Изобретение относится к теплоэнергетике, а именно к изготовлению устройств для утилизации тепла отходящих от агрегатов газов, в частности для подогрева воздуха выхлопными продуктами сгорания, поступающими от компрессора газотурбинного агрегата.
Известным является способ изготовления и монтажа теплообменного блока воздухоподогревателя с V-образными трубками, включающий изготовление двухпакетного блока V-образных трубок с коллекторами подвода и отвода воздуха и с перепускной камерой между двумя пакетами трубок, монтаж на трубной решетке с помощью развальцовки трубок и сварки, закрытие теплообменного блока покрывающими стенками, при этом двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей из V-образных трубок с перепускными камерами и с покрывающими стенками (RU №2176051, F 23 L 15/04, 2001).
Известный способ предназначен для изготовления теплообменного блока, включающего двухпакетный блок V-образных трубок. К недостаткам описанного способа относится невозможность изготовления четырехходового однопакетного теплообменного блока.
Задачей настоящего изобретения является разработка технологической последовательности операций, обеспечивающей оптимизацию технологического процесса изготовления теплообменного блока регенеративного воздухоподогревателя, повышение точности установки и сборки элементов теплообменного блока при снижении трудоемкости производимых работ.
Поставленная задача решается за счет того, что способ изготовления теплообменного блока регенеративного воздухоподогревателя, преимущественно четырехходового, предусматривает установку в стапель каркаса теплообменного блока, установку обечаек коллекторов подвода и отвода подогреваемого воздуха с ввареными в них трубными досками, установку между обечайками панели вытеснителя межтрубной среды с плоским участком, который располагают в плоскости наружных поверхностей трубных досок, соединение вытеснителя с обечайками и обечаек с каркасом, после чего производят набивку теплообменного блока четырехходовыми теплообменными трубами, изогнутыми с образованием четырех ветвей и трех колен, порядно снизу вверх, при этом каждую трубу каждой внешней ветви пропускают через отверстия дистанцирующих решеток, которые фиксированно устанавливают на каркасе теплообменного блока, внутренние ветви теплообменных труб первого ряда укладывают на гребенку, которую закрепляют на днище, а внутренние ветви последующих рядов разделяют дистанцирующими планками, входной и выходной концы труб размещают соответственно в трубных досках обечаек коллекторов подвода и отвода подогреваемого воздуха, а по окончании набивки закрепляют концы теплообменных труб в трубных досках и прикрепляют торцевую стенку теплообменного блока.
Перед установкой торцевой стенки каркас могут отсоединить и снять со стапеля.
После снятия теплообменного блока со стапеля на обечайки могут устанавливать крышки коллекторов подвода и отвода подогреваемого воздуха и закрепляют их.
Торцевую стенку могут устанавливать не снимая теплообменный блок со стапеля, затем на обечайки устанавливают и закрепляют крышки коллекторов.
Перед установкой торцевой стенки сверху на каркас могут устанавливать и закрепляют и крышку теплообменного блока.
Обечайки могут соединять с каркасом профилированными, например, гнутыми листами.
После соединения панели вытеснителя с обечайками могут приваривать к панели вытеснителя горизонтальные и вертикальные элементы жесткости.
Гребенки под нижний ряд внутренних ветвей теплообменных труб, а также дистанцирующие решетки для внешних ветвей теплообменных труб могут выставлять с помощью контрольных труб, установленных в трубные доски.
Порядную набивку теплообменными трубами могут осуществлять начиная с трубы, расположенной вблизи панели вытеснителя межтрубной среды.
Дистанцирующую решетку могут закреплять на каркасе перпендикулярно продольным осям теплообменных труб.
При набивке теплообменного блока теплообменными трубами дистанцирование между рядами труб в вертикальном направлении могут выполнять с помощью технологических удаляемых планок.
Дистанцирующие планки могут выполнять складчатыми, например волнистыми, и устанавливают и закрепляют их с расположением опорных участков для одноименных труб на одной вертикальной оси.
Дистанцирующие складчатые волнистые планки могут прикреплять к стойкам, установленным на каркасе.
При закреплении теплообменных труб в трубных досках могут осуществлять вначале подвалыювку концов труб, сварку, а затем окончательную роликовую вальцовку.
Обшивку торцевой стенки теплообменного блока могут выполнять в виде штампованного гофрированного листа, который устанавливают гофрами наружу и соединяют с силовыми элементами в виде центральной стойки, укосин и ребер.
Технический результат, обеспечиваемый изобретением, заключается в снижении трудоемкости изготовления и сборки теплообменного блока регенеративного воздухоподогревателя, а также в уменьшении материалоемкости и массы конструкции.
