Данное изобретение касается способа покрытия металлических поверхностей сначала водным кислым фосфатирующим раствором, а затем композицией смазочных материалов в форме водного раствора или дисперсии на основе полимерного органического материала с содержанием по меньшей мере одного полимерного органического материала из иономера, другого полимера/сополимера или/и их производных, а также при необходимости по меньшей мере одного воска, по меньшей мере одного водорастворимого, водосодержащего и/или связывающего воду оксида или/и силиката, по меньшей мере одного твердого смазочного материала, по меньшей мере одного вещества, снижающего трение, или/и по меньшей мере одной дополнительной добавки, а также соответствующей композиции смазочных материалов, которая после образования покрытия на металлическом формованном изделии должна служить, в частности, для облегчения холодной штамповки этого формованного изделия. Холодная штамповка обычно может производиться при температурах поверхности приблизительно до 450°С, однако, без подведения тепла. При этом нагревание возникает только благодаря формованию под давлением, а также, при необходимости, предварительному нагреву обрабатываемой детали, подлежащей формованию. Однако обычно температура обрабатываемой детали, предназначенной для формования, составляет примерно 20°С. Тем не менее, в случае, если обрабатываемые детали, подлежащие формованию, предварительно нагреваются до температуры в интервале от 650 до 850°С или от 900 до 1250°С, то говорят о теплой или горячей штамповке.
В то время как для холодной штамповки металлических формованных изделий при низких степенях деформации и соответственно низких усилиях обычно используются смазки для формования, при гораздо более высоких степенях деформации, как правило, между обрабатываемой деталью и штампующим инструментом в качестве разделяющего слоя применяется по меньшей мере одно покрытие, чтобы предотвратить холодное сваривание обрабатываемой детали и штампующего инструмента. В последнем случае обрабатываемую деталь обычно снабжают по меньшей мере одним покрытием из смазочного материала или композиции смазочных материалов, чтобы понизить сопротивление трению между поверхностью обрабатываемой детали и формующим инструментом. Холодная штамповка включает: вытяжку (пластичное изменение формы с преобладанием сжимающих и растягивающих напряжений), например, сварных или цельнотянутых труб, полого профиля, стержней, сплошного профиля или проволоки, вытяжку с утонением или/и глубокую вытяжку, например, полос, листового металла или полых изделий для получения полых изделий, прессование холодным выдавливанием (обработка давлением с преобладанием сжимающих напряжений), например, полых или сплошных изделий или/и холодную осадку, например, отрезков проволоки для соединительных элементов, таких как, например, заготовки для гаек и болтов.
Раньше металлические формованные изделия подготавливали для холодной штамповки практически только или путем нанесения консистентной смазки, масла или масляной эмульсии, или сначала при помощи покрытия фосфатом цинка, а затем покрытием или мылом, прежде всего, на основе стеарата щелочного или щелочноземельного металла или/и твердым смазочным материалом, в частности, на основе сульфида молибдена, сульфида вольфрама или/и углерода. Однако покрытие, содержащее мыло, имеет свою верхнюю границу рабочего диапазона при средних усилиях и при температурах средней величины. Твердый смазочный материал использовался, только если речь шла о холодной штамповке в условиях средней тяжести нагрузок и большой тяжести нагрузок. При холодной штамповке благородных сталей часто использовались покрытия из хлорпарафинов, которые сегодня применяются неохотно по причинам, связанным с защитой окружающей среды. К тому же покрытия, содержащие сульфиды, отрицательно влияют на благородную сталь.
Кроме того, в отдельных случаях начинали с того, что сначала наносили покрытие из фосфата цинка, а затем или из масла или из определенной органической полимерной композиции. При необходимости или к органической полимерной композиции добавляли по меньшей мере один твердый смазочный материал, такой как, например, сульфид молибдена или/и графит (второе покрытие, причем в качестве первого покрытия выбирали фосфат цинка), или этот по меньшей мере один твердый смазочный материал наносили на органическое полимерное покрытие в качестве третьего слоя. В то время как сульфид молибдена может использоваться до температур приблизительно 450°С, графит может быть применен до температур примерно 1100°С, однако, при этом его смазывающее действие начинается только примерно при 600°С.Такие чередования слоев на сегодняшний день являются обычными.
Нанесение слоя из фосфата цинка, а затем слоя из смазочного материала для холодной штамповки в основном является известным. Однако фосфат цинка обладает тем недостатком, что по причине высокого содержания цинка не является экологически безвредным и часто менее желателен также из-за качества покрытия и его структуры. Для холодной штамповки на рынке практически не представлена информация об органических полимерных материалах для холодной штамповки, и большей частью они также непригодны для холодной штамповки с интенсивной нагрузкой.
В немецкой заявке на патент DE 102005023023 А1 описывается способ подготовки металлических обрабатываемых изделий к холодной штамповке путем электролитического фосфатирования при помощи водного кислого фосфатирующего раствора на основе фосфата кальция (Са), магния (Mg) или/и марганца (Mn). Таким образом, можно замечательно наносить покрытие на проволоку. В качестве осаждаемого поверх него слоя смазочного материала описываются композиции на основе мыла. Эти слои мыла осаждаются из горячих сильно щелочных растворов и влияют на слой фосфата металла таким образом, что образуются металлические мыла. Однако химическое превращение фосфата кальция в стеарат кальция, что необходимо для холодной штамповки, происходит медленнее и не в такой степени, как ожидается.
Между тем, системы смазочных средств на основе металлических мыл явно не удовлетворяют более высоким требованиям к степени деформации, к точности прессования (окончательной форме), а также к скорости формования. Кроме того, следует принимать во внимание экологическую безопасность и гигиену рабочих мест. Помимо этого, остатки избыточного смазочного средства не должны образовывать отложения на стенке штампующего инструмента. Потому что это влияет на точность прессования обрабатываемого изделия и повышает количество брака. Предпочтительным является, когда покрытие, а также отложения после проведения штамповки легко могут удаляться с обрабатываемой детали, штампующего инструмента и рабочего оборудования.
Заявки на патент, поданные в одно время и одним патентным ведомством, относящиеся к тесно взаимосвязанным способам холодной штамповки, приводимым в них составам и покрытиям, а также заявки, обусловленные их приоритетом DE 102008000187.2, DE 102008000186.4 и DE 102008000185.6, приобщаются здесь в явном виде, прежде всего, также в отношении их групп веществ, материалов и их содержания, в отношении их примеров и примеров для сравнения, а также в отношении соответствующих условий осуществления способа.
Таким же образом композиции, способ и фосфатные покрытия из немецкого патента DE 102005023023 А1, а также соответствующие заявки, полученные в других странах, из одинакового семейства патентов, определенно включаются в данную заявку.
Задача состояла в том, чтобы представить двухстадийный способ нанесения покрытия, который без труда делает возможным как можно более экологически безопасное покрытие на фосфатированных металлических обрабатываемых изделиях, а также при необходимости во многих вариантах исполнения изобретения подходит для холодной штамповки со средними или/и тяжелыми нагрузками. В другой задаче покрытие при необходимости должно иметь возможность без труда удаляться со штампованного обрабатываемого изделия после холодной штамповки.
Эта задача была решена с помощью способа подготовки металлических обрабатываемых изделий для холодной штамповки сначала путем нанесения фосфатного слоя, а затем нанесением слоя смазочных материалов со значительным содержанием органического полимерного материала, при котором фосфатный слой образуется с помощью водного кислого фосфатирующего раствора с существенным содержанием кальция, магния или/и марганца, а также фосфата, и при котором при контактировании фосфатированной поверхности с водной композицией смазочных материалов образуется слой смазочного материала (= покрытие), который содержит составляющую из органического полимерного материала на основе иономера, а при необходимости также неиономерного соединения, и при котором в качестве органического полимерного материала преимущественно используются мономеры, олигомеры, соолигомеры, полимеры или/и сополимеры на основе иономера, акриловой кислоты/метакриловой кислоты, эпоксида, этилена, полиамида, пропилена, стирола, уретана, их сложных эфиров или/и их одной или нескольких солей, причем по меньшей мере один иономер или/и по меньшей мере одно неиономерное соединение по меньшей мере частично омыляется или/и по меньшей мере частично присутствует в композиции смазочных материалов или/и в покрытии в виде по крайней мере одной органической соли.
Способ согласно изобретению, прежде всего, служит для облегчения, улучшения или/и упрощения холодной штамповки металлических формованных изделий.
Часто металлические обрабатываемые изделия перед фосфатированием подвергают протравливанию, обезжириванию, очистке, промывке, например, механическому удалению окалины при помощи сгибания, шлифовке, обтачиванию, сатинированию, пескоструйной обработке или/и закалке.
Фосфатирующий раствор обычно представляет собой водный раствор. В отдельных вариантах исполнения изобретения он может быть суспензией, например, если он содержит часть продуктов осаждения или/и тонкодисперсную добавку.
Концентрат, который также является фосфатирующим раствором, и с помощью которого может быть приготовлен фосфатирующий раствор для ванны, во многих случаях в количество раз в интервале от 1,2 до 15, часто в количество раз в интервале от 2 до 8, сильнее обогащен соответствующими веществами, чем соответствующая композиция для ванны (ванна). Эта ванна может быть приготовлена из концентрата путем разбавления водой, а при необходимости также путем прибавления по меньшей мере одной дополнительной добавки, такой как, например, раствор едкого натра или/и хлорат, которые предпочтительно индивидуально добавляются вначале в ванну для коррекции свойств фосфатирующего раствора.
Предпочтительно фосфатирующий раствор не содержит цинка или в его содержании катионов имеется менее чем 60% масс. катионов цинка, особенно предпочтительно менее чем 50, менее чем 40, менее чем 30, менее чем 20, менее чем 10 или менее чем 5% масс. катионов цинка. Во многих вариантах исполнения изобретения фосфатирующий раствор в основном содержит только катионы, выбираемые из ряда кальция, магния и марганца. Кроме того, содержание других катионов тяжелых металлов обычно должно было быть меньше 0,5 г/л, предпочтительно меньше 0,3 г/л или даже меньше 0,1 г/л.
Чем выше содержание цинка или/и марганца, тем скорее фосфатирующий раствор может осаждаться без тока. Чем выше содержание кальция или/и магния, тем более рекомендуется электролитическое фосфатирование. Предпочтительно при содержании щелочноземельных металлов в фосфатирующем растворе более чем 80% масс. все катионы фосфатируются электролитически.
Часто фосфатирующий раствор имеет низкое содержание ионов железа, прежде всего, при покрытии обрабатываемых изделий из железа или стали, или/и ионов никеля, последнего, в частности, при содержании цинка и предпочтительно до 0,8 г/л или до 0,5 г/л.
Фосфатирующий раствор согласно изобретению предпочтительно содержит ионы кальция, магния или/и марганца, фосфорную кислоту, а при необходимости, также по меньшей мере одну дополнительную неорганическую или/и органическую кислоту, такую как, например, азотная кислота, уксусная кислота или/и лимонная кислота. Предпочтительно этот фосфатирующий раствор содержит от 1 до 200 г/л соединений кальция, магния или/и марганца, включая их ионы, в пересчете на кальций, магний или/и марганец, которые могут присутствовать, в частности, в виде ионов, особенно предпочтительно от 2 до 150 г/л, в высшей степени предпочтительно от 4 до 100 г/л, в частности, от 6 до 70 г/л, прежде всего, от 10 до 40 г/л. Во многих вариантах исполнения изобретения фосфатирующий раствор содержит фосфат, а также а) от 5 до 65 г/л Са и от 0 до 20 г/л Mg или/и Mn, или b) от 5 до 50 г/л Mg и от 0 до 20 г/л Са или/и Mn, или с) от 5 до 80 г/л Mn и от 0 до 20 г/л Са или/и Mg. Содержание первого катиона в случаях а), b) или с) может лежать, в частности, в области от 12 до 40 г/л. Содержание второго и третьего катиона в случаях а), b) или с) может представлять собой, в частности, содержание от 1 до 12 г/л для второго катиона и содержание от 0 или от 0,1 до 8 г/л для третьего катиона. Если содержание кальция, магния и марганца является слишком низким, то может образовываться фосфатное покрытие слишком низкого качества или даже не образовываться фосфатного покрытия. Если содержание кальция, магния и марганца является слишком высоким, то качество слоя фосфатного покрытия может снижаться. В частности, в этом случае в ванне может происходить выпадение осадка.
Дополнительно фосфатирующий раствор может содержать также и другие щелочноземельные металлы, такие как, например, стронций или/и барий, но, прежде всего, ионы щелочных металлов, таких как, например, натрий, калий или/и аммоний, прежде всего для регулирования S - показателя, а также для улучшения устойчивости при низких температурах.
Предпочтительно содержание фосфата в фосфатирующем растворе, пересчитанное на PO4, находится в области от 2 до 500 г/л для PO4, в частности, в качестве фосфат-ионов, особенно предпочтительно в области от 4 до 320 г/л, в высшей степени предпочтительно в области от 8 до 200 г/л, в частности, в области от 12 до 120 г/л, прежде всего, в области от 20 до 80 г/л. Если содержание фосфата является слишком низким, то может образовываться фосфатное покрытие слишком низкого качества или даже не образовываться фосфатного покрытия. Если содержание фосфата является слишком высоким, то это не создает помех или качество покрытия фосфатного слоя может снижаться. Кроме того, при многих условиях и слишком высоком содержании фосфата фосфатное покрытие может становиться пористым как губка, а также в ванне может происходить выпадение осадка. Предпочтительно содержание фосфата по сравнению с содержанием катионов имеет небольшой стехиометрический избыток.
Предпочтительно содержание нитрата в фосфатирующем растворе составляет 0 или около 0 г/л или находится в области от 1 до 600 г/л, в частности, в виде нитрат-ионов, особенно предпочтительно в области от 4 до 450 г/л, в высшей степени предпочтительно в области от 8 до 300 г/л, в частности, в области от 16 до 200 г/л, прежде всего, в области от 30 до 120 г/л. Если фосфатирующий раствор не содержит или содержит мало нитрата, то это является более предпочтительным для сточных вод. Незначительное или среднее содержание нитрата может оказывать ускоряющее действие на процесс фосфатирования, и поэтому является предпочтительным. Слишком низкое или слишком высокое содержание нитрата в фосфатирующем растворе не оказывает значительного влияния на фосфатирование и на качество фосфатного покрытия. Предпочтительно путем добавления создается общее содержание катионов в форме одного или нескольких нитратов или/и других водорастворимых солей, такое, что нет необходимости в добавке одного или нескольких комплексообразователей.
