Настоящее изобретение относится к формовочной головке для сухого формования волокнистого материала, которая размещена выше формовочной игольчатой ленты напротив вытяжного блока. Кроме того, настоящее изобретение относится к способу применения указанной формовочной головки.
Различные формовочные головки этого типа известны, например, формовочная головка, описанная в Европейском патенте №0159618. В этом патенте приведено описание формовочной головки с донной сеткой или ситом с большим количеством ячеек. Для пропускания волокна через дно формовочной коробки предлагалось использовать лапки, валки или другие выскабливающие или чистящие устройства, эффективно удаляющие волокна из сита на дно формовочной головки. Ниже формовочной игольчатой ленты размещен вытяжной блок для перемещения волокна через дно на формовочную игольчатую ленту. Хотя подобные механические устройства позволяют добиться большей производительности, достигнутые показатели оставляют желать лучшего, в связи с чем на протяжении многих лет предпринимались попытки увеличения производительности.
Размер отверстий в сетке или размер сита в дне формовочной коробки определяется толщиной волокон, которые предназначены для распределения на формовочную игольчатую ленту. В частности, это касается использования целлюлозных волокон при изготовлении изделий из бумаги, в том числе при изготовлении абсорбирующих изделий, например, салфеток. Длина используемых волокон была соответственно уменьшена.
Для решения проблемы, касающейся длины волокон, в международной патентной заявке №99/36623 приведено описание формовочной головки с открытым дном, то есть без нижней сетки или сита. Распределение волокон осуществляется с помощью большого количества вращающихся зубчатых валков. Указанные зубцы предназначены для частичного задерживания волокон при втягивании их в размещенный внизу вытяжной блок. Волоконная масса, сформированная в формовочной головке из отдельных волокон, разрезанных вращающимися валками и перемешанных в воздушном потоке, подается вниз на игольчатую ленту. Это значительно увеличивает производительность формующего устройства. Однако изобретатель выяснил, что зубчатые валки могут не разъединять проходящие через них агломераты волокон, что приводит к неравномерному распределению волокна на формовочной игольчатой ленте и, следовательно, к неоднородности готового продукта.
Другая проблема с известными формовочными головками заключается в том, что они неоправданно дорогостоящи. Поэтому изготовитель предпочитает использовать одну или большее количество формовочных головок, которые могут быть использованы для производства большого количества различных полотен, вместо того, чтобы использовать формовочную головку, имеющую конструкцию, которая оптимальна для производства конкретного полотна. Таким образом, традиционно используемая формовочная головка не предназначена конкретно для заданного продукта, что приводит к получению полотна, которое имеет худшее качество, чем требуется.
Таким образом, существует потребность в формовочной головке, которая удовлетворяет требованиям оптимальной производительности без ущерба качеству любого из получающихся полотен.
Поэтому первым аспектом настоящего изобретения является создание формовочной головки, прочной и содержащей некоторое число распределительных блоков, которые могут быть легко собраны в одну законченную формовочную головку и которые обеспечивают лучшее управление и регулировку между соседними распределительными блоками.
Второй аспект настоящего изобретения заключается в создании формовочной головки, обеспечивающей разъединение агломератов, уплотненностей и/или комочков волокон в большей мере, чем ранее известные головки.
Третий аспект настоящего изобретения заключается в создании формовочной головки, обеспечивающей равномерное распределение волокон на формовочной игольчатой ленте в формующем устройстве с сухим способом формования без ущерба для производительности распределительного устройства.
Четвертый аспект настоящего изобретения заключается в создании надежной в эксплуатации формовочной головки с более длительными периодами между обслуживанием и ремонтом.
Пятый аспект настоящего изобретения заключается в создании формовочной головки с более прочными зубцами, по сравнению с ранее известными зубцами.
Шестой аспект настоящего изобретения заключается в создании формовочной головки, пригодной к работе с волокном разного типа и разной длины.
