Изобретение относится к области турбостроения, в частности к способу монтажа внутренней вставки корпуса турбины газотурбинного агрегата.
Известен способ монтажа внутреннего корпуса или вставки турбомашины, который содержит неразъемные кольца, выполненные в виде напряженных при помощи кольцевых торцовых центровочных выступов обойм с проточками на внутренней поверхности, которые образуют в сборе кольцевые пазы для крепления диафрагм. Способ состоит в том, что из-за отсутствия горизонтального разъема в составных элементах вставки сборка его осуществляется в вертикальном положении (авторское свидетельство СССР №404956 на изобретение, кл. F01D 25/26, опубл. 22.10.1973 г.).
Недостатками известного способа являются большие трудозатраты на монтаж, а также увеличение продолжительности монтажа вставки, связанные с необходимостью демонтажа камеры сгорания турбины для монтажа вставки, а также демонтажа стяжки нижней части корпуса турбины.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому результату является способ монтажа внутренних вставок корпуса турбины газоперекачивающего агрегата, состоящий из установки верхней вставки в крышку турбины, а нижней вставки в корпус турбины, при этом нижнюю вставку разрезают горизонтально на равные по высоте части, причем нижнюю часть, в свою очередь, разрезают вертикально по осям симметрии на четыре фрагмента, а в верхней части выполняют вырез в боковой поверхности для прохода вставки через стяжку корпуса турбины, затем заводят верхнюю часть нижней вставки и четыре фрагмента ее нижней части в корпус турбины и устанавливают верхнюю вставку на нижнюю (патент РФ №2124640 на изобретение, кл. F01D 25/26, опубл. 10.01.1999 г. - прототип).
Недостатками известного способа монтажа внутренних вставок корпуса турбины газоперекачивающего агрегата являются:
- недостаточно высокое качество монтажа из-за отсутствия монтажных узлов на фрагментах нижней вставки, необходимых для повышения качества монтажно-сварочных работ при установке нижней вставки в корпус турбины;
- большие трудозатраты на монтаж из-за отсутствия центровочных штифтов и отверстий на верхней и нижней вставках.
Технической задачей является создание нового способа монтажа внутренней вставки корпуса турбины газотурбинного агрегата, благодаря которому обеспечивают снижение трудоемкости и повышение качества монтажа.
Поставленная техническая задача решается тем, что в способе монтажа внутренней вставки корпуса турбины газотурбинного агрегата, состоящем из установки верхней части внутренней вставки в крышку турбины, а нижней части внутренней вставки в корпус турбины, согласно изобретению нижнюю часть внутренней вставки разрезают, по крайней мере, на шесть неравных фрагментов, затем фрагменты нижней части внутренней вставки заводят в корпус турбины и стыкуют фрагменты нижней части внутренней вставки между собой при помощи заранее установленных на них монтажных узлов, стыки фрагментов нижней части внутренней вставки сваривают между собой, после чего монтажные узлы демонтируют с фрагментов нижней части внутренней вставки, далее устанавливают верхнюю часть внутренней вставки на ее нижнюю часть, ориентируя в пространстве обе части внутренней вставки относительно друг друга при помощи центровочных узлов.
В таком способе монтажа внутренней вставки корпуса турбины газотурбинного агрегата предпочтительно:
- монтажный узел изготавливают в виде втулок, смонтированных на смежных фрагментах нижней части внутренней вставки и соединенных между собой болтовым соединением;
- на нижней части внутренней вставки устанавливают штифт центровочного узла;
- на верхней части внутренней вставки выполняют отверстие центровочного узла.
Наличие отличительных признаков дает возможность получить положительный эффект, выражающийся в создании нового способа монтажа внутренней вставки корпуса турбины газотурбинного агрегата, благодаря которому обеспечивают снижение трудоемкости и повышение качества монтажа.
Использование изобретения в области турбостроения, в частности в качестве способа монтажа внутренней вставки корпуса турбины газотурбинного агрегата, обеспечивает соответствие критерию «промышленная применимость».