Предпочтительно фосфатирующий раствор в качестве ускорителя содержит по меньшей мере одно вещество, представленное веществами на основе хлората, гуанидина, гидроксиламина, нитрита, нитробензолсульфоната, пербората, пероксида, пероксосерной кислоты, а также другими ускорителями, содержащими нитрогруппы. Предпочтительно, содержание ускорителя в фосфатирующем растворе, за исключением нитрата, такого как, например, на основе нитробензолсульфоната (например, SNBS = нитробензолсульфонат натрия), хлората, гидроксиламина, нитрита, гуанидина, такого как, например, нитрогуанидин, пербората, пероксида, пероксосерной кислоты и других азотсодержащих ускорителей, составляет ноль, около ноля или лежит в области от 0,1 до 100 г/л, в виде соединений или/и ионов, пересчитанных на соответствующий анион. Особенно предпочтительно содержание ускорителя в фосфатирующем растворе, за исключением нитрата, лежит в области от 0,01 до 150 г/л, в высшей степени предпочтительно в области от 0,1 до 100 г/л, в частности, в области от 0,3 до 70 г/л, прежде всего, в области от 0,5 до 35 г/л.
Предпочтительно, содержание в фосфатирующем растворе соединений на основе гуанидина, таких как, например, нитрогуанидин составляет ноль, около ноля или находится в области от 0,1 до 10 г/л, в пересчете на нитрогуанидин, особенно предпочтительно от 0,2 до 8 г/л, в высшей степени предпочтительно в области от 0,3 до 6 г/л, прежде всего, в области от 0,5 до 3 г/л. Соединение гуанидина, такое как нитрогуанидин, по сравнению с другими ускорителями и нитратом, в пересчете на их содержание, может оказывать более сильное ускоряющее действие, но, однако, при этом не выделяет кислорода и часто приводит к тонкозернистым фосфатным покрытиям, обладающим особенно хорошими адгезионными свойствами. Кроме того, оно может содержать также добавку по меньшей мере одного другого соединения, содержащего фосфор, в частности, соответственно по меньшей мере один конденсированный фосфат, пирофосфат или/и фосфонат.
Предпочтительно фосфатирующий раствор имеет следующее содержание компонентов; от 4 до 100 г/л Са, Mg или/и Mn, при необходимости содержание цинка до 60% масс. от всех катионов, 0 или от 0,01 до 40 г/л одного или нескольких щелочных металлов или/и NH4, от 5 до 180 г/л PO4, от 3 до 320 г/л нитрата или/и одного или нескольких ускорителей, а также 0 или от 0,01 до 80 г/л одного или нескольких комплексообразователей.
Особенно предпочтительно фосфатирующий раствор имеет следующее содержание компонентов: от 5 до 60 г/л Са, Mg или/и Mn, при необходимости содержание цинка до 60% масс. от всех катионов, 0 или от 0,01 до 25 г/л одного или нескольких щелочных металлов или/и NH4, от 8 до 100 г/л PO4, от 5 до 240 г/л нитрата или/и одного или нескольких ускорителей, а также 0 или от 0,01 до 50 г/л одного или нескольких комплексообразователей.
В высшей степени предпочтительно фосфатирующий раствор имеет следующее содержание компонентов: от 8 до 50 г/л Са, Mg или/и Mn, при необходимости содержание цинка до 60% масс. от всех катионов, 0 или от 0,01 до 20 г/л одного или нескольких щелочных металлов или/и NH4, от 12 до 80 г/л PO4, от 12 до 210 г/л нитрата или/и одного или нескольких ускорителей, а также 0 или от 0,01 до 40 г/л одного или нескольких комплексообразователей.
В частности, фосфатирующий раствор имеет следующее содержание компонентов: от 10 до 40 г/л Са, Mg или/и Mn, при необходимости содержание цинка до 60% масс. от всех катионов, 0 или от 0,01 до 15 г/л одного или нескольких щелочных металлов или/и NH4, от 16 до 65 г/л PO4, от 18 до 180 г/л нитрата или/и одного или нескольких ускорителей, а также 0 или от 0,01 до 32 г/л одного или нескольких комплексообразователей.
Показатель общей кислотности фосфатирующего раствора предпочтительно лежит в области от 30 до 120 пунктов, в частности, от 70 до 100 пунктов. Показатель общей кислотности Фишера предпочтительно лежит в области от 8 до 60 пунктов, в частности, от 35 до 55 пунктов. Показатель свободной кислотности составляет предпочтительно от 2 до 40 пунктов, в частности, от 4 до 20 пунктов. Соотношение свободной кислотности и показателя общей кислотности Фишера, а, следовательно, соотношение содержания свободной и связанной фосфорной кислоты, рассчитанной как P2O5, так называемый S - показатель, предпочтительно лежит в области от 0,15 до 0,6, особенно предпочтительно в области от 0,2 до 0,4.
Для регулирования S - показатель может использоваться, например, добавка к фосфатирующему раствору по меньшей мере одного вещества, обладающего основными свойствами, такого как, например, NaOH, КОН, амин или аммиак, прежде всего, в форме водного раствора.
Число пунктов общей кислотности при этом определяют, титруя 10 мл фосфатирующего раствора после разбавления водой приблизительно до 50 мл с применением в качестве индикатора фенолфталеина до изменения окраски от бесцветной до красной. Число израсходованных на это мл водного раствора едкого натра с концентрацией 0,1 н дает число пунктов общей кислотности. Другими индикаторами, подходящими для титрования являются тимолфталеин и орто-крезолфталеин.
Соответствующим образом для фосфатирующего раствора определяется число пунктов свободной кислотности, при этом в качестве индикатора применяется диметиловый желтый, а титрование проводится до изменения окраски от розовой до желтой.
S - показатель определен как соотношение свободного P2O5 и общего содержания P2O5 и может быть определен как соотношение числа пунктов свободной кислотности и числа пунктов общей кислотности Фишера. Общая кислотность Фишера определяется путем того, что применяется оттитрованная проба титрования свободной кислоты и к ней добавляют 25 мл 30%-ного раствора оксалата калия и примерно 15 капель фенолфталеина, причем прибор для титрования выставляют на ноль, благодаря чему вычитается число пунктов свободной кислоты и проводится титрование до изменения окраски от желтого до красного. Число израсходованных на это мл водного раствора едкого натра с концентрацией 0,1 н дает число пунктов общей кислотности Фишера.
Температура использования фосфатирующего раствора предпочтительно лежит примерно в области комнатной температуры или, в частности, в области от 10°С до 95°С.Особенно предпочтительным является температурный интервал от 15°С до 40°С. При электролитическом фосфатировании температура использования фосфатирующего раствора предпочтительно лежит в области от 10°С до 60°С, в частности, от 15°С до 40°С.
Время обработки составляет - при поточном процессе при необходимости для соответствующего участка удлиненного изделия - предпочтительно от 0,1 до 180 секунд, особенно предпочтительно от 1 до 20 или от 2 до 10 секунд, в частности, для проволоки, или соответственно от 5 до 100 секунд для обрабатываемого изделия, имеющего по сравнению с проволокой поверхность большего размера, такого как, например, полуфабрикаты для изготовления туб и баллонов или/и стержни. В оборудовании проточного типа время обработки особенно предпочтительно может находиться в области от 0,5 до 10 секунд, в частности, от 1 до 5 секунд. Во многих вариантах исполнения изобретения адгезия фосфатного слоя, полученного электролитическим способом в оборудовании проточного типа, к металлической основе немного снижается, если время обработки составляет менее 1 с или/и более 10 секунд. Фосфатные слои, которые осаждались при этом электрохимическим способом в оборудовании проточного типа, были образованы таким образом, что адгезия полимерного органического покрытия согласно изобретению к этому фосфатному слою была практически не зависящей от времени обработки при электролитическом фосфатировании: при изменении времени обработки от 1 до 10 секунд не обнаружилось различия в качестве. Для обрабатываемого изделия большого размера, в частности, для длинного или бесконечного, подходит контактирование с помощью Fakirbett, на котором это обрабатываемое изделие может опираться на отдельные точки и при этом может подвергаться электрическому контакту. При погружении в раствор, прежде всего, в случае металлических обрабатываемых изделий большего размера или/и длины, время обработки часто может составлять от 0,5 до 12 минут, в частности, от 5 до 10 минут.
Сила тока зависит от величины одной или нескольких металлических поверхностей, на которые надлежит нанести покрытие, и часто находится в интервале от 100 до 1000 А, например, в случае каждой отдельной проволоки в оборудовании проточного типа, а также часто в интервале от 0,1 до 100 А для каждой отдельной заготовки или/и стержня, и таким образом, в большинстве случаев в области от 1 до 1000 А на каждый компонент.
Напряжение получается автоматически из приложенной силы тока или соответственно плотности тока. Плотность тока, в значительной степени независимо от составляющих постоянного тока или/и переменного тока, находится предпочтительно в области от 1 до 200 А/дм2, особенно предпочтительно в области от 5 до 150, от 8 до 120, от 10 до 100, от 12 до 80, от 14 до 16, от 16 до 40, от 18 до 30 или от 20 до 25 А/дм2. Напряжение, прежде всего, в зависимости от величины оборудования и способа контактирования, часто лежит в области от 0,1 до 50 В, в частности, в области от 1 до 40 В, 2,5 до 30, от 5 до 20 или от 7 до 12 В. Значения времени нанесения покрытий при электролитическом фосфатировании могут находиться, в частности, в области от 0,1 до 60, от 0,5 до 50, от 1 до 40, от 2 до 30, от 3 до 25, от 4 до 20, от 5 до 15 или от 8 до 12 секунд.
Неожиданно было установлено, что для увеличения производства особенно предпочтительной может быть работа в условиях коротких или особенно коротких значений времени нанесения покрытий, если плотность тока и напряжение соответственно выбираются выше. При этом очень хорошей возможностью обладает режим работы при времени от 0,2 до 2 секунд. В основном получались такие же хорошие результаты нанесения покрытий, как и при работах с более низкими плотностями тока и более низкими напряжениями в течение несколько больших значений времени нанесения покрытий. Разумеется, что при несколько более высоких содержаниях цинка в фосфатирующем растворе следует обращать внимание на то, чтобы при высоких плотностях тока и высоких напряжениях не осаждался металлический цинк. Чем выше содержание цинка, плотность тока и напряжение, тем больше вероятность того, что при этом также будет осаждаться металлический цинк, что, как правило, создает помехи при холодной штамповке.
В качестве тока для электролитического фосфатирования может использоваться постоянный ток, или переменный ток, или наложение постоянного и переменного токов. Предпочтительно при электролитическом фосфатировании работают с постоянным током или с наложением постоянного тока и переменного тока. Постоянный ток может иметь амплитуду (= плотности тока) в области от 1 до 200 А/дм2, особенно предпочтительно в области от 5 до 150, от 8 до 120, от 10 до 100, от 12 до 80, от 14 до 60, от 16 до 40, от 18 до 30 или от 20 до 25 А/дм2. Переменный ток предпочтительно может иметь частоту в области от 0,1 до 100 Гц, особенно предпочтительно в области от 0,5 до 10 Гц. Переменный ток предпочтительно может иметь амплитуду в области от 0,5 до 30 А/дм2, особенно предпочтительно в области от 1 до 20 А/дм2, в высшей степени предпочтительно от 1,5 до 15 А/дм2, в частности, в области от 2 до 8 А/дм2.
При наложении постоянного тока и переменного тока только что перечисленные электрические условия могут комбинироваться. При наложении постоянного и переменного токов соотношение доли постоянного тока и доли переменного тока, как и приведенные выше электрические условия, могут варьироваться в широких пределах. Предпочтительно соотношение доли постоянного тока и доли переменного тока поддерживается в области от 20:1 до 1:10, особенно предпочтительно в области от 12:1 до 1:4, в высшей степени предпочтительно в области от 8:1 до 1:2, прежде всего, в области от 6:1 до 1:1, в пересчете на доли, измеряемые в А/дм2.
Материал, на который следует нанести покрытие, при этом подсоединен в качестве катода. Однако в случае, если материал, подлежащий нанесению покрытия, подсоединен в качестве анода, то при известных условиях бывает лишь эффект протравливания, однако, при этих условиях не образуется хорошо различимого покрытия.
Фосфатные покрытия, полученные согласно изобретению, часто при изучении с растровым электронным микроскопом демонстрируют, в отличие от сравнимых с химической точки зрения фосфатных покрытий, осажденных без использования тока, не типичные формы кристаллов, а, с одной стороны, структуры, похожие на частицы, которые часто подобно коротким отрезкам трубок открыты в середине и имеют такой вид, как если бы они были образованы вокруг мелких водородных пузырьков. Эти структуры часто имеют средний размер частиц в области от 1 до 8 мкм.
При этом удается с помощью добавки определенных ускорителей, таких как, например, нитрогуанидин, сделать пузырьки водорода меньше, с другой стороны, с помощью добавки восстановителя, такого как, например, имеющего в основе неорганическую или органическую кислоту, ее солей или/и сложного эфира, полностью избежать того, чтобы фосфатные покрытия имели слишком разобщенную структуру. Особенно предпочтительным является добавлять к фосфатирующему раствору восстановитель, предпочтительно в области концентраций от 0,1 до 15 г/л, который в области показателей pH между 1 и 3 не образует плохо растворимых соединений с кальцием, магнием или/и марганцем, для того, чтобы влиять на морфологию фосфатного покрытия, прежде всего, с целью выравнивания. В случае фосфатных покрытий недостаточной гомогенности, которые являются недостаточно сплошными, в различных областях образца можно различить до некоторой степени отчетливые различия в строении фосфатного покрытия. Следовательно, все фосфатные покрытия согласно изобретению значительно отличаются от фосфатных покрытий, осаждаемых без применения тока.
В качестве основного компонента осаждаемого электролитически фосфатного покрытия с высоким содержанием кальция рентгенографическим методом был обнаружен брушит CaHPO4, а, что примечательно, не трикальцийфосфат. При экспериментах аналогичные фосфатирующие растворы с высоким содержанием кальция в отсутствие тока совершенно не образовывали покрытие. Представляется, что основной компонент получаемого электролитическим путем фосфатного покрытия с высоким содержанием магния, в отличие от фосфатного покрытия, осаждаемого в отсутствие тока, является аморфным по рентгеновскому спектру. Кажется, что основной компонент получаемого электролитическим путем фосфатного покрытия с высоким содержанием марганца представлен в виде MnHPO4·3H2O.