Изобретение поясняется чертежами, на которых изображено:
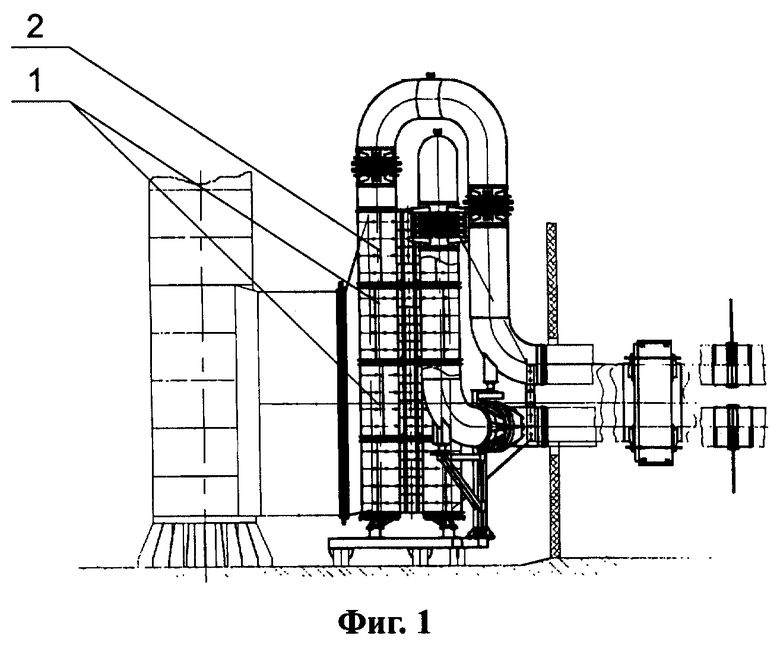
на фиг.1 изображен блочно-секционный регенеративный воздухоподогреватель, вид сбоку;
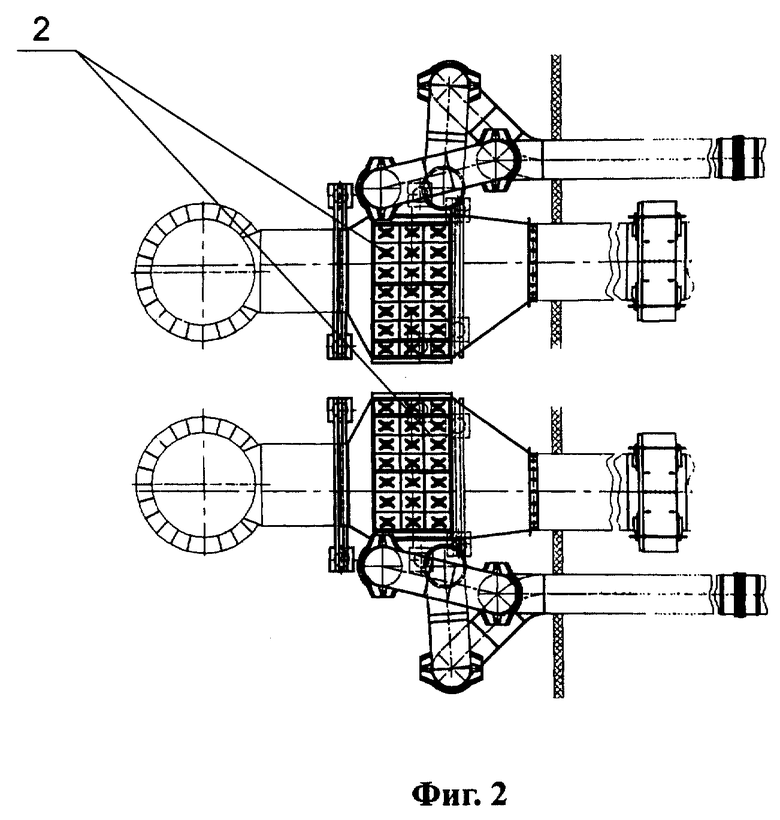
на фиг.2 - то же, вид сверху;
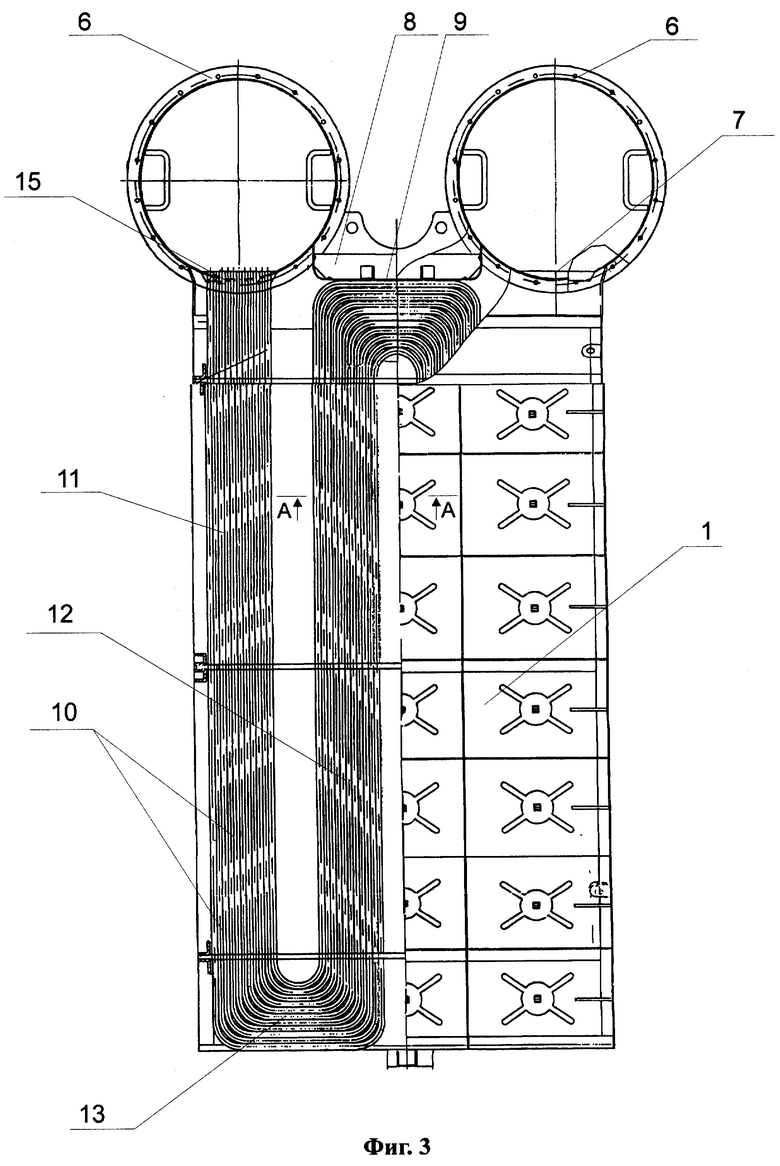
на фиг.3 - теплообменный блок регенеративного воздухоподогревателя, вид сверху;
на фиг.4 - разрез по А-А на фиг.3, фрагмент;
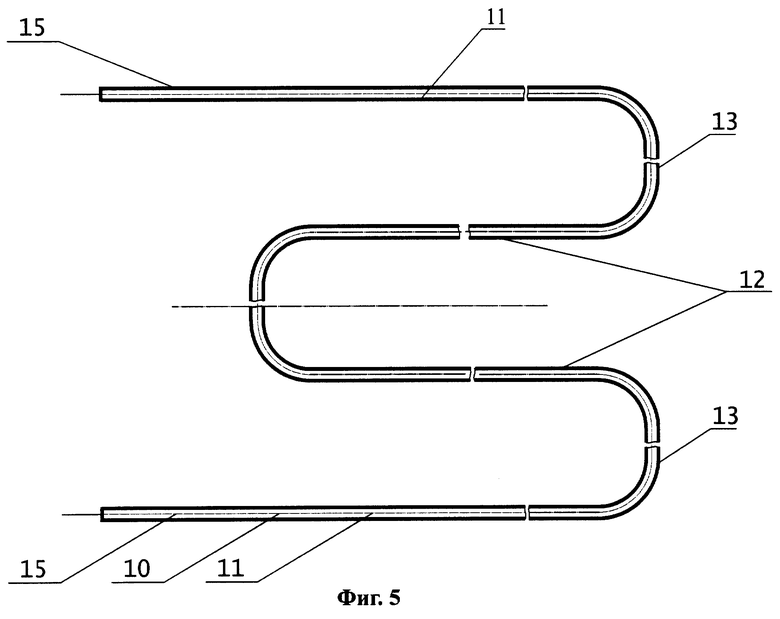
