Изобретение относится к теплообменной технике и может применяться в процессе утилизации тепла отходящих от агрегатов газов для подогрева воздуха, поступающего из компрессора в камеру сгорания, с целью повышения КПД, например, газотурбинных установок (ГТУ).
Известен способ изготовления и монтажа воздухоподогревателя, содержащего обогреваемые изнутри трубные секции, при котором их разделяют на два ряда в шахматном порядке так, что обогреваемый воздух омывает трубные секции отдельными потоками, для чего между ними монтируют фасонные перегородки [1].
Недостатком известного способа является большая громоздкость изготовленной и смонтированной конструкции.
Известен способ изготовления и монтажа четырехходового воздухоподогревателя с V- образными трубками, преимущественно воздухоподогревателя ГТУ, наиболее близкий по технической сущности и достигаемому результату к заявляемому, включающий изготовление двухпакетного блока V-образных трубок с коллекторами подвода и отвода воздуха и перепускной камерой между двумя пакетами трубок, монтаж блока на трубной решетке с помощью развальцовки трубок и сварки, стыковку с помощью фланцевого соединения коллекторов подвода и отвода воздуха с трубопроводами подвода воздуха от компрессора и отвода нагретого воздуха и закрытия блока покрывающими стенками [2].
Недостатком известного способа являются большие габариты и вес изготовленной и смонтированной одноблочной конструкции, ограничивающие ее применение для достаточно мощных ГТУ, установленных в труднодоступных районах, что обусловлено проблемами транспортировки ее на место установки и необходимостью доставки и применения мощных подъемно-транспортных механизмов для монтажа конструкции.
Технической задачей изобретения является создание нового способа изготовления и монтажа четырехходового воздухоподогревателя с V-образными трубками, благодаря которому обеспечивают его более простое изготовление и монтаж на месте установки в любом труднодоступном районе без применения мощных подъемно-транспортных механизмов.
Поставленная техническая задача решается тем, что в способе изготовления и монтажа четырехходового воздухоподогревателя с V-образными трубками, включающем изготовление двухпакетного блока V-образных трубок с коллекторами подвода и отвода воздуха и перепускной камерой между двумя пакетами трубок, монтаж блока на трубной решетке с помощью развальцовки трубок и сварки, стыковку с помощью фланцевого соединения коллекторов подвода и отвода воздуха с трубопроводами подвода воздуха от компрессора и отвода нагретого воздуха и закрытие блока покрывающими стенками, согласно изобретению, двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей и V-образных трубок с перепускными камерами и с покрывающими стенками, причем монтаж модулей выполняют на опорной раме путем последовательной установки на ней ряда модулей друг на друга, соединения со стороны межтрубного пространства покрывающих стенок модулей перемычками, каждая из которых имеет профиль гнутого уголка, а также соединения модульных коллекторов подвода и отвода воздуха и перепускных камер модулей с помощью колец, которые скрепляют с их внутренними поверхностями.
С помощью такого способа изготавливают и монтируют четырехходовой воздухоподогреватель с V-образными трубками, состоящий из ряда отдельных теплообменных модулей, что предполагает возможность их поочередной доставки в любой труднодоступный район для монтажа конструкции воздухоподогревателя.
Модули соединяют в единый блок четырехходового воздухоподогревателя на объекте с помощью несложной технологии сборки, благодаря которой монтаж конструкции из отдельных двухпакетных теплообменных модулей из V-образных трубок с перепускными камерами и с покрывающими стенками выполняют на опорной раме путем последовательной установки на ней ряда модулей друг на друга, соединения со стороны межтрубного пространства покрывающих стенок модулей перемычками, каждая из которых имеет профиль гнутого уголка, а также соединения модульных коллекторов подвода и отвода воздуха и перепускных камер модулей с помощью колец, которые скрепляют с их внутренними поверхностями.
Такой монтаж обладает легкостью и не требует доставки тяжелого подъемно-транспортного оборудования.
Сопоставительный анализ заявляемого способа и прототипа выявляет наличие отличительных признаков у заявляемого способа по сравнению с наиболее близким аналогом, что позволяет сделать вывод о соответствии заявляемого решения критерию изобретения "новизна".
Наличие отличительных признаков дает возможность получить положительный эффект, выражающийся в создании нового способа изготовления и монтажа четырехходового воздухоподогревателя с V- образными трубками, благодаря которому обеспечивают более простое изготовление и монтаж в любом труднодоступном районе без применения мощных подъемно-транспортных механизмов.
