресса. Для объяснения понятия "центр фигуры" и выяснения причин некачественной высечки деталей в случае приложения давления не в центр фигуры, обратимся к поясняющим материалам. При одинаковых условиях (толщина бумаги, острота ножа) усилие, которое необходимо приложить к плите давления чтобы "продавить" стопу заготовок через полый высекальный нож, пропорционально сопротивлению, которое оказывает ножу контур (периметр) высекаемой фигуры. Очевидно, чем больше периметр высекаемой фигуры (равно и периметр замкнутого режущего контура высекального ножа, идентичный конфигурации высекаемой фигуры), тем больше и усилие, которое необходимо приложить к плите давления. Причем прилагать давление к стопе заготовок надо так, чтобы не было перекоса ножа и сдвига стопы заготовок, т.е. ось давления должна проходить через точку оптимального приложения давления к фигуре, которую находят эмпирическим путем. В случае высекания правильной геометрической фигуры имеющей, как минимум, две оси симметрии (круг, овал, прямоугольник, ромб), при совпадении оси давления с точкой пересечения осей симметрии - центром тяжести фигуры (см. фиг.1а), усилие плиты давления распределяется по режущему контуру высекального ножа равномерно. Это и понятно, т.к. с приложением давления в центр тяжести правильной геометрической фигуры сопротивление всех частей периметра фигуры режущему контуру высекального ножа относительно этой точки - одинаково из-за равенства длины частей периметра с разных сторон. Для фигур более сложной формы имеющих, например, одну ось симметрии (см. фиг.1б), или вовсе не имеющих оси симметрии (см. фиг.1в), точка оптимального приложения давления не совпадает с центром тяжести фигуры и смещается относительно него в сторону более протяженной (более длинной и поэтому оказывающей большее сопротивление ножу) части контура на величину, определяемую эмпирическим путем (см. фиг.1б - величина смещения - d1, фиг.1в - величина смещения - d2). Точку оптимального приложения давления к фигуре этикетки далее будем называть центром высекаемой фигуры, или просто "центром фигуры".
Необходимым условием получения качественных высеченных изделии в идеале является совмещение оси давления устройства с центром высекаемой фигуры этикетки, равно и с центром режущего контура высекального ножа, идентичного контуру фигуры. Задача совмещения центра режущего контура высекального ножа и оси давления устройства может решаться при проектировании ножа. Т.е. центр давления устройства и центр фигуры режущего контура высекального ножа могут быть совмещены загодя, при проектировании ножа для очередной конфигурации партии этикеток, с последующей его установкой по месту крепления на опорной плите. Но! Это возможно только тогда, когда нож не надо передвигать, подстраивая его под неподвижную стопу заготовок, т.е. это возможно только если появляется возможность совместить с осью давления центр самой высекаемой фигуры в стопе. Если такой возможности нет, то высекальный нож не может быть загодя сориентирован и установлен неподвижно на опорной плите. Задача же совмещения центра высекаемой фигуры (при изменении конфигурации и габаритов партии этикеток) с осью давления устройства, равно и с центром фигуры режущего контура, может быть решена, только если есть возможность перемещения стопы заготовок этикеток, расположенной на подающем лотке. Это и понятно, ведь с изменением конфигурации этикетки и ее размера смещается и центр фигуры, как это изображено, например, на фиг.1, 2. Напрашивается вывод о необходимости перемещения подающего лотка, а следовательно и расположенной на нем стопы заготовок для совмещения центра фигуры с осью давления.
Также одним из главных требований, обеспечивающих высокое качество высекаемых этикеток, является обеспечение высокой, не допускающей возникновение упругих деформаций, степени жесткости узлов устройства и крепежных элементов в цепи "шток гидроцилиндра - плита давления - стопа заготовок - высекальный нож - опорная плита". Если это требование жесткости соблюдено, то не происходит смещения заготовок в стопе в процессе давления (высечки).
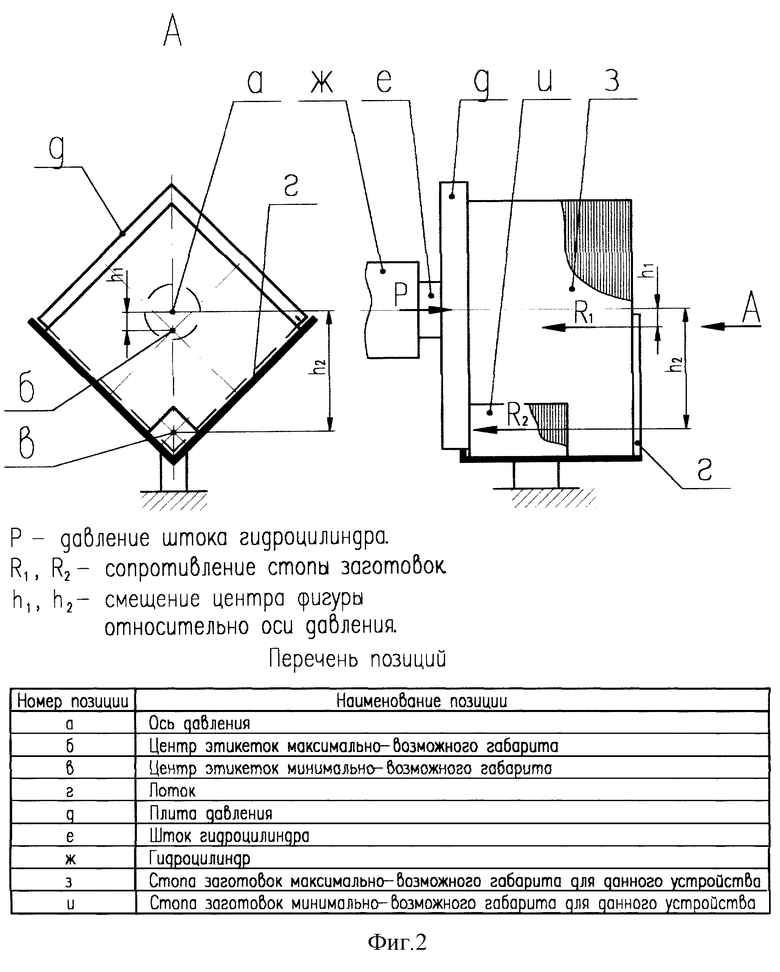
Задача совмещения центра высекаемой фигуры (этикетки) при изменении от партии к партии ее габаритов и конфигурации с осью давления устройства в известных конструкциях горизонтальных прессов подобного класса с неподвижно установленным подающим заготовки лотком, в частности, в аналоге и прототипе не решена. Эти устройства имеют неподвижный жестко закрепленный на станине подающий лоток, размещенная на нем стопа заготовок для большей части номенклатуры высекаемых изделий вынужденно ориентируется так, что центр высекаемой фигуры оказывается смещенным относительно оси давления устройства (см. фиг.2). Для наглядности демонстрации смещения центра фигуры относительно оси давления устройства в зависимости от размера заготовки этикетки условно, при изображении, совмещены случаи с максимально и минимально возможными размерами этикеток. Причем h1 и h2 - величины смещения центра высекаемой фигуры относительно оси давления в случаях соответственно максимально и минимально возможного для пресса размера заготовки. Смещение центра высекаемой фигуры относительно оси давления устройства, возникающее при изменении конфигурации и габаритов этикеток (равно и их заготовок) от партии к партии этикеток, обуславливает появление изгибающего момента - "М" (см. фиг.2) при высекании, причем M1 и М2 (для заготовок соответственно максимально и минимально возможных размеров) находятся в прямой пропорциональной зависимости от силы сопротивления R1, R2 стопы заготовок ножу и величины смещения h1, h2 центра фигуры относительно оси давления Р. Следствием изгибающего момента являются упругие деформации плиты давления, штока гидроцилиндра и их крепежных устройств.