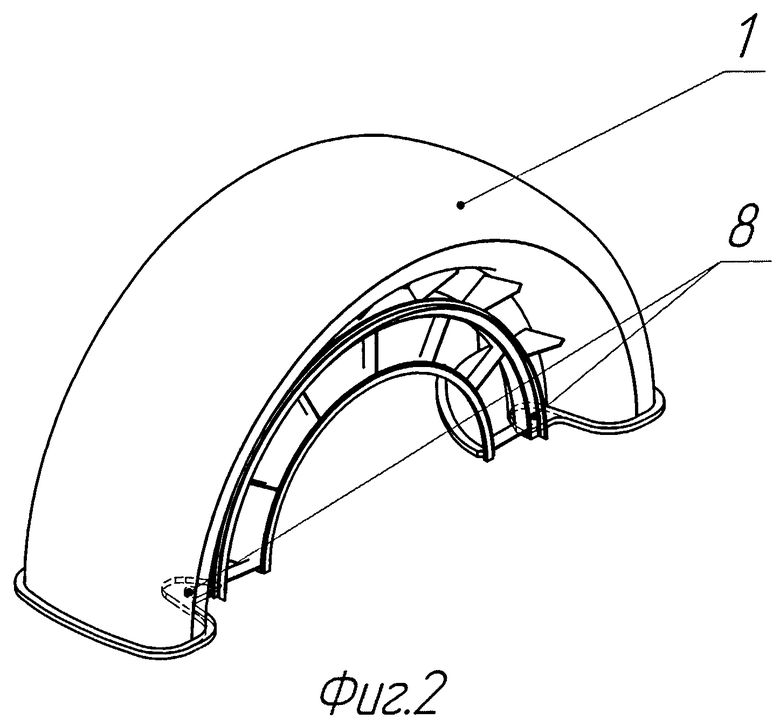
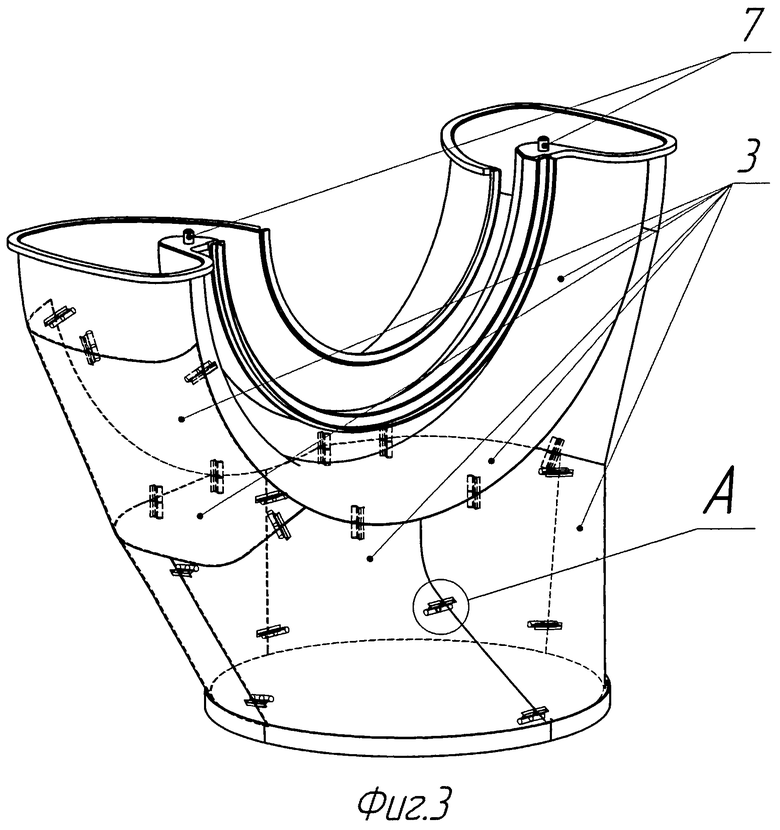
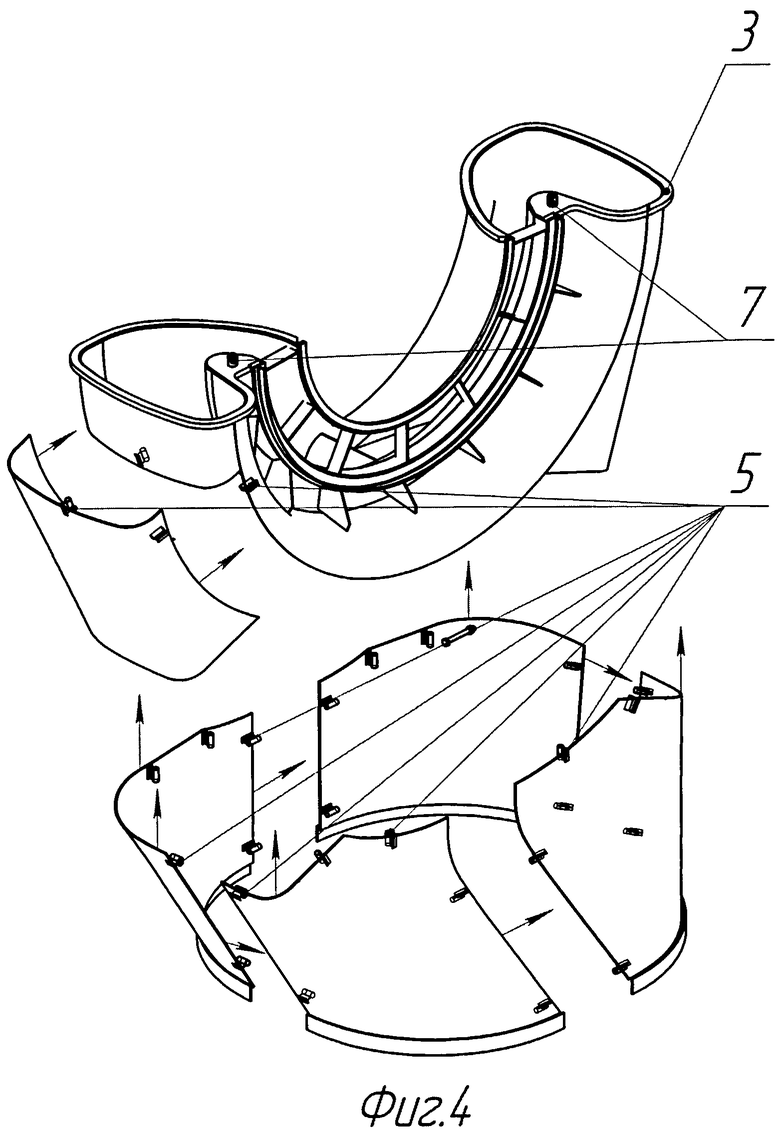
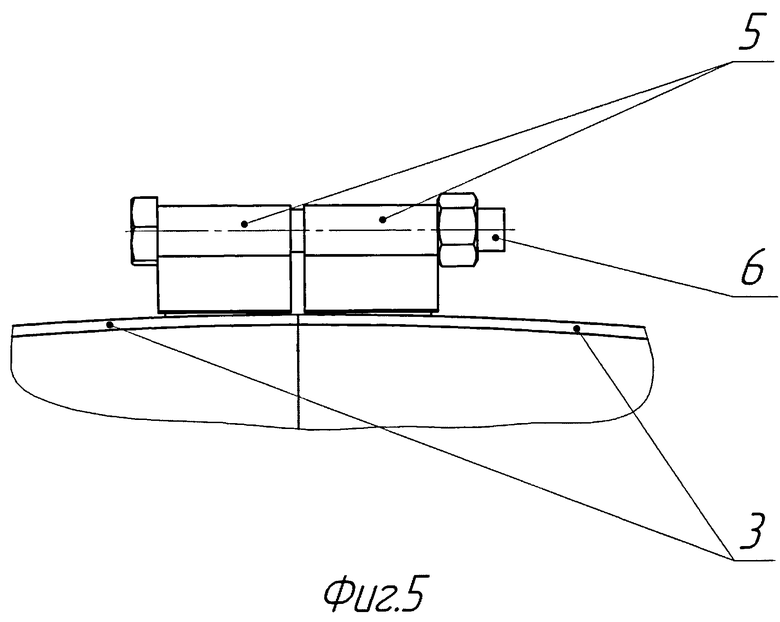
Предлагаемое изобретение иллюстрируется чертежами, где на фиг.1 показан общий вид смонтированной внутренней вставки корпуса турбины газотурбинного агрегата, на фиг.2 - общий вид верхней части внутренней вставки в собранном виде перед монтажом в корпус турбины, на фиг.3 - общий вид нижней части внутренней вставки в собранном виде перед монтажом в корпус турбины, на фиг.4 - фрагменты нижней части внутренней вставки, на фиг.5 - монтажный узел для соединения смежных фрагментов нижней части внутренней вставки.