Массы получаемых пленок фосфатного покрытия для проволоки предпочтительно находятся в области от 1 до 25 г/м2, в частности, в области от 2 до 15 или от 3 до 10 г/м2, а для металлического изделия, имеющего по сравнению с проволокой большую поверхность, в области от 2 до 60 г/м2. При электролитическом фосфатировании масса пленки получается как функция плотности тока и времени обработки. Фосфатное покрытие зачастую имеет толщину в области от 0,5 до 40 мкм, во многих случаях в области от 1 до 30 мкм.
Жидкие смазочные материалы или соответственно композиции смазочных материалов могут наноситься на обрабатываемое изделие, например, с помощью погружения в ванну. Порошкообразные или пастообразные смазочные материалы или соответственно композиции смазочных материалов предпочтительно находятся в передаточном механизме фильеры для волочения проволоки, с помощью которого, например, проволока протягивается, и при этом может наноситься слой покрытия.
Во многих вариантах исполнения изобретения фосфатирующий раствор предпочтительно не содержит, или в основном не содержит бората, или помимо сравнительно малого содержания бората также имеет в сравнении с ним большое содержание фосфата. Предпочтительно фосфатирующий раствор, содержащий щелочноземельные металлы, не содержит фторида или комплексного фторида.
Термин «композиция смазочных материалов» обозначает стадии от водной через подсушенную и до сухой композиции смазочных материалов как химическую композицию, фазы соответствующей композиции и массу соответствующей композиции, в то время как термин «покрытие» обозначает сухое, прогретое, размягченное или/и расплавленное покрытие, которое образуется или/и было образовано из композиции смазочных материалов, включая его химическую композицию, фазы соответствующей композиции и массу соответствующей композиции. Водная композиция смазочных материалов может представлять собой дисперсию или раствор, прежде всего, раствор, коллоидный раствор, эмульсию или/и суспензию. Обычно она имеет показатель pH в области от 7 до 14, в частности, от 7,5 до 12,5 или от 8 до 11,5, особенно предпочтительно от 8,5 до 10,5 или от 9 до 10.
Предпочтительно композиция смазочных материалов или/и образованное из нее покрытие имеют содержание по меньшей мере одного водорастворимого, водосодержащего или/и связывающего воду оксида или/и силиката, а также содержание по меньшей мере одного иономера, по меньшей мере одного неиономерного соединения или/и по меньшей мере одного воска, а также при необходимости содержание по меньшей мере одной добавки. Особенно предпочтительно во многих вариантах исполнения изобретения она дополнительно в каждом из случаев имеет также по меньшей мере содержание акриловой кислоты/метакриловой кислоты или/и стирола, в частности, в виде одного или нескольких полимеров или/и в виде одного или нескольких сополимеров, которые не являются иономерными. Предпочтительно композиция смазочных материалов или/и образованное из нее покрытие имеют соответствующее содержание по меньшей мере 5% масс. соответственно по меньшей мере одного иономера или/и неиономерного соединения.
Предпочтительно органический полимерный материал в основном состоит из мономеров, олигомеров, соолигомеров, полимеров или/и сополимеров на основе иономера, акриловой кислоты/метакриловой кислоты, эпоксида, этилена, полиамина, пропилена, стирола, уретана, их одного или нескольких сложных эфиров или/и одной или нескольких их солей. При этом под термин «иономер» подпадает содержание свободных или/и ассоциированных ионов.
Оксиды или/и силикаты
Неожиданно было установлено, что уже при очень незначительном добавлении водорастворимого, водосодержащего или/и связывающего воду оксида или/и силиката, такого как, например, растворимое стекло, к в основном органической полимерной композиции в некоторых вариантах исполнения изобретения достигается явное улучшение холодной штамповки при одинаковых остальных условиях, а также может производиться более сильное изменение формы, чем в случае сравнимых композиций смазочных материалов, не содержащих эти соединения. С другой стороны, обнаружилось, что обрабатываемые изделия с покрытием, имеющим очень высокое содержание водорастворимого, водосодержащего или/или связывающего воду оксида или/и силиката внутри в остальном преимущественно органической полимерной композиции, также могут подвергаться изменению формы в выигрышном варианте. При этом для многих вариантов исполнения изобретения оптимальное значение оказалось лежащим в низких или/и в средних областях состава композиции.
В экспериментах с более широким спектром продуктов было установлено, что в случае композиций смазочных материалов или/и покрытий, имеющих содержание водорастворимого, водосодержащего или/или связывающего воду оксида или/и силиката, такого как, например, растворимое стекло, в гораздо большем объеме, чем до сих пор, можно отказаться, с одной стороны, от дополнительного слоя твердого смазочного материала на основе сульфидных смазочных материалов, таких как, например, сульфид молибдена, а, с другой стороны, от третьего слоя на основе сульфидного смазочного материала. В первом случае этот слой смазочных материалов является вторым покрытием, во втором случае - третьим покрытием, которое следует за слоем фосфата цинка в качестве первого покрытия. Эта возможность частичного отказа от использования твердого смазочного материала представляет собой не только ощутимую экономию трудовых и материальных затрат и упрощение процедуры, но и также экономит по меньшей мере одно дорогостоящее, экологически небезопасное, сильно окрашивающее в черный цвет, а также вредное в отношении загрязнения и восприимчивости к коррозии вещество.
В то время как раньше этот спектр продуктов покрывался бы примерно до 60% от этого спектра продуктов мылом, а на оставшиеся приблизительно 40% этого спектра продуктов сульфидом молибдена, а также при необходимости графитом, в качестве соответственно второго слоя после слоя фосфата цинка, в настоящее время этот спектр продуктов покрывался бы скорее сначала слоем фосфата цинка, затем традиционной органической полимерной композицией смазочных материалов, а также при необходимости дополнительно в случае нужды третьим слоем на основе сульфидного смазочного материала и при необходимости дополнительно графитом. Сульфидный смазочный материал был необходим при всех процессах холодной штамповки со средней и интенсивной нагрузкой. Поскольку слой мыла не давал возможности прецизионной холодной штамповки, то есть, точности прессования обрабатываемого изделия, подвергнутого изменению формы, то в отдельных случаях зарекомендовала себя органическая полимерная композиция смазочных материалов, которая является явно более высококачественной, чем покрытие на основе мыла, несмотря на более высокую стоимость. Однако она не содержала водорастворимых, водосодержащих или/и связывающих воду оксидов или/и силикатов. При этом варианте способа приблизительно до 40% спектра продуктов требовали бы дополнительного третьего слоя. При использовании слоя фосфата цинка в качестве первого покрытия, а также композиции смазочных материалов согласно изобретению в качестве второго покрытия, дополнительное третье покрытие на основе сульфидного смазочного материала теперь является необходимым только для спектра продуктов в количестве от 12 до 20%.
Водорастворимый, водосодержащий или/и связывающий воду оксид или/и силикат предпочтительно может представлять собой соответственно по меньшей мере одно растворимое стекло, силикагель, кизельзоль, гидрозоль кремниевой кислоты, сложный эфир кремниевой кислоты, этилсиликат или/и соответственно по меньшей мере один продукт их осаждения, продукт гидролиза, продукт конденсации или/и продукт реакции, в частности, растворимое стекло, содержащее литий, натрий или/и калий. Предпочтительно с водорастворимым, водосодержащим или/и связывающим воду оксидом или/и силикатом соединено или связано содержание воды в области от 5 до 85% масс, в пересчете на содержание твердого вещества, предпочтительно в области от 10 до 75, от 15 до 70, от 20 до 65, от 30 до 60 или от 40 до 50% масс., причем обычное содержание воды в зависимости от типа оксида или/и силиката может иметь явно различающиеся количества воды. Вода может быть связана или/и соединена с твердым веществом, например, благодаря растворимости, адсорбции, смачиванию, химическому связыванию, пористой структуре, сложной форме частиц, сложной формы агрегатов или/и промежуточным слоям. Эти вещества, связанные или/и соединенные с водой, в композиции смазочных материалов или/и в покрытии, очевидно, действуют аналогично слою, благоприятствующему скольжению. Также может использоваться смесь из двух или по меньшей мере из трех веществ этой группы. Наряду или вместо натрия или/и калия могут содержаться другие катионы, в частности, ионы аммония, другие ионы щелочных металлов, отличные от ионов натрия или/и калия, ионы щелочноземельных металлов или/и ионы переходных металлов. Эти ионы по меньшей мере частично могут подвергаться ионному обмену. Вода в водорастворимом, водосодержащем или/и связывающем воду оксиде или/и силикате может соответственно по меньшей мере частично существовать в виде кристаллизационной воды, в виде растворителя, быть адсорбированной, связанной в объеме пор, в виде дисперсии, эмульсии, в виде геля или/и в виде золя. Особенно предпочтительным является по меньшей мере одно растворимое стекло, прежде всего, растворимое стекло, содержащее натрий. В качестве альтернативы или дополнительно может содержаться также по меньшей мере один оксид, такой как, например, соответственно по меньшей мере один диоксид кремния, или/и оксид магния, или/и соответственно по меньшей мере один силикат, такой как, например, соответственно по меньшей мере один слоистый силикат, модифицированный силикат или/и силикат щелочноземельного металла. Предпочтительно этот по меньшей мере один оксид или/и силикат присутствует в растворенной форме, в нанокристаллической форме, в виде геля или/и в виде золя. При необходимости раствор также может иметь вид коллоидного раствора. В случае, когда водорастворимый, водосодержащий или/и связывающий воду оксид или/и силикат присутствует в виде частиц, он предпочтительно существует в очень мелкозернистой форме, в частности, со средним размером частиц менее 0,5 мкм, меньше 0,1 или даже менее 0,03 мкм, соответственно определяемым с помощью лазерного анализатора размеров частиц или/и анализатора наночастиц.
Водорастворимые, водосодержащие или/и связывающие воду оксиды или/и силикаты во многих вариантах исполнения изобретения помогают при увеличении вязкости высушенного, размягчаемого и расплавляемого покрытия и часто действуют в качестве связующего вещества, гидрофобизатора и в качестве средства, защищающего от коррозии. Оказалось, что в качестве водорастворимого, водосодержащего или/и связывающего воду оксида или/и силиката особенно хорошо ведет себя растворимое стекло. При добавлении, например, от 2 до 5% масс. растворимого стекла, в пересчете на твердое или действующее вещество, к водной композиции смазочных материалов вязкость высушенного, размягчаемого и расплавляемого покрытия во многих вариантах исполнения изобретения, в частности при температурах, составляющих больше 230°С, отчетливо повышается по сравнению с композицией смазочных материалов, имеющей такую же химическую основу, однако, без добавления растворимого стекла. Благодаря этому становится возможной более высокая механическая нагрузка при холодной штамповке. Только благодаря этому также было возможно для многих композиций и случаев использования применить прессование холодным выдавливанием, которое не могло быть использовано в отсутствие этой добавки. Механический износ штампующего инструмента, а также количество смен инструмента благодаря этому резко сокращаются. Стоимость изготовления благодаря этому также явно снижается.
Оказалось, что штампующий инструмент становится чище и имеет более гладкую поверхность при увеличивающемся содержании растворимого стекла в композиции смазочных материалов при одинаковых остальных рабочих условиях и равных составах оснований. С другой стороны, также было возможно повысить содержание растворимого стекла в композиции смазочных материалов до величины примерно 85% масс. от твердого и действующего вещества и все еще достигать результатов от хороших до очень хороших. При содержаниях более, чем 80% масс. от твердого и действующего вещества отчетливо увеличивается износ. По-видимому, оптимальное значение находится где-то среди нижних или/и средних областей содержания, поскольку при очень высоких содержаниях износ штампующего инструмента снова медленно увеличивается. В случае добавки на основе диоксида титана или сульфат-оксида титана был обнаружен несколько более сильный износ, чем в случае добавки растворимого стекла, хотя эта добавка в основном оказалась пригодной. Также оказалось предпочтительным добавление дисиликата.
Содержание водорастворимых, водосодержащих или/и связывающих воду оксидов или/и силикатов в композиции смазочных материалов или/и в образованном из нее покрытии предпочтительно составляет от 0,1 до 85, от 0,3 до 80 или от 0,5 до 75% масс. от твердого и действующего вещества, особенно предпочтительно от 1 до 72, от 5 до 70, от 10 до 68, от 15 до 65, от 20 до 62, от 25 до 60, от 30 до 58, от 35 до 55 или от 40 до 52% масс. от твердого и действующего вещества, будучи определено без содержания воды, соединенной или связанной с ними. Массовое соотношение содержания водорастворимых, водосодержащих или/и связывающих воду оксидов или/и силикатов и содержания одного или нескольких иономеров или/и одного или нескольких неиономерных соединений в композиции смазочных материалов или/и в покрытии предпочтительно находится в области от 0,001:1 до 0,2:1, особенно предпочтительно в области от 0,003:1 до 0,15:1, от 0,006:1 до 0,1:1 или от 0,01:1 до 0,02:1.
Иономеры
Иономеры представляют собой особый вид полиэлектролитов. Предпочтительно они в основном состоят из иономерных сополимеров, при необходимости совместно с соответствующими ионами, мономерами, сомономерами, олигомерами, соолигомерами, полимерами, их сложными эфирами или/и их солями. Блоксополимеры и привитые сополимеры рассматриваются в качестве подгруппы сополимеров. Предпочтительно иономеры представляют собой соединения на основе акриловой кислоты/метакриловой кислоты, этилена, пропилена, стирола, их одного или нескольких сложных эфиров или/и их одной или нескольких солей или смеси по меньшей мере с одним из этих иономерных соединений. Композиция смазочных материалов или/и образованное из нее покрытие могут или не содержать вовсе или иметь содержание по меньшей мере одного иономера в области от 3 до 98% масс. от твердого и действующего вещества. Предпочтительно содержание по меньшей мере одного иономера составляет от 5 до 95, от 10 до 90, от 15 до 85, от 20 до 80, от 25 до 75, от 30 до 70, от 35 до 65, от 40 до 60 или от 45 до 55% масс. от твердого и действующего вещества композиции смазочных материалов или/и образованного из нее покрытия. В зависимости от желаемого спектра свойств и применения определенного обрабатываемого изделия, которое следует подвергнуть формованию, а также от процесса холодной штамповки, композиция смазочных материалов или/и образованное из нее покрытие могут иметь различную направленность и сильно изменяться.
