Изобретение относится к теплообменной технике и может применяться, в частности для утилизации тепла отходящих газов с целью подогрева теплоносителя (воздуха, жидкости).
Известен способ изготовления и монтажа воздухоподогревателя, содержащего обогреваемые изнутри трубные секции, при котором их разделяют на два ряда в шахматном порядке так, что обогреваемый воздух омывает трубные секции отдельными потоками, для чего между ними монтируют фасонные перегородки (авторское свидетельство СССР №266991 на изобретение, кл. F23L 15/04, опубл. 01.01. 1970 г.).
Недостатком известного воздухоподогревателя является большая громоздкость изготовленной и смонтированной конструкции.
Известен способ изготовления и монтажа четырехходового воздухоподогревателя с V-образными трубками, включающего изготовление двухпакетного блока V-образных трубок с коллекторами подвода и отвода воздуха и с перепускной камерой между пакетами трубок, монтаж блока на трубной решетке с помощью развальцовки трубок и сварки, стыковку с помощью фланцевого соединения коллекторов подвода и отвода воздуха с трубопроводами подвода воздуха от компрессора и отвода нагретого воздуха и закрытие блока покрывающими стенками, причем двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей из V-образных трубок с перепускными камерами и с покрывающими стенками, причем монтаж модулей выполняют на опорной раме путем последовательной установки на ней ряда модулей друг на друга, соединения со стороны межтрубного пространства покрывающих стенок модулей перемычками, каждая из которых имеет профиль гнутого уголка, а также соединения модульных коллекторов подвода и отвода воздуха и перепускных камер модулей с помощью колец, которые скрепляют с их внутренними поверхностями (патент РФ №2176051 на изобретение, кл. F23L 15/04, опубл. 20.11.2001 г. - прототип).
Недостатком известного способа изготовления и монтажа четырехходового воздухоподогревателя с V-образными трубками являются:
- сложность монтажа из-за отсутствия центровочных узлов на теплообменных модулях;
- высокая трудоемкость монтажа на объекте без проведения предварительной сборки в заводских условиях.
Технической задачей является создание нового способа монтажа модульного многоходового теплообменника, благодаря которому обеспечивают снижение трудоемкости и упрощение монтажа модульного многоходового теплообменника на объекте.
Поставленная техническая задача решается тем, что в способе монтажа модульного многоходового теплообменника, включающем монтаж теплообменных модулей с теплообменными трубками, путем размещения теплообменных трубок, по крайней мере, в два ряда на прямоугольной трубной решетке и их закрытия покрывающими стенками, коллекторами подвода и отвода теплоносителя и, по крайней мере, одной перепускной камерой между двумя смежными рядами теплообменных трубок, расположенными в одной плоскости; и монтаж теплообменных модулей с теплообменными трубками на опорной раме путем последовательной установки на ней теплообменных модулей и соединения теплообменных модулей с помощью покрывающих стенок со стороны межтрубного пространства перемычками, согласно изобретению, производят предварительную сборку теплообменника в заводских условиях, при этом теплообменные модули устанавливают на опорной раме друг за другом последовательно в горизонтальной плоскости, на первом теплообменном модуле и опорной раме монтируют центровочные узлы для последующей ориентации первого теплообменного модуля на опорной раме в процессе монтажа на объекте, затем к первому теплообменному модулю стыкуют второй теплообменный модуль, при этом на первом теплообменном модуле монтируют фланцевые вставки, приваривая их к торцевым стенкам коллекторов подвода и отвода теплоносителя, и перемычки в виде прямоугольной металлической полосы, приваривая их к покрывающей стенке, а на втором теплообменном модуле и опорной раме монтируют центровочные узлы, и так далее, пока предварительная сборка теплообменника на опорной раме не будет завершена; при окончательном монтаже на объекте теплообменные модули устанавливают на опорной раме друг за другом последовательно в горизонтальной плоскости с фиксацией в центровочных узлах, фланцевые вставки предыдущего теплообменного модуля приваривают к торцевой стенке следующего теплообменного модуля, образуя полость рабочего теплоносителя, а перемычки предыдущего теплообменного модуля приваривают к покрывающей стенке следующего теплообменного модуля, образуя полость отработанного теплоносителя, затем основания теплообменных модулей приваривают к опорной раме.
