Изобретение относится к области машиностроения и может быть использовано для измерения зазора между раструбом и арматурой сопла ракетного двигателя, имеющих конический или криволинейный профиль сопрягаемых через клеевой состав поверхностей.
Известен способ измерения геометрических параметров внутренних поверхностей деталей по слепку, описанный в авторском свидетельстве №962749. Способ заключается в том, что в характерные точки наружного профиля калибра, являющегося базовой поверхностью и имитирующего максимальный профиль раструба, укладывают слепки из пластичного материала толщиной, превышающей величину расчетного зазора между раструбом и арматурой. Совмещают внутренний профиль арматуры с наружным профилем калибра, обеспечивая действительный кольцевой зазор между профилями, что приводит к пластической деформации слепков до величины действительного зазора. Снимают арматуру с калибра и измеряют толщину слепков.
Недостатком известного способа является то, что при измерении толщины слепков происходит их смятие, что значительно снижает точность измерения. Другим недостатком способа является его высокая трудоемкость.
Зазор между раструбом и арматурой предназначен для размещения в нем клеевого состава, обеспечивающего неразъемное соединение деталей. Низкая точность измерения величины зазора (в частности средней величины зазора по сечениям) между раструбом и арматурой не позволяет обеспечить оптимальную толщину клеевого состава между деталями, что неблагоприятно сказывается на надежности сопла ракетного двигателя.
Технической задачей настоящего изобретения является повышение точности и снижение трудоемкости измерения величины зазора между раструбом и арматурой.
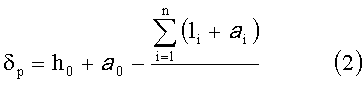
Технический результат достигается тем, что в способе, при котором внутренний профиль арматуры совмещают с профилем предельного калибра и измеряют величину зазора между внутренним профилем арматуры и профилем калибра, при измерении зазора арматуру базируют на объемном калибре в виде полого тела вращения с наружным профилем, имитирующим максимальный профиль раструба, у которого не менее чем в двух радиальных сечениях равномерно по окружности со стороны внутренней полости калибра расположены не менее чем по четыре втулки со сквозными отверстиями, оси которых перпендикулярны наружному профилю калибра, а один из торцов совпадает с наружным профилем калибра, в отверстия втулок последовательно со стороны внутренней полости калибра заводят измерительный наконечник индикатора часового типа, предварительно настроенного на начальное показание и снабженного ограничителем, упирают торец ограничителя индикатора в торец втулки калибра при одновременном касании измерительным наконечником индикатора внутренней поверхности арматуры, после чего фиксируют показание индикатора и определяют величину зазора между раструбом и арматурой в данной точке профиля по формуле:

где h0 - действительный размер настроечной меры, мм;
li - действительная длина втулки калибра, мм;
а 0 - показание индикатора, настроенного на ноль;
а i - показание индикатора, зафиксированное в процессе измерения.
Способ поясняется чертежами, представленными на фиг.1, 2.
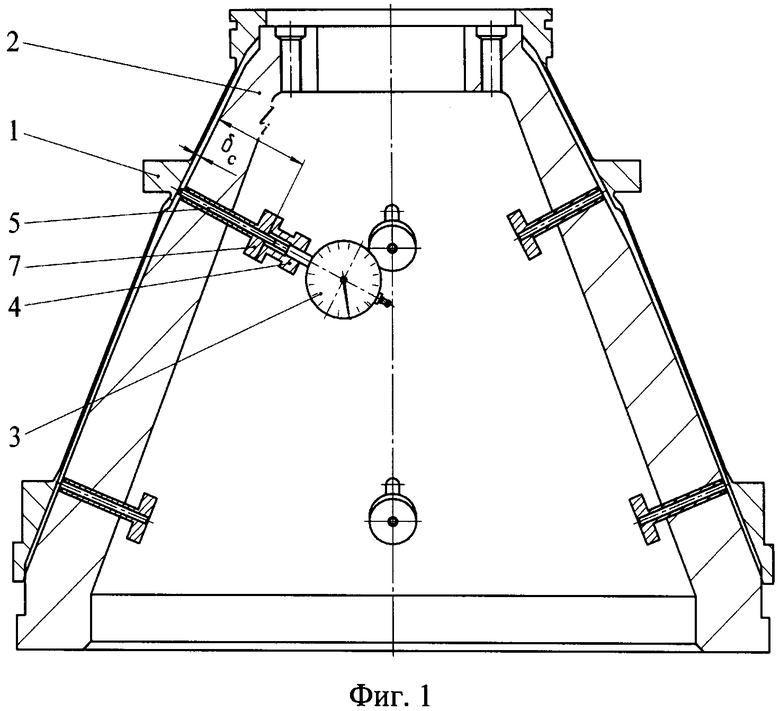
На фиг.1 показан калибр с насаженной арматурой.