Композиция смазочных материалов или/и образованное из нее покрытие могут содержать по меньшей мере один иономер с преимущественным содержанием по меньшей мере одного сополимера, в частности, сополимера на основе полиакрила, полиметакрила, полиэтилена или/и полипропилена. При необходимости иономер имеет температуру перехода в стекловидное состояние Tg в области от -30°С до +40°С, предпочтительно в области от -20°С до +20°С. Молекулярная масса иономера предпочтительно лежит в пределах от 2000 до 15000, особенно предпочтительно в пределах от 3000 до 12000 или от 4000 до 10000. Особенно предпочтительно композиция смазочных материалов или/и образованное из нее покрытие содержат по меньшей мере один иономер на основе этиленакрилата или/и этиленметакрилата, предпочтительно иономер с молекулярной массой в области от 3500 до 10500, особенно предпочтительно в области от 5000 до 9500, или/и с температурой перехода в стекловидное состояние Tg в области от -20°С до +30°С. В случае по меньшей мере одного иономера на основе этиленакрилата или/и этилен метакрилата доля акрилата может составлять примерно до 25% масс. Несколько более высокая молекулярная масса может быть предпочтительной для покрытий с более высокой механической прочностью. Поскольку намечается тенденция, что более высокая молекулярная масса иономера, а также более высокая вязкость композиции в интервале температур примерно от 100°С до величин порядка приблизительно 300, 350 или 400°С благоприятно сказывается на способности полученного из нее покрытия выдерживать механические нагрузки и предоставляет возможность холодной штамповки с большей нагрузкой. При необходимости, в частности, при сушке или/и при холодной штамповке может использоваться полимерная сшивка иономера, например, с помощью соответственно по меньшей мере одного амина, карбоната, эпоксида, гидроксида, оксида, поверхностно-активного вещества или/и с помощью соединения, содержащего по меньшей мере одну карбоксильную группу. Чем выше доля иономера в композиции смазочных материалов или/и в покрытии, тем более интенсивные по нагрузке виды холодной штамповки возможны во многих вариантах исполнения изобретения. Во многих случаях добавки иономера служат также для того, чтобы на начальной стадии холодной штамповки, в частности, в случае холодного обрабатываемого изделия и холодного штампующего инструмента уже обеспечивать смазывание и снижать трение. Это тем важнее, чем проще или/и слабее холодная штамповка, и чем ниже температура при формовании.
Температура плавления по меньшей мере одного иономера во многих вариантах исполнения изобретения предпочтительно находится в области от 30 до 85°С. Его температура перехода в стекловидное состояние предпочтительно лежит ниже 35°С. По меньшей мере один иономер добавляется предпочтительно в виде дисперсии.
Неиономерные соединения
Кроме того, в композиции смазочных материалов или/и в образованном из нее покрытии, в частности, в полимерном органическом материале могут содержаться другие органические полимерные компоненты, такие как, например, олигомеры, полимеры или/и сополимеры на основе акриловой кислоты/метакриловой кислоты, амида, амина, арамида, эпоксида, этилена, имида, сложного полиэфира, пропилена, стирола, уретана, их одного или нескольких сложных эфиров или/и их одной или нескольких солей, которые не следует рассматривать в качестве иономеров (= «неиономерные соединения»), К таким относятся также, например, полимеры/сополимеры на основе акриловой кислоты, сложного эфира акриловой кислоты, метакриловой кислоты, сложного эфира метакриловой кислоты, полностью ароматические полиамиды, полностью ароматические сложные полиэфиры, полностью ароматические полиимиды или/и стиролакрилаты. Блоксополимеры и привитые сополимеры рассматриваются как подгруппа сополимеров.
В зависимости от варианта исполнения изобретения они служат для увеличения вязкости при повышенной температуре, в качестве смазочных материалов, в качестве высокотемпературных смазочных материалов, для увеличения вязкости, прежде всего, в области температур от 100 до 250, от 100 до 325 или даже от 100 до 400°С, в качестве веществ, стабильных при высокой температуре, как вещества с воскоподобными свойствами, в качестве загустителей (= регуляторы вязкости), в качестве добавок, для достижения дополнительных областей размягчения/точек размягчения, или/и областей плавления/точек плавления или/и для появления у композиции смазочных материалов нескольких областей размягчения/точек размягчения, или/и областей плавления/точек плавления в определенных температурных промежутках. Среди прочего, многие акрилсодержащие полимеры/сополимеры и многие стиролакрилаты могут действовать как загустители.
Полиэтилен или полипропилен предпочтительно могут быть модифицированы при помощи пропилена, этилена, их соответствующих полимеризатов или/и с помощью дополнительных добавок, таких как акрилат. Предпочтительно они могут обладать воскоподобными свойствами. Предпочтительно они могут иметь по меньшей мере одну область размягчения/точку размягчения или/и по меньшей мере одну область плавления/точку плавления в интервале от 80 до 250°С.
Полимеры или/и сополимеры этих веществ предпочтительно имеют молекулярную массу в области от 1000 до 500000. Одни вещества предпочтительно имеют молекулярную массу в области от 1000 до 30000, другие вещества в области от 25000 до 180000 или/и в области от 150000 до 350000. Вещества с особенно высокой молекулярной массой могут использоваться в качестве загустителей. Также действием загустителя может обладать добавка акрил- или/и стиролакрилата. Во многих вариантах исполнения изобретения к содержащей иономер композиции смазочных материалов или/и к покрытию добавляются или соответственно добавлены одно, два, три, четыре или пять различных неиономерных соединений. Композиция смазочных материалов или/и образованное из нее покрытие предпочтительно не содержат по меньшей мере одного неиономерного соединения или имеют его содержание в области от 0,1 до 90% масс. от твердого и действующего вещества. Особенно предпочтительно содержание по меньшей мере одного неиономерного соединения составляет от 0,5 до 80, от 1 до 65, от 3 до 50, от 5 до 40, от 8 до 30, от 12 до 25 или от 15 до 20% масс. от твердого и действующего вещества композиции смазочных материалов или соответственно покрытия.
Как иономеры, в индивидуальном или предварительно смешанном виде, так и неиономерные соединения, в индивидуальном или предварительно смешанном виде, могут в каждом из случаев, независимо друг от друга добавляться к водной композиции смазочных материалов в виде раствора, коллоидного раствора, дисперсии или/и эмульсии.
Особенно предпочтительно композиция смазочных материалов в качестве неиономерных соединений содержит следующие соединения, которые не являются восками согласно данной заявке:
a) от 0,1 до 50% масс. и, в частности, от 5 до 30% масс. преимущественно воскообразного полиэтилена или/и воскообразного полипропилена, соответственно имеющих по меньшей мере одну область размягчения/точку размягчения или/и область плавления/точку плавления выше 120°С,
b) от 0,1 до 16% масс. и, в частности, от 3 до 8% масс. в основном полиакрилата с молекулярной массой в области от 4000 до 1500000, особенно предпочтительно в области от 400000 до 1200000, или/и
c) от 0,1 до 18% масс. и, в частности, от 2 до 8% масс. полимера/сополимера на основе стирола, акриловой кислоты или/и метакриловой кислоты с молекулярной массой в области от 120000 до 400000 или/и с температурой перехода в стекловидное состояние Tg в области от 30 до 80°С.
Иономеры или/и неиономерные соединения могут по меньшей мере частично, в частности, в случае компонентов акриловой кислоты для полимера согласно b) и с), предпочтительно при условиях применения частично, в частности, в преобладающей части или полностью, присутствовать в виде солей неорганических или/и органических катионов. В случае, когда в композиции смазочных материалов содержится также неиономерное соединение, массовое соотношение содержания одного или нескольких иономеров и одного или нескольких неиономерных соединений предпочтительно находится в интервале от 1:3 до 50:1, особенно предпочтительно в интервале от 1:1 до 35:1, от 2:1 до 25:1, от 4:1 до 18:1 или от 8:1 до 12:1.
Композиция смазочных материалов или/и полученное из нее покрытие имеют общее содержание соответствующего по меньшей мере одного иономера или/и неиономерного соединения предпочтительно равное нулю или в области от 3 до 99% масс. от твердого и действующего вещества. Особенно предпочтительно это содержание составляет от 10 до 97, от 20 до 94, от 25 до 90, от 30 до 85, от 35 до 80, от 40 до 75, от 45 до 70, от 50 до 65 или от 55 до 60% масс. от твердого и действующего вещества композиции смазочных материалов или/и покрытия. В это включены также загустители на основе неиономерных соединений. В зависимости от намеченных условий применения и процесса холодной штамповки, а также в зависимости от формы выполнения композиции смазочных материалов или/и покрытия содержание одного или нескольких иономеров или/и одного или нескольких неиономерных соединений может колебаться в широких пределах. Особенно предпочтительным является по крайней мере содержание по меньшей мере одного иономера.
Предпочтительно совокупный органический полимерный материал - это понятие должно включать один или несколько иономеров или/и одно или несколько неиономерных соединений, но не должно включать воски - имеет среднее кислотное число в области от 20 до 300, особенно предпочтительно в области от 30 до 250, от 40 до 200, от 50 до 160 или от 60 до 100. Термин «совокупный органический полимерный материал» должен включать один или несколько иономеров или/и одно или несколько неиономерных соединений, но не должен включать воски.
Нейтрализующий агент
Особенно предпочтительным является, если в композиции смазочных материалов или/и в покрытии по меньшей мере один иономер или/и по меньшей мере одно неиономерное соединение по крайней мере частично нейтрализуются, по меньшей мере частично омыляются или/и по меньшей мере частично присутствуют в виде по меньшей мере одной органической соли. Термин «нейтрализация» при этом означает по меньшей мере частичное взаимодействие по меньшей мере одного органического полимерного вещества, содержащего карбоксильные группы, то есть, прежде всего, по меньшей мере одного иономера или/и по меньшей мере одного неиономерного соединения, с соединением, имеющим основные свойства (= нейтрализующим агентом), для того, чтобы по меньшей мере частично образовать органическую соль (солеобразование). В случае, если при этом также взаимодействует по меньшей мере один сложный эфир, то можно говорить об омылении. Для нейтрализации композиции смазочных материалов в качестве нейтрализующего агента предпочтительно применяется соответственно по меньшей мере один первичный, вторичный или/и третичный амин, аммиак или/и по меньшей мере один гидроксид, например, гидроксид аммония, по меньшей мере один гидроксид щелочного металла, такой как, например, гидроксид лития, натрия или/и калия или/и по меньшей мере один гидроксид щелочноземельного металла. Особенно предпочтительной является добавка по меньшей мере одного алкиламина, по меньшей мере одного аминоспирта или/и по меньшей мере одного родственного им амина, такого как, например, соответственно по меньшей мере один алканоламин, аминоэтанол, аминопропанол, дигликольамин, этаноламин, этилендиамин, моноэтаноламин, диэтаноламин или/и триэтаноламин, в частности, диметилэтаноламин, 1-(диметиламино)-2-пропанол или/и 2-амино-2-метил-1-пропанол (АМП). По меньшей мере одна органическая соль, в частности, по меньшей мере одна соль неорганического или/и органического катиона, такого как, ион аммония, может образовываться, например, при добавлении по меньшей мере одного нейтрализующего агента к по меньшей мере одному иономеру, или/и по меньшей мере к одному неиономерному соединению, или/и к смеси, которая содержит по меньшей мере один из этих полимерных органических материалов, а также при необходимости по меньшей мере один дополнительный компонент, такой как, например, по меньшей мере один воск или/и по меньшей мере одну добавку. Образование соли может протекать перед получением, или/и во время получения композиции смазочных материалов, или/и в самой композиции смазочных материалов. Нейтрализующий агент, в частности, по меньшей мере один аминоспирт, многократно образует соответствующие соли по меньшей мере с одним иономером или/и по меньшей мере с одним неиономерным соединением в области температур от комнатной температуры примерно до 100°С, в частности, при температурах в интервале от 40 до 95°С. Предполагается, что во многих вариантах исполнения изобретения нейтрализующий агент, в частности, по меньшей мере один аминоспирт, может вступать в химическое взаимодействие с водорастворимым, водосодержащим или/и связывающим воду оксидом или/и силикатом, и при этом образуется продукт реакции, проявляющий благоприятные свойства при холодной штамповке.
Во многих вариантах исполнения изобретения оказалось благоприятным, предварительно добавлять по меньшей мере один амин, прежде всего, по меньшей мере один аминоспирт, к отдельному иономеру, отдельному неиономерному соединению, смеси, содержащей по меньшей мере один иономер или/и смеси, содержащей по меньшей мере одно неиономерное соединение, при получении водной композиции смазочных материалов. Предварительное добавление часто имеет преимущество, чтобы сделать возможной реакцию с образованием органических солей. Как правило, амины вступают в реакцию с любым органическим полимерным материалом, который содержит карбоксильные группы, если температуры для реакции являются достаточно высокими. Эти реакции протекают предпочтительно приблизительно в районе или выше температуры точки плавления/области плавления соответствующих полимерных соединений. Если температура остается ниже точки плавления/области плавления соответствующих полимерных соединений, то часто превращение в органическую соль не протекает. В таком случае это не сможет облегчить очистку обрабатываемого изделия, подвергнутого штамповке. Тогда в качестве альтернативы остаются только возможности, вводить соответствующие полимерные соединения в реакцию отдельно и с большими затратами, при высоком давлении и повышенной температуре или/и добавлять к композиции смазочных материалов соединения, уже вступившие в реакцию такого рода. Водные композиции смазочных материалов с добавкой аммиака предпочтительно не должны нагреваться выше 30°С. Водные композиции смазочных материалов с добавкой по меньшей мере одного амина предпочтительно должны выдерживаться в интервале температур от 60 до 95°С, в котором происходят многие реакции образования солей аминов.
Добавление по меньшей мере одного нейтрализующего агента, такого как, например, по меньшей мере один амин или/и по меньшей мере один аминоспирт, способствует тому, чтобы сделать органический полимерный материал лучше растворяющимся в воде или/и лучше диспергирующимся в воде. Реакции образования соответствующих солей предпочтительно протекают с растворенным в воде или/и диспергированным в воде органическим полимерным материалом. Особенно предпочтительным является, чтобы по меньшей мере один нейтрализующий агент, в частности, по меньшей мере один амин добавлялся к различным компонентам водной композиции смазочных материалов уже заблаговременно, при смешивании, и благодаря этому при необходимости по меньшей мере один уже содержащийся органический полимерный материал или/и по меньшей мере один добавляемый к нему полимерный органический материал по меньшей мере частично нейтрализуется.
Предпочтительно нейтрализующий агент добавляется в избытке или/и в избытке содержится в композиции смазочных материалов или/и в покрытии.
По меньшей мере один нейтрализующий агент, в частности, по меньшей мере один аминоспирт, может при этом применяться также для регулирования уровня pH смеси или соответственно водной композиции смазочных материалов.