В таком способе монтажа модульного многоходового теплообменника предпочтительно:
- теплообменные трубки используют U-образной формы;
- теплообменные трубки используют П-образной формы;
- теплообменные трубки используют V-образной формы;
- теплообменные трубки используют W-образной формы;
- каждый центровочный узел монтируют в виде упора на опорной раме и двух направляющих пластин, расположенных соответственно на смежных теплообменных модулях;
- торцевые стенки коллекторов подвода и отвода теплоносителя и перепускной камеры выполнены из цельного металлического листа;
- по центральным осям прямоугольной трубной решетки монтируют ребра жесткости.
Наличие отличительных признаков дает возможность получить положительный эффект, выражающийся в создании нового способа монтажа модульного многоходового теплообменника, благодаря которому обеспечивают снижение трудоемкости и упрощение монтажа модульного многоходового теплообменника на объекте.
Использование изобретения в качестве теплообменной техники, в частности для утилизации тепла отходящих газов с целью подогрева теплоносителя (воздуха, жидкости), обеспечивает соответствие критерию «промышленная применимость».
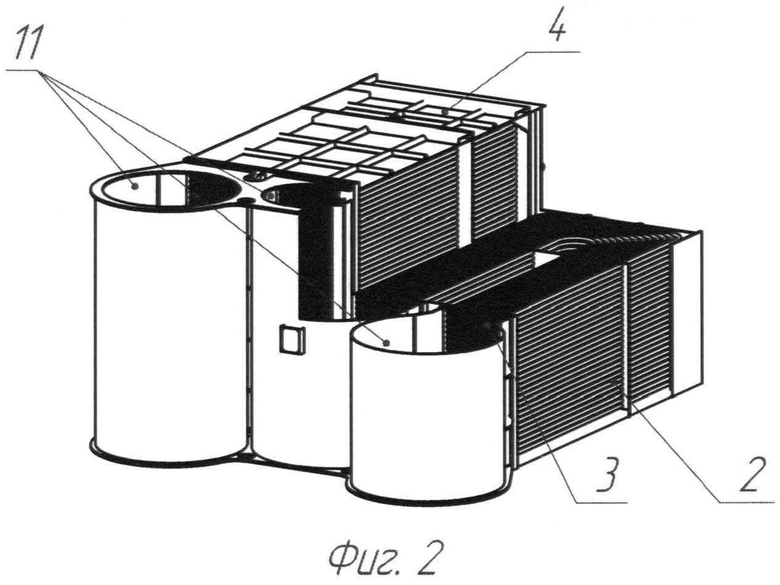
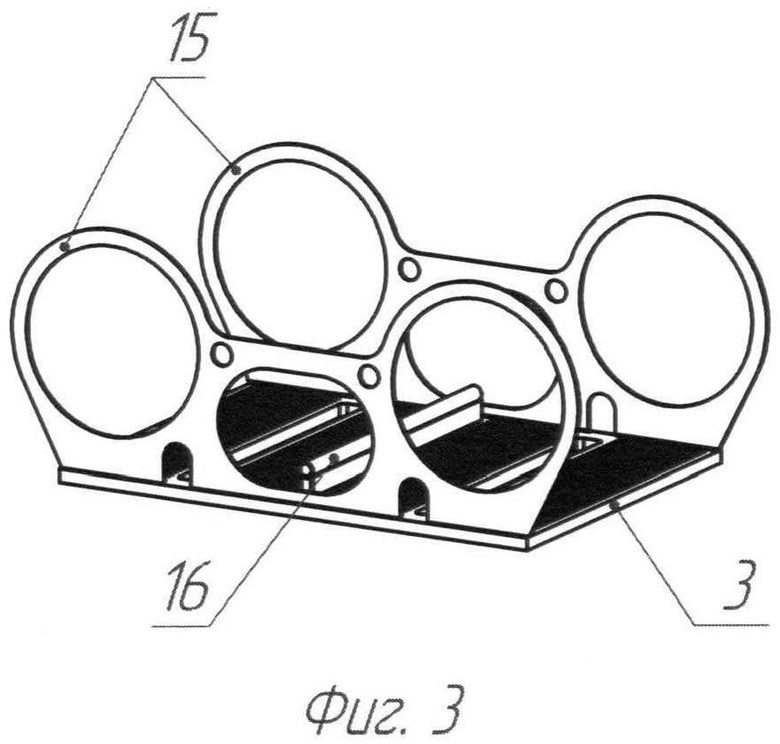
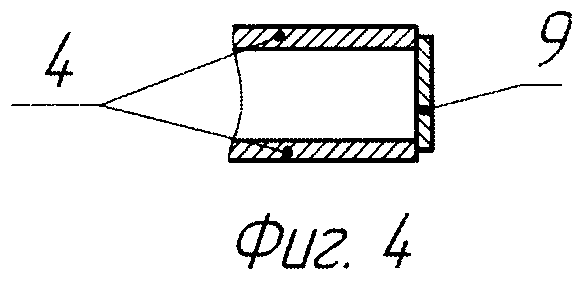
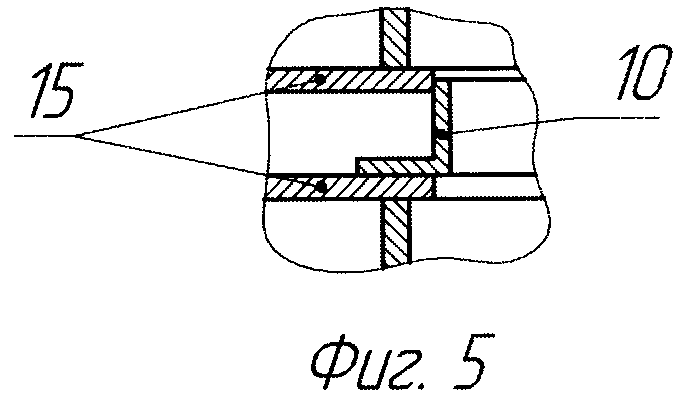
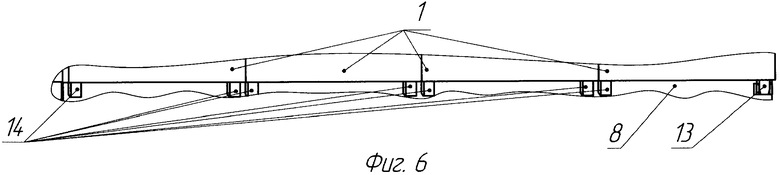
Предлагаемое изобретение иллюстрируется чертежами, где на фиг.1 показан общий вид монтируемого модульного многоходового теплообменника, на фиг.2 показан общий вид отдельного теплообменного модуля, являющегося основой для монтажа модульного многоходового теплообменника, на фиг.3 показаны торцевые стенки и ребра жесткости, смонтированные на трубной решетке при предварительной сборке модульного многоходового теплообменника, на фиг.4 показаны покрывающие стенки, соединенные перемычками при монтаже модульного многоходового теплообменника; на фиг.5 показаны торцевые стенки коллекторов подвода и отвода теплоносителя и перепускной камеры, соединенные фланцевыми вставками при монтаже модульного многоходового теплообменника; на фиг.6 показаны теплообменные модули с центровочными узлами, установленные на опорной раме при предварительной сборке модульного многоходового теплообменника.