Кроме того, изгибающий момент неравномерно нагружает консольные винтовые пластины крепления высекального ножа в просвете опорной плиты, что влечет за собой упругие неодинаковые деформации консольных винтовых пластин и, как следствие, возможный перекос высекального ножа. Вызванные упругими деформациями перекосы плиты давления и высекального ножа ведут к неравномерному сжатию стопы заготовок в процессе высекания и смещению заготовок относительно режущего контура высекального ножа и, как следствие, ухудшению качества высекаемых изделий. Следует также отметить, что изгибающий момент, действующий на плиту давления, вызывает повышенный износ поверхностей трения штока гидроцилиндра и передней крышки гидроцилиндра. Задача улучшения качества высекаемых изделий за счет устранения упругих деформаций в цепи "шток-плита давления - стопа заготовок - высекальный нож - опорная плита" в известных устройствах частично решается за счет увеличения жесткости плиты давления путем увеличения ее габаритов (толщины) или введения дополнительных направляющих узлов, уменьшающих перекос плиты давления в процессе работы. Эти меры ведут к увеличению металлоемкости пресса и усложнению его конструкции, что не оправдано для средних и малых тиражей высекаемых изделий.
В горизонтальных высечных прессах облегченной конструкции одним из путей уменьшения упругой деформации и повышения качества высекаемых изделий является совмещение центра высекаемой фигуры с осью давления пресса, эта операция производится при переналадке на другой вид и типоразмер высекаемой фигуры и позволяет осуществить жесткое крепление высекального ножа на опорной плите, загодя его сориентировав, причем жесткая неизменная ориентация ножа заранее предполагает, что центр режущего контура ножа совмещен с осью давления.
Целью предлагаемого технического решения является уменьшение упругой деформации узлов устройства и повышение качества высекаемых изделий за счет совмещения центра высекаемой фигуры с осью давления и обусловленной этим возможностью жесткой установки высекального ножа на опорной плите. При этом увеличивается время безотказной работы пресса без увеличения его металлоемкости.
Поставленная цель достигается тем, что устройство для высекания этикеток из стопы заготовок включает в себя станину, гидропривод, силовой блок, состоящий из плиты крепления, опорной плиты и стяжных колонок, гидроцилиндр, закрепленную на конце штока гидроцилиндра плиту давления, установленный на опорной плите полый высекальный нож, подающий стопу заготовок лоток, приемный лоток, пульт управления, причем:
- полый высекальный нож установлен на опорной плите силового блока неподвижно, а центр фигуры режущего контура ножа загодя совмещен с осью давления устройства,
- плита давления соединена со штоком гидроцилиндра с возможностью перемещения в направлении, перпендикулярном оси давления устройства, и поворота вокруг нее,
- одна из стяжных колонок силового блока выполнена съемной без его разборки,
- на съемной стяжной колонке закреплена неподвижно параллельная ее оси направляющая шпонка,
- подающий лоток выполнен из двух металлических пластин, расположенных под прямым углом одна относительно другой и неподвижно закрепленных в выборке цилиндра лотка, причем цилиндр лотка выполнен цельным, а выборка сделана вдоль оси цилиндра лотка на всю его длину,
- кроме того, устройство дополнительно снабжено блоком перемещения подающего лотка, включающим в себя корпус крепления к съемной стяжной колонке, кронштейн для крепления подающего лотка в упомянутом выше корпусе, состоящий из обоймы, охватывающей цилиндр лотка, неподвижно соединенных с нею винта и направляющих стержней, входящих в направляющие отверстия корпуса с возможностью перемещения и с жесткой последующей фиксацией выбранного положения подающего лотка, резьбовую втулку, зафиксированную в отверстии корпуса с возможностью вращения по резьбе винта кронштейна,
- подающий лоток установлен своим цилиндром в обойме кронштейна, образуя цилиндрический шарнир для обеспечения возможности поворота вышеупомянутого лотка на угол от 0 до 60° с последующей жесткой фиксацией выбранного положения подающего лотка,
- кронштейн установлен в корпусе крепления с возможностью перемещения относительно упомянутого корпуса в направлении, перпендикулярном оси давления устройства, с помощью винтовой пары, образованной винтом кронштейна и размещенной в отверстии корпуса крепления резьбовой втулкой, и жесткой последующей фиксации выбранного положения посредством крепления направляющих стержней кронштейна в корпусе крепления.
- корпус крепления выполнен охватывающим стяжную колонку и установлен с возможностью перемещения вдоль ее оси по направляющей шпонке посредством выполненного в корпусе крепления шпоночного паза, и возможностью жесткой фиксации выбранного положения.
Кроме того, в устройство введен дополнительно промежуточный стакан, расположенный на съемной стяжной колонке, с возможностью перемещения вдоль нее по направляющей шпонке посредством выполненного в промежуточном стакане шпоночного паза, корпус крепления выполнен охватывающим промежуточный стакан и установлен с возможностью поворота относительно оси съемной стяжной колонки на угол от 0 до 90° с помощью червячной пары, зубчатый венец которой размещен на наружной поверхности промежуточного стакана, а червяк установлен в расточке охватывающего промежуточный стакан корпуса крепления.
А также в устройство целесообразно дополнительно ввести блок плавного поворота цилиндра лотка в обойме кронштейна посредством зубчатой пары.