Органические соли по сравнению с иономерами или/и по сравнению с неиономерными соединениями имеют то преимущество, что часто они являются лучше растворимыми в воде или/и лучше диспергируются в воде, чем соответствующие иономеры или/и неиономерные соединения. Следовательно, как правило, покрытия и отложения после холодной штамповки могут лучше удаляться с отформованной обрабатываемой детали. Зачастую в присутствии органических солей получаются более низкие области размягчения/точки размягчения или/и более низкие области плавления/точки плавления, что часто является предпочтительным. При необходимости также получаются лучшие смазывающие свойства для желаемых условий переработки.
В качестве органических солей предпочтительными являются прежде всего соли аминов или/и органические аммониевые соли. В высшей степени предпочтительными являются соли аминов, поскольку они после нанесения водной композиции смазочных материалов не сильно изменяют ее состав, а также обладают более высокой растворимостью в воде или/и диспергируемостью в воде, а поэтому способствуют тому, чтобы после холодной штамповки покрытие и отложения сравнительно легко удалялись с отформованного обрабатываемого изделия. В случае органических аммониевых солей, напротив, после нанесения водной композиции смазочных материалов быстро улетучивается аммиак, что может не только представлять собой появление неприятного запаха, но и обусловливать обратную реакцию аммониевых солей с образованием исходных органических полимерных веществ, которые в таком случае позднее могут удаляться хуже, чем соли аминов. При этом возникает химически стойкое, а также весьма устойчивое в воде покрытие. При использовании в качестве нейтрализующих агентов одного или нескольких гидроксидов часто получается довольно твердое и хрупкое, однако, чувствительное к воде покрытие.
Содержание в композиции смазочных материалов по меньшей мере одного нейтрализующего агента, в частности, также по меньшей мере одного аминоспирта, прежде всего, в зависимости от кислотного числа иономера или соответственно неиономерного соединения, в начале реакции нейтрализации может предпочтительно составлять ноль или находиться в области от 0,05 до 15, от 0,2 до 12, от 0,5 до 10, от 0,8 до 8, от 1 до 6, от 1,5 до 4 или от 2 до 3% масс. от твердого и действующего вещества. Более высокое содержание может быть предпочтительным во многих вариантах исполнения изобретения, в частности, при добавлении по меньшей мере одного амина, в то время как при добавлении аммиака или/и по меньшей мере одного гидроксида в большинстве вариантов исполнения изобретения выбирают более низкое содержание. Массовое соотношение одного или нескольких нейтрализующих агентов, в частности, также одного или нескольких аминоспиртов, и содержания одного или нескольких иономеров или/и одного или нескольких неиономерных соединений или/и общего содержания органического полимерного материала предпочтительно находится в области от 0,001:1 до 0,2:1, особенно предпочтительно в области от 0,003:1 до 0,15:1, от 0,006:1 до 0,01:1 или от 0,01:1 до 0,05:1.
Композиция смазочных материалов согласно изобретению или/и образованное из нее покрытие предпочтительно не содержат совсем или имеют содержание по меньшей мере одной органической соли, которая предпочтительно образовалась путем нейтрализации, в области от 0,1 до 95 или от 1 до 90% масс. от твердого и действующего вещества. Предпочтительно содержание по меньшей мере одной соли составляет от 3 до 85, от 8 до 80, от 12 до 75, от 20 до 70, от 25 до 65, от 30 до 60, от 35 до 55 или от 40 до 50% масс. от твердого и действующего вещества композиции смазочных материалов. Массовое соотношение содержания по меньшей мере одной органической соли и содержания одного или нескольких иономеров или/и одного или нескольких неиономерных соединений в композиции смазочных материалов или/и в покрытии предпочтительно находится в области от 0,01:1 до 100:1, особенно предпочтительно в области от 0,1:1 до 95:1, от 1:1 до 90:1, от 2:1 до 80:1, от 3:1 до 60:1, от 5:1 до 40:1 или от 8:1 до 20:1.
Воски
В соответствии с определением, применяемым в данной заявке, воск должен обозначать соединение, которое имеет определенную температуру плавления, которое имеет в расплавленном состоянии довольно низкую вязкость и которое обладает свойствами встречаться в кристаллическом виде. Обычно воск не содержит или в основном не содержит карбоксильных групп, является гидрофобным и в большой степени является химически инертным.
Композиция смазочных материалов или/и образованное из нее покрытие предпочтительно могут содержать по меньшей мере один воск, в частности, соответственно по меньшей мере один парафиновый воск, карнаубский воск, силиконовый воск, амидный воск, воск на основе этилена или/и пропилена или/и кристаллический воск. Прежде всего, он может служить для повышения способности к скольжению или/и проникающей способности смазки образующегося или/и образованного покрытия, для разделения обрабатываемого изделия и штампующего инструмента, а также для снижения трения. Предпочтительно в композиции смазочных материалов или/и в покрытии не содержится воска или имеется содержание по меньшей мере одного воска в области от 0,05 до 60% масс. от твердого и действующего вещества, особенно предпочтительно и, в частности, в зависимости от условий применения и общего химического состава, в области от 0,5 до 52, от 1 до 40, от 2 до 35, от 3 до 30, от 4 до 25, от 5 до 20, от 6 до 15, от 7 до 12 или от 8 до 10% масс. от твердого и действующего вещества. Предпочтительно содержание отдельного воска в композиции смазочных материалов или/и в покрытии находится соответственно в области от 0,05 до 36% масс. от твердого и действующего вещества, особенно предпочтительно в области от 0,5 до 30, от 1 до 25, от 2 до 20, от 3 до 16, от 4 до 12, от 5 до 10 или от 6 до 8% масс. от твердого и действующего вещества.
По меньшей мере один воск предпочтительно может иметь средний размер частиц в области от 0,01 до 15 мкм, особенно предпочтительно в области от 0,03 до 8 мкм или от 0,1 до 4 мкм. В случае таких размеров частиц во многих вариантах исполнения изобретения может быть предпочтительным, если частицы воска по меньшей мере частично выступают из образованного покрытия.
От добавления по меньшей мере одного воска можно отказаться, в частности, если холодная штамповка является не слишком интенсивной по нагрузке или/и если присутствует более высокое содержание иономера, воскообразного вещества или/и водорастворимого, водосодержащего или/и связывающего воду оксида или/и силиката. Только в случае прессования холодным выдавливанием при большой нагрузке с композициями смазочных материалов с очень высоким содержанием иономера можно отказаться от добавления воска. Однако в большинстве форм исполнения изобретения добавление по меньшей мере одного воска является предпочтительным. По меньшей мере частично размягченное или по меньшей мере частично расплавленное покрытие может в процессе холодной штамповки растягиваться на обрабатываемом изделии, подлежащем формованию и образовывать разделяющую пленку между обрабатываемым изделием и штампующим инструментом. Тем самым могут предотвращаться, например, вмятины на обрабатываемом изделии.
Массовое соотношение содержания по меньшей мере одного воска и общего содержания одного или нескольких иономеров или/и одного или нескольких неиономерных соединений в композиции смазочных материалов или/и в образованном из нее покрытии предпочтительно находится в области от 0,01:1 до 8:1, особенно предпочтительно в области от 0,08:1 до 5:1, от 0,2:1 до 3:1, от 0,3:1 до 2:1, от 0,4:1 до 1,5:1, от 0,5:1 до 1:1 или от 0,6:1 до 0,8:1. Таким образом, особенно предпочтительными могут быть различные интервалы содержания: в одном случае очень низкое, в другом случае очень высокое содержание, Сравнительно очень высокое содержание воска рекомендуется при вытяжке, глубокой вытяжке, а также при холодной объемной штамповке с нагрузками от небольших до средних по тяжести. Сравнительно низкое содержание воска оказалось достаточным при прессовании холодным выдавливанием с большой нагрузкой или при операциях вытяжки при больших нагрузках, таких как, например, для сплошных деталей или для особенно толстой проволоки.
Особенно предпочтительным является содержание двух, трех, четырех или более чем четырех различных восков, прежде всего таких, которые имеют четко различающиеся области плавления/точки плавления или/и вязкости. При этом предпочтительно, чтобы композиция смазочных материалов или/и образованное из нее покрытие имели несколько следующих друг за другом областей размягчения/точек размягчения или/и областей плавления/точек плавления на протяжении большего температурного интервала, чем тот, в котором происходит холодная штамповка с нагреванием металлического обрабатываемого изделия, в частности, таким образом, что получается в основном непрерывное изменение термических или/и механических свойств или/и вязкости композиции смазочных материалов или/и размягчающегося или/и плавящегося покрытия.
Часто в композиции смазочных материалов или/и в образованном из нее покрытии воски имеют по меньшей мере одну область плавления/точку плавления в интервале от 50 до 120°С (например, парафиновые воски), от 80 до 90°С (например, карнаубский воск), от 75 до 200°С (например, амидные воски), от 90 до 145°С (например, полиэтиленовые воски) или от 130 до 165°С (например, полипропиленовые воски). Воски, имеющие более низкие области плавления, также могут служить для того, чтобы на начальной стадии холодной штамповки, в частности, в случае холодного обрабатываемого изделия и холодного штампующего инструмента уже обеспечивать смазывание и снижать трение. Кроме того, может быть предпочтительным применять даже по меньшей мере два низкоплавких воска, например, имеющих по меньшей мере одну область плавления/температуру плавления Tm в интервале от 60 до 90 или от 65 до 100°С или/и по меньшей мере два высокоплавких воска, например, имеющих по меньшей мере одну область плавления/температуру плавления Tm в интервале от 110 до 150 или от 130 до 160°С. Это предпочтительно прежде всего тогда, когда эти воски при тех низких или высоких температурах в интервале области плавления/температуры плавления имеют четко различающиеся вязкости, благодаря чему для нагретой или/и расплавленной композиции смазочных материалов может устанавливаться определенная вязкость. Так, например, высокоплавкий амидный воск может быть более текучим, чем высокоплавкий полиэтиленовый или/и полипропиленовый воск.
Воски выбирают в зависимости от условий применения, то есть, в зависимости от обрабатываемого изделия и его сложности, способа формования и тяжести нагрузки при холодной штамповке, а также максимальных температур поверхности обрабатываемого изделия, которых следует ожидать, а также при необходимости, опираясь на определенные области плавления/температуры плавления в интервале желаемого диапазона обработки, в частности, в интервале желаемой области температур.
Твердые смазочные материалы и вещества, снижающие трение
Композиция смазочных материалов или/и образованное из нее покрытие могут содержать по меньшей мере один твердый смазочный материал или/и по меньшей мере одно вещество, снижающее трение. Прежде всего, такая добавка на основе по меньшей мере одного твердого смазочного материала в композицию смазочных материалов, в образованное из нее покрытие или/и в пленку, образованную поверх покрытия, является предпочтительной тогда, когда требуются более высокие степени деформации. Общее содержание по меньшей мере одного твердого смазочного материала или/и по меньшей мере одного вещества, снижающего трение, в композиции смазочных материалов или/и в образованном из нее покрытии предпочтительно или составляет ноль, или находится в области от 0,5 до 50, от 1 до 45, от 3 до 40, от 5 до 35, от 8 до 30, от 12 до 25 или от 15 до 25% масс. от твердого и действующего вещества.
В случае необходимости, с одной стороны, к композиции смазочных материалов может быть добавлен или добавляться по меньшей мере один твердый смазочный материал или/и, с другой стороны, на покрытие, полученное из водной композиции смазочных материалов, может наноситься пленка, которая содержит по меньшей мере один твердый смазочный материал. Обычно работу с использованием по меньшей мере одного твердого смазочного материала ведут в том случае, если покрытие, не содержащее твердого смазочного материала, является недостаточным для типа и тяжести нагрузки при холодной штамповке, а также для сложности обрабатываемого изделия, и существует опасность того, что возникнет эффект холодной заварки между обрабатываемым изделием и штампующим инструментом, что возникнет более сильная неточность размеров формованного обрабатываемого изделия или/и, что будет достигаться более низкая степень деформации, чем требуется при рабочих условиях. Так как, как правило, будут стараться, так долго, как только возможно, работать без использования твердого смазочного материала.
В качестве твердых смазочных материалов могут служить, например, сульфид молибдена, сульфид вольфрама, сульфид висмута или/и аморфный или/и кристаллический углерод. Предпочтительно, а также в целях защиты окружающей среды, работают в отсутствие тяжелых металлов. Все эти твердые смазочные материалы обладают недостатком к сильному окрашиванию и сильному загрязнению. Сульфидные твердые смазочные материалы имеют тот недостаток, что эти сульфиды являются неустойчивыми к гидролизу и легко переводятся в сернистую кислоту. Сернистая кислота легко может вызывать коррозию, если покрытие, содержащее твердый смазочный материал, а также отложения, содержащие это твердый смазочный материал, немедленно не удаляются с обрабатываемого изделия после холодной штамповки.
Сульфидные твердые смазочные материалы необходимы, в частности, при холодной штамповке с интенсивной нагрузкой и возникающих при этом температурах от средних до высоких. Добавка углерода является предпочтительной, прежде всего, при очень высокой температуре и при более высокой степени деформации. В то время как сульфид молибдена может применяться до температуры приблизительно 450°С, графит может использоваться до температуры примерно 1100°С, однако, при этом его смазочное действие при холодной штамповке начинается только примерно при 600°С. Поэтому часто используется смесь из порошка сульфида молибдена, предпочтительно особенно тонко измельченного, совместно с графитом или/и аморфным углеродом. Однако добавка углерода может приводить к нежелательному науглероживанию заготовки из железа. А добавление сульфида в случае благородной стали может даже приводить к межкристаллитной коррозии.
Композиция смазочных материалов согласно изобретению или/и образованное из нее покрытие предпочтительно могут или не содержать совсем или иметь содержание по меньшей мере одного твердого смазочного материала в области от 0,5 до 50, от 1 до 45, от 3 до 40, от 5 до 35, от 8 до 30, от 12 до 25 или от 15 до 20% масс. от твердого и действующего вещества.
В качестве других веществ, снижающих трение, в композиции смазочных материалов может применяться, например, по меньшей мере одно из следующих веществ: нитрат щелочного металла, формиат щелочного металла, пропионат щелочного металла, сложный эфир фосфорной кислоты, предпочтительно в виде соли с амином, тиофосфат, такой как, например, цинкдиалкилдитиофосфат, тиосульфат или/и пирофосфат щелочного металла, последний предпочтительно в комбинации с тиосульфатом щелочного металла. Они применяются во многих вариантах исполнения изобретения с целью образования защитного слоя или/и разделяющего слоя для разделения обрабатываемого изделия и штампующего инструмента, а также помогают избежать холодной заварки между обрабатываемым изделием и штампующим инструментом. Однако они отчасти могут обладать коррозионным действием. Потому что добавки, содержащие фосфор или/и серу, могут вступать в химическое взаимодействие с металлическими поверхностями.