на фиг.5 - четырехветвевая изогнутая теплообменная труба, вид сверху;
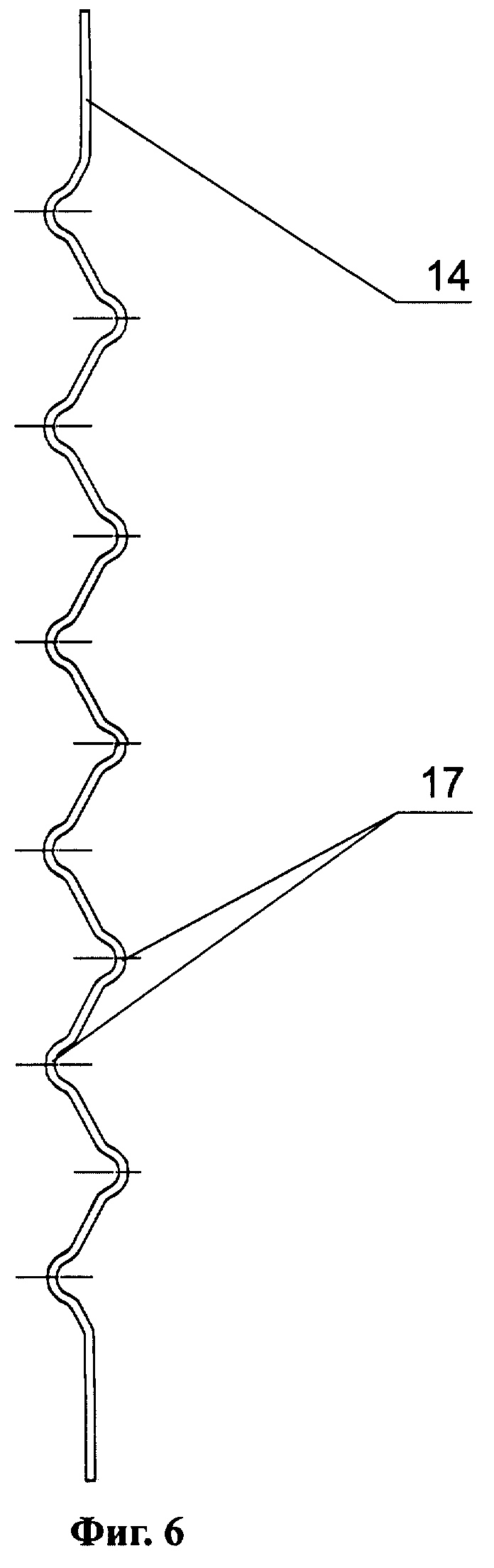
на фиг.6 - дистанцирующий элемент, главный вид;
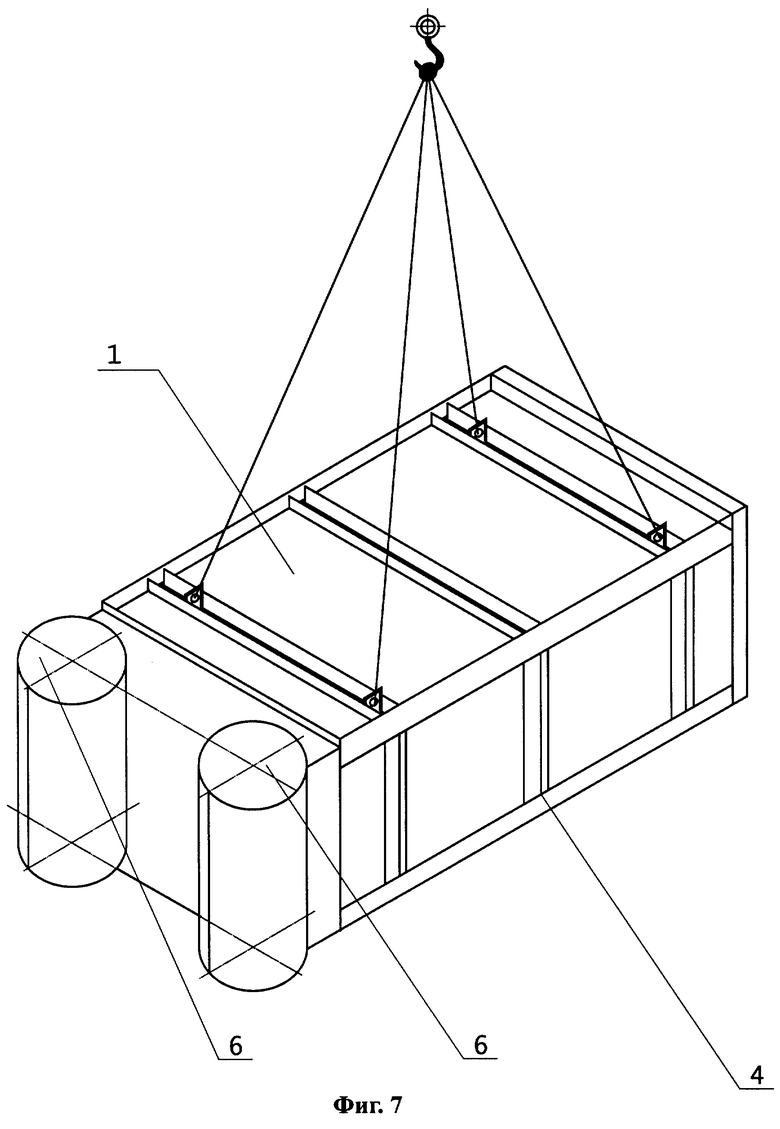
на фиг.7 - теплообменный блок регенеративного воздухоподогревателя в аксонометрии;
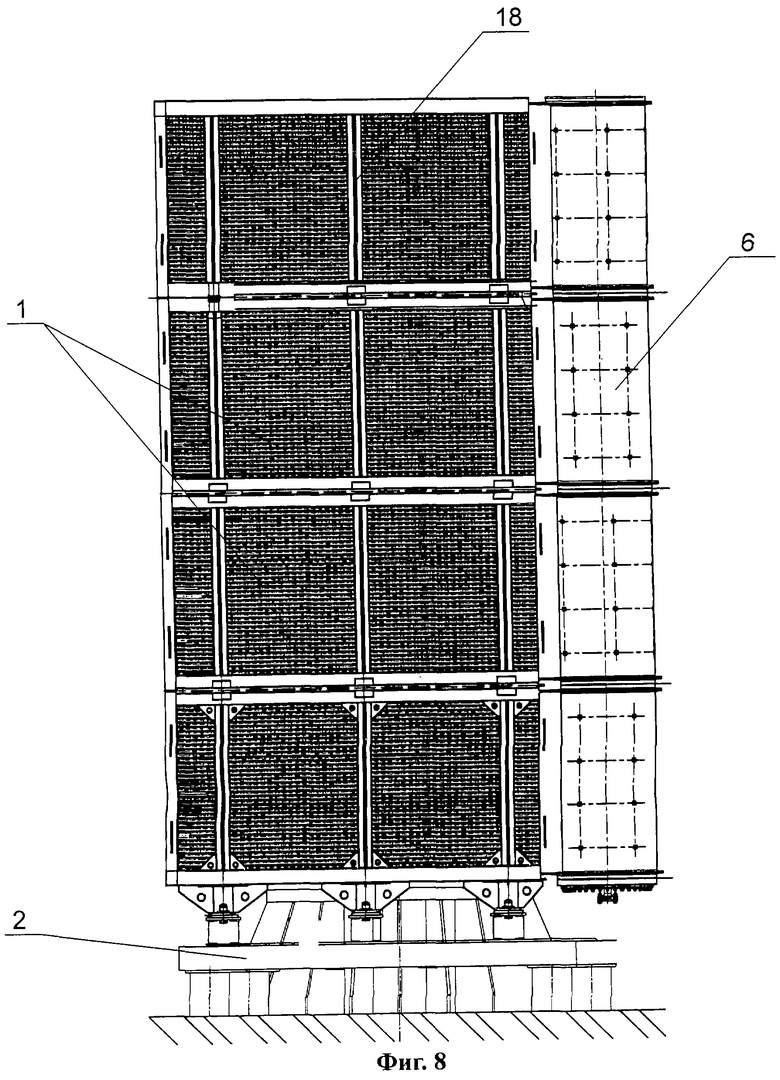
на фиг.8 - секция регенеративного воздухоподогревателя, главный вид;
на фиг.9 - то же, вид сбоку;
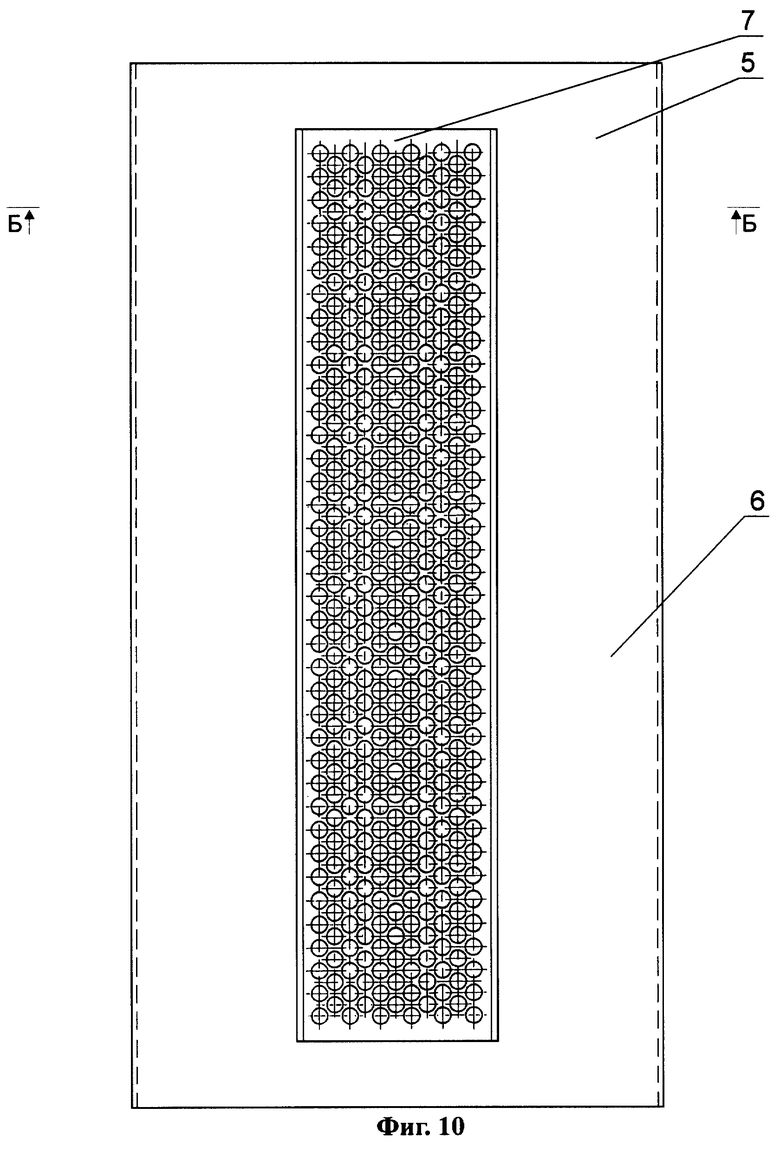