Поясним дополнительно, при переналадке устройства для высекания этикеток из стопы заготовок на новую партию с другими габаритами и другой конфигурацией этикеток предварительно проектируют режущий контур полого высекального ножа так, что при жесткой и неподвижной установке ножа на опорной плите, режущий контур загодя сориентирован относительно неизменной для данного устройства оси давления, причем центр фигуры режущего контура ножа уже при проектировании совмещают с осью давления устройства. Следовательно, мы имеем ось давления устройства и жестко установленный высекальный нож, центр фигуры режущего контура которого расположен на этой оси. Остается переместить стопу заготовок так, чтобы контур высекаемой фигуры точно совпадал с идентичным режущим контуром высекального ножа, при этом центр высекаемой фигуры разместится на оси давления. При такой переналадке будет исключен перекос стопы заготовок, и в устройстве минимизированы упругие деформации. Но такая переналадка возможна только в устройстве, где есть возможность перемещать подающий лоток с уложенной на него стопой заготовок. В предлагаемом устройстве подающий лоток с уложенной на него стопой заготовок перемещают при переналадке устройства на другой вид и типоразмер высекаемой фигуры посредством введенного в устройство узла перемещения так, чтобы центр высекаемой фигуры стопы располагался на оси давления устройства, и это совмещение ведут путем совмещения высекаемой фигуры с режущим контуром высекального ножа, установленного неподвижно, центр фигуры которого (центр фигуры режущего контура) загодя совмещен с осью давления устройства. Узел перемещения позволяет передвигать лоток в направлениях вдоль оси давления, перпендикулярно ей, с жесткой последующей фиксацией выбранных рабочих положений подающего лотка, и поворачивать его при переналадке устройства также с последующим жестким креплением лотка. Следует отметить, что подающий лоток в процессе работы устройства не испытывает рабочих давлений, а лишь несет уложенную на него стопу, поэтому требования к жесткости его установки не так велики как к жесткости установки высекального ножа. При этом плиту давления смещают относительно оси штока так, чтобы она отслеживала положение подающего лотка при разных высекаемых изделиях, и ее положение относительно подающего лотка оставалось бы неизменным, таким чтобы вышеупомянутая плита давления беспрепятственно двигалась вдоль подающего лотка с минимальным зазором, продавливая при этом стопу этикеток через полый высекальный нож. Смещение плиты давления относительно штока гидроцилиндра (т.е. относительно оси давления устройства) при переналадках на другой типоразмер заготовок с последующей жесткой фиксацией ее на штоке не ведет к смещению центров приложения силы давления устройства Р (действующей по оси давления устройства) и противодействующей ей силы сопротивления стопы заготовок R, которые остаются на одной оси - оси давления устройства (в прототипе эти силы Р и R1, R2 смещены друг относительно друга, см. фиг.2). А значит смещение плиты давления не ведет к появлению изгибающего момента, который является главной причиной возникновения упругих деформаций.
Заявляемое устройство представлено следующими чертежами.
Аналоги.
В качестве аналогов приведены устройства для высекания этикеток - дорогостоящие высечные утяжеленные прессы роторного и вертикального типа, горизонтальный пресс облегченной конструкции с круглым силовым блоком.
Прототип.
В качестве прототипа принят горизонтальный пресс высечной ПВЭ-5, облегченной конструкции с прямоугольным силовым блоком.
Фиг.1. Вид вдоль подающего лотка. На чертеже изображен вид вдоль подающего стопу заготовок лотка, с уложенной на него стопой заготовок а)этикетки правильной геометрической формы, б)этикетки имеющие одну ось симметрии, в)этикетки не имеющие вовсе оси симметрии. На чертежах наглядно показано смещение точки оптимального приложения давления к высекаемой фигуре, названной заявителем "центр фигуры", относительно центра тяжести фигуры.
Фиг.2. Смещение центра фигуры относительно оси давления устройства в прототипе.
Приведен чертеж, демонстрирующий смещение центра фигуры относительно оси давления в прототипе. Для наглядности демонстрации смещения центра фигуры относительно оси давления устройства в зависимости от размера заготовки этикетки, при изображении условно совмещены случаи с максимально и минимально возможными размерами этикеток, h1 и h2 - величины смещения центра высекаемой фигуры в случаях соответственно максимально и минимально возможного для пресса размера заготовки.
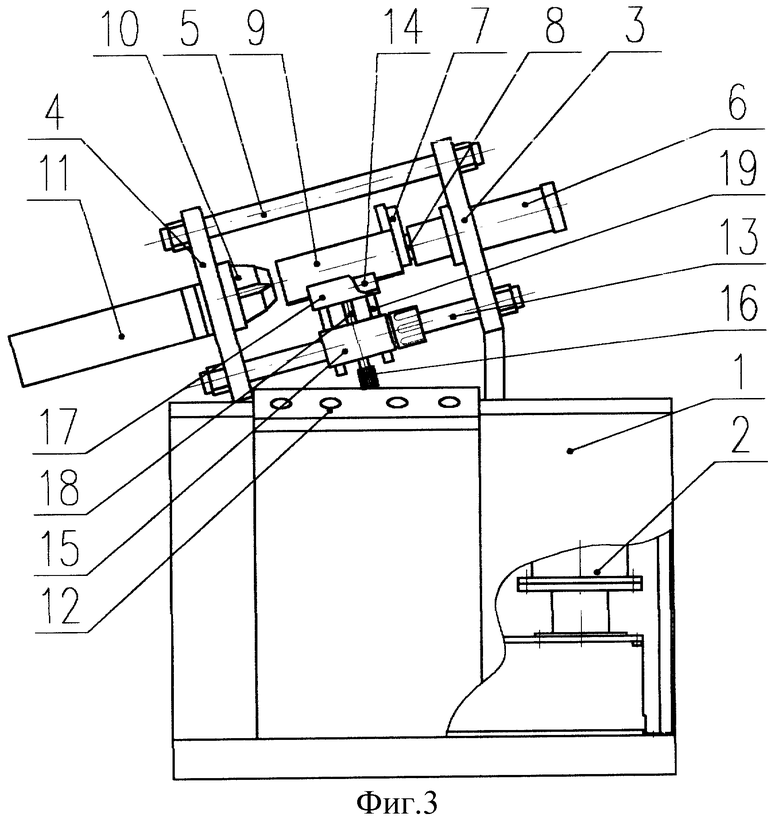
Фиг.3. Чертеж общего вида заявляемого устройства.