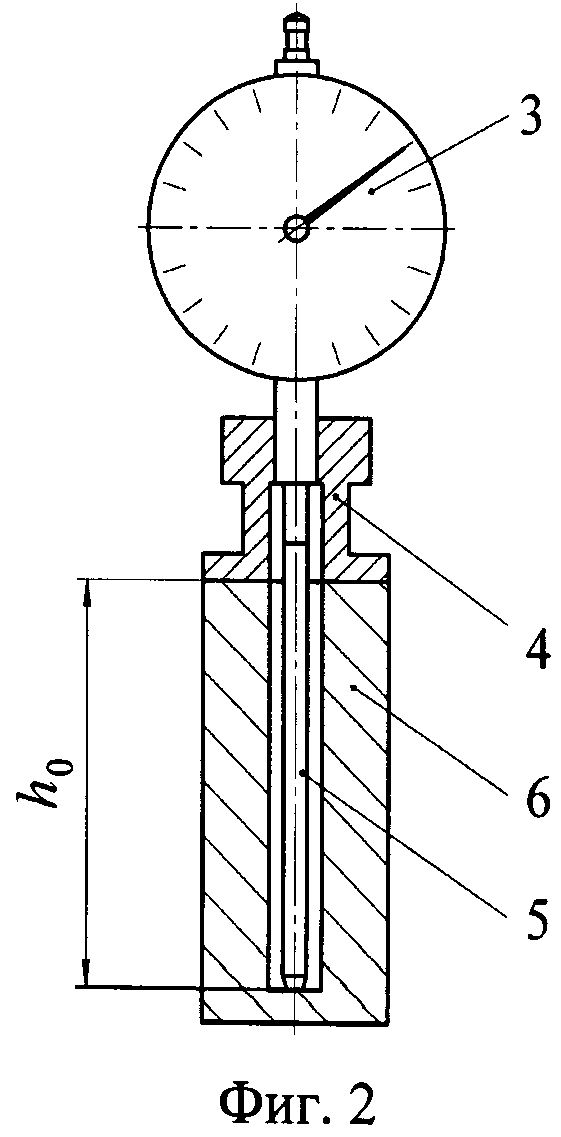
На фиг.2 показан индикатор часового типа с мерой настроечной.
На фигурах обозначено:
1 - арматура;
2 - калибр;
3 - индикатор часового типа;
4 - ограничитель;
5 - измерительный наконечник;
6 - мера настроечная;
7 - втулка калибра;
δc - измеряемый зазор;
li - действительная длина втулки калибра;
h0 - действительный размер настроечной меры.
Способ осуществляют следующим образом.
Арматуру 1 устанавливают на предельном калибре 2 с базированием по торцу и диаметру. Наружный профиль калибра имитирует максимальный профиль раструба. Индикатор часового типа 3 с ограничителем 4 и измерительным наконечником 5 настраивают на начальное показание a 0 с помощью меры настроечной 6. Фиксируют начальное показание a 0 индикатора 3. Последовательно в отверстия втулок 7 калибра 2, расположенных не менее чем в двух радиальных сечениях, со стороны его внутренней полости заводят измерительный наконечник 5 индикатора 3 до упора торца ограничителя 4 в торец втулок 7 калибра 2. При этом измерительный наконечник 5 индикатора 3 упирается во внутреннюю поверхность арматуры 1. Фиксируют показания индикатора а i. Рассчитывают величину зазора δc между раструбом и арматурой в данной точке профиля по формуле (1).
