Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб.
Цель изобретения - повышение точности путем уменьшения влияния на результат контроля отклонения шага резьбы и расширение информативности путем обеспечения возможности измерения отклонения от соосности среднего и внутреннего диаметров резьбы.
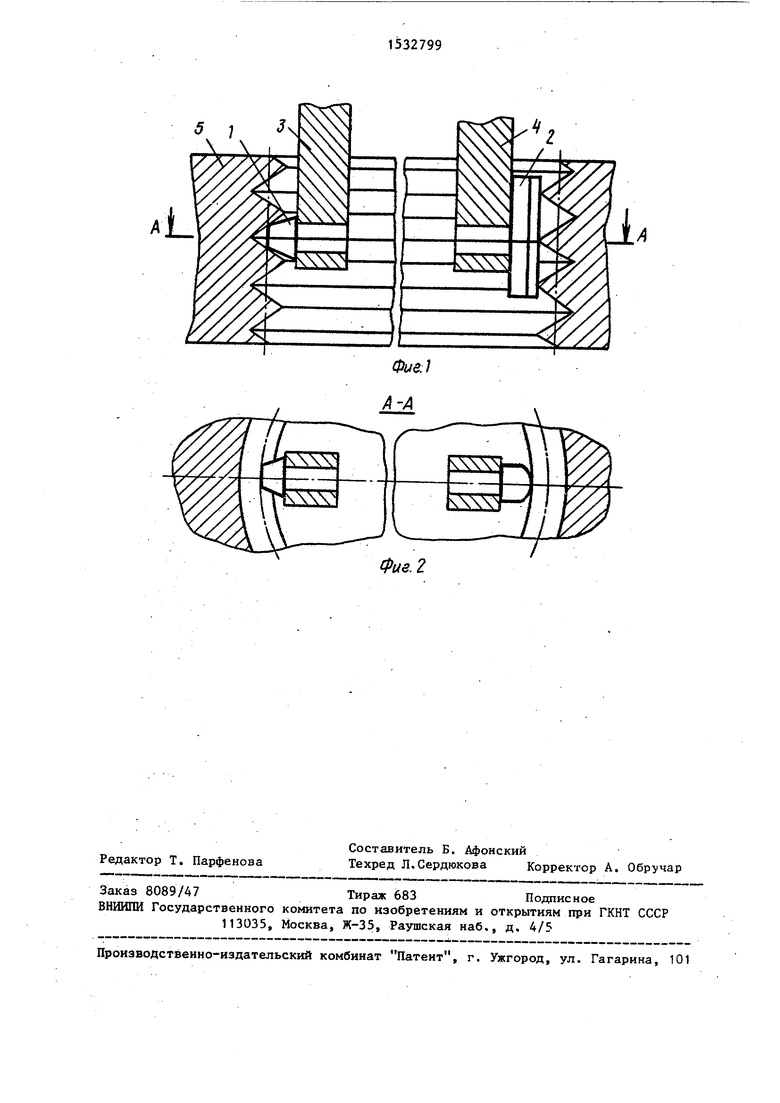
На фиг. 1 показан пример выполнения резьбовых вставок, закрепленных на наконечниках измерительного устройства и размещение их в резьбе; на фиг. 2 - разрез А-А на фиг. 1.
Способ измерения среднего диаметра внутренней резьбы заключается в том, что во впадину измеряемой резьбы размещают конусную вставку 1 с плоским торцом, диаметр которого равен половине шага, с углом конуса (Ь , меньшим угла об профиля впадины, вторую вставку 2 прямоугольного сечения с рабочей гранью по цилиндрической поверхности, диаметр которой меньше номинального значения внутреннего диаметра измеряемой резьбы с длиной не менее двух шагов резьбы, размещают диаметрально противоположно конусной вставке 1 и базируют ее на вершинах резьбы по внутреннему диаметру. Вставки 1 и 2 закрепляют соответственно на измерительных наконечниках 3 и 4 и настраивают на контролируемый размер по концевым мерам длины или иным известным способом, затем размещают их в измеряемой резьбе детали 5. Размер блока концевых мер длины для настройки на контролируемый размер определяют по формуле
ел
со
№
СО
со
Pep + DBH 2
где D - номинальный размер средне го диаметра;
UfcH - действительный размер внутреннего диаметра. В каждом сечении резьбы проводят два измерения, при этом второе измерение проводят после поворота измерительных вставок на 180°, а значение среднего диаметра определяют как ре- Q сультат сложения настроенного размера и показания индикатора по формуле
2А-0ЬН +
Ш+ Пг +
+ П
где П - показание индикатора; i - количество измерений.
Значение отклонения от соосности внутреннего диаметра относительно среднего диаметра йнутренней резьбы 20 определяют как половину максимальной разности показаний индикатора.
Измерения выполняют не менее чем в трех равномерно расположенных по ,окружности внутреннего диаметра сече- 25 ниях, при этом в каждом сечении выполняют два измерения, т.е. меняют . тами измерительные вставки, поворачивают измеряемую деталь или измерительное устройство со вставками на 180 . Формула изобретения
1. Способ измерения среднего диаметра внутренней резьбы, заключающийся в том, что размещают в резьбе
Q
5
0
5 0
35
диаметрально противоположно одна другой две резьбовые вставки, настроенные на размер контролируемого параметра резьбы, используют одну из вставок в виде усеченного конуса с рабочей гранью в виде меньшего основания конуса, и по отклонению положения вставок от настроечного положения определяют средний диаметр внутренней резьбы, отличающийся тем, что, с целью повышения точности путем уменьшения влияния на результат контроля отклонения шага резьбы, используют вторую вставку прямоугольного сечения, рабочей линией которой является образующая цилиндрической поверхности с диаметром меньше номинального значения внутреннего диаметра контролируемой резьбы и протяженностью не менее двух шагов резьбы, а размещают ее на вершинах резьбы по внутреннему диаметру.
t.
2. Спо соб по п. 1, отличающийся тем, что, с целью расширения информативности путем обеспечения -возможности измерения отклонения от соосности внутреннего диаметра относительно среднего диаметра внутренней резьбы,измерения выполняют не менее чем в трех равномерно расположенных по окружности внутреннего диаметра сечениях, и определяют отклонение от соосности по половине максимальной разности между измерениями.
Фаз. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения среднего диаметра внутренней резьбы В.П.Глухонькова | 1986 |
|
SU1383085A1 |
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1557446A1 |
| Способ контроля параметров внутренней резьбы | 1988 |
|
SU1615542A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| ВСТАВКИ К РЕЗЬБОВОМУ МИКРОМЕТРУ | 2011 |
|
RU2476821C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ И ПЕРИОДИЧЕСКОГО КОНТРОЛЯ ВЕЛИЧИН ДЕФОРМАЦИЙ ЧАСТЕЙ КОНСТРУКЦИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2180725C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| Устройство для контроля качества наружной резьбы | 1991 |
|
SU1803735A1 |
Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб. Цель изобретения - повышение точности путем уменьшения влияния на результат контроля отклонения шага резьбы и расширение информативности путем обеспечения возможности измерения отклонения от соосности среднего и внутреннего диаметров резьбы. Это достигается тем, что используют одну из вставок прямоугольного сечения с рабочей гранью в виде сплошной цилиндрической поверхности и размещают ее на вершинах резьбы по внутреннему диаметру. Измерения выполняют не менее чем в трех равномерно расположенных по окружности сечениях и определяют половину максимальной разности этих измерений. 1 з.п.ф-лы, 2 ил.
| Способ измерения среднего диаметра внутренней резьбы В.П.Глухонькова | 1986 |
|
SU1383085A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