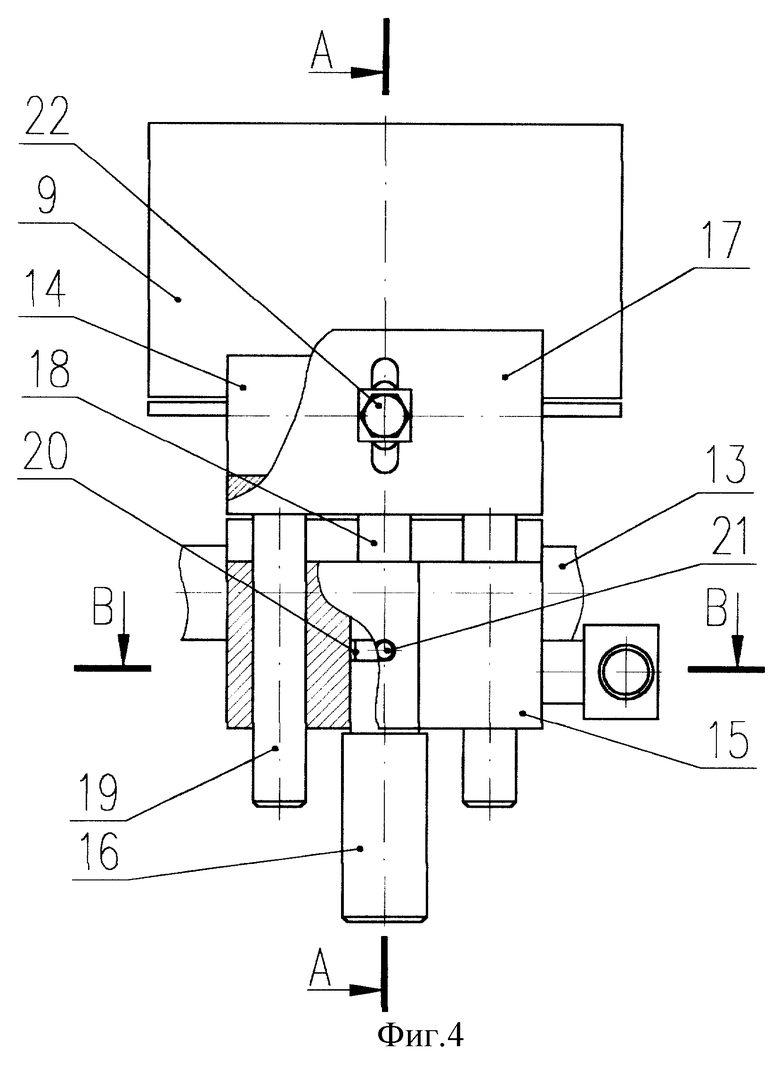
Фиг.4. Блок перемещения подающего лотка.
Представлена конструкция введенного в устройство блока с установленным в него подающим лотком.
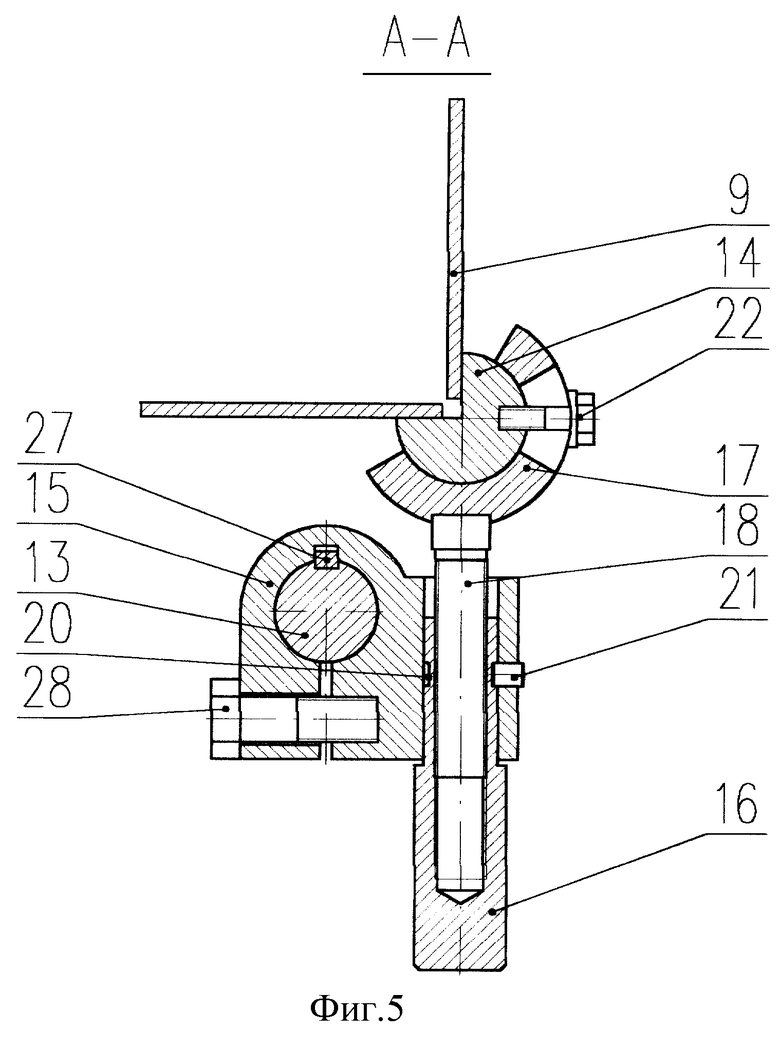
Фиг.5. Сечение А-А.
Представлены построение подающего лотка, конструкция резьбовой втулки и размещение корпуса крепления непосредственно на стяжной колонке.
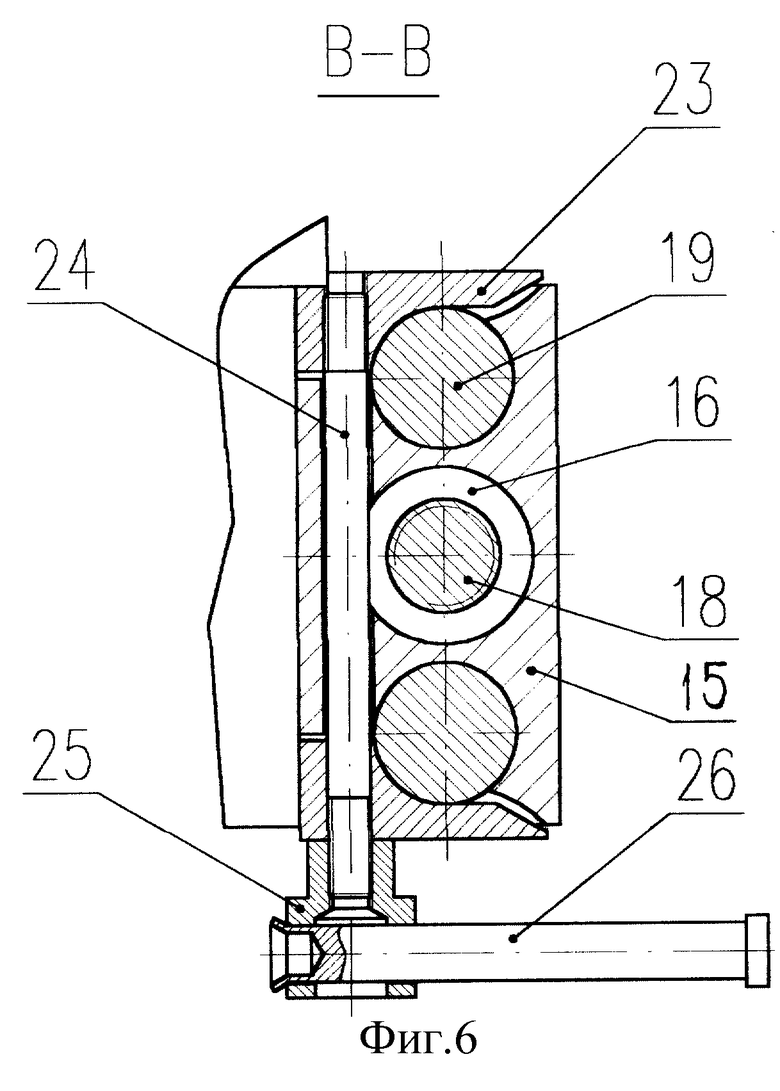
Фиг.6. Сечение В-В.
