Изобретение относится к общему машиностроению, в частности к измерительной технике, и может быть использовано при контроле углового расположения шпоночной кэнапки.
Известны устройства для контроля углового расположения шпоночной канавки, содержащие призму с кронштейнами и симметрично расположенными упорами, а также сменный вкладыш, подбираемый по действительному размеру шпоночного паза, индикаторы, по которым определяют полуразность показаний, а затем по формуле - смешение оси шпоночного паза относительн оси вала.
Хотя данное устройство и предназначено для контроля расположения шпоночной канавки, оно не обеспечивает качество замера и производительность труда при измерении в условиях массового производства так как измерение требует подбора сменного вкладыша и вычисления смещения оси шпоночного паза по формуле.
Известно также приспособление для контроля углового положения шпоночной канавки, содержащее щуп в виде конусного пальца, вводимый под действием пружины во впадину проверяемой шестерни, которая насажена на базирующий элемент в виде пальца с запрессованной шпонкой, индика- тор, регистрирующий через рычаг отклонение в величине угла о..
Недостатком данного приспособления является то, что не исключается погрешность контроля на шпонке постоянного се- чения, выполненной по минимальному размеру шпоночной канавки, кроме того, индикатор настроен на нулевое деление по эталонной детали, расположенной вне при- спобления.
Цель изобретения - повышение производительности и точности контроля.
Поставленная цель достигается тем что мех-энизм ориентации детали выполнен в виде закрепленного ни иснованми стакана с радиальным отверстием в стенке переходной втулки, коаксиально установленной на стакане с возможностью поворота и закрепленного на втулке кронштейна, а измерительный щуп установлен на кронштейне так, что его конусный наконечник размещен в радиальном отверстии стакана с возможностью контактирования с измерителем линейных перемещений, устройство снабжено двумя аттестованными по внутреннему диаметру втулками, устэ- новл энными соответственно на стакане и кронштейне так, что их оси лежат на одной линии, параллельной оси стакана, и цилиндрическим калибром-пробкой