Поскольку при исследовании объекта изобретения по патентной и научно-технической литературе не выявлено решений, содержащих признаки заявляемого изобретения, отличных от прототипа, следует сделать вывод, что заявляемое решение соответствует критерию изобретения "существенные отличия".
Использование заявляемого способа в теплообменной технике обеспечивает ему соответствие критерию изобретения "промышленная применимость".
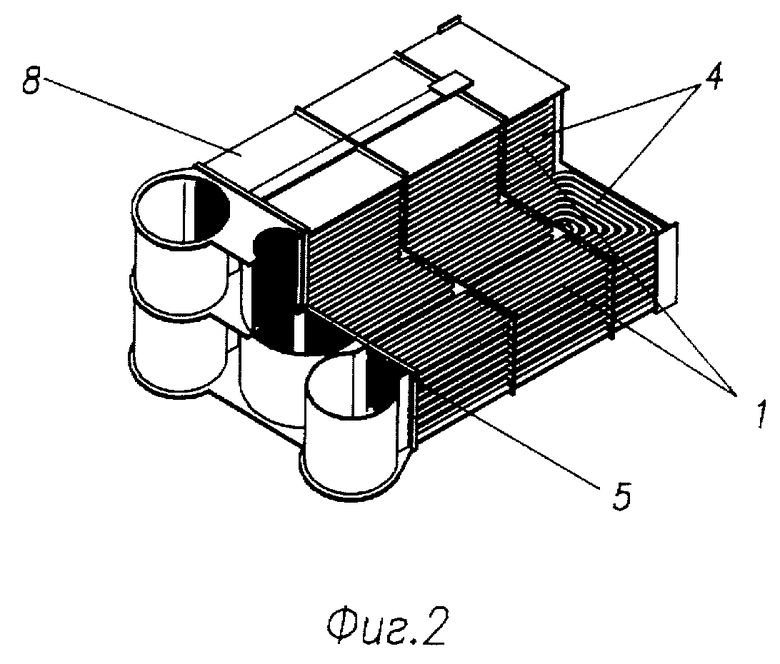
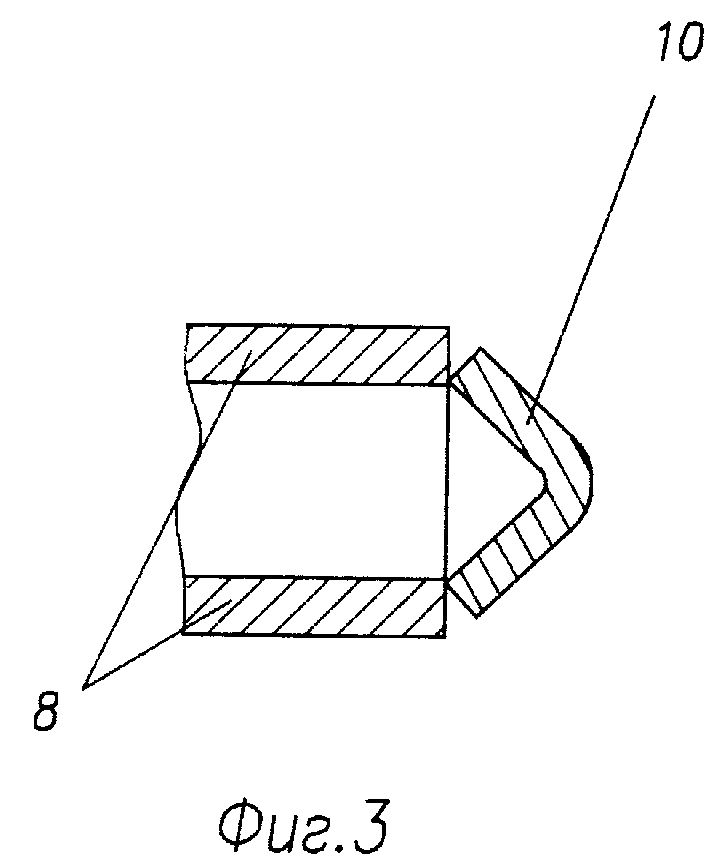
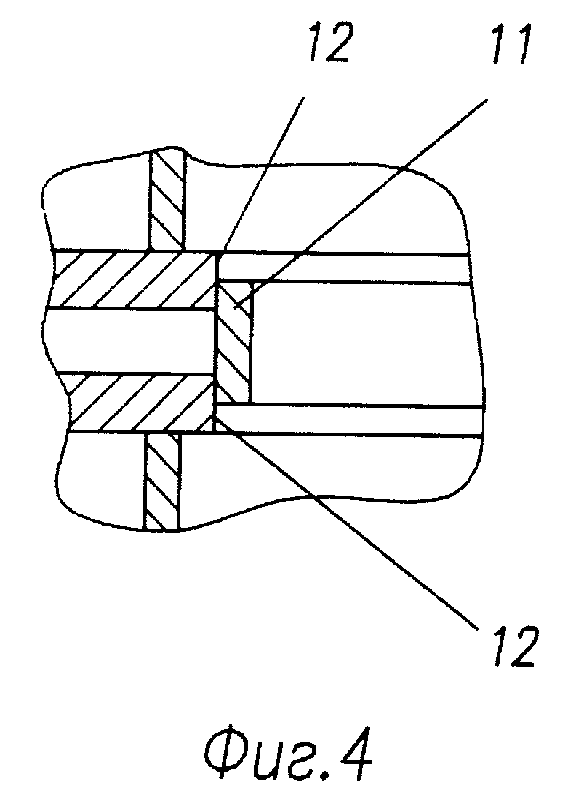
Предлагаемое изобретение иллюстрируется чертежом, на котором на фиг. 1 показан общий вид изготовляемого и монтируемого четырехходового воздухоподогревателя с V-образными трубками, на фиг. 2 показан общий вид отдельного теплообменного модуля, являющегося основой для монтажа блока монтируемого воздухоподогревателя, на фиг. 3 показаны элементы, закрывающие межмодульные пространства при монтаже воздухоподогревателя на объекте установки, на фиг. 4 показаны элементы, соединяющие коллекторы подвода и отвода теплоносителя в единые коллекторы, а также перепускные камеры в единую камеру при монтаже воздухоподогревателя на объекте установки.