на фиг.10 - коллектор подвода или отвода воздуха с трубной доской, главный вид;
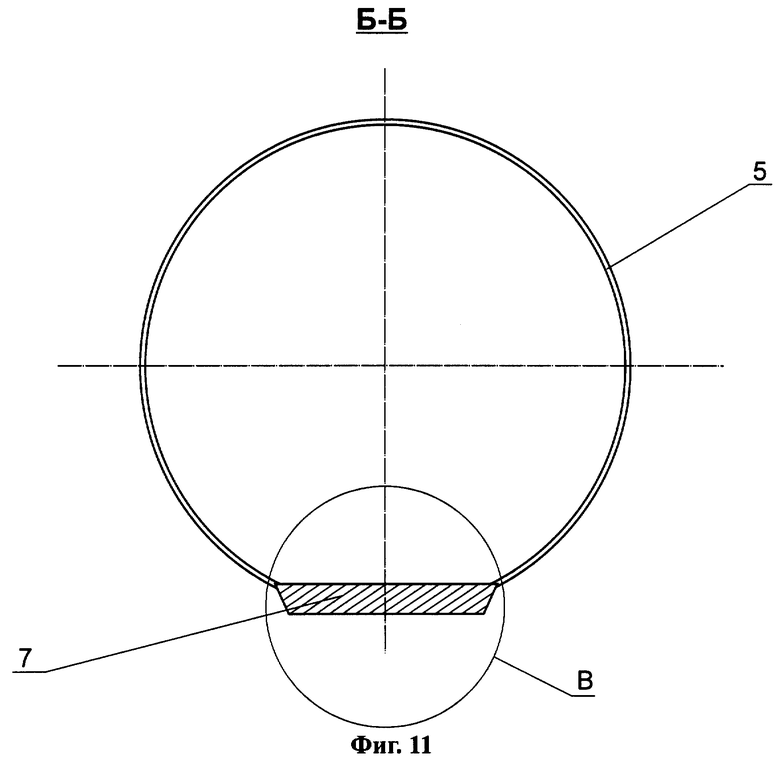
на фиг.11 - то же, в плане;
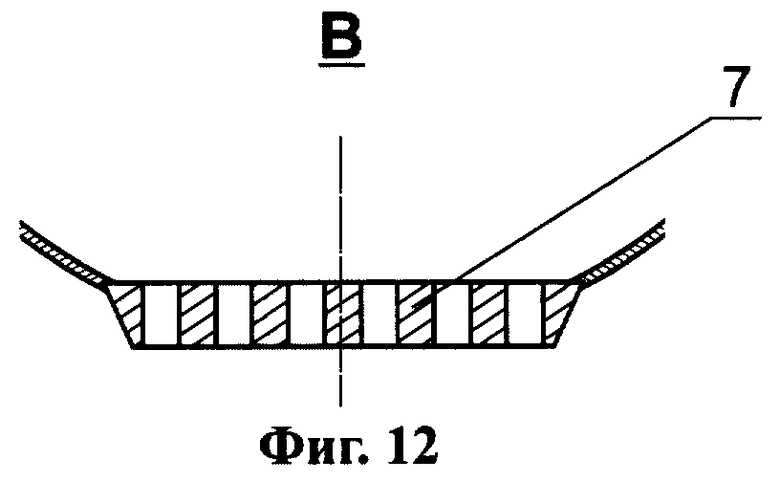
на фиг.12 - узел В на фиг 11;
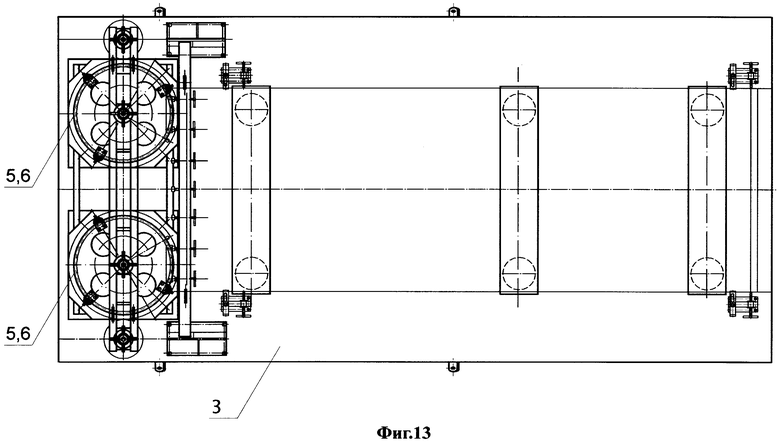
на фиг 13 - стапель для монтажа теплообменного блока теплообменного аппарата, вид сверху;
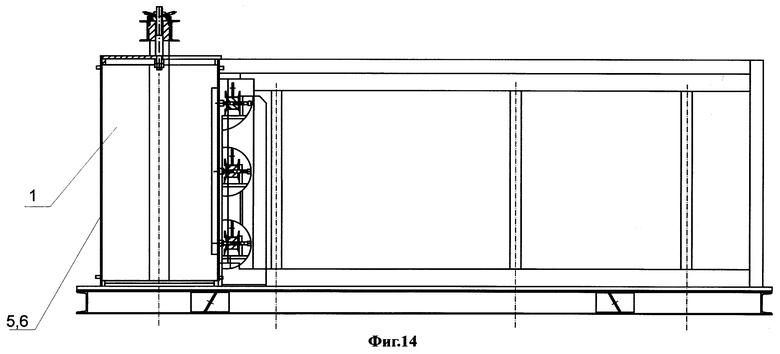
на фиг 14 - то же, вид сбоку.