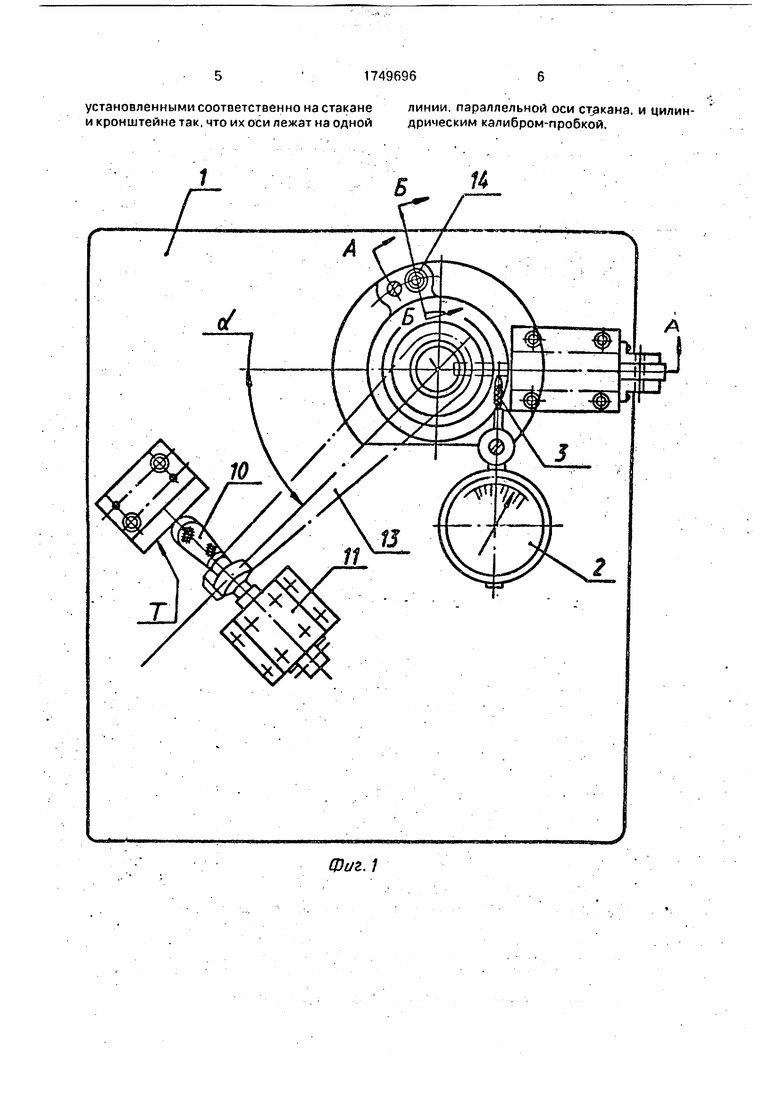
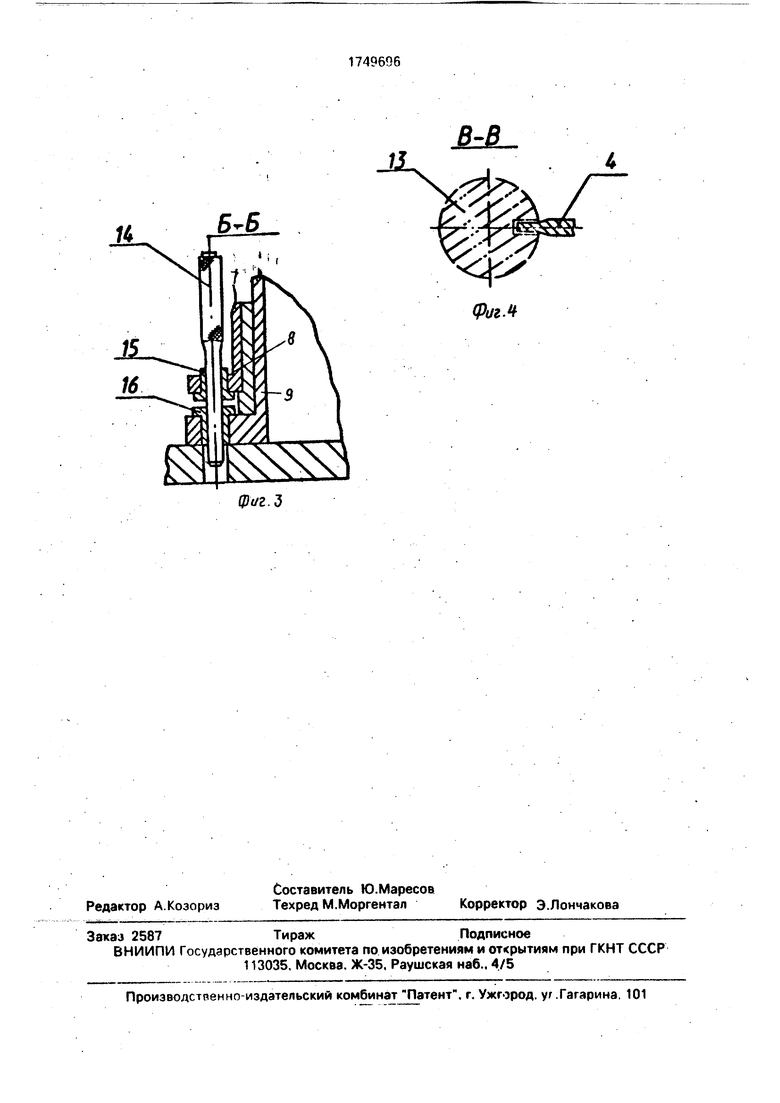
На фиг.1 показано предлагаемое устройство, вид сверху; на фиг 2 - сечение А - А на фиг,1; на фиг.3 - сэчение Б - Б на фиг.1: на фиг.4 - сечение В В на фиг 1
Предлагаемое устройство, установленное на основании 1, вьлючает измеритель 2 линейных перемещений с наконечником 3, измерительный щуп с конусным наконечником 4 с пружиной 5 и рукояткой б, закрепленной в кронштейне 7, который, в свою очередь, установлен через переходную втулку 8 и стакан 9 на основании 1, фиксатор Юс,контактирующей плоскостью, прижим 11, базовую втулку 12, в которую устанавливается деталь 13, калибр-пробку 14 с втулками 15 и 16, винт, ограничивающий поворот кронштейна 7,
Устройство работает следующим образом
В конусное1 отверстие контролируемой детали 13 встазляется фиксатор 10 Затем деталь 13 вместе с фи сатором 10 устанавливается так, чтобы ее конусная часть вошла в базирующую втулку 12 Фиксатор 10 с деталью 13 подводится до упора в торец контактирующей плоскости Т и поджимается прижимом 11. Путем вращения кронштейна 7 в шпоночную канавку контролируемый детали 13 под усилием пружины 5 рукояткой 6 вводится измерительный щуп с конусным наконечником 4. Щуп 4 занимает в контролируемой детали 13 действительное положение оси шпоночной канавки. По измерителю 2, предварительно настроенному на нуль по калибру-пробке 14. определяют действительную вепичину угла а.
Формула изобретения
1.Устройство дли контроля углового расположения шпоночной канавки, содержащее основание и установленные на нем механизм ориентации детали, подпружиненный в Ьсевомнаправлении измерительный щуп с конусным наконечником и измеритель линейных перемещений, отличающееся тем, что, с целью повышения производительности и точности контроля, механизм ориентации детали выполнен в виде закрепленного на основании стакана с радиальным отверстием в стенке, переходной втулки, коаксиально установленной на стакане с возможностью поворота, и закрепленного нл втулке кронштейна, а измерительный щуп установлен на кронштейне так. что его конусный наконечник размещен е радиальном отверстии стакана с возможностью контактирования с измерителем линейных перемещений.