Способ изготовления и монтажа четырехходового воздухоподогревателя с V-образными трубками 1, включающий изготовление двухпакетного блока V-образных трубок с коллекторами 2 подвода и отвода воздуха и с перепускной камерой 3 между двумя пакетами 4 трубок, монтаж блока на трубной решетке 5 с помощью развальцовки трубок 1 и сварки, стыковку с помощью фланцевого соединения 6 коллекторов 2 подвода и отвода воздуха с трубопроводами подвода воздуха от компрессора и отвода нагретого воздуха (не показаны) и закрытия блока покрывающими стенками, причем двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей 7 из V-образных трубок 1 с перепускными камерами 3 и с покрывающими стенками 8, монтаж которых выполняют на опорной раме 9 путем последовательной установки на ней ряда модулей 7 друг на друга, соединения со стороны межтрубного пространства покрывающих стенок 8 модулей 7 перемычками 10, каждая из которых имеет профиль гнутого уголка, а также соединения модульных коллекторов 2 подвода и отвода воздуха, и перепускных камер 3 модулей 7, с помощью колец 11, которые скрепляют с их внутренними поверхностями 12.
Источники информации
1. Авт. св. СССР N 266991, кл. F 23 L 15/04, 1970 г.
2. В. М. Антуфьев, Ю.А. Ламм. Теплообменные аппараты новой конструкции для газотурбинных установок , 8, Техническая информация. Невский машиностроительный завод им. В.И. Ленина.- Машиз, 1956, с. 6, фиг. 2 (прототип).