Теплообменный блок 1 регенеративного воздухоподогревателя 2, преимущественно четырехходового, изготавливают следующим образом.
Устанавливают в стапель 3 каркас 4 теплообменного блока 1, обечайки 5 коллекторов 6 подвода и отвода подогреваемого воздуха с вваренными в них трубными досками 7, устанавливают между обечайками 5 панель вытеснителя 8 межтрубной среды с плоским участком 9, который располагают в плоскости наружных поверхностей трубных досок 7, соединяют вытеснитель 8 с обечайками 5 и обечайки 5 с каркасом, после чего производят набивку теплообменного блока 1 четырехходовыми теплообменными трубами 10, изогнутыми с образованием четырех ветвей, внешних 11 и внутренних 12, и трех колен 13, порядно снизу вверх, при этом каждую трубу 10 каждой внешней ветви 11 пропускают через отверстия дистанцирующих решеток (на чертежах не показано), которые фиксированно устанавливают на каркасе 4 теплообменного блока 1, внутренние ветви 12 теплообменных труб 10 первого ряда укладывают на гребенку (на чертежах не показано), которую закрепляют на днище, а внутренние ветви 12 последующих рядов разделяют дистанцирующими планками 14, входной и выходной концы 15 труб 10 размещают соответственно в трубных досках 7 обечаек 5 коллекторов 6 подвода и отвода подогреваемого воздуха, а по окончании набивки закрепляют концы 15 теплообменных труб 10 в трубных досках 7 и прикрепляют торцевую стенку 16 теплообменного блока 1.