Седьмой аспект настоящего изобретения заключается в создании формовочной головки, пригодной к формованию различных полотен и/или подложек, без ущерба для производительности распределительного устройства.
Эти аспекты достигаются, в соответствии с настоящим изобретением, благодаря тому, что формовочная головка разделена на независимые соединенные между собой распределительные блоки, каждый из которых содержит по меньшей мере один вращающийся валок с выступающими зубцами.
Когда соединенные между собой распределительные блоки с возможностью отсоединения установлены на формовочной головке, обеспечивается модульность формовочной головки, которая может быть приспособлена и модифицирована, чтобы удовлетворить требованиям по изготовлению большого количества полотен и, одновременно, обеспечит высокое качество изготовляемого изделия, поскольку каждый распределительный блок может быть выполнен оптимально в отношении используемого материала и требуемого конечного продукта.
Модульная формовочная головка, выполненная в соответствии с настоящим изобретением, приводит к системе, которая имеет некоторое число различных индивидуальных распределительных блоков, которые могут быть собраны легко и в произвольном порядке в законченную формовочную головку, которая обеспечивает лучшее управление и регулировку между соседними распределительными блоками, чем было известно до настоящего времени.
Таким образом, настоящее изобретение обеспечивает формовочную головку, которая облегчает установку и сборку указанной формовочной головки, а также обеспечивает возможность пользователям произвольно добавлять и/или регулировать внутренние элементы. Различные распределительные блоки формовочной головки могут, в соответствии с изобретением, быть выполнены в соответствии со спросом потребителя.
Различные элементы, распределительные блоки и вращающиеся ролики могут быть доставлены и собраны на месте производства для самостоятельного использования или же могут быть прикреплены к конструктивным рамным элементам для получения формовочной головки, которая интегрирована вместе с другими соответствующими элементами производственной установки.
Сборщики и/или конечные пользователи также могут модифицировать конструкцию и/или положение различных распределительных блоков и их элементов, как это необходимо.
Формовочная головка, выполненная в соответствии с настоящим изобретением, сформирована из большого числа распределительных блоков, собранных с помощью соединителей. Предпочтительно соединители содержат элемент по типу болта, вставленный в отверстия в стенке и зафиксированный гайкой, хотя в настоящем изобретении могут быть предусмотрены и другие элементы, известные специалистам в этом уровне техники.
Формовочная головка, выполненная в соответствии с настоящим изобретением, может, таким образом, быть выполнена с возможностью обработки длинных волокон и/или частиц и/или коротких волокон.
Традиционные формовочные головки для производства уложенных потоком воздуха полотен всегда выполняются с удовлетворением конкретных требований использования нужных волокон в получающемся полотне и, если, например, требуются волокна разной длины, указанная формовочная головка не может удовлетворить этому требованию. Таким образом, использование традиционных формовочных головок ограничено конкретным применением. Использование формовочной головки, выполненной в соответствии с настоящим изобретением, решает эту проблему, поскольку каждый распределительный блок устанавливается с возможностью съема и замены. Когда пользователю необходимо изготовить другой продукт, используя другие волокна, или же просто в формовочной головке необходимы другие условия, чтобы обеспечить требуемые свойства изготовляемого полотна, пользователь в одном или большем количестве распределительных блоков просто заменяет, удаляет или добавляет один или большее количество других распределительных блоков, в зависимости от условий и требований.
Путем выполнения формовочной головки, выполненной в соответствии с настоящим изобретением, которая содержит некоторое количество распределительных блоков, обеспечивается легкая сборка распределительных блоков в законченную формовочную головку, удовлетворяя оптимальным производственным условиям, необходимым для получающегося полотна. Таким образом, каждый распределительный блок представляет собой блок с немедленным запуском, который может быть удален и заменен, быстро и вручную, другим блоком, или просто удален или дополнен из формовочной головки.