Изобретение относится к теплообменной технике и может применяться в процессе утилизации тепла отходящих от агрегатов газов с целью подогрева воздуха, поступающего из компрессора в камеру сгорания. В представленном способе двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей, выполненных из V-образных трубок с перепускными камерами и с покрывающими стенками, монтаж которых выполняют на опорной раме путем последовательной установки на ней ряда модулей друг на друга, соединения со стороны межтрубного пространства покрывающих стенок модулей перемычками, каждая из которых имеет профиль гнутого уголка, а также соединения модульных коллекторов подвода и отвода воздуха и перепускных камер модулей с помощью колец, которые скрепляют с их внутренними поверхностями. Благодаря такому способу обеспечивается более простое изготовление и монтаж воздухоподогревателя на месте установки в любом труднодоступном районе без применения мощных подъемно-транспортных механизмов. 4 ил.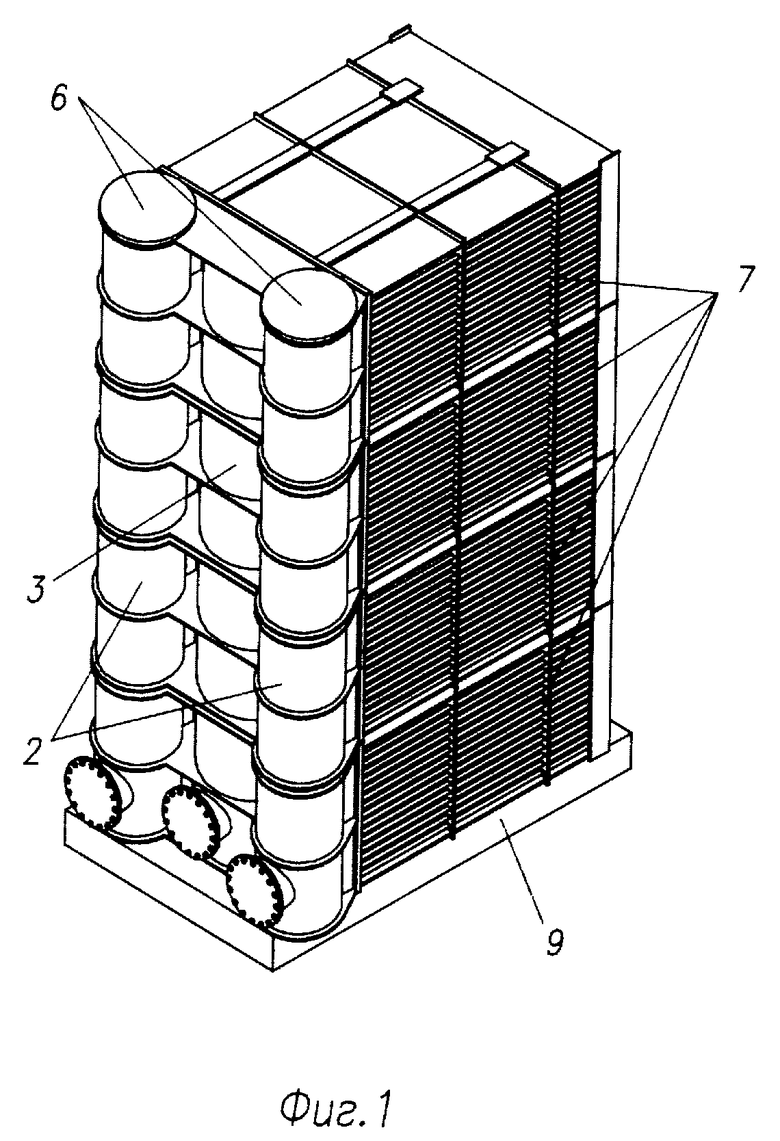
Способ изготовления и монтажа четырехходового воздухоподогревателя с V-образными трубками, включающий изготовление двухпакетного блока V-образных трубок с коллекторами подвода и отвода воздуха и с перепускной камерой между двумя пакетами трубок, монтаж блока на трубной решетке с помощью развальцовки трубок и сварки, стыковку с помощью фланцевого соединения коллекторов подвода и отвода воздуха с трубопроводами подвода воздуха от компрессора и отвода нагретого воздуха и закрытие блока покрывающими стенками, отличающийся тем, что двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей из V-образных трубок с перепускными камерами и с покрывающими стенками, причем монтаж модулей выполняют на опорной раме путем последовательной установки на ней ряда модулей друг на друга, соединения со стороны межтрубного пространства покрывающих стенок модулей перемычками, каждая из которых имеет профиль гнутого уголка, а также соединения модульных коллекторов подвода и отвода воздуха и перепускных камер модулей с помощью колец, которые скрепляют с их внутренними поверхностями.
| ЛЕМЛЕХ И.М | |||
| Высокотемпературный нагрев воздуха в черной металлургии | |||
| - М.: Металлургиздат, 1963, с.210-214 | |||
| Рекуператор | 1990 |
|
SU1755011A1 |
| Многоходовой воздухоподогреватель | 1986 |
|
SU1343189A1 |
| ТЕПЛООБМЕННИК | 1994 |
|
RU2137078C1 |
| Теплообменник | 1980 |
|
SU1024661A1 |
| УСТАНОВКА ЦЕЛЕВОГО ТЕМПЕРАТУРНОГО ПРОФИЛЯ В ГОЛОВНОЙ ЧАСТИ ПОЛОСЫ И КОНЦЕВОЙ ЧАСТИ ПОЛОСЫ ПЕРЕД ПОПЕРЕЧНЫМ РАЗДЕЛЕНИЕМ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2679321C2 |
| US 3610595 А, 05.10.1971 | |||
| US 4319630 А, 16.03.1982. | |||