В заявляемом способе монтажа модульного многоходового теплообменника, включающем монтаж теплообменных модулей 1 с теплообменными трубками 2, путем размещения теплообменных трубок 2, по крайней мере, в два ряда на прямоугольной трубной решетке 3 и их закрытия покрывающими стенками 4, коллекторами подвода 5 и отвода 6 теплоносителя и, по крайней мере, одной перепускной камерой 7 между двумя смежными рядами теплообменных трубок 2, расположенными в одной плоскости; и монтаж теплообменных модулей 1 на опорной раме 8 путем последовательной установки на ней теплообменных модулей 1 и соединения теплообменных модулей 1 с помощью покрывающих стенок 4 со стороны межтрубного пространства перемычками 9, при этом производят предварительную сборку теплообменника в заводских условиях, при этом теплообменные модули 1 устанавливают на опорной раме 8 друг за другом последовательно в горизонтальной плоскости, на первом теплообменном модуле 1 и опорной раме 8 монтируют центровочные узлы для последующей ориентации первого теплообменного модуля 1 на опорной раме 8 в процессе монтажа на объекте, затем к первому теплообменному модулю 1 стыкуют второй теплообменный модуль 1, при этом на первом теплообменном модуле 1 монтируют фланцевые вставки 10, приваривая их к торцевым стенкам коллекторов подвода 5 и отвода 6 теплоносителя, и перемычки 9 в виде прямоугольной металлической полосы, приваривая их к покрывающей стенке 4, а на втором теплообменном модуле 1 и опорной раме 8 монтируют центровочные узлы, и так далее, пока предварительная сборка теплообменника на опорной раме не будет завершена; при окончательном монтаже на объекте теплообменные модули 1 устанавливают на опорной раме 8 друг за другом последовательно в горизонтальной плоскости с фиксацией в центровочных узлах, фланцевые вставки 10 предыдущего теплообменного модуля 1 приваривают к торцевой стенке следующего теплообменного модуля 1, образуя полость 11 рабочего теплоносителя, а перемычки 9 предыдущего теплообменного модуля 1 приваривают к покрывающей стенке 4 следующего теплообменного модуля 1, образуя полость 12 отработанного теплоносителя, затем основания теплообменных модулей 1 приваривают к опорной раме 8.