Представлена конструкция жесткого крепления направляющих стержней кронштейна в корпусе крепления.
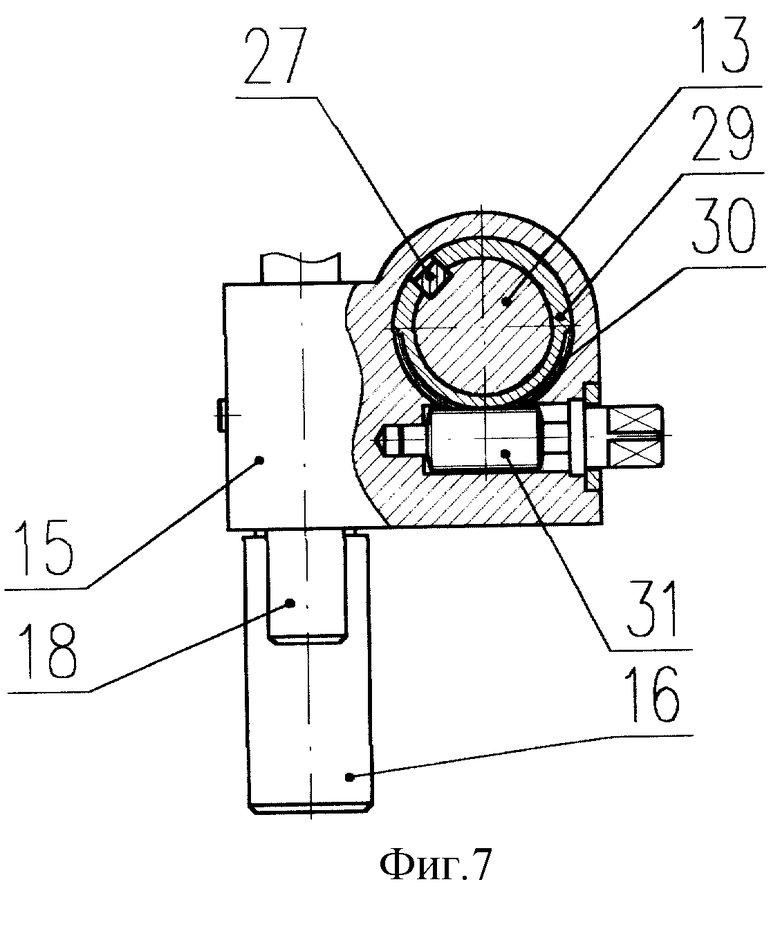
Фиг.7. Конструкция узла поворота лотка относительно оси стяжной колонки.
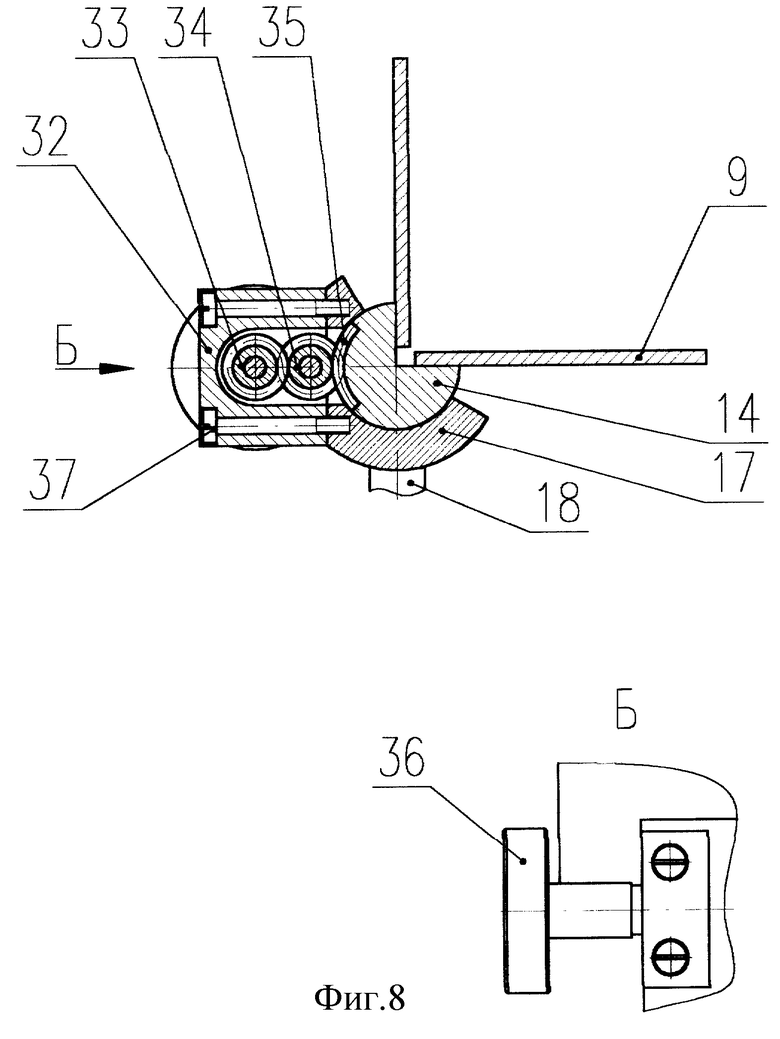
Фиг.8. Конструкция блока плавного поворота лотка относительно своей оси.