Распределительный блок(и) может быть выполнен с удовлетворением конкретных и специфических требований. Эти требования могут относиться, например, к готовому продукту, к используемому волокнистому материалу или к подаваемому на формовочную головку воздушному потоку. В связи с этим каждый распределительный блок может иметь оптимальную конструкцию, обеспечивающую лучшие условия для распределения и смешивания волокон в конкретном блоке.
В качестве примера можно упомянуть, что один из распределительных блоков предназначен для сильного ударного воздействия на волокнистый материал, поступающий на распределительный блок, тогда как другой распределительный блок предназначен для обеспечения высокой степени смешивания поступающего на формовочную головку волокнистого материала.
Таким образом, формовочная головка обеспечивает лучшее управление и регулировку между соседними распределительными блоками, чем было известно до настоящего времени.
Кроме того, используя формовочную головку, имеющую по меньшей мере два независимых распределительных блока, изобретателем было найдено, что достигается более эффективное разрыхление волокон, по сравнению с известными формовочными головками.
Это достигается благодаря тому факту, что на разрыхление агломератов, уплотненностей и/или кусочков волоконного материала оказывают влияние зубцы вращающихся валков. Когда зубцы на вращающихся валках сталкиваются, например, с агломератами, ударная сила обеспечивает разрыхление агломератов. Путем использования более одной распределительной ступени, неожиданно было найдено, что агломераты, уплотненности и/или кусочки, которые не были разрыхлены в первой распределительной ступени, разрыхляются в нижележащем блоке.
Используя формовочную головку, выполненную в соответствии с настоящим изобретением, обеспечивается не только удаление агломератов, уплотненностей и/или кусочков в волоконном материале, но и их полное раскрытие и разделение.
Настоящее изобретение, таким образом, обеспечивает возможность изготовления однородных полотен на более высоких скоростях, чем это было возможно до настоящего времени и/или улучшения однородности полотен, изготовляемых на используемых ныне скоростях. Предполагается, что очень высокая степень разделения, вызванная использованием различных распределительных ступеней, улучшает перемешивание волокон в формовочной головке, чтобы получить эти улучшенные результаты.
Когда формовочная головка, выполненная в соответствии с настоящим изобретением, применена в устройстве сухого формования, стало возможным формовать продукт из волокна, в котором проблемы, связанные с вариацией толщины по ширине продукта, устраняются.
Используемый в дальнейшем термин "распределительный блок" относится к автономному распределительному блоку, т.е. который работает в качестве формовочной головки без управления или влияния другого распределительного блока.
Таким образом, предлагаемая формовочная головка не только способствует более эффективному разъединению и разрыхлению волокон, чем было возможно до настоящего времени, но также препятствует попаданию на формовочную игольчатую ленту комочков или негабаритных волокон и обеспечивает равномерное перемешивание волокон до их поступления на формовочную игольчатую ленту. Формовочная головка, выполненная в соответствии с изобретением, производит равномерное распределение волокон на формовочную игольчатую ленту без ущерба для производительности распределительного устройства.
Для лучшего разрыхления и более равномерного распределения волокон указанный по меньшей мере один вращающийся валок с принадлежащими ему зубцами в по меньшей мере одном из распределительных блоков может закрывать преимущественно всю площадь поперечного сечения распределительного блока, если смотреть в горизонтальной плоскости. Это способствует тому, что волокна частично остаются в распределительном блоке, в результате чего оставшиеся агломераты, уплотненности и/или комочки возвращаются в данный распределенный блок, обеспечивая дальнейшее измельчение и разрыхление этих агломератов, а не их затягивание в вытяжной блок на формовочную игольчатую ленту.
Распределительный блок предпочтительно размещен над формовочной игольчатой лентой, но в альтернативном варианте выполнения это может быть еще один или несколько распределительных блоков.
