ю
о
ОС
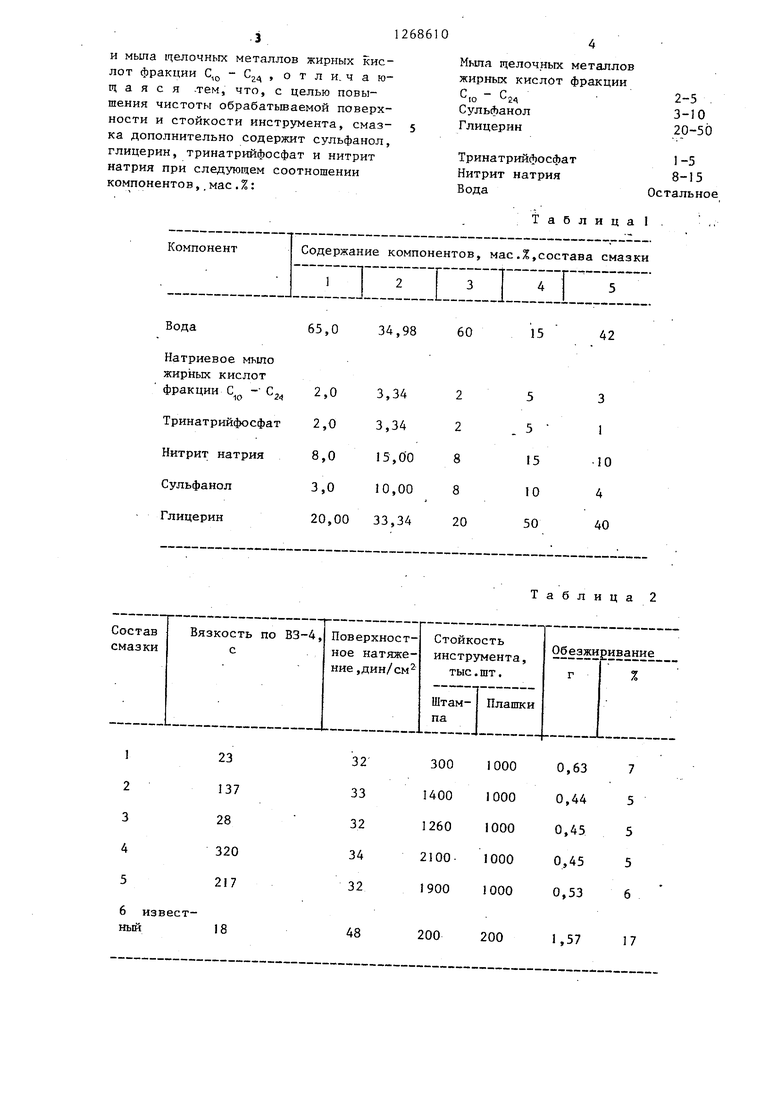
а Изобретение относится к технологическим Смазкам для обработки метал лов давлением и предназначено преимущественно для использования в техн логических производствах, где после холодной обработки деталей давлением их подвергают обезжириванию, в частности при гальваническом защитном и защитно-декоративном покрытии изделий, конкретнее при производстве велозвонков, Цель изобретения - повьппение частоты обрабатьшаемой поверхности и стойкости инструментов. В предлагаемой смазке мыла щелочных металлов жирных кислот фракции С,(, Cj и сульфанол являются загустителями-адгезивами, придающими требуемую вязкость композиции смазки, повы шающими смазьтаювщй эффект, защищающнми поверхность изделия от загрязнения на промежуточных операциях меж ду штамповкой и гальваниче:ским покры тием и повьшающими качество обр)абот ки поверхности изделий, и в частноети, они обеспечивают полноту удалени имеющегося на поверхности металла масляного (органического) слоя. Глицерин в предлагаемой смазочной композиции является пеноподавляющим сре ством и добавкой, способствующей предотвращению налипания металла на инструмент и снижению сил контактного трения. Тринатрийфосфат в предлагаемой смазочной композиции пр1именяется как эмульгирующая добавка, стабилизирующая рН среды смазки, обладающими моющими свойствами, а также являющаяся активным фосфатирующим антикоррозионным агентом. Нитрит нат рия в предлагаемой смазочной композиции применяется как антикоррозионный препарат, способствующий предохр нению изделий от коррозии при хранении их на межоперационньгх этапах обработки, которые могут продолжаться несколько недель, Приготовление смазки производят следующим образом. Заливают в обогреваемую емкость заданное количество воды и закладывают расчетное количество мьта Нагревают воду до 80-90С и перемешивают периодически смесь до полного растворения мыла. После полного раст ворения мыла прекращают обогревать емкость со смесью и добавляют туда последовательно заданные количества тринатрийфосфата, сульфанола, нитрита натрия и глицерина. Загружают каждое последующее вещество- после полного растворения предыдущего. Нанесение смазки на поверхность металла производится путем полива или окунания металла в раствор смазки непосредственно перед обработкой металла давлением при температуре производственного помещения, Составы смазок, приготовленные по предлагаемой технологии, приведены в табл. 1. 1 Для сравнения приготовлен известный состав смазки, содержащий мас.