Перед установкой торцевой стенки 16 каркас 4 отсоединяют и снимают со стапеля 3.
После снятия теплообменного блока 1 со стапеля 3 на обечайки 5 устанавливают крышки (на чертежах не показано) коллекторов 6 подвода и отвода подогреваемого воздуха и закрепляют их.
Торцевую стенку 16 устанавливают не снимая теплообменный блок 1 со стапеля 3, затем на обечайки 5 устанавливают и закрепляют крышки (на чертежах не показано) коллекторов 6 подвода и отвода подогреваемого воздуха.
Перед установкой торцевой стенки 16 сверху на каркас 4 устанавливают и закрепляют и крышку (на чертежах не показано) теплообменного блока 1.
Обечайки 5 соединяют с каркасом 4 профилированными, например, гнутыми листами (на чертежах не показано).
После соединения панели вытеснителя 8 с обечайками 5 приваривают к панели вытеснителя 8 горизонтальные и вертикальные элементы жесткости (на чертежах не показано).
Гребенки (на чертежах не показано) под нижний ряд внутренних ветвей 12 теплообменных труб 10, а также дистанцирующие решетки (на чертежах не показано) для внешних ветвей 11 теплообменных труб 10 выставляют с помощью контрольных труб (на чертежах не показано), установленных в трубные доски 7.
Порядную набивку теплообменными трубами 10 осуществляют начиная с трубы 10, расположенной вблизи панели вытеснителя 8 межтрубной среды.
Дистанцирующую решетку (на чертежах не показано) закрепляют на каркасе 4 перпендикулярно продольным осям теплообменных труб 10.
При набивке теплообменного блока 1 теплообменными трубами 10 дистанцирование между рядами труб 10 в вертикальном направлении выполняют с помощью технологических удаляемых планок (на чертежах не показано).
Дистанцирующие планки 14 выполняют складчатыми, например волнистыми, и устанавливают и закрепляют их с расположением их опорных участков 17 для одноименных труб 10 на одной вертикальной оси.
Дистанцирующие складчатые волнистые планки 14 прикрепляют к стойкам 18, установленным на каркасе 4.
При закреплении теплообменных труб 10 в трубных досках 7 осуществляют вначале подвальцовку концов труб 10 и сварку, а затем окончательную роликовую вальцовку.
Обшивку 19 торцевой стенки 16 теплообменного блока 1 выполняют в виде штампованного гофрированного листа, который устанавливают гофрами наружу и соединяют с силовыми элементами в виде центральной стойки 20, укосин 21 и ребер 22.


Изобретение относится к теплоэнергетике и может быть использовано при изготовлении устройств для утилизации тепла отходящих от агрегатов газов, в частности для подогрева воздуха выхлопными продуктами сгорания, поступающими от компрессора газотурбинного агрегата. В стапель устанавливают каркас теплообменного блока и обечайки коллекторов подвода и отвода подогреваемого воздуха с вваренными в них трубными досками. Между обечайками монтируют панель вытеснителя межтрубной среды с плоским участком, который располагают в плоскости наружных поверхностей трубных досок. Вытеснитель соединяют с обечайками, а обечайки - с каркасом. Затем производят набивку теплообменного блока четырехходовыми теплообменными трубами, порядно снизу вверх. Каждую трубу каждой внешней ветви пропускают через отверстия дистанцирующих решеток, которые фиксированно устанавливают на каркасе теплообменного блока. Внутренние ветви теплообменных труб первого ряда укладывают на гребенку, которую закрепляют на днище. Внутренние ветви последующих рядов разделяют дистанцирующими планками, входной и выходной концы труб размещают соответственно в трубных досках обечаек коллекторов подвода и отвода подогреваемого воздуха. После набивки закрепляют концы теплообменных труб в трубных досках и прикрепляют торцевую стенку теплообменного блока. В результате обеспечивается повышение точности сборки при снижении трудоемкости производимых работ. 14 з.п. ф-лы, 14 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЧЕТЫРЕХХОДОВОГО ВОЗДУХОПОДОГРЕВАТЕЛЯ С V-ОБРАЗНЫМИ ТРУБКАМИ | 2000 |
|
RU2176051C1 |
| Способ изготовления кожухотрубного теплообменника | 1988 |
|
SU1632729A1 |
| Способ изготовления теплообменников для печей | 1988 |
|
SU1585627A1 |
| ДЕЭМУЛЬГАТОР ДЛЯ ОБЕЗВОЖИВАНИЯ И ОБЕССОЛИВАНИЯ НЕФТИ | 1995 |
|
RU2076134C1 |