Однако в предпочтительном варианте выполнения площадь поперечного сечения по меньшей мере одного распределительного блока только частично покрыта указанным по меньшей мере одним вращающимся валком с принадлежащими ему зубцами. Изобретатели неожиданно обнаружили, что это обеспечивает циркуляцию воздуха в обратном направлении, приводя к более ровному и однородному распределению волокон, по сравнению с формовочной головкой, в которой площадь поперечного сечения распределительных блоков полностью закрыта вращающимися валками. Особенно предпочтительно, чтобы процент площади поперечного сечения, закрытой вращающимися валками в указанном распределительном блоке, попадал в диапазон между приблизительно 30% и приблизительно 80%, предпочтительно приблизительно 65%.
Чтобы добиться того, что только часть площади поперечного сечения распределительного блока(ов) была закрыта указанным по меньшей мере одним вращающимся валком, можно просто установить меньше вращающихся валков в распределительный блок и/или регулировать размеры зубцов на вращающихся валках. Однако также возможно либо по отдельности, либо совместно, регулировать размер и/или длину вращающихся валков.
Специалист сможет найти оптимальные решения к разным распределительным блокам и, в конечном итоге, к формовочной головке, выполненной в соответствии с изобретением, опираясь на используемый в готовом продукте материал в сочетании с предоставленной в настоящей заявке информацией.
В соответствии с настоящим изобретением, в предпочтительном варианте выполнения настоящего изобретения указанный по меньшей мере один распределительный блок содержит большое количество вращающихся валков, расположенных предпочтительно в горизонтальной плоскости. При этом, волокнистый материал должен пройти через вращающиеся валки, обеспечивая симметричное расположение волокон на формовочной игольчатой ленте и формируя готовый продукт с равномерной толщиной по ширине формовочной игольчатой ленты.
Все вращающиеся валки в распределительном блоке предпочтительно приводятся в действие одним двигателем и синхронным передаточным ремнем. Тем самым достигается полезный эффект, заключающийся в том, что вращающиеся валки могут быть размещены так, что наружные концы валков описывают окружности, накладывающиеся друг на друга, как, например, соединяющиеся друг с другом зубчатые колеса. К преимуществам такого варианта выполнения относится то, что вращающиеся валки могут размещаться ближе друг к другу, в результате чего волокна подвергаются одновременному воздействию более чем одного зубца. Это создает более сильное ударное воздействие на агломераты, уплотненности и/или комочки, способствуя лучшему разрыхлению волокнистого материала. Кроме того, когда наружные концы зубцов перемещаются между собой, то можно производить волокнистое полотно из очень коротких волокон, например, имеющих длину менее 3 мм. Таким образом, можно изготовить продукт с очень однородной структурой, как в поперечном, так и в продольном направлении.
Чем ближе друг к другу расположены зубцы на вращающихся валках, тем эффективнее они будут возвращать агломераты, уплотненности и/или комочки на распределительный блок. Таким образом, зубчатые валки задерживают комочки или пучки волокон и окончательно разделяют или разрыхляют их последовательно до такого состояния, что задержанные волокна с помощью зубцов возвращаются на распределительный блок, а не втягиваются вытяжным блоком на формовочную игольчатую ленту.
В качестве альтернативы, вращающиеся валки можно разместить так, что наружные концы зубцов описывают не накладывающиеся друг на друга окружности. Это дает особые преимущества, когда формовочная головка, выполненная в соответствии с настоящим изобретением, обрабатывает длинные волокна с длиной 60 мм или более, так как окружности, описываемые наружными концами зубцов, по существу касаются друг друга или немного смещаются относительно друг друга. При этом зубцы на одном вращающемся валке предпочтительно размещают очень близко к зубцам на соседнем вращающемся валке, например, на расстоянии 2 мм.
Кроме того, можно изменять плотность зубцов, как в осевом направлении, так и по окружности вращающегося валка. Благодаря этим параметрам, расположением зубцов относительно зубцов на соседнем вращающемся валке, числом оборотов валков и воздушным потоком можно регулировать производительность формовочной головки, выполненной в соответствии с изобретением.