%: Натриевое мыло жирных кислот фракции С,- С 10 Триэтаноламиновая соль синтетических алкилфосфатов фракции С 1 Натрий иодистьйО,5 Полиэтиленгликоль,5 Вода87,0 Составы смазок 1-6 испытывают при штамповке крышки велозвонка на прессе К 2318. Материал, используемый при холодной гатамповке, - тонколистовая сталь ОМ 08 КП. Усилие штамповки 180 кг/мм. Изделия, полученные в процессе штамповки, вьгоодятся из рабочей зоны в сборншс готовой продукции автоматически путем сдува с матрицы струей направленного потока сжатого воздуха давлением 1-1,5 атм. Нанесение смазки на материал, используемый при холодной штамповке, осуществляется методом окунания стальная лента пропускается через емкость со смазкой. После нанесения смазки материал поступает в пресс на матрицу штампа, непрерьшно обдуваеf-iyro струей воздуха. Показатель оценки обезжиривания определяют по содержанию загрязнений, оставшихся на поверхности обработанного материала после цромьшки его в теплой воде. За 100% загрязнений принимают количество примес.ей, находящихся на материале, поступающем в технологический процесс. Ре.зультаты испытаний приведены в табл. 2. Формула изобретения Смазка для холодной обработки металлов давлением, содержащая воду
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДОРАСТВОРИМАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2005 |
|
RU2281971C1 |
| СОСТАВ ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2009192C1 |
| Смазка для теплой штамповки металлов | 1980 |
|
SU910746A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1987 |
|
SU1456459A1 |
| Смазка для холодной штамповки металлов | 1982 |
|
SU1097649A1 |
| СМАЗОЧНО-МОЮЩЕЕ ТЕХНИЧЕСКОЕ СРЕДСТВО "ЭТНАС" | 1979 |
|
RU858330C |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156789C2 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156788C2 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2379333C1 |
Изобретение относится к технологическим смазкам для холодной обработки металлов давлением, в частности при производстве велозвонков. Целью изобретения является повышение чистоты обрабатьшаа«)й поверхности и стойкости инструмента. Смазка на основе воды содержит, мас.%: мыла щелочных металлов жирнвпс кислот фракции С,о- С24 2-5; сульфанол 3-10; глицерин 20-50; тринатрийфосфат 1-5; нитрит натрия 8-15. Смазка повышает стойкость инструмента в 10 раз, степень чистоты обрабатываемой поверхности в 3 раза. 2 табл.
| Механические свойства материалов под высоким давлением./ Под ред | |||
| Х.Л.Пью | |||
| М.: Мир | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