В таком способе изготовления и монтажа модульного многоходового теплообменника предпочтительно:
- теплообменные трубки 2 изготавливают U-образную формы;
- теплообменные трубки 2 изготавливают П-образную формы;
- теплообменные трубки 2 изготавливают V-образную формы;
- теплообменные трубки 2 изготавливают W-образную формы;
- каждый центровочный узел монтируют в виде упора 13 на опорной раме 8 и двух направляющих пластин 14, расположенных соответственно на смежных теплообменных модулях 1;
- торцевые стенки коллекторов подвода 5 и отвода 6 и перепускной камеры 7 теплоносителя выполняют из цельного металлического листа;
- по центральным осям прямоугольной трубной решетки 3 монтируют ребра жесткости 15.
Способ монтажа модульного многоходового теплообменника включает монтаж теплообменных модулей с теплообменными трубками путем размещения теплообменных трубок, по крайней мере, в два ряда на прямоугольной трубной решетке и их закрытие покрывающими стенками, коллекторами подвода и отвода теплоносителя и, по крайней мере, одной перепускной камерой между двумя смежными рядами теплообменных трубок. Трубки расположены в одной плоскости. И монтаж теплообменных модулей с теплообменными трубками на опорной раме путем последовательной установки на ней теплообменных модулей и соединения теплообменных модулей с помощью покрывающих стенок со стороны межтрубного пространства перемычками. Производят предварительную сборку теплообменника в заводских условиях. Теплообменные модули устанавливают на опорной раме друг за другом последовательно в горизонтальной плоскости. На первом теплообменном модуле и опорной раме монтируют центровочные узлы для последующей ориентации первого теплообменного модуля на опорной раме в процессе монтажа на объекте. Затем к первому теплообменному модулю стыкуют второй теплообменный модуль. На первом теплообменном модуле монтируют фланцевые вставки, приваривая их к торцевым стенкам коллекторов подвода и отвода теплоносителя, и перемычки в виде прямоугольной металлической полосы. Перемычки приваривают к покрывающей стенке. На втором теплообменном модуле и опорной раме монтируют центровочные узлы. И так далее, пока предварительная сборка теплообменника на опорной раме не будет завершена. При окончательном монтаже на объекте теплообменные модули устанавливают на опорной раме друг за другом последовательно в горизонтальной плоскости с фиксацией в центровочных узлах. Фланцевые вставки предыдущего теплообменного модуля приваривают к торцевой стенке следующего теплообменного модуля, образуя полость рабочего теплоносителя. Перемычки предыдущего теплообменного модуля приваривают к покрывающей стенке следующего теплообменного модуля, образуя полость отработанного теплоносителя. Затем основания теплообменных модулей приваривают к опорной раме. Изобретение позволяет снизить трудоемкость и упростить монтаж модульного многоходового теплообменника. 7 з.п. ф-лы, 6 ил.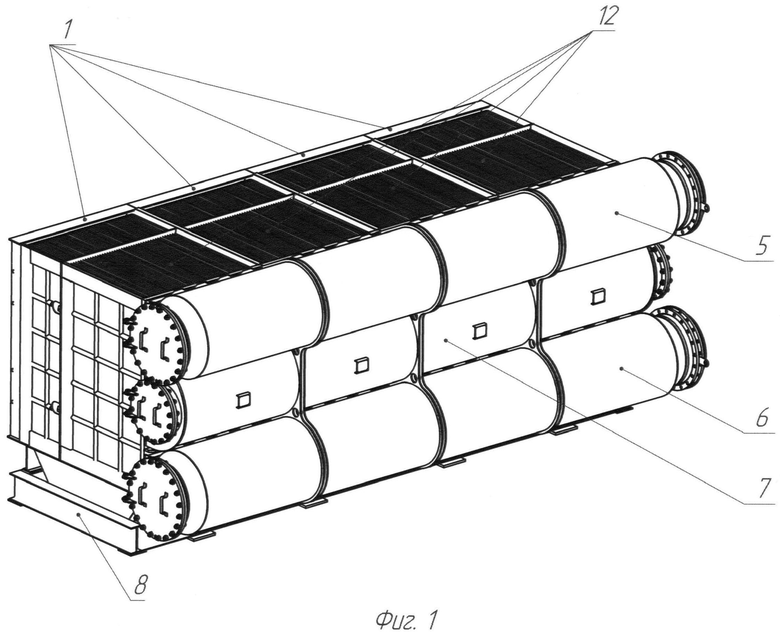