2.Устройство поп.1,отличающее- с я тем, что оно снабжено двумя аттестован ными по внутреннему диаметру втулками,
5 17496966
установленными соответственно на стакане линии, параллельной оси стакана, и цилин- и кронштейне так, что их оси лежат на одной дрическим калибром-пробкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля геометрических размеров канавок в деталях | 1989 |
|
SU1740977A1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
| Устройство для контроля соосности отверстий | 2022 |
|
RU2790047C1 |
| Прибор для контроля и разметки гребных и т.п. винтов | 1945 |
|
SU68379A1 |
| Прибор для контроля перпендикулярности оси относительно ее базового торца | 1990 |
|
SU1744427A1 |
| УСТРОЙСТВО КОНТРОЛЯ ВЫСОТЫ | 2007 |
|
RU2359218C2 |
| КОЛЕБАТЕЛЬНЫЙ СДВИГОМЕТР | 2011 |
|
RU2454655C1 |
| Прибор для контроля параметров конусов | 1982 |
|
SU1133474A1 |
| Способ и устройство контроля глубины посадки нормальной или усиленной крышки гильзы | 2020 |
|
RU2770159C2 |
Изобретение относится к машинострое- .нию. Целью изобретения является повышение производительности и точности контроля. В конусное отверстие контролируемой детали 13 вставляют фиксатор, а деталь устанавливают так, чтобы ее конусная часть вошла во втулку 12 Затем фиксатор подводят к контактирующей плоскости и поджимают прижимом. Вращают кронштейн 7 и вводят в шпоночную канавку детали 13 щуп 4 с наконечником. Щуп 4 установлен на кронштейне 7 так, что его конусный наконечник размещен в радиальном отверстии стакана 9 с возможностью контактирования с измерителем линейных перемещений Аттестованные по внутреннему диаметру втулки 8 установлены соответственно на стакане 9 и кронштейне 7 так, что их оси лежат на одной линии, параллельной оси стакана 9. Щуп 4 занимает положение, совпадающее с осью шпоночной канаики. а измеритель линейных перемещений фиксирует величину контролируемого угла. 1 з.п.ф-лы, 4 ил. ел С 2 О О О Оч Фиг. SL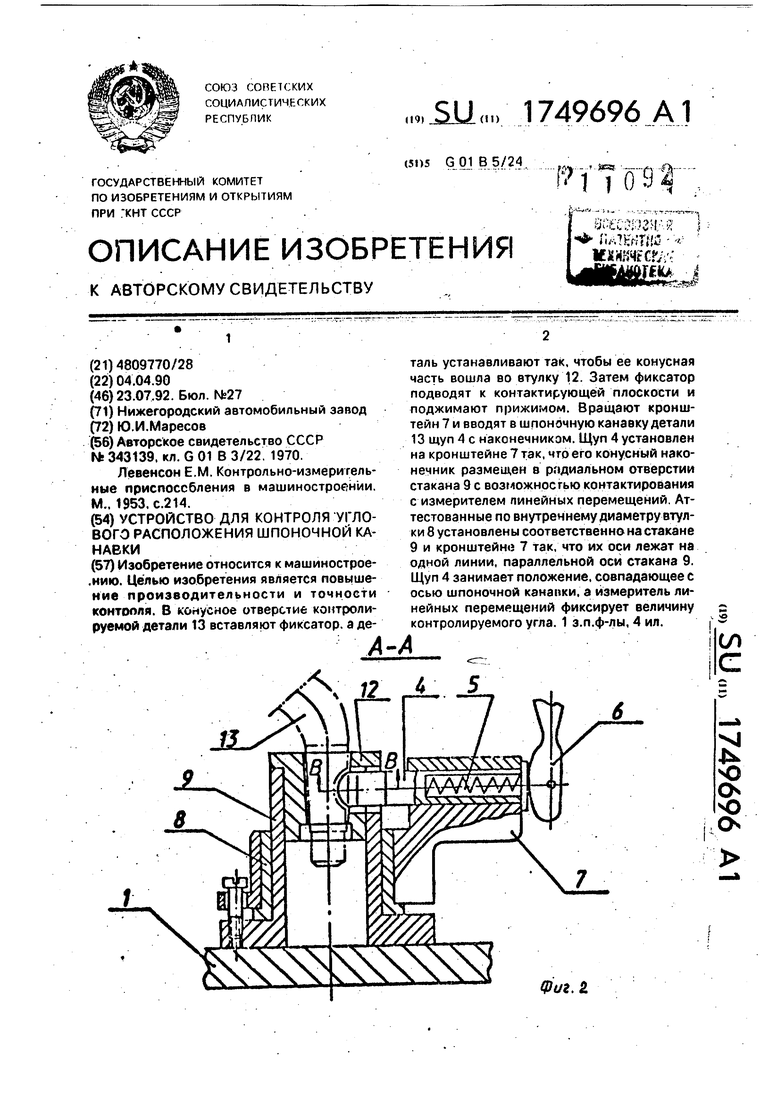
Фиг.1
фаг.З
В-В
ФигЛ
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ СМЕЩЕНИЯ ОСИ ШПОНОЧНОГО ПАЗА ОТНОСИТЕЛЬНО ОСИ ВАЛА | 0 |
|
SU343139A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контрольно-измерительные приспособления в машиностроении М. | |||
| Промывной клапан для туалетов и т.п. приборов | 1925 |
|
SU1953A1 |
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