Заявляемое устройство для высекания этикеток из стопы заготовок представлено на фиг.3. Как и прототип, устройство содержит станину (1) с расположенным в ней гидроприводом (2), силовой блок, состоящий из крепежной плиты (3), опорной плиты (4) и элементов жесткого крепления плит друг к другу - колонок стяжных (5). Силовой блок, как и в прототипе, жестко закреплен на станине и установлен под углом 15° к горизонтальной ее поверхности. Также устройство содержит гидроцилиндр (6), расположенный так, что его ось проходит через геометрические центры плит крепежной и опорной силового блока, плиту давления (7), передающую усилие от гидроцилиндра на стопу листов бумаги с напечатанными изображениями (заготовками), соединенную со штоком (8) гидроцилиндра, в отличие от прототипа установленную с возможностью поворота вокруг оси штока и возможностью перемещения в направлении, перпендикулярном оси штока, с жесткой последующей фиксацией установленного положения. Заявляемое устройство, как и прототип, содержит подающий стопу заготовок лоток (9), расположенный внутри силового блока между его плитами. Как и в прототипе силовой блок, равно и ось давления, и подающий лоток наклонены под углом 15° к горизонту, это обусловлено созданием оптимальных условий для высекания этикеток, с одной стороны стопа заготовок удерживается на подающем лотке под действием собственного веса, с другой стороны - стопа заготовок своим нижним (опущенным) торцом упирается в режущую часть высекального ножа, а приподнятый торец стопы обращен к плите давления. Но в прототипе лоток жестко закреплен на станине, а в заявляемом устройстве подающий лоток имеет возможность менять свое положение в процессе перенастройки устройства на новый тип высекаемых изделий посредством введенного в устройство блока перемещения. При этом положение плиты давления изменяют так, чтобы она могла перемещаться вдоль лотка с минимальными зазорами в сторону опорной плиты, не задевая стенок лотка. Как и прототип, устройство содержит полый высекальный нож (10), но в отличие от прототипа высекальный нож жестко установлен на прямоугольной опорной плите и в процессе переналадки устройства не перемещается. Готовые высеченные изделия, в частности этикетки, как и в прототипе, поступают на приемный лоток (11), расположенный за опорной плитой непосредственно под отверстием полого высекального ножа. Приемный лоток служит для приема, отвода и накопления высеченных этикеток, поступающих после прохода через полый высекальный нож. Как и в прототипе, пульт управления (12), расположенный на станине, в целях безопасной работы оператора позволяет подавать напряжение на устройство только нажатием двух разнесенных друг от друга кнопок, т.е. обе руки задействованы, и нет возможности во время подачи напряжения заниматься укладкой стопы заготовок на подающий лоток. Как только одна из кнопок пульта отжата - происходит отключение напряжения. В отличие от прототипа, одна из стяжных колонок (13) выполнена съемной с силового блока без его разборки. Подающий лоток (см. фиг.4, 5) в отличие от лотка прототипа конструктивно выполнен из двух прямоугольных металлических пластин, расположенных под прямым углом одна относительно другой и неподвижно закрепленных в выборке цилиндра (14) лотка, причем цилиндр лотка выполнен цельным, а выборка сделана вдоль оси цилиндра лотка на всю его длину и выполнена так, что ее поперечное сечение представляет собой прямоугольный сектор, вершина прямого угла которого совпадает с осью цилиндра лотка. Следует пояснить, что такое построение лотка конструктивно оправдано и целесообразно, так, цельный металлический цилиндр лотка надежно скрепляет и несет его боковые пластины, которые не подходят вплотную друг к другу, оставляя место для свободного размещения угла стопы прямоугольных заготовок. В отличие от прототипа в устройство, дополнительно введен блок перемещения подающего лотка (см. фиг.3, 4) далее "блок перемещения лотка", включающий в себя корпус крепления (15) к съемной стяжной колонке, резьбовую втулку (16), размещенную в отверстии корпуса крепления, и несущий кронштейн для крепления подающего лотка в упомянутом выше корпусе крепления. Несущий кронштейн состоит из цилиндрической обоймы (17), которая охватывает цилиндр лотка, образуя цилиндрический шарнир для поворота лотка вокруг своей оси, и неподвижно соединенных с нею резьбового винта (18) и гладких направляющих стержней (19), входящих в направляющие отверстия корпуса крепления. При монтаже устройства съемную стяжную колонку вставляют в отверстие корпуса крепления и устанавливают в силовой блок, жестко закрепляя. В случае возникновения неисправности блока перемещения лотка не требуется производить разборку силового блока, надо лишь извлечь съемную стяжную колонку из силового блока с закрепленным на ней блоком перемещения лотка, и можно осуществить ремонт. Обратимся к конструкции резьбовой втулки, размещенной в отверстии корпуса крепления и навернутой на винт кронштейна (см. фиг.4, 5). Втулка выполнена с круговой проточкой (20) по наружной поверхности и резьбой по внутренней поверхности. В проточку втулки входит запрессованный в корпус крепления штифт (21), который удерживает (фиксирует) втулку в неизменном положении относительно корпуса крепления, одновременно не препятствуя ее вращенью по резьбе винта кронштейна. Жесткую фиксацию цилиндра лотка в обойме кронштейна обеспечивает крепеж (22). Жесткую фиксацию кронштейна в корпусе крепления (см.фиг.6) обеспечивают прижатием зажимов (23) к направляющим стержням посредством шпильки (24), гайки (25) и рукоятки (26). Корпус крепления выполнен охватывающим (см. фиг.5) съемную стяжную колонку с выполненным в нем шпоночным пазом, в котором расположена направляющая шпонка (27). Жесткая фиксация корпуса крепления на стяжной колонке (см. фиг.5) осуществляется посредством элементов крепления (28).
Для увеличения степени свободы поворота подающего лотка (см. фиг.7) и более точного совмещения контура высекаемой фигуры с идентичным режущим контуром высекального ножа, что означает более точное совмещение центра высекаемой фигуры с осью давления, - целесообразно введение в устройство промежуточного стакана (29), размещенного на съемной стяжной колонке, и выполненного со шпоночным пазом, в котором размещена направляющая шпонка. Промежуточный стакан имеет возможность перемещения вдоль съемной стяжной колонки по направляющей шпонке посредством выполненного в нем шпоночного паза. Кроме того промежуточный стакан на своей внешней поверхности несет зубчатый венец (30) червячной пары, червяк (31) которой расположен в расточке выполненного охватывающим промежуточный стакан корпуса крепления. Корпус крепления установлен с возможностью поворота вокруг оси съемной стяжной колонки на угол от 0 до 90° с помощью упомянутой выше червячной пары.
С целью наиболее точного совмещения контура высекаемой фигуры с контуром режущей части высекального ножа, что фактически означает косвенное совмещение центра высекаемой фигуры с осью давления, в устройство целесообразно ввести (см. фиг.8) блок (32) плавного поворота подающего лотка относительно своей оси в цилиндрическом шарнире, образованном цилиндром лотка и обоймой кронштейна. Плавный поворот подающего лотка осуществляется посредством зубчатой передачи. Причем, ведущее зубчатое колесо (33), через промежуточное зубчатое колесо (34) связано с ведомым зубчатым сектором (35), выполненным на наружной поверхности цилиндра лотка. На оси ведущего зубчатого колеса установлен маховичок (36) для удобства плавного ручного поворота подающего лотка. Блок плавного поворота подающего лотка жестко крепится к обойме кронштейна посредством крепежных элементов (37). Фиксация выбранного положения лотка в обойме кронштейна как и ранее производится посредством крепежа.
