Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб.
Цель изобретения - повышение точности измерения путем уменьшения влияния отклонения шага резьбы на точность измерения.
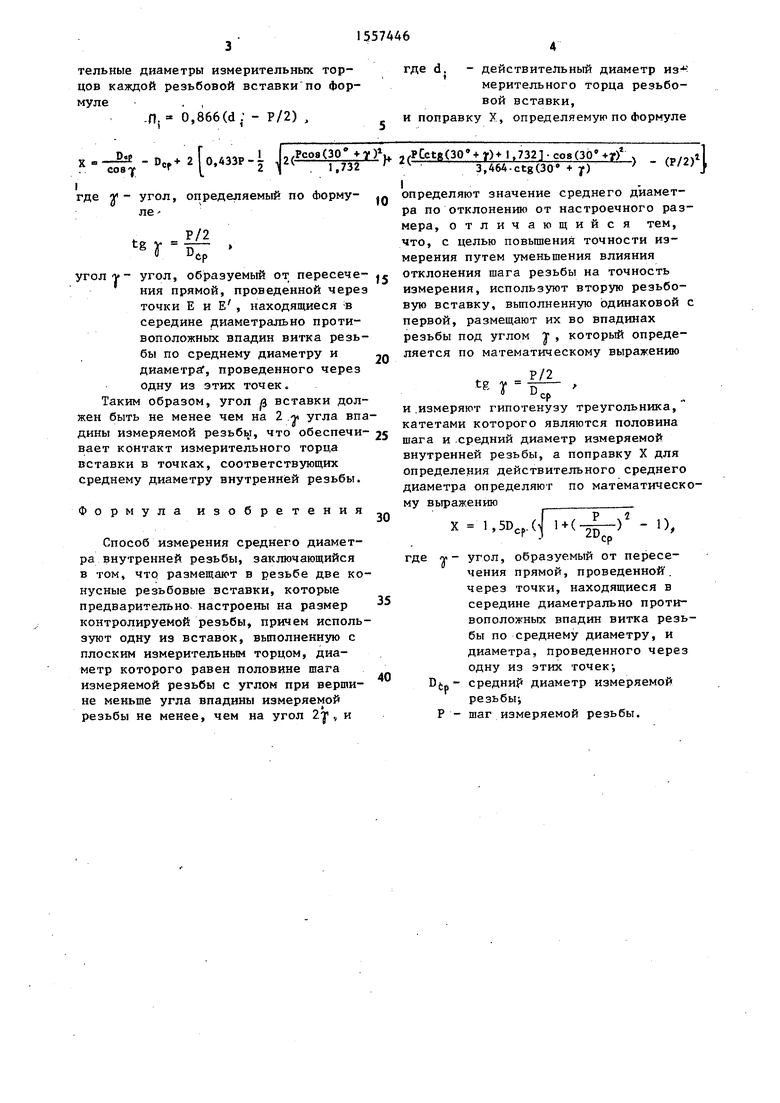
На фиг. 1 показаны резьбовые вставки, закрепленные на наконечниках измерительного устройства, пример исполнения и размещение их в измеряемой резьбе; на Фиг. 2 - впадина измеряемой резьбы до среднего диаметра и измерительный торец резьбовой вставки для вывода формулы поправки.
Способ измерения среднего диаметра внутренней резьбы заключается в том, что во впадины измеряемой резьбы диаметрально противоположно друг другу размещают две конусные резьбовые вставки 1 и 2, которые выполняют с углом конуса меньше угла (Ј профиля впадины измеряемой резьбы и не меньше угла 1Г подъема витка резьбы. Вершины усеченных вставок 1 и 2 выполняют плоскими с диаметрами,
равными половине шага измеряемой резьбы .
Вставки 1 и 2 закрепляют соответственно на измерительных наконечниках 3 и 4 и производят их настройку по концевым мерам длины на контролируемый размер. Затем вставки 1 и 2, закрепленные на измерительных наконечниках 3 и 4, размещают в измеряемой резьбе детали 5.