Способ монтажа внутренней вставки корпуса турбины газотурбинного агрегата осуществляется в три этапа.
1 этап. Установка верхней части внутренней вставки в крышку турбины.
1.1. Заводят верхнюю часть 1 внутренней вставки в крышку 2 турбины (фиг.2).
1.2. Выставляют верхнюю часть 1 внутренней вставки относительно крышки 2 турбины.
2 этап. Установка нижней части внутренней вставки в корпус турбины.
2.1. Разбирают предварительно собранную нижнюю часть 3 внутренней вставки 3 (фиг.3) на фрагменты (фиг.4). Для этого удаляют болты 6 из монтажных втулок 5, соединяющих фрагменты нижней части 3 внутренней вставки.
2.2. Заводят фрагменты нижней части 3 внутренней вставки в корпус 4 турбины (фиг.3).
2.3. Собирают фрагменты нижней части 3 внутренней вставки внутри корпуса 4 турбины, используя монтажные узлы, состоящие из монтажных втулок 5 и болтового соединения 6. Контролировать величину и равномерность зазора между соединяемыми фрагментами нижней части 3 внутренней вставки, который должен быть не более 3-4 мм. При необходимости проводят подгоночные работы.
2.4. Собирают фрагменты нижней части 3 внутренней вставки на сварным швом 15/100 методом рассредоточенной сварки последовательно на противоположно расположенных участках. Срезают монтажные втулки 5 и зачищают места резки.
2.5. Выставляют нижнюю часть 3 внутренней вставки относительно фланца корпуса 4 турбины. Устанавливают диафрагмы с уплотнением и обоймы (на чертежах не показаны).
2.6. Выполняют сварные швы, соединяющие фрагменты нижней части 3 внутренней вставки. Во избежание деформаций сварные швы выполняют последовательно на противоположно расположенных участках длиной 100-150 мм.
3 этап. Монтаж крышки и корпуса турбины с внутренней вставкой.
