1
Изобретение относится к технологическим смазкам для холодной обработки металлов давлением и может быть использовано в машиностроительном производстве на роторно-конвеерных линиях, в частности, при калибровке . и глубокой вытяжке с утонением нок стальных изделий.
Целью изобретения является упрощение процесса обработки за счет исключения предварительного на несения фосфатного покрытия на обрабатываемую поверхность и повышение стойкости инструмента.
Для приготовления смазки используют полиакрйламид; соли щелочных металлов высших жирных кислот (хозяйственное мыло) и омыленный отход процесса производства полиэфиров, полученных на основе канифоли.
Указанный отход имеет следующий состав, мас.%:
Смоляные кислоты tO-45 Насьш1енные и ненасыщенные жирные кислоты 0,2-0,5 Малеиновый ангидрид 0,5-10,0 Центаэритрит 0,5-8,0 Глицерин-1,0-10,0
Вода . 1,0-20,0 Производные указанных компонентовОстальное , Отход, используемый для приготовления предлагаемой технологической смазки, получают при производстве полиэфиров.
В процессе получения полиэфиров вакуумной отгонкой удаляют летучие фракции, которые являются отходом производства. В своем составе он со-
дерзкит низкомолекулярные алкидные смолы, исходные реагенты и воду.
Ниже приведены физико-химические свойства, используемого отхода:
Внешний вид
Удельная масса, г/см
Вязкость кинематическая при 50°С,
Однородная вяз- кая масса темно- коричневого цвета
1,2
80-100
150-220
40-90
Число омыления,
мг КОН/Г
Кислотное число, мг КОН/Г
Предлагаемую смазку готовят следующим образом.
В сосуд емкостью 1,5 л заливают воду при 90-95°С и в течение 1,5-2 ч растворяют хозяйственное мыло. Раствор охлаждают до 50-70°С и прибавляют омыленный отход полиэфирного производства на основе канифоли.
Предварительно в термостойком стакане нагревают используемьй отход до 80-90° С и добавляют 15%-ный водный раствор едкого натра. Смесь перемешивают и нагревают 1-i,5 ч при 100-130°С.
В полученную, эмульсию, охлажденную до 25-40°С, вливают водный раствор полиакриламида и перемешивают до получения однородной смеси. Получают смазку молочного цвета со слабым запахом канифоли, рН ее 8-9, плотность 1,1-1,2 г/смз.
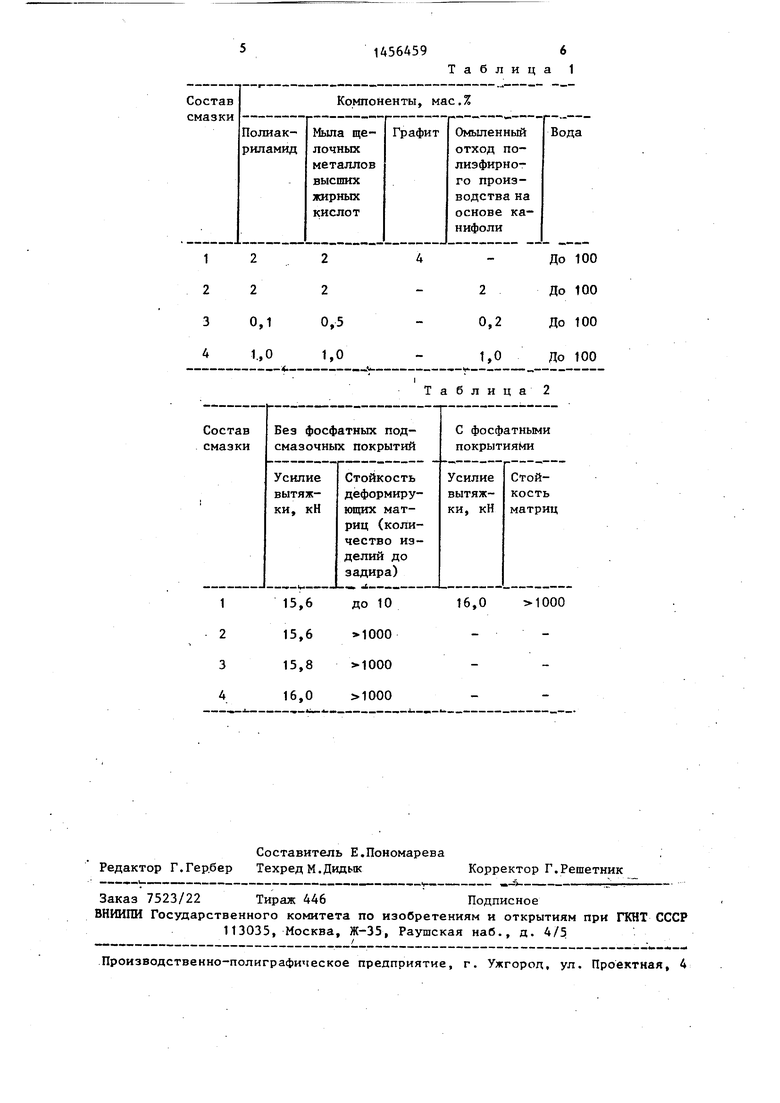
Составы смазок приведены в табл.1 Там же приведен состав известных смазок.