Процедуру измерения повторяют для всех необходимых точек профиля.
При необходимости рассчитывают среднюю величину зазора по радиальным сечениям профиля:
и среднюю величину зазора по всему профилю:
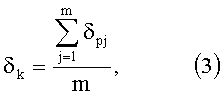
где n - количество втулок калибра в радиальном сечении;
m - количество радиальных сечений, в которых измеряют зазор.
Расчетные значения величин зазоров сравнивают с допускаемыми и судят о годности изделия.
Таким образом, использование изобретения позволит с высокой точностью измерить величину зазора между раструбом и арматурой сопла ракетного двигателя. При этом снижается трудоемкость операции измерения.
Изобретение относится к области машиностроения и может быть использовано для измерения зазора между раструбом и арматурой сопла ракетного двигателя, имеющих конический или криволинейный профиль сопрягаемых через клеевой состав поверхностей. Сущность изобретения заключается в следующем. При измерении зазора арматуру базируют на объемном калибре в виде полого тела вращения. Наружный профиль калибра имитирует максимальный профиль раструба. Не менее чем в двух радиальных сечениях равномерно по окружности со стороны внутренней полости калибра расположены не менее чем по четыре втулки со сквозными отверстиями. Оси втулок перпендикулярны наружному профилю калибра, а один из торцов совпадает с наружным профилем калибра. В отверстия втулок последовательно со стороны внутренней полости калибра заводят измерительный наконечник индикатора часового типа, предварительно настроенного на начальное показание и снабженного ограничителем. Упирают торец ограничителя индикатора в торец втулки калибра при одновременном касании измерительным наконечником индикатора внутренней поверхности арматуры. После чего фиксируют показание индикатора и определяют величину зазора между раструбом и арматурой в данной точке профиля по формуле:
δc=h0+a0-li-ai,
где h0 - действительный размер настроечной меры, мм;
li - действительная длина втулки калибра, мм;
a0 - показание индикатора, настроенного на ноль;
ai - показание индикатора, зафиксированное в процессе измерения. Использование изобретения позволит с высокой точностью измерить величину зазора между раструбом и арматурой сопла ракетного двигателя. При этом снижается трудоемкость операции измерения. 2 ил.
Способ измерения величины зазора между раструбом и арматурой, имеющих конический или криволинейный профиль сопрягаемых поверхностей, при котором внутренний профиль арматуры совмещают с профилем предельного калибра и измеряют величину зазора между внутренним профилем арматуры и профилем калибра, отличающийся тем, что при измерении зазора арматуру базируют на объемном калибре в виде полого тела вращения с наружным профилем, имитирующим максимальный профиль раструба, у которого не менее чем в двух радиальных сечениях равномерно по окружности со стороны внутренней полости калибра расположены не менее чем по четыре втулки со сквозными отверстиями, оси которых перпендикулярны наружному профилю калибра, а один из торцов совпадает с наружным профилем калибра, в отверстия втулок последовательно со стороны внутренней полости калибра заводят измерительный наконечник индикатора часового типа, предварительно настроенного на начальное показание и снабженного ограничителем, упирают торец ограничителя индикатора в торец втулки калибра при одновременном касании измерительным наконечником индикатора внутренней поверхности арматуры, после чего фиксируют показание индикатора и определяют величину зазора между раструбом и арматурой в данной точке профиля по формуле:
δc=h0+a0-li-ai,
где h0 - действительный размер настроечной меры, мм;
li - действительная длина втулки калибра, мм;
a0 - показание индикатора, настроенного на ноль;
ai - показание индикатора, зафиксированное в процессе измерения.
| Способ измерения геометрических параметров внутренних поверхностей деталей по слепку | 1981 |
|
SU962749A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАЛЫХ ЗАЗОРОВ | 2005 |
|
RU2310161C2 |
| СОПЛО ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2251015C1 |
| JP 2001041836 A, 16.02.2001 | |||
| JP 0010019641 A, 23.01.1998. | |||