В соответствии с одним вариантом настоящего изобретения зубцы могут быть изготовлены из полностью эластичного или частично эластичного материала. В случае касания или удара зубцов друг о друга или о стенку формовочной головки гарантируется то, что они не сломаются и не согнутся. Это обеспечивает большую надежность в эксплуатации формовочной головки и требует меньших эксплуатационных расходов по сравнению с известными формовочными головками, имеющими зубцы из не эластичного материала. Такие эластичные или частично эластичные зубцы могут иметь форму, например, щетинок или щеток.
В качестве альтернативы, зубцы могут быть изготовлены из не гибкого материала. Такие зубцы оказывают более сильное ударное воздействие, предпочтительное для некоторых видов волокнистого материала. Таким образом, при использовании зубцов из не эластичного материала, достигается разрыхление наиболее трудно разрыхляемых агломератов, уплотненностей и/или комочков.
В любом случае, чем длиннее валки, тем интенсивнее ударное воздействие на волокнистый материал и тем эффективнее разделение агломератов.
В другом предпочтительном варианте выполнения, в соответствии с настоящим изобретением, указанный по меньшей мере один валок в по меньшей мере одном из распределительных блоков является съемным. Благодаря этому можно произвольно регулировать, например, плотность расположения зубцов на вращающихся валках, длину зубцов и/или материал, из которого выполнены зубцы путем простой замены, удаления или добавления одного или большего количества вращающихся валков в распределительный блок.
Регулировка может производиться, например, при установке взаимно перемещаемых валков предпочтительно в горизонтальной плоскости, в результате чего можно, предусмотреть углубления, которые пропускают большее количество волокнистого материала за указанный период времени. В качестве альтернативы, вращающиеся валки в распределительном блоке могут иметь разную длину и/или размеры.
Формовочная головка может преимущественно иметь дно с большим количеством отверстий. Дно предпочтительно размещают на распределительной ступени, наиболее близкой к формовочной игольчатой ленте, но, в пределах объема изобретения, в зависимости от используемого волокнистого материала и от готового продукта, его можно разместить в нескольких или ни в одном распределительном блоке.
Например, для обработки длинных волокон предпочтительно не размещать их на неподвижное дно на распределительной ступени. Однако на одном или большем количестве распределительных ступеней предпочтительно иметь неподвижное дно, если через формовочную головку распределяются волокна меньшего размера или частицы волокна.
Вытяжной блок, размещенный ниже формовочной игольчатой ленты и предпочтительно являющийся вакуумным блоком, сильнее воздействует на маленькие частицы и/или волокна, чем на более длинные волокна. Неподвижное дно не мешает вращающимся валкам втягивать маленькие волокна и/или частицы на формовочную игольчатую ленту и обеспечивает равномерность изделий с маленькими волокнами и/или частицами.
Для размещения волокон и/или частиц волокон на формовочную игольчатую ленту неподвижное дно предпочтительно может иметь форму сита, сети или сетки. Для продвижения волокон и/или частиц волокон через дно формовочной головки дно может содержать лапки, валки или другие выскабливающие или чистящие устройства, эффективно удаляющие волокна со дна.
Размер отверстий в сетке или в сите дна формовочной коробки зависит от характеристик волокон и/частиц, предназначенных для распределения на формовочной игольчатой ленте и на требуемом продукте. В частности, это касается использования целлюлозного волокна при изготовлении изделий из бумаги, в том числе при изготовлении абсорбирующих изделий, таких как салфетки.
Когда дно выполнено в форме сетки с большим количеством съемных ячеек, то его можно легко менять для регулировки и/или изменения пропускной способности формовочной головки и с целью изменения скорости передачи волокна на формовочную игольчатую ленту. В этом смысле дно содействует оптимизации готового продукта.