Следует особо оговорить, что элементы жесткой фиксации положения цилиндра лотка в обойме крепления, положения кронштейна в корпусе крепления и положения корпуса крепления на стяжной колонке неизменны для всех вариантов исполнения устройства (пункты 1, 2, 3).
Заявляемое устройство для высекания этикеток из стопы заготовок работает следующим образом.
При проектировании высекального ножа для новой партии этикеток, во-первых, проектируют фигуру режущего замкнутого контура высекального ножа, она должна быть идентичной фигуре высекаемой этикетки. Во-вторых, центр фигуры режущего контура ножа, идентичный контуру высекаемой этикетки, сразу загодя при проектировании ножа ориентируют на точное совпадение с осью давления устройства (зная геометрическое расположение оси давления устройства в просвете опорной плиты, а также положение крепежного места высекального ножа на опорной плите). Т.е. нож устанавливают на опорной плите жестко и неподвижно, а центр фигуры режущего контура ножа при этом размещается точно на оси давления устройства. Далее в задачу оператора входит совмещение контура (фигуры) этикетки в стопе заготовок, расположенной на подающем лотке, с идентичным режущим контуром высекального ножа. При этом центр высекаемой фигуры косвенно (за счет совпадении фигур режущего контура и идентичной ему фигуры этикетки) совмещается с осью давления. Это совмещение идентичных контуров производят посредством перемещения подающего лотка с уложенной на него стопой заготовок.
Рассмотрим переналадку устройства и его последующую работу подробнее. На опорную плиту жестко и неподвижно устанавливают правильно спроектированный высекальный нож, при этом центр фигуры режущего контура ножа располагается точно на оси давления.
На подающий лоток укладывают жесткий параллелепипед, имитирующий стопу заготовок и своими габаритами, в частности поперечным сечением, точно соответствующий стопе реальных заготовок, далее "имитатор". На торец имитатора, обращенный к высекальному ножу, приклеивают реальную заготовку, с напечатанной этикеткой. Затем смещают плиту давления относительно штока гидроцилиндра в верхнее крайнее положение, чтобы она не мешала необходимым перемещениям подающего лотка при переналадке.
Вначале осуществляют перемещение лотка вдоль оси стяжной колонки. Необходимость этого перемещения обусловлена тем, что в зависимости от габаритов высекаемых этикеток проектируют высекальные ножи разной высоты, и поэтому плоскость их режущего контура может сместиться относительно торца лотка, равно и торца стопы, образуя просвет между ними, в который могут соскальзывать заготовки из стопы. Для устранения просвета приближают подающий лоток к режущему контуру ножа следующим образом: корпус крепления (15) с установленным кронштейном, несущим подающий лоток (9), смещают посредством шпоночного паза, выполненного либо непосредственно в корпусе, либо в промежуточном стакане (29), по направляющей шпонке (27) вдоль съемной стяжной колонки (13) в направлении высечного ножа (10), до такого положения, чтобы торец подающего лотка был ближе к опорной плите (4) силового блока, чем плоскость режущего контура ножа. Этим исключается выпадение торцевых заготовок из стопы. Выбранное рабочее положение подающего лотка фиксируют, закрепляя корпус крепления (15) на съемной стяжной колонке (13) крепежом (28). После приближения имитатора вплотную к режущему контуру высекального ножа оператор приступает к совмещению фигуры этикетки, прикрепленной на торец муляжа, с фигурой режущего контура высекального ножа. Еще раз поясним, совмещение контура (фигуры) высекаемого изделия, напечатанного на заготовках в стопе, с режущим контуром высекального ножа, центр фигуры которого загодя совмещен с осью давления, это фактически косвенное совмещение центра высекаемой фигуры с осью давления. Это совмещение осуществляют следующим образом. Вначале подающий лоток (9) с уложенным на него имитатором перемещают в направлении, перпендикулярном оси съемной стяжной колонки (13), а значит в направлении, перпендикулярном оси давления, выбирая положение подающего лотка, при котором центр высекаемой фигуры располагается наиболее близко к оси давления. Это перемещение осуществляют вращением зафиксированной относительно корпуса крепления штифтом (21) резьбовой втулки (16), по резьбе винта (18) кронштейна, при этом кронштейн с установленным в его обойме (17) подающим лотком (9) либо удаляется от оси съемной стяжной колонки (13), либо приближается к ней в зависимости от направления вращения резьбовой втулки (16) (по или против часовой стрелке). Гладкие направляющие стержни (19) кронштейна, соответственно, либо выдвигаются, либо задвигаются в направляющие отверстия корпуса крепления (15). Выбранное положение подающего лотка закрепляют (см. фиг.6) вращением рукоятки (26) по часовой стрелке до упора, при этом гайка (25) втягивает в себя шпильку (24) с зажимом (23) и, перемещая второй такой же зажим перед собой, прижимает стержни (19) к стенкам направляющих отверстий корпуса крепления (15).
Как правило, после первого перемещения лотка с имитатором стопы заготовок полного совмещения контуров высекаемого изделия и режущего контура высекального ножа не происходит. Для полного совмещения сложных фигур возникает необходимость в осуществлении поворота лотка с имитатором относительно оси съемной стяжной колонки и более прецизионного поворота лотка вокруг своей оси.
Поворот лотка вокруг оси (см. фиг.7) съемной стяжной колонки (13) осуществляется поворотом по или против часовой стрелки червяка (31), который, обкатываясь по зубчатому венцу (30) промежуточного стакана (29), вращает корпус (15) и вместе с ним кронштейн с подающим лотком. Этим перемещением лотка с имитатором добиваются более точного совмещения контура высекаемого изделия с режущим контуром высекального ножа, центр фигуры которого загодя совмещен с осью давления. Выбранное положение подающего лотка фиксируют элементами крепления (28).
Еще более точное, прецизионное совмещение контуров осуществляют поворотом подающего лотка вокруг своей оси в цилиндрическом шарнире, образованном размещением цилиндра лотка (14) в обойме кронштейна (17). Целесообразно это перемещение лотка осуществлять посредством блока плавного поворота лотка, вращая маховичок (36) по или против часовой стрелке. При вращении маховичка (36) ведущая шестерня (33) через промежуточное зубчатое колесо (34) и ведомый зубчатый сектор (35) передает вращательное движение цилиндру (14) подающего лотка, и он поворачивается в обойме кронштейна (17). Выбранное положение подающего лотка фиксируют элементами крепления (22). В случае неполного совмещения контура (фигуры) высекаемого изделия с режущим контуром высекального ножа, центр фигуры которого загодя совмещен с осью давления, операции перемещения лотка перпендикулярно оси давления, поворота относительно оси съемной стяжной колонки, и поворота вокруг своей оси - повторяют.