Композиция смазочных материалов согласно изобретению или/и образованное из нее покрытие предпочтительно могут или не содержать совсем или иметь содержание по меньшей мере одного вещества, снижающего трение, в области от 0,05 до 5 или от 0,1 до 4% масс. от твердого и действующего вещества, особенно предпочтительно в области от 0,3 до 3, от 0,5 до 2,5 или от 1 до 2% масс.
Добавки
Композиция смазочных материалов или/и образованное из нее покрытие могут содержать соответственно по меньшей мере одну добавку. Они могут содержать по меньшей мере одну добавку, выбираемую из группы, включающей добавки для защиты от износа, силановые добавки, эластомеры, вспомогательные вещества для образования пленки, вещества, защищающие от коррозии, поверхностно-активные вещества, пеногасители, средства, способствующие растеканию, биоциды, загустители, а также органические растворители. Общее содержание добавок в композиции смазочных материалов или/и в образованном из нее покрытии предпочтительно находится в области от 0,005 до 20, от 0,1 до 18, от 0,5 до 16, от 1 до 14, от 1,5 до 12, от 2 до 10, от 2,5 до 8, от 3 до 7 или от 4 до 5,5% масс. от твердого и действующего вещества. Загустители на основе неиономерных соединений исключены из этих данных по содержанию и учитываются как неиономерные соединения. В зависимости от намеченных условий применения и процесса холодной штамповки, а также в зависимости от формы выполнения композиции смазочных материалов или/и покрытия содержание или выбор добавок могут варьироваться в широких пределах.
Кроме того, в композиции смазочных материалов или/и в образованном из нее покрытии предпочтительно может применяться или содержаться по меньшей мере одно из следующих веществ, чтобы оказывать действие в качестве добавки для защиты от износа или/и в качестве вещества, снижающего трение: органические полимерные вещества с повышенной температурной стабильностью, такие как, например, полиамидный порошок или/и фторсодержащий полимер, такой как, например, ПТФЭ, из которых оба класса веществ относятся к неиономерным соединениям, силаны/силанолы/силоксаны (= силановые добавки), полисилоксаны, однако, аналогичным действием могут обладать также, в частности, фосфаты, содержащие кальций. Композиция смазочных материалов согласно изобретению или/и образованное из нее покрытие предпочтительно могут или не содержать совсем или иметь содержание по меньшей мере одного органического вещества, защищающего от износа, в области от 0,1 до 10 или от 0,5 до 8% масс. от твердого и действующего вещества. Предпочтительно это содержание составляет от 1 до 6, от 2 до 5 или от 3 до 4% масс. от твердого и действующего вещества.
При экспериментах для ополаскивания фосфатированного обрабатываемого изделия, последующей сушки и затем нанесения слоя покрытия из композиции смазочных материалов применялись различные водные растворы, содержащие по меньшей мере одну силановую добавку с концентрациями в области от 5 до 50% масс., в частности, также 8%-ный, 12%-ный и 18%-ный раствор на основе по меньшей мере одного силана/силанола/силоксана на базе γ-аминопропилтриэтоксисилана, диаминосилана или/и 1,2-бис(триметоксисилил)этана. В качестве альтерантивы этот раствор также может смешиваться с водной композицией смазочных материалов. В обоих вариантах эта добавка способствовала явному улучшению способности к скольжению. Прежде всего, для этой цели в композиции смазочных материалов или/и в покрытии могут содержаться соответственно по меньшей мере один ацилоксисилан, алкоксисилан, силан по меньшей мере с одной аминогруппой, такой как аминоалкилсилан, силан по меньшей мере с одним фрагментом янтарной кислоты или/и фрагментом ангидрида янтарной кислоты, биссилилсилан, силан по меньшей мере с одной эпоксигруппой, такой как глицидоксисилан, (мет)акрилатосилан, мультисилилсилан, уреидосилан, винилсилан, или/и по меньшей мере один силанол, или/и по меньшей мере один силоксан соответствующего химического состава, как в случае названных выше силанов.
Предпочтительно она может включать по меньшей мере один эластомер. в частности, полисилоксан с терминальными гидроксигруппами, предпочтительно с молекулярной массой больше 90000 для повышения способности к скольжению и устойчивости к царапинам, в частности, с содержанием от 0,01 до 5 или от 0,2 до 2,5% масс. от твердого и действующего вещества композиции смазочных материалов или/и покрытия.
Предпочтительно она может содержать по меньшей мере одно вспомогательное вещество для образования пленки для получения в значительной мере или полностью сплошного органического покрытия. В большинстве вариантов исполнения изобретения покрытие для холодной штамповки не является сплошным в полной мере, что совершенно достаточно для этой цели применения, когда оно впоследствии снова удаляется с отформованного обрабатываемого изделия. Однако в случае, когда это покрытие по меньшей мере частично должно оставаться на отформованном изделии хотя бы отчасти, то во многих вариантах исполнения изобретения может быть предпочтительной добавка по меньшей мере одного вспомогательного вещества для образования пленки. Образование пленки под действием по меньшей мере одного вспомогательного вещества для образования пленки может протекать, в частности, совместно с соответствующим неиономерным соединением, а также, например, с растворимым стеклом. Эта пленка, прежде всего, может образовываться совместно с иономерами, неиономерными соединениями, а также, например, с растворимым стеклом. Добавка одного или нескольких вспомогательных веществ для образования пленки оправдывает себя, прежде всего, в случае покрытий, которые после холодной штамповки должны по меньшей мере частично сохраняться на отформованном обрабатываемом изделии, как, например, в случае деталей механизмов управления. Благодаря этому обрабатываемая деталь может быть надолго защищена в таких местах от коррозии. В качестве вспомогательных веществ для образования пленки обычно используют длинноцепные спирты или/и алкоксилаты. Предпочтительно используются соответственно по меньшей мере один бутандиол, бутилгликоль, бутилдигликоль, простой эфир этиленгликоля или/и соответственно по меньшей мере один простой полипропиленгликолевый эфир, политетрагидрофуран, простой полиэфирполиол или/и сложный полиэфирполиол. Предпочтительно содержание одного или нескольких вспомогательных веществ для образования пленки в композиции смазочных материалов находится в области от 0,03 до 5% масс. от твердого и действующего вещества композиции смазочных материалов или/и покрытия, особенно предпочтительно от 0,1 до 2% масс. Массовое соотношение содержания органического пленкообразующего вещества и содержания вспомогательного вещества для образования пленки в композиции смазочных материалов предпочтительно лежит в области от 10:1 до 400:1, от 20:1 до 250:1 или от 40:1 до 160:1, особенно предпочтительно в области от 50:1 до 130:1, от 60:1 до 110:1 или от 70:1 до 100:1.
Композиция смазочных материалов согласно изобретению предпочтительно может содержать по меньшей мере одно средство для защиты от коррозии, такое как, например, на основе карбоксилата, дикарбоновой кислоты, органической аминной соли, сукцината или/и сульфоната. Такая добавка является благоприятной, в частности, в случае покрытий, которые по меньшей мере частично должны надолго оставаться на отформованном изделии, или/и при опасности коррозии, например, при быстром образовании ржавчины. По меньшей мере одно средство для защиты от коррозии предпочтительно содержится в количестве от 0,005 до 2% масс. от твердого и действующего вещества композиции смазочных материалов или/и покрытия, особенно предпочтительно от 0,1 до 1,2% масс.
Композиция смазочных материалов предпочтительно может содержать соответственно по меньшей мере одно поверхностно-активное вещество. один пеногаситель. одно средство, способствующие растеканию, или/и один биоцид. Эти добавки соответственно предпочтительно содержатся в количестве от 0,005 до 0,8% масс. от твердого и действующего вещества композиции смазочных материалов или/и покрытия, особенно предпочтительно от 0,01 до 0,3% масс.
Поверхностно-активное вещество может служить в качестве средства, способствующего растеканию. По меньшей мере одно поверхностно-активное вещество может быть, в частности, неионогенным поверхностно-активным веществом; это вещество предпочтительно представляет собой этоксилированный жирный спирт, содержащий от 6 до 20 этиленоксидных групп. Это по меньшей мере одно поверхностно-активное вещество предпочтительно содержится в количестве от 0,01 до 2% масс., особенно предпочтительно от 0,05 до 1,4% масс. Добавление пеногасителя при известных условиях может быть предпочтительным, чтобы препятствовать склонности к ценообразованию, которая может усиливаться или вызываться, в частности, из-за добавления поверхностно-активного вещества.
Композиция смазочных материалов предпочтительно может содержать по меньшей мере один загуститель, который, будучи полимерным органическим загустителем, относится к неиономерным соединениям, а, в противном случае, относится не к ним, а к добавкам. Предпочтительно для этой цели используется соответственно по меньшей мере одно соединение, содержащее первичный или/и третичный амин, целлюлоза, производное целлюлозы, силикат, такой как, например, силикат на основе бентонита или/и по меньшей мере одного из других слоистых силикатов, крахмал, производное крахмала или/и производное сахара. Предпочтительно в композиции смазочных материалов или/и в образованном из нее покрытии он содержится в количестве от 0,1 до 12 или от 1 до 6% масс. от твердого и действующего вещества композиции смазочных материалов или/и покрытия.
Кроме того, при необходимости к композиции смазочных материалов может добавляться, или же в ней может содержаться, по меньшей мере один органический растворитель или/и по меньшей мере один усилитель растворимости.
Предпочтительно в композиции смазочных материалов или/и в образованном из нее покрытии соответственно или не содержится совсем или отсутствует высокое содержание (например, менее, чем 0,5% масс. от твердого и действующего вещества композиции смазочных материалов или/и покрытия) хлорсодержащих соединений, фторсодержащих соединений, в частности, таких как фторсодержащие полимеры/сополимеры, соединения на основе или с содержанием изоцианата или/и изоцианурата, меламиновых смол, фенольных смол, полиэтиленимина, полиоксиэтилена, поливинилацетата, поливинилового спирта, сложного поливинилового эфира, поливинилпирролидона, веществ с сильным коррозионным действием, экологически небезопасных или/и ядовитых соединений тяжелых металлов, боратов, хроматов, хромоксидов, других соединений хрома, молибдатов, фосфатов, полифосфатов, ванадатов, вольфраматов, металлических порошков или/и общепринятого при холодной штамповке мыла, такого как стеараты щелочных или/и щелочноземельных металлов или/и как другие производные жирных кислот, имеющих длину цепи в области примерно от 8 приблизительно до 22 атомов углерода. В частности, в вариантах исполнения изобретения, которые не содержат неполимеров, предпочтительным является не добавлять к композиции смазочных материалов вспомогательных веществ для образования пленки.
Общий состав композиции
Во многих вариантах исполнения изобретения композиция смазочных материалов имеет содержание твердого и действующего вещества предпочтительно в области от 2 до 95% масс., в частности, в области от 3 до 85, от 4 до 70 или от 5 до 50, от 10 до 40, от 12 до 30 или от 15 до 22% масс., причем остальное количество до суммы в 100% масс. составляет или только вода, или преимущественно вода с содержанием по меньшей мере одного органического растворителя, или/и по меньшей мере одного усилителя растворимости. Предпочтительно водная композиция смазочных материалов перед ее нанесением на металлическую поверхность поддерживается в подвижном состоянии.
Водная композиция смазочных материалов при использовании в качестве так называемого концентрата может иметь содержание твердого вещества или действующего вещества предпочтительно в области от 12 до 95, от 20 до 85, от 25 до 70 или от 30 до 55% масс., а в качестве формы для нанесения («ванны») предпочтительно в области от 4 до 70, от 5 до 50, от 10 до 30 или от 15 до 22% масс. При низких концентрациях может быть предпочтительной добавка по меньшей мере одного загустителя.
При способе согласно изобретению металлические формованные изделия, которые следует подвергнуть формованию методом холодной штамповки, могут смачиваться композицией смазочных материалов предпочтительно в течение времени, составляющего от 0,1 секунды до 1 часа. Продолжительность смачивания может зависеть от вида, формы и величины металлического формованного изделия, а также от желаемой толщины слоя покрытия, которое следует получить, причем, например, длинные трубы часто помещаются в композицию смазочных материалов под наклоном, с тем, чтобы воздух, в частности, из внутренней части трубы мог выходить в течение длительного времени. Нанесение водной композиции смазочных материалов на обрабатываемую деталь может осуществляться при помощи всех методов, обычных для технологии отделки поверхности, например, с помощью ручного или/и автоматического нанесения, с помощью орошения или/и окунания, а также при необходимости, дополнительно путем выдавливания или/и накатывания, при необходимости по методу проточного окунания.
Чтобы оптимизировать композицию смазочных материалов, следует обратить особое внимание на поддержание показателя pH, на вязкость при возникающих повышенных температурах, а также на выбор веществ, которые следует добавлять для расположенных ступенчато областей размягчения/точек размягчения или/и областей плавления/точек плавления различных компонентов композиции смазочных материалов.
При этом металлические формованные изделия, которые следует подвергнуть формованию методом холодной штамповки, могут смачиваться композицией смазочных материалов предпочтительно при температуре в области от комнатной температуры до 95°С, в частности, от 50 до 75°С. Если температура при смачивании металлического формованного изделия лежит ниже 45°С, то сушка обычно протекает без дополнительных операций, таких как, например, интенсивная обдувка теплым воздухом или обработка в течение длительного времени тепловым потоком; кроме того, при слишком длительной сушке может возникать окисление металлической поверхности, прежде всего, корродирование, такое как, например, быстрое образование ржавчины.
При этом из композиции смазочных материалов образуется покрытие, химический состав которого не должен в каждом варианте совпадать с исходным составом и фазовым содержанием водной композиции смазочных материалов, однако, в очень многих вариантах исполнения изобретения в значительной мере или полностью совпадает. В большинстве вариантов исполнения изобретения практически не обнаруживаются или совсем не обнаруживаются реакции полимерной сшивки. Так как в большинстве вариантов исполнения изобретения в значительной мере или полностью речь идет о высыхании водной композиции смазочных материалов на металлической поверхности.