Смазки испытывали на операции глубокой вытяжки с утонением стенки на полуавтоматическом прессе К-10. Штам- повке подвергали цилиндрические полуфабрикаты из стали 08 ЮА, Предлагаемые смазки применяли без предвари
тельного нанесения на полуфабрикаты фосфатных подсмазочных покрытий. Известную смазку (состав 1) испытывали с применением фосфатных покрытий и без них. Результаты испытаний даны в табл. 2.
Как следует из полученных результатов, предлагаемая смазка на операциях холодной объемной штамповки сталей (глубокая вытяжка с утонением стенки, калибро вка через оправку) без применения фосфатного покрытия обеспечивает такую же стойкость ин- струмента, как известная смазка,
только с применением фосфатных под- смазочных покрытий, Таким образом, предлагаемая смазка позволяет упростить технологию холодной объемной штамповки сталей за счет исключения стадии фосфатирования, а также значительно повысить стойкость инструмента.
Формула изобретения
Технологическая смазка для холодной обработки металлов давлением, содержащая воду, полиакриламид и со- -ПИ щелочных металлов высших жирных кислот, отличающа:я ся тем, что, с целью упрощения процесса обработки и повьш1ения стойкости инструмента, смазка дополнительно содержит омыленный отход процесса производства полиэфиров, получаемых на основе канифоли, при следующем соотношении компонентов, мас.%:
Полиакриламид 0,1-2,0 Соли щелочных металлов высших жирных кислот0,5-2,0
Омыленный отход процесса производства полиэфиров, получаемых на основе канифоли0,2-2,0 Водарстальное
514564596
Таблица 1
СоставКомпоненты, мас.%
смазки
Полиак- Ь)Ша ще- Графит Омьшенный Вода риламид лочныхотход пометаллов лиэфирно- высшихго произжирныхводства на
кислотоснове канифоли
1224 -До100
22 2-2До100
3 0,1 0,5-0,2До100
1.,0 1,0-1,0До100
-т r-m J V..
J
Таблица 2
Состав Без фосфатных под- С фосфатными смазки смазочных покрытий покрытиями
Усилие Стойкость Усилие Стой- вытяж- деформиру- вытяж- кость ки, кН ющих мат- ки, кН матриц риц (количество изделий до задира)
115,6до 10 16,0 1000
215, - 315,
416,
Составитель Е.Пономарева Редактор Г.Гер.бер Техред М.ДидыкКорректор Г.Решетник
Заказ 7523/22 Тираж 446Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| Смазка для холодной обработки металлов давлением | 1989 |
|
SU1659456A1 |
| Способ получения смазки для холодной обработки металлов давлением | 1979 |
|
SU857249A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU884291A1 |
| Смазка для холодной обработки металлов давлением | 1975 |
|
SU540908A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2477307C2 |
| Способ нанесения смазки при холодной обработки металлов давлением | 1976 |
|
SU596315A1 |
Изобретение касается смазочных составов, в частности технологической смазки для холодной обработки металлов давлением, которая может быть использована на роторно-конвеерных линиях в машиностроительном производстве. Цель - упрощение процесса обработки и повышение стойкости инструмента. Смазка содержит, мас.%: полиакрйламид 0,1-2,0; соли щелочных металлов высших жирных киc лот 0,5-2,0; омыленный отход процесса производства полизфиров, получае- мых- на основе канифоли 0,2-2,0; воду остальное. Новая смазка без использования фосфатного покрытия o6ecnei« чивает такую же стойкость инструмента, как известная смазка с фосфатным подсмазочным покрытием. 2 табл. (/
| Грудев А.П | |||
| и др | |||
| Трение и смазка при обработке металлов давлением.- М.: Металлургия, 1982, С-.215 | |||
| Смазка для холодной обработки металлов давлением "спга-1 | 1976 |
|
SU586195A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