Валки могут быть предпочтительно размещены горизонтально или вертикально, при этом зубцы будут вращаться соответственно в вертикальной плоскости и в горизонтальной плоскости. Такое размещение предпочтительно в связи с симметричным расположением волокон, так что по ширине формовочной коробки формируется полотно с равномерной толщиной.
Для размещения формовочной головки с горизонтально ориентированными валками, предназначенными для обработки волокон с различными свойствами, в каждом распределительном блоке можно разместить несколько рядов валков. Валки в каждом ряду можно разместить в ряд с их продольными осями, расположенными параллельно или перпендикулярно движению формовочной игольчатой ленты. Кроме того, продольные оси валков могут, однако, быть также расположены параллельно движению формовочной игольчатой ленты.
В соответствии с изобретением, появилась возможность разрешения проблемы с изменением толщины по ширине материала при его формовании на формовочной игольчатой ленте. Ожидаемая равномерность толщины производимого материала по всей его ширине достигается благодаря тому, что вращение зубчатых валков направляет волокна формовочной игольчатой ленты непосредственно вниз перпендикулярно поверхности формовочной игольчатой ленты. Таким образом, в предпочтительном варианте выполнения валки в каждом распределительном блоке установлены так, что они вращаются вокруг своих продольных осей со скоростью вращения в диапазоне между 200 и 5000 оборотов в минуту, предпочтительно приблизительно в диапазоне между 2000 и 3000 оборотов в минуту.
При этом в разных вариантах выполнения валки устанавливают так, чтобы они имели разную скорость вращения на разных ступенях распределения волокна или даже на одном распределительном блоке. При регулируемой скорости вращения каждый распределительный блок может работать в оптимальном режиме, даже если на распределительный блок в разное время подается разное количество материала. В связи с этим можно разработать каждую распределительную ступень для материалов с особыми физическими свойствами.
Как уже упоминалось ранее, зубцы на каждом вращающемся валке могут размещаться как по продольной оси валка, так и по окружности валка. Для однородного распределения на формовочной игольчатой ленте предпочтительно вышеуказанное размещение в обоих направлениях.
Кроме того, можно использовать разные размеры и скорость вращения. Тем не менее, предпочтительными являются следующие параметры: осевое расстояние между зубцами - от 3 до 20 мм, толщина зубцов - от 0,5 до 10 мм. Длина зубцов находится в диапазоне между 5 и 200 мм, предпочтительно приблизительно 100 мм.
В рамках объема настоящего изобретения скорости вращения, длина зубцов и толщина зубцов могут находиться за пределами этих диапазонов. Кроме того, изменяя длину и толщину валка и зубцов, можно обрабатывать длинные волокна, не опасаясь их скручивания друг с другом. Иными словами, появляется возможность обрабатывать длинные волокна и подавать их на формовочную игольчатую ленту в виде отдельных, не скрученных друг с другом, волокон.
Чтобы изготовить готовый продукт из очень коротких волокон с длиной, например, около 2-4 мм, наружные концы валков с выступающими зубцами располагают с интервалами так, чтобы соответствующие зубцы на соседних валках могли проходить между ними, например, зубцы могли зацепляться, как зубчатое колесо. При этом можно изготовлять однородный продукт с очень однородной структурой, как в поперечном направлении, так и в продольном направлении. Кроме того, можно обрабатывать короткие волокна, так как более длинные волокна будут задерживаться в распределительном блоке, предотвращая попадание волокон непосредственно на формовочную игольчатую ленту.
В настоящей заявке термин "зубцы" относится к варианту выполнения с использованием зубцов с резьбой. Однако речь идет также о деталях в виде пластин, которые называются лапками. Такие лапки в виде пластин с расширением размещаются в плоскости перпендикулярной оси вращения вала. В качестве альтернативы, пластины могут размещаться с наклоном или иметь форму винтов для осуществления действия, направленного вверх или вниз на уплотненности волокна. Зубцы в форме лапки могут иметь отверстия для облегчения доступа воздуха к формовочной головке. Такие отверстия облегчают доступ воздуха. При соответствующем выборе скорости вращения и формы отверстий в валках можно воспрепятствовать или ограничить продвижение волокон к таким отверстиям.