Затем имитатор заменяют реальной стопой заготовок. И если при замене обнаруживают смещение контура высекаемого изделия относительно режущего контура высекального ножа, то операции совмещения, проводимые посредством перемещения подающего лотка, повторяют, добиваясь точного совмещения контуров изделия и режущего контура ножа. При точном совмещении контура высекаемого изделия с режущим контуром высекального ножа, центр фигуры которого загодя совмещен с осью давления, центр высекаемой фигуры также располагается по оси давления. После этого плиту давления (7) опускают на лоток и жестко закрепляют на штоке гидроцилиндра таким образом, чтобы между боковыми пластинами лотка (9) и торцевыми поверхностями плиты давления (7) остался минимальный зазор для беспрепятственного движения плиты давления вдоль лотка (9). Далее (см. фиг.3) подготовленную заранее стопу заготовок вместо имитатора укладывают на подающий лоток (9), при этом ее торец, обращенный к высекальному ножу, вплотную прижимается к режущему контуру ножа своей напечатанной на заготовках фигурой. Кнопкой пуск пульта управления (12) подают напряжение питания на гидропривод (2). Одновременным нажатием двух кнопок "Работа" на пульте управления приводят в движение шток гидроцилиндра (6), жестко связанный с плитой давления (7), которая, воздествуя на стопу заготовок, размещенную на подающем лотке (9), продавливает заготовки через высечной нож и, остановившись на фиксированном для данного устройства расстоянии от высечного ножа, возвращается в исходное положение. Оператор отпускает кнопки на пульте управления, питание отключается. Далее цикл работы повторяется, начиная с укладки на подающий лоток следующей стопы, и так до окончания высекания всей партии этикеток.
Уменьшение упругих деформаций и обусловленное этим снижение металлоемкости узлов устройства, а также повышение качества высекания изделий объясняются совмещением в устройстве центра фигуры режущего контура ножа и центра высекаемой фигуры в стопе с осью давления устройства. Возможность перемещения высекаемой фигуры обуславливает возможность неподвижной установки ножа (заготовки подводят к режущему контуру ножа, а не нож), что также уменьшает упругие деформации.
Предлагаемое устройство находится на стадии завершения испытаний на предприятии-изготовителе и готовится к выставке в первом квартале 2003 года.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ДЛЯ ПРИКЛЕИВАНИЯ ЭТИКЕТОК | 2007 |
|
RU2450935C2 |
| СПОСОБ ПОДАЧИ ПЛЁНКИ В ФОРМУ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 2016 |
|
RU2658051C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ, В ЧАСТНОСТИ ЭЛЕКТРОДОВ ДЛЯ СНЯТИЯ ЭЛЕКТРОКАРДИОГРАММЫ | 1994 |
|
RU2105523C1 |
| Автомат для изготовления апертурных карт | 1976 |
|
SU655569A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Устройство для упаковывания стержнеобразных изделий | 1984 |
|
SU1278272A1 |
| Устройство для вырубки деталей из заготовок | 1987 |
|
SU1438895A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЭТИКЕТИРОВАНИЯ КОНИЧЕСКОГО ПЛАСТМАССОВОГО СОСУДА, А ТАКЖЕ ПРЕДУСМОТРЕННАЯ ДЛЯ ЭТОГО БАНДЕРОЛЬ | 2013 |
|
RU2650164C2 |
| СПОСОБ РАСКРОЯ КАРТОННОЙ ПЕРЕГОРОДКИ | 2007 |
|
RU2362717C1 |
| Устройство для автоматической многопозиционной штамповки | 1986 |
|
SU1338929A1 |
Устройство включает станину, гидропривод, силовой блок, состоящий из плиты крепления, опорной плиты и стяжных колонок, гидроцилиндр, закрепленную на конце штока гидроцилиндра плиту давления, установленный на опорной плите полый высекальный нож, подающий стопу заготовок лоток, приемный лоток, пульт управления. При этом полый высекальный нож установлен на опорной плите силового блока неподвижно, а центр фигуры режущего контура ножа совмещен с осью давления устройства. Плита давления соединена со штоком гидроцилиндра с возможностью перемещения в направлении, перпендикулярном оси давления и поворота вокруг нее. Одна из стяжных колонок силового блока выполнена съемной без его разборки, при этом на съемной стяжной колонке закреплена неподвижно параллельная ее оси направляющая шпонка. Подающий лоток выполнен из двух металлических пластин, расположенных под прямым углом одна относительно другой и неподвижно закрепленных в выборке цилиндра лотка, причем цилиндр лотка выполнен цельным, а выборка сделана вдоль оси цилиндра лотка на всю его длину. Кроме того, устройство дополнительно снабжено блоком перемещения подающего лотка относительно оси давления устройства, включающим в себя корпус крепления к съемной стяжной колонке, кронштейн для крепления подающего лотка в упомянутом выше корпусе, состоящий из обоймы, охватывающей цилиндр лотка, неподвижно соединенных с нею винта и направляющих стержней, входящих в направляющие отверстия корпуса с возможностью перемещения с жесткой последующей фиксацией выбранного положения, резьбовую втулку, зафиксированную в отверстии корпуса с возможностью вращения по резьбе винта кронштейна. При этом подающий лоток установлен своим цилиндром в обойме кронштейна, образуя цилиндрический шарнир для обеспечения возможности поворота вышеупомянутого лотка на угол от 0 до 60°, с жесткой последующей фиксацией выбранного положения подающего лотка. Несущий кронштейн установлен в корпусе крепления с возможностью перемещения относительного упомянутого корпуса в направлении, перпендикулярном оси давления устройства с помощью винтовой пары, образованной винтом кронштейна и размещенной в отверстии корпуса крепления резьбовой втулкой, и жесткой последующей фиксации выбранного положения посредством крепления направляющих стержней несущего кронштейна в корпусе крепления. При этом корпус крепления выполнен охватывающим стяжную колонку и установлен с возможностью перемещения вдоль нее по направляющей шпонке посредством выполненного в корпусе крепления шпоночного паза и с возможностью жесткой последующей фиксации выбранного положения. Предложенное устройство обеспечивает уменьшение упругой деформации узлов устройства, а также повышение качества высекаемых изделий за счет совмещения центра высекаемой фигуры с осью давления. 2 з.п. ф-лы, 8 ил.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Каталог на серийно выпускаемую и перспективную продукцию | |||
| - Зарайск, филиал "Зарайский офсет", 2000 | |||
| Способ изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1986 |
|
SU1342585A1 |
| DE 19736762 A1, 03.03.1999 | |||
| US 4517873 A, 21.05.1985. | |||