Значение среднего диаметра определяют как результат сложения размеров : настроенного по концевым мерам длины плюс показания индикатора с соответствующим знаком, показывающим отклонение от размера, настроенного по концевым мерам длины, и минус поправку, которую определяют по Формуле
(Л
сл
СЛ -vl
-U Дь
о
X
где
5Dep(1 1+(Ж7} ° Dcp - средний диаметр измеряемой внутренней резьбы; Р - шаг измеряемой резьбы. Для особо точных измерении необходимо вводить поправку на действительные диаметры измерительных торцов каждой резьбовой вставки по формуле. ,
.Л - 0,866(d: - Р/2) ,
где d. - действительный диаметр мерительного торца резьбовой вставки,
и поправку У, определяемую по Формуле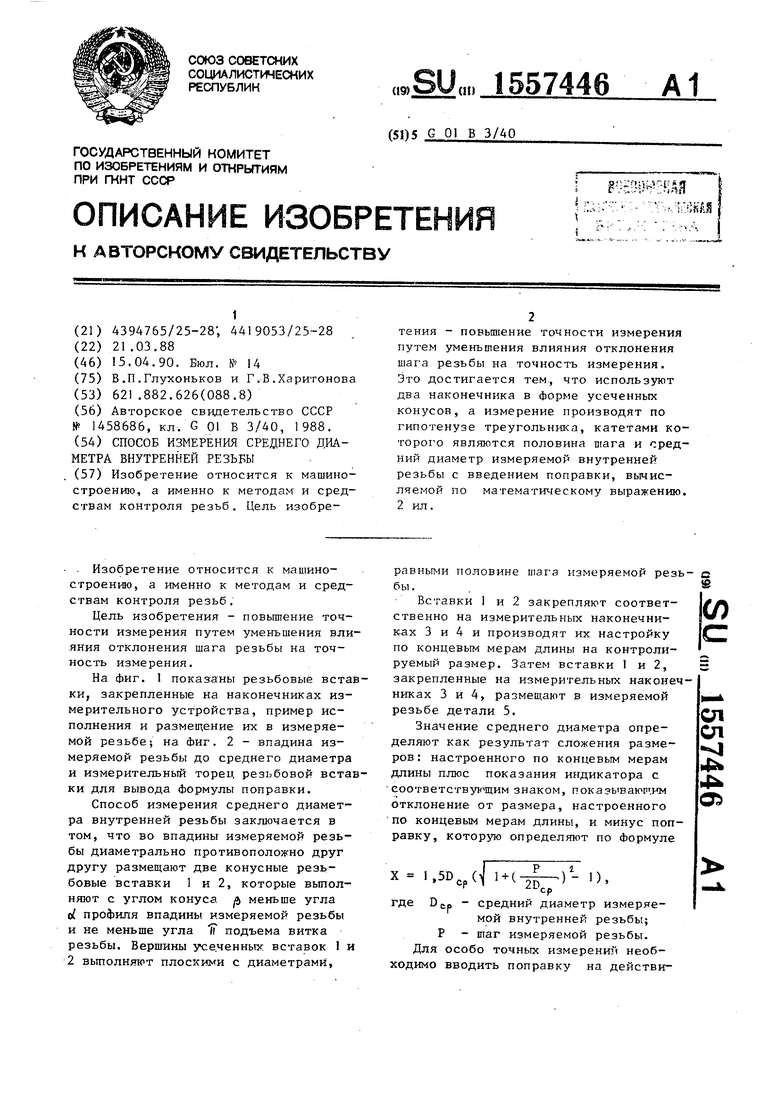
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1532799A1 |
| Способ измерения среднего диаметра изделия с наружной резьбой | 1987 |
|
SU1441162A1 |
| Способ измерения среднего диаметра внутренней резьбы В.П.Глухонькова | 1986 |
|
SU1383085A1 |
| ВСТАВКИ К РЕЗЬБОВОМУ МИКРОМЕТРУ | 2011 |
|
RU2476821C1 |
| Способ контроля параметров внутренней резьбы | 1988 |
|
SU1615542A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| Наконечник к оптиметру и другим измерительным приборам | 1938 |
|
SU55408A1 |
| Устройство для измерения размеров резьб | 1989 |
|
SU1670337A1 |
| Способ измерения среднего диаметра резьбы конических резьбовых калибров пробок | 1985 |
|
SU1270534A1 |
| Способ измерения среднего диаметра внутренней резьбы | 1987 |
|
SU1516730A1 |
Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб. Цель изобретения - повышение точности измерения путем уменьшения влияния отклонения шага резьбы на точность измерения. Это достигается тем, что используют два наконечника в форме усеченных конусов, а измерение производят по гипотенузе треугольника, катетами которого являются половина шага и средний диаметр измеряемой внутренней резьбы с введением поправки, вычисляемой по математическому выражению. 2 ил.
f ,°.г, - #
где г УГОЛ, определяемый по форму- пе
Р/2
СЧ-
угол-v- угол, образуемый от пересече- ния прямой, проведенной через точки Е и Е , находящиеся в середине диаметрально противоположных впадин витка резьбы по среднему диаметру и диаметра, проведенного через одну из этих точек. Таким образом, угол л вставки должен быть не менее чем на 2 у угла впадины измеряемой резьбы, что обеспечи- вает контакт измерительного торца вставки в точках, соответствующих среднему диаметру внутренней резьбы.
Формула изобретения
Способ измерения среднего диаметра внутренней резьбы, заключающийся в том, что размещают в резьбе две конусные резьбовые вставки, которые предварительно настроены на размер контролируемой резьбы, причем используют одну из вставок, выполненную с плоским измерительным торцом, диаметр которого равен половине шага измеряемой резьбы с углом при вершине меньше угла впадины измеряемой резьбы не менее, чем на угол 2j1 , и
.
- 0 5
0
I
определяют значение среднего диаметра по отклонению от настроечного размера, отличающийся тем, что, с целью повышения точности измерения путем уменьшения влияния отклонения шага резьбы на точность измерения, используют вторую резьбовую вставку, выполненную одинаковой с первой, размещают их во впадинах резьбы под углом т, который определяется по математическому выражению
Р/2
t8Y-D и измеряют гипотенузу треугольника, катетами которого являются половина шага и средний диаметр измеряемой внутренней резьбы, а поправку X для определения действительного среднего диаметра определяют по математическому выражению
х i,5Dcpq i+(
2D
ср
- О,
где -у- угол, образуемый от пересечения прямой, проведенной через точки, находящиеся в середине диаметрально противоположных впадин витка резьбы по среднему диаметру, и диаметра, проведенного через одну из этих точек , Dtp- средний диаметр измеряемой
резьбы; Р - шаг измеряемой резьбы.
Фиг. 2
| Авторское свидетельство СССР № 1458686, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