Предпочтительно добавляемые вещества выбирают таким образом, что области размягчения/точки размягчения или/и области плавления/точки плавления отдельных полимерных компонентов (мономеров, сомономеров, олигомеров, соолигомеров, полимеров или/и сополимеров полимерного органического материала), при необходимости также восков и при необходимости совместно действующих добавок распределяются на протяжении температурного интервала, который ограничивается основными показателями температуры окружающей среды или повышенной температуры в области от 20, 50, 100, 150 или 200°С до 150, 200, 250, 300, 350 или 400°С. Благодаря распределению области размягчения/точки размягчения или/и области плавления/точки плавления отдельных органических полимерных компонентов, например, в интервале от 20 до 150°С, в интервале от 30 или 80 или 120 до 200°С, в интервале от 50 или 100 или 150 до 300°С облегчается трение в каждой из температурных областей, в которых проходит холодная штамповка, при помощи соответственно по меньшей мере одного размягченного или/и расплавленного вещества, и тем самым обычно также обеспечивается исполнение холодной штамповки.
Покрытия
Слой смазочного материала, полученный с использованием композиции смазочных материалов согласно изобретению (=покрытие), обычно имеет состав, который в значительной мере или полностью идентичен составу водной композиции смазочных материалов, если отбросить содержание воды, при необходимости органического растворителя и при необходимости других испаряющихся компонентов, а также при необходимости происходящую конденсацию, полимерную сшивку или/и химические реакции.
Обычно покрытие, получаемое с помощью композиции смазочных материалов согласно изобретению, следует упоминать в связи с тем, чтобы облегчить холодную штамповку, а затем удалить с обрабатываемой детали, подвергнутой формованию. В отдельных вариантах исполнения изобретения, таких как, например, в случае валов и деталей механизмов управления композиция согласно изобретению может быть выполнена таким образом, что покрытие является особенно подходящим для длительной сохранности на обрабатываемой детали, подвергнутой формованию, например, при использовании содержания по меньшей мере одного отвердителя для термической полимерной сшивки, по меньшей мере одной смолы, подходящей для отверждения по радикальному механизму, такому как, например, УФ-отверждение, по меньшей мере одного фотоинициатора, например, для УФ-отверждения или/и по меньшей мере одного вспомогательного вещества для образования пленки, чтобы получить особенно высококачественное, а во многих вариантах сплошное, покрытие. Подвергнутые отверждению, полимерной сшивке или/и последующей полимерной сшивке покрытия могут проявлять повышенную коррозионную устойчивость и твердость в сравнении с покрытиями из остальных форм исполнения изобретения.
Особенно высококачественными покрытиями для повышенных или для наиболее высоких механических или/и термических требований оказались такие, в случае которых жидкое, подсушенное или/и высушенное покрытие, которое было нанесено с использованием водной композиции смазочных материалов согласно изобретению, не проявляет сильного размягчения до температур по меньшей мере 200°С или/и проявляет только ограниченное размягчение или не проявляет размягчения по меньшей мере до 300°С.
При волочении проволоки оказалось предпочтительным, если при температуре поверхности проволоки при волочении этой проволоки возникало размягчение или/и плавление, потому что в этом случае получались равномерно качественные, без вкраплений, металлические поверхности. Соответствующее справедливо и для других процессов вытяжки, а также для прессования холодным выдавливанием с нагрузками от легкой до средней.
Органические полимерные покрытия, осаждающиеся при этом на фосфатном слое в оборудовании проточного типа, выбирали таким образом, чтобы они в обширном рабочем интервале давали хорошую адгезию, а также совместно с фосфатным слоем хорошие результаты при холодной штамповке: при вариациях времени обработки от 1 до 120 секунд не проявлялось различия в качестве. Однако при этом оказалось предпочтительным, если фосфатированное обрабатываемое изделие, такое как, например, фосфатированная проволока или фосфатированный пучок проволок обладали достаточным временем, чтобы нагреться до желаемой области температур, например, в интервале от 30 до 70°С.Для этой цели может быть предпочтительным давать фосфатированным обрабатываемым изделиям время для нагрева, равное одной или нескольким секундам, например, 2 секунд. Во многих вариантах исполнения изобретения время обработки водной композицией смазочных материалов для этого обрабатываемого изделия в оборудовании проточного типа находится в интервале от 1 до 20 секунд, в частности, от 2 до 10 секунд. При этом часто образуются полимерные органические покрытия с массой пленки приблизительно в районе от 1 до 6 г/м2 или/и с толщиной примерно в интервале от 0,5 до 4 мкм. Еще более продолжительные времена обработки или/и еще более толстые покрытия в большинстве случаев не создают помех.
Покрытие, нанесенное из водной композиции смазочных материалов, предпочтительно имеет массу пленки в области от 0,3 до 15 г/м2, в частности, от 1 до 12, от 2 до 9 или от 3 до 6 г/м2. Толщина пленки покрытия выбирается соответственно условиям применения и может при этом, в частности, являться толщиной в области от 0,25 до 25 мкм, предпочтительно в области от 0,5 до 20, от 1 до 15, от 2 до 10, от 3 до 8 или от 4 до 6 мкм.
В качестве обрабатываемого изделия, которое следует подвергнуть формованию, в большинстве случаев используются полосы, листовой металл, заготовки (= нарезанная проволока, нарезанный профиль, круглые заготовки или/и отрезки труб), проволока, полый профиль, сплошной профиль, стержни, трубы или/и формованные детали, имеющие более сложную форму.
Металлические формованные изделия, которые подлежат холодной штамповке, как правило, могут состоять из любого металлического материала. Предпочтительно, они в основном состоят из стали, алюминия, сплавов алюминия, меди, медных сплавов, сплавов магния, титана, сплавов титана, прежде всего, из конструкционной стали, высокопрочной стали, благородной стали или/и стали с металлическим покрытием, такой как, например, сталь, покрытая алюминием или оцинкованная сталь. В большинстве случаев обрабатываемое изделие в основном состоит из стали.
В случае необходимости металлические поверхности обрабатываемого изделия из металла, которое подлежит холодной штамповке, или/и поверхности его оболочки, покрытой металлом, перед смачиванием водной композицией смазочных материалов могут быть очищены по меньшей мере одним методом очистки, причем, как правило, для этой цели подходят все способы очистки. Химическая или/и физическая очистка может включать, прежде всего, обточку, струйную обработку, такие как, например, обжиг, пескоструйная обработка, механическая очистка от окалины, щелочная очистка или/и кислотное протравливание. Предпочтительно химическая очистка осуществляется путем обезжиривания с помощью органических растворителей, очистки с использованием щелочных или/и кислотных средств для очистки, кислотного протравливания или/и промывки водой. Протравливание или/и струйная обработка, прежде всего, используются для удаления с металлических поверхностей окалины. При этом предпочтительно, например, сварные трубы из холоднокатаных полос после сварки и очистки еще подвергать только отжигу, например, цельнотянутые трубы протравливать, промывать и подвергать нейтрализации или соответственно, например, заготовки из благородной стали обезжиривать и промывать. Детали из благородной стали могут вводиться в контакт с композицией смазочных материалов как во влажном, так и в сухом состоянии, поскольку можно не ожидать коррозии.
На металлические формованные изделия, которые подлежат холодной штамповке, при необходимости перед смачиванием композицией смазочных материалов согласно изобретению предварительно может быть нанесено покрытие. Металлическая поверхность обрабатываемого изделия при необходимости перед смачиванием композицией смазочных материалов согласно изобретению может снабжаться металлическим покрытием, которое в основном состоит из металла или из металлического сплава (например, покрытие алюминием или оцинковка). С другой стороны, металлическая поверхность обрабатываемого изделия или его поверхность, покрытая металлом, может оснащаться конверсионным покрытием или/и покрытием, содержащим неорганические частицы, в частности, оксалатироваться или фосфатироваться. Конверсионное покрытие может осуществляться предпочтительно с помощью водных композиций на основе оксалата, фосфата щелочного металла, фосфата кальция, фосфата магния, фосфата марганца, фосфата цинка или соответствующего фосфата на основе смешанных кристаллов, такого как, например, цинк-кальций-фосфат. Часто металлические формованные изделия также смачиваются композицией смазочных материалов согласно изобретению в чистом виде, то есть, без предшествующего конверсионного покрытия. Однако последний вариант возможен только тогда, когда металлическая поверхность обрабатываемого изделия, которое следует подвергнуть формованию, предварительно очищается химическим или физическим способом.
Металлические формованные изделия после нанесения композиции смазочных материалов предпочтительно тщательно просушиваются, в частности, с помощью теплого воздуха или/и теплового потока. Это часто является необходимым, поскольку, как правило, наличие воды в покрытиях мешает при холодной штамповке, так как в противном случае покрытие может образовываться неудовлетворительно или/и так как может образовываться покрытие худшего качества. При этом также может быстро возникать ржавление.
Неожиданным образом, покрытие согласно изобретению при достаточном высушивании имеет настолько хорошее качество, что при осторожном обращении с металлическим формованным изделием с нанесенным покрытием оно не повреждается, а также не происходит его частичного снятия.
Металлические формованные изделия с нанесенным покрытием согласно изобретению могут применяться для холодной штамповки, в частности, для вытяжки, например, в случае труб, полого профиля, стержней, другого сплошного профиля или/и проволоки, для вытяжки с утонением или/и глубокой вытяжки, например, в случае полос, листового металла или/и полых изделий, например, для получения полых изделий, для прессования холодным выдавливанием, например, полых или/и сплошных изделий или/и для холодной осадки, например, частей проволоки для получения соединительных элементов, таких как, например, заготовки для гаек или/и болтов, причем частично друг за другом также могут проводиться несколько процессов холодной штамповки, при необходимости также разного типа.
При способе согласно изобретению отформованное обрабатываемое изделие после проведения холодной штамповки предпочтительно по меньшей мере частично может очищаться от остающегося покрытия или/и от отложений композиции смазочных материалов.
При способе согласно изобретению покрытие на отформованном обрабатываемом изделии после проведения холодной штамповки при необходимости может по меньшей мере частично оставаться на продолжительное время.
Задача также решается с помощью композиции смазочных материалов согласно изобретению для нанесения на обрабатываемое изделие, подлежащее формованию, а также для холодной штамповки.
Задача также решается с помощью покрытия, которое было образовано из композиции смазочных материалов согласно изобретению.
Она также касается применения композиции смазочных материалов согласно изобретению для нанесения на обрабатываемое изделие, подлежащее формованию, а также для холодной штамповки, а также применения покрытия согласно изобретению для холодной штамповки, а при необходимости также в качестве долгосрочного защитного покрытия.
Было установлено, что при электролитическом фосфатировании из фосфатирующего раствора, особенно обогащенного кальцием, осаждаются брушит - CaHPO4 или его смешанные кристаллы. Предполагается, что брушит при холодной штамповке при температурах приблизительно от 90°С превращается в трикальцийфосфат, вследствие чего высвобождается фосфорная кислота. Предполагается, что эта фосфорная кислота, с одной стороны, образует на металлической поверхности тонкий защитный и разделяющий слой, а, с другой стороны, вступает в реакцию с компонентами полимерного покрытия с основными свойствами, прежде всего, с аминогруппами и аминами. При этом, например, амин, такой как, к примеру, аминоспирт, может превращаться в аминофосфат. Аминофосфаты действуют как вещества, снижающие трение, а также для защиты от износа, которые способствую полярному смазыванию. В таком случае при холодной штамповке при высоком давлении или/и высокой температуре снова могут высвобождаться амин и фосфорная кислота. Эти химические реакции могут оказывать благоприятное действие при холодной штамповке. С этой стороны фосфатные слои на основе брушита и полимерного покрытия, при необходимости содержащего аминогруппы или/и по меньшей мере один амин, однако, без содержания в избытке щелочных или щелочноземельных металлов рассматриваются как особенно предпочтительные. Для вариантов исполнения изобретения такого типа может быть предпочтительным, чтобы в водной композиции смазочных материалов по меньшей мере один амин содержался в повышенном избытке по отношению к необходимому содержанию, которое требуется для реакции с иономерами или/и неиономерными соединениями.
При изготовлении шурупов в шурупо-ударной машине фосфатные слои с полимерным покрытием согласно изобретению по сравнению с фосфатными слоями со слоем смазочного материала на основе мыла могут работать примерно на 20% быстрее.
Неожиданно было обнаружено, что уже очень незначительное добавление водорастворимого, водосодержащего или/и связывающего воду оксида или/и силиката, в частности, жидкого стекла, а также и более значительное добавление ведет к явному улучшению покрытия согласно изобретению, которое приводит к явно лучшей холодной штамповке при прочих равных условиях, а также может быть использовано при более интенсивной холодной штамповке, чем в случае сравнимых композиций смазочных материалов, не содержащих этих соединений. Кроме того, покрытие согласно изобретению может также использоваться при холодной штамповке при более сильной деформации и при более высокой температуре без добавления твердых смазочных материалов и без нанесения отдельного слоя твердых смазочных материалов, чем в случае сравнимых покрытий без этой добавки. Помимо этого, данная добавка также имеет отчетливый эффект защиты от коррозии.
Также неожиданно было обнаружено, что прессование холодным выдавливанием, в частности, стальных заготовок, в соответствии с изобретением протекало с особенно малыми потерями на трение и прежде всего без разрушения штампующего инструмента даже при использовании явно повышенных деформационных усилий. Следовательно, возможно получать покрытия как для области экстремальных давлений прессования, так и для области самого значительного уменьшения износа при холодной штамповке, повышенной точности прессования или/и повышенной скорости формования, которые могут использоваться просто, воспроизводимо и экономически выгодно в однокомпонентных способах, например, при помощи погружения, извлечения и сушки.
Примеры согласно изобретению и Примеры для сравнения
Заготовки из закаленной углеродистой стали С15,1.0401 с числом твердости по Бринеллю НВ 90-120, диаметром примерно 20 мм и высотой приблизительно 20 мм были подвергнуты фосфатированию с различными фосфатирующими растворами электролитическим или соответственно неэлектролитическим методом (Таблица 1). Покрытие фосфатированных заготовок полимерной и по большей части соответствующей изобретению водной композицией смазочных материалов осуществлялось путем погружения в течение 1 минут и последующей сушки в течение 10 минут при температуре от 60 до 65°С в шкафу с принудительной циркуляцией воздуха. Эти высушенные заготовки с дважды нанесенным покрытием затем подвергали холодной штамповке в прессе путем прессования обратным методом с нагрузкой 300 т.
Был приготовлен водный концентрат смазочных материалов при интенсивном перемешивании с использованием смесителя, причем сначала загружали полностью обессоленную воду, а также при необходимости добавку нейтрализующего агента, такого как, например, аминоспирт. С одной стороны, при этом получали композиции (А) с аминоспиртом, которые вначале выдерживали при температуре в интервале от 80 до 95°С, с другой стороны, были приготовлены композиции (В) с содержанием аммония, которые в течение всего промежутка времени выдерживали при комнатной температуре или/и при температуре до 30°С. Содержание аминоспирта или соответственно ионов аммония служило для нейтрализации (= образования органических солей) или для получения органических солей в водной композиции.