3.1. Устанавливают крышку 2 турбины на корпус 4 турбины. Проверяют центровку верхней части 1 внутренней вставки относительно нижней части 3 внутренней вставки по направляющим штифтам 7 и центровочным отверстиям 8 центровочного узла. При необходимости выполняют подгоночные работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ВНУТРЕННИХ ВСТАВОК КОРПУСА ТУРБИНЫ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 1997 |
|
RU2124640C1 |
| СПОСОБ МОНТАЖА МОДУЛЬНОГО МНОГОХОДОВОГО ТЕПЛООБМЕННИКА | 2012 |
|
RU2500955C2 |
| СПОСОБ МОНТАЖА ВНУТРЕННИХ ВСТАВОК КОРПУСА ТУРБИНЫ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2014 |
|
RU2544020C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАДИАЛЬНОГО ЗАЗОРА МЕЖДУ СТАТОРНЫМИ И РОТОРНЫМИ ЧАСТЯМИ ТУРБОАГРЕГАТА | 2006 |
|
RU2312993C1 |
| Устройство механического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя. Способ управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя | 2017 |
|
RU2702063C2 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| СПОСОБ ЗАМЕНЫ КОМПЛЕКТА РАБОЧИХ ЛОПАТОК СТУПЕНИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2099541C1 |
| СПОСОБ МОНТАЖА ГАЗОГЕНЕРАТОРА И СВОБОДНОЙ ТУРБИНЫ ГАЗОТУРБИННОГО ПРИВОДА (ВАРИАНТЫ) | 2008 |
|
RU2386833C2 |
| КОРПУС СЖАТИЯ НА ОПОРНОЙ РАМЕ | 2006 |
|
RU2315207C1 |
| СПОСОБ МОНТАЖА ОСЕВОГО НАГНЕТАТЕЛЬНОГО ВЕНТИЛЯТОРА | 1999 |
|
RU2156890C1 |
При монтаже внутренней вставки корпуса турбины газотурбинного агрегата устанавливают верхнюю часть внутренней вставки в крышку турбины, а нижнюю часть внутренней вставки в корпус турбины. Нижнюю часть внутренней вставки разрезают, по крайней мере, на шесть неравных фрагментов. Фрагменты нижней части внутренней вставки заводят в корпус турбины и стыкуют между собой при помощи заранее установленных монтажных узлов. Стыки фрагментов нижней части внутренней вставки сваривают между собой, после чего монтажные узлы демонтируют с фрагментов нижней части внутренней вставки. Устанавливают верхнюю часть внутренней вставки на ее нижнюю часть, ориентируя в пространстве обе части внутренней вставки относительно друг друга при помощи центровочных узлов. Изобретение позволяет снизить трудоемкость и повысить качество монтажа внутренней вставки корпуса турбины газотурбинного агрегата. 3 з.п. ф-лы, 5 ил.
1. Способ монтажа внутренней вставки корпуса турбины газотурбинного агрегата, состоящий из установки верхней части внутренней вставки в крышку турбины, а нижней части внутренней вставки в корпус турбины, отличающийся тем, что нижнюю часть внутренней вставки разрезают, по крайней мере, на шесть неравных фрагментов, затем фрагменты нижней части внутренней вставки заводят в корпус турбины и стыкуют фрагменты нижней части внутренней вставки между собой при помощи заранее установленных на них монтажных узлов, стыки фрагментов нижней части внутренней вставки сваривают между собой, после чего монтажные узлы демонтируют с фрагментов нижней части внутренней вставки, далее устанавливают верхнюю часть внутренней вставки на ее нижнюю часть, ориентируя в пространстве обе части внутренней вставки относительно друг друга при помощи центровочных узлов.
2. Способ монтажа внутренней вставки корпуса турбины газотурбинного агрегата по п.1, отличающийся тем, что монтажный узел изготавливают в виде втулок, смонтированных на смежных фрагментах нижней части внутренней вставки и соединенных между собой болтовым соединением.
3. Способ монтажа внутренней вставки корпуса турбины газотурбинного агрегата по п.1, отличающийся тем, что на нижней части внутренней вставки устанавливают штифт центровочного узла.
4. Способ монтажа внутренней вставки корпуса турбины газотурбинного агрегата по п.1, отличающийся тем, что на верхней части внутренней вставки выполняют отверстие центровочного узла.
| СПОСОБ МОНТАЖА ВНУТРЕННИХ ВСТАВОК КОРПУСА ТУРБИНЫ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 1997 |
|
RU2124640C1 |
| Счетная машина | 1929 |
|
SU34204A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 6224332 B1, 01.05.2001 | |||
| US 3493212 A, 03.02.1970 | |||
| ЦИЛИНДР ТУРБОМАШИНЫ | 0 |
|
SU404956A1 |