1. Способ монтажа модульного многоходового теплообменника, включающий монтаж теплообменных модулей с теплообменными трубками путем размещения теплообменных трубок, по крайней мере, в два ряда на прямоугольной трубной решетке и их закрытия покрывающими стенками, коллекторами подвода и отвода теплоносителя и, по крайней мере, одной перепускной камерой между двумя смежными рядами теплообменных трубок, расположенными в одной плоскости; и монтаж теплообменных модулей с теплообменными трубками на опорной раме путем последовательной установки на ней теплообменных модулей и соединения теплообменных модулей с помощью покрывающих стенок со стороны межтрубного пространства перемычками, отличающийся тем, что производят предварительную сборку теплообменника в заводских условиях, при этом теплообменные модули устанавливают на опорной раме друг за другом последовательно в горизонтальной плоскости, на первом теплообменном модуле и опорной раме монтируют центровочные узлы для последующей ориентации первого теплообменного модуля на опорной раме в процессе монтажа на объекте, затем к первому теплообменному модулю стыкуют второй теплообменный модуль, при этом на первом теплообменном модуле монтируют фланцевые вставки, приваривая их к торцевым стенкам коллекторов подвода и отвода теплоносителя, и перемычки в виде прямоугольной металлической полосы, приваривая их к покрывающей стенке, а на втором теплообменном модуле и опорной раме монтируют центровочные узлы, и так далее, пока предварительная сборка теплообменника на опорной раме не будет завершена; при окончательном монтаже на объекте теплообменные модули устанавливают на опорной раме друг за другом последовательно в горизонтальной плоскости с фиксацией в центровочных узлах, фланцевые вставки предыдущего теплообменного модуля приваривают к торцевой стенке следующего теплообменного модуля, образуя полость рабочего теплоносителя, а перемычки предыдущего теплообменного модуля приваривают к покрывающей стенке следующего теплообменного модуля, образуя полость отработанного теплоносителя, затем основания теплообменных модулей приваривают к опорной раме.
2. Способ монтажа модульного многоходового теплообменника по п.1, отличающийся тем, что теплообменные трубки используют U-образной формы.
3. Способ монтажа модульного многоходового теплообменника по п.1, отличающийся тем, что теплообменные трубки используют П-образной формы.
4. Способ монтажа модульного многоходового теплообменника по п.1, отличающийся тем, что теплообменные трубки используют V-образной формы.
5. Способ монтажа модульного многоходового теплообменника по п.1, отличающийся тем, что теплообменные трубки используют W-образной формы.
6. Способ монтажа модульного многоходового теплообменника по п.1, отличающийся тем, что каждый центровочный узел монтируют в виде упора на опорной раме и двух направляющих пластин, расположенных соответственно на смежных теплообменных модулях.
7. Способ монтажа модульного многоходового теплообменника по п.1, отличающийся тем, что торцевые стенки коллекторов подвода и отвода теплоносителя и перепускной камеры выполнены из цельного металлического листа.
8. Способ изготовления и монтажа модульного многоходового теплообменника по п.1, отличающийся тем, что по центральным осям прямоугольной трубной решетки монтируют ребра жесткости.
| КРЕПЛЕНИЕ ФИТИНГ/КОЛЛЕКТОР И СПОСОБ ЕГО МОНТАЖА ДЛЯ ТЕПЛООБМЕННИКА | 2001 |
|
RU2269081C2 |
| ОПОРНЫЙ ДЕРЖАТЕЛЬ ДЛЯ ВЫТЯНУТОГО РАЗВЕТВЛЕННОГО ТРУБОПРОВОДА ТЕПЛООБМЕННИКА И СПОСОБ ЕГО МОНТАЖА (ВАРИАНТЫ) | 2000 |
|
RU2271491C2 |
| Устройство для монтажа и демонтажа трубных пучков в корпус теплообменника | 1983 |
|
SU1140925A1 |
| US 4615385 A, 07.10.1986 | |||
| Комбинированная поверхность теплообмена | 1989 |
|
SU1620799A1 |
| US 3689972 A, 12.09.1972. | |||