Для композиций смазочных материалов (А) и (В) в отношении смеси, концентрата смазочных материалов и погружения в основном поступали одинаково. Сначала к загруженной воде добавляли по меньшей мере один иономер на основе этиленакрилата, частично в виде дисперсии. Для этого смесь (А) по-прежнему выдерживали при температуре в интервале от 80 до 95°С и дополнительно интенсивно перемешивали в смесителе, для того, чтобы обеспечить возможность нейтрализации и образования соли. При этом через некоторое время получалась прозрачная жидкость. В случае смеси (В) по меньшей мере один иономер на основе этиленакрилата в виде по меньшей мере одной дисперсии добавляли по меньшей мере к одной органической соли аммония и дополнительно интенсивно перемешивали в смесителе. Затем к смесям (А) и (В) добавляли неиономерное соединение, сначала в растворенной или/и диспергированной форме, а затем в порошкообразной форме при интенсивном и продолжительном перемешивании с использованием смесителя. Для этого в случае смесей (А) температуру дополнительно понижали до области от 60 до 70°С.Кроме того, при необходимости были внесены другие добавки, такие как биоцид, смачивающий агент и средство для защиты от коррозии, а затем по меньшей мере один загуститель для регулирования вязкости. При необходимости соответствующий концентрат фильтровали и регулировали уровень рН. Для нанесения покрытия на металлические обрабатываемые изделия, подлежащие формованию, соответствующий концентрат разбавляли соответственно полностью обессоленной водой и при необходимости регулировали уровень pH. Погружные емкости с водной композицией смазочных материалов постоянно слегка перемешивались, и в них поддерживалась температура в интервале от 50 до 70°С (погружная емкость А) или от 15 до 30°С (погружная емкость В).
В Таблице 2 приводятся композиции смазочных материалов, а также пригодность образованных из них покрытий на фосфатных слоях для определенных процессов холодной штамповки и их степеней деформации. Остаток до 100% масс. образуют добавки и твердые смазочные материалы, причем приводятся только последние. В качестве иономеров были использованы этиленакрилаты или/и этиленметакрилаты («этиленакрилат»). Термином «аммониевый полимер» обозначаются органические полимерные аммониевые соли неиономерных соединений, которые добавляли в виде дисперсий. В качестве добавок приводятся только твердые смазочные материалы, отчего сумма твердого и действующего вещества не составляет 100% масс. Иономеры типов А и С имеют несколько большую молекулярную массу и явно более высокую вязкость расплава (вязкость при высокой температуре, в частности, в области размягчения или/и плавления) чем иономеры типов В и D. Иономеры типов А и В при получении водных композиций смазочных материалов вступали в реакцию с аминоспиртом. Иономеры типов С и D имели содержание аммония и добавлялись уже в виде органической соли.
Таблица 1: составы водных кислотных фосфатирующих растворов при электролитическом фосфатировании или соответственно фосфатировании в отсутствие тока, с концентрациями в г/л, с электрическими условиями и свойствами слоя.
Таблица 2: составы водных композиций смазочных материалов с данными в % масс. от твердого и действующего вещества, а также пригодность образованных из них покрытий на фосфатных слоях для определенных процессов холодной штамповки и их степеней деформации для самых различных составов основания с варьирующимся содержанием различных компонентов.
Процессы холодной штамповки: AZ = вытяжка с утонением, GZ = вытяжка, HF = гидравлическая вытяжка, KFP = прессование холодным выдавливанием, KS = холодная осадка, ТР = прессование с качением (Taumelpressen), TZ = глубокая вытяжка.
Твердые смазочные материалы: G = графит, М = сульфид молибдена
* = рассчитанная, а также при необходимости избыточная доля, так что сумма находится за пределами 100% масс., поскольку по меньшей мере одна часть иономера и неиономерного соединения существует в виде соли.
** = иономер
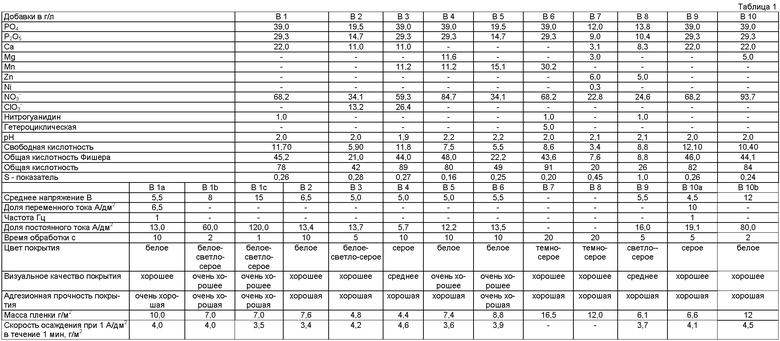
В случае экспериментов в Таблице 1 обнаружилось, что самые различные фосфатирующие композиции могли быть осаждены электролитическим или соответственно неэлектролитическим способом. Для композиций В1 и В10 были выбраны различные условия осаждения. Также применялись особенно кратковременные условия осаждения при сравнительно высоких плотностях тока и напряжениях. Покрытия по большей части были хорошими или даже очень хорошими. Фосфатные покрытия проявляют слегка различающиеся свойства. Особенно хорошо себя зарекомендовали фосфатные покрытия, содержащие цинк-кальций и кальций. Кроме того, получилось, что фосфатные покрытия, содержащие цинк-кальций и кальций, лучше подходят для холодной штамповки, чем фосфатные покрытия, содержащие цинк, поскольку фосфат кальция и цинк-кальций фосфат являются устойчивыми еще и при более высоких температурах, превышающих 270°С, в отличие от фосфата цинка, так что они могут использоваться при холодной штамповке до более высоких температур, чем фосфат цинка. При этом фосфатный слой является сцепленным с металлической поверхностью в течение только того времени, пока он не изменяется сильнее под действием химических или/и физических взаимодействий. Если фосфатный слой изменяется, то он по меньшей мере частично отслаивается от металлического основания. Выталкивающие усилия пресса для холодной штамповки для фосфатных слоев на основе кальция или цинка-кальция намного ниже, чем для слоев на основе цинка. Кроме того, оказалось, что фосфат кальция и цинк-кальций фосфат благодаря пониженному трению при продолжительной холодной штамповке приводят к большим значениям времени стойкости штампующего инструмента, чем фосфат цинка. Помимо экологической безопасности этих фосфатных слоев, не содержащих тяжелых металлов, преимуществом в отношении загрязнений также является их более светлая окраска. Оказалось, что могут быть получены обладающие особенно хорошей адгезией и достаточно шероховатые ^фосфатные слои, которые имеют адгезию на металлических поверхностях от хорошей до очень хорошей, а, с другой стороны, предоставляют высококачественную грунтовочную основу для полимерных покрытий согласно изобретению, которые имеют с ними адгезионные показатели от хороших до очень хороших.
В случае экспериментов в Таблице 2 обнаружилось, что содержание различных компонентов в композиции смазочных материалов согласно изобретению может варьироваться в широком диапазоне. При этом особенно хорошо себя зарекомендовала, с одной стороны, добавка по меньшей мере одного иономера, а также по меньшей мере одного воска и при необходимости растворимого стекла. В основном композиции смазочных материалов, а также образованные из них покрытия скорее или лучше подходят для процессов формования при сильных нагрузках, если имеют более высокое содержание одного или нескольких иономеров или дополнительное высокое содержание по меньшей мере одного твердого смазочного материала. Композиции смазочных материалов из Примеров 19 и 20 благодаря содержанию графита или соответственно сульфида молибдена являются особенно подходящими для холодной штамповки с большой нагрузкой, такой как прессование с качением.
Композиции смазочных материалов согласно изобретению дают возможность получать экологически безопасные покрытия, которые могут быть нанесены на металлические обрабатываемые изделия простым и экономически выгодным способом и являются подходящими для холодной штамповки в простом варианте, со средней нагрузкой или/и с особенно сильной нагрузкой. Благодаря использованию органических солей покрытия и соответствующие отложения после проведения холодной штамповки могут быть без труда удалены с отформованного обрабатываемого изделия.
Настоящее изобретение относится к способу подготовки металлических обрабатываемых изделий для холодной штамповки сначала путем нанесения фосфатного слоя, а затем нанесением слоя смазочного покрытия, содержащего органический полимерный материал, причем фосфатный слой образуется с помощью водного кислого фосфатирующего раствора, который содержит от 4 до 100 г/л соединений кальция, магния или/и марганца, включая их ионы, и который является свободным от цинка или содержит цинк в количестве менее 30% масс. от всех катионов, и от 2 до 500 г/л фосфата, в пересчете на РО4, а также смазочное покрытие образуется при контакте фосфатированной поверхности с водной композицией смазочных материалов, которая содержит органический полимерный материал в количестве от 3 до 99% масс. от всех твердых и действующих веществ, на основе по меньшей мере одного иономера, акриловой/метакриловой кислоты, эпоксида, этилена, полиамида, пропилена, стирола, уретана, их одного или нескольких сложных эфиров или/и их одной или нескольких солей, а также водорастворимый, водосодержащий или/и связывающий воду оксид или/и силикат в количестве от 0,1 до 85% масс. от всех твердых и действующих веществ, представляющий собой соответственно по меньшей мере одно жидкое стекло, силикагель, кизельзоль, гидрозоль кремниевой кислоты, сложный эфир кремниевой кислоты или/и этилсиликат, причем для нейтрализации композиции соответственно применяют по меньшей мере один первичный, вторичный или/и третичный амин, в частности по меньшей мере один аминоспирт, причем по меньшей мере один органический полимерный материал является по меньшей мере частично омыленным или/и по меньшей мере частично представляет собой органическую соль, присутствующую в композиции или/и в покрытии. 11 з.п. ф-лы, 2 табл.
1. Способ подготовки металлических обрабатываемых изделий для холодной штамповки сначала путем нанесения фосфатного слоя, а затем нанесением смазочного покрытия, содержащего органический полимерный материал, отличающийся тем, что фосфатный слой образуют с помощью водного кислого фосфатирующего раствора, который содержит от 4 до 100 г/л соединений кальция, магния или/и марганца, включая их ионы, в пересчете на кальций, магний или/и марганец, и который является свободным от цинка или содержит цинк в количестве до менее чем 30 мас.% от всех катионов, а также содержит от 2 до 500 г/л фосфата, в пересчете на РO4, а также тем, что смазочное покрытие образуют при контакте фосфатированной поверхности с водной композицией смазочных материалов, которая содержит органический полимерный материал в количестве от 3 до 99 мас.% от всех твердых и действующих веществ, на основе по меньшей мере одного иономера, акриловой/метакриловой кислоты, эпоксида, этилена, полиамида, пропилена, стирола, уретана, их одного или нескольких сложных эфиров или/и их одной или нескольких солей, а также водорастворимый, водосодержащий или/и связывающий воду оксид или/и силикат в количестве от 0,1 до 85 мас.% от всех твердых и действующих веществ, представляющий собой соответственно по меньшей мере одно жидкое стекло, силикагель, кизельзоль, гидрозоль кремниевой кислоты, сложный эфир кремниевой кислоты или/и этилсиликат, причем для нейтрализации композиции соответственно применяют по меньшей мере один первичный, вторичный или/и третичный амин, в частности по меньшей мере один аминоспирт, причем по меньшей мере один органический полимерный материал является по меньшей мере частично омыленным или/и по меньшей мере частично представляет собой органическую соль, присутствующую в композиции или/и в покрытии.
2. Способ по п.1, отличающийся тем, что на металлической поверхности обрабатываемого изделия или на поверхности его оболочки, покрытой металлом, образуют фосфатный слой с помощью фосфатирующего раствора на основе фосфата кальция, фосфата магния, фосфата марганца или соответствующего смешанного фосфата, такого как, например, цинк-кальций фосфат.
3. Способ по п.1, отличающийся тем, что при содержании щелочноземельных металлов более чем 80 мас.% от всех катионов фосфатный слой образуют электролитически.
4. Способ по п.3, отличающийся тем, что фосфатный слой образуют при плотности тока от 1 до 200 А/дм2 и при напряжении от 0,1 до 50 В.
5. Способ по п.1, отличающийся тем, что органический полимерный материал преимущественно представляет собой олигомеры, соолигомеры, полимеры или/и сополимеры акриловой/метакриловой кислоты, эпоксида, этилена, полиамида, пропилена, стирола, уретана, их одного или нескольких сложных эфиров или/и их одной или нескольких солей.
6. Способ по п.1, отличающийся тем, что покрытие содержит по меньшей мере один иономер в количестве от 3 до 98 мас.% от всех твердых и действующих веществ.
7. Способ по п.1, отличающийся тем, что композиция или/и покрытие дополнительно содержит органический полимерный материал, который является неиономером, например олигомеры, полимеры или/и сополимеры на основе акриловой кислоты/метакриловой кислоты, амида, амина, арамида, эпоксида, этилена, имида, сложного полиэфира, пропилена, стирола, уретана, их одного или нескольких сложных эфиров или/и их одной или нескольких солей.
8. Способ по п.1, отличающийся тем, что композиция или/и покрытие дополнительно содержит по меньшей мере один воск, а также при необходимости по меньшей мере одну добавку.
9. Способ по п.8, отличающийся тем, что воском соответственно является по меньшей мере один парафиновый воск, карнаубский воск, силиконовый воск, амидный воск, воск на основе этилена или/и пропилена или/и кристаллический воск.
10. Способ по п.8, отличающийся тем, что добавку выбирают из группы, включающей твердые смазочные материалы, вещества, снижающие трение, добавки для защиты от износа, силановые добавки, эластомеры, вспомогательные вещества для образования пленки, вещества, защищающие от коррозии, поверхностно-активные вещества, пеногасители, средства, способствующие растеканию, биоциды, загустители, а также органические растворители.
11. Способ по п.1, отличающийся тем, что изделие после холодной штамповки по меньшей мере частично очищается от покрытия или/и от композиции.
12. Способ по пп.1-11, отличающийся тем, что покрытие на изделии после холодной штамповки по меньшей мере частично остается на продолжительное время.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| JP 2002241959 A, 28.08.2002 | |||
| US 6472352 B1, 29.10.2002 | |||
| US 5584945 A, 17.12.1996 | |||
| Технологическая смазка для холодной обработки металлов давлением | 1987 |
|
SU1456459A1 |
| Смазка для холодной обработки металлов давлением | 1985 |
|
SU1268610A1 |