В соответствии с настоящим изобретением, в особенно предпочтительном варианте выполнения формовочная головка содержит четыре последовательно расположенных блока, начиная с самого дальнего от формовочной игольчатой ленты конца. Неожиданно было обнаружено, что, если первый распределительный блок содержит один вращающийся валок, второй распределительный блок содержит два вращающихся валка, третий распределительный блок содержит один вращающийся валок, а четвертый распределительный блок содержит большое количество вращающихся валков, размещенных по существу в горизонтальной плоскости, то волокнистый материал будет полностью разъединен и не будет содержать комочков и уплотненностей, что снова обеспечивает очень равномерное распределение волокон на формовочной игольчатой ленте.
Верхний распределительный блок предпочтительно размещают с возможностью передачи более сильного ударного воздействия на волокнистый материал. Было выяснено, что предпочтительным является один вращающийся валок с длиной зубцов от 50 до 130 мм. При этом горизонтальное сечение первого распределительного блока может быть таким же или меньшим, чем горизонтальное сечение распределительного блока(ов), размещенного ниже. Изобретатели также показали, что формовочная головка с такой конструкцией обеспечивает решительно полезный "эффект душа", создаваемый разностью потоков воздуха, которая распределяет и эффективно распространяет волокна равномерно на более длинный расположенный снизу распределительный блок(и).
Готовый продукт может быть изготовлен или по меньшей мере может содержать натуральные волокна, такие как целлюлозные волокна, волокна льна, конопли, джута, рами, сизали, хлопка, капка, стекловолокно, волокна камня, старую газетную бумагу, слоновую траву, сфагнум, волокна морских водорослей, пальмовые волокна и др. Изолирующую способность таких волокон можно использовать во многих применениях.
Продукт может быть изготовлен или по меньшей мере может содержать часть синтетических волокон, таких как полиамидное волокно, полиэфирное волокно, полиакриловое волокно, полипропиленовое волокно, двухкомпонентные волокна или волокна вермикулита и другие, а также любой вид гранулированного материала. Древесноволокнистые плиты с такими синтетическими волокнами могут использоваться для изготовления волокнистого материала, обладающего определенными, например, абсорбирующими, свойствами. Кроме того, волокна могут быть подвергнуты предварительной огнестойкой пропитке или огнестойкая пропитка может добавляться непосредственно в волокнистую смесь, которая вдувается в формовочную коробку.
Так как в соответствии с настоящим изобретением формовочная головка выполнена с возможностью использования очень длинных волокон, то можно изготовить прочный, но имеющий большую толщину, материал. Это связано с тем, что длинные волокна обладают способностью образовывать связи волокна в материале с достаточно большой, например, до 200-400 мм, толщиной. Указанными связями могут быть хрупкие водородные связи, либо упругие связи, устанавливаемые посредством связующего материала или сочетания материалов.
В соответствии с изобретением формовочная головка может применяться для изготовления, например, изоляционных матов из синтетических волокон или из натуральных волокон, а также из сочетания синтетических и натуральных волокон.
При этом распределительный блок, расположенный ближе всех к формовочной игольчатой ленте, может дополнительно содержать боковые стенки, регулируемые по высоте относительно формовочной игольчатой ленты. Тем самым может быть достигнуто преимущество, заключающееся в том, что толщина готового продукта не ограничивается определенной максимальной высотой.
Более подробно изобретение будет описано со ссылками на приложенные чертежи, на которых
Фиг.1 представляет собой схематический вид в аксонометрии формовочной головки в соответствии с одним вариантом выполнения изобретения;
Фиг.2 представляет собой схематический вид сбоку в частичном разрезе формовочной головки, представленной на Фиг.1.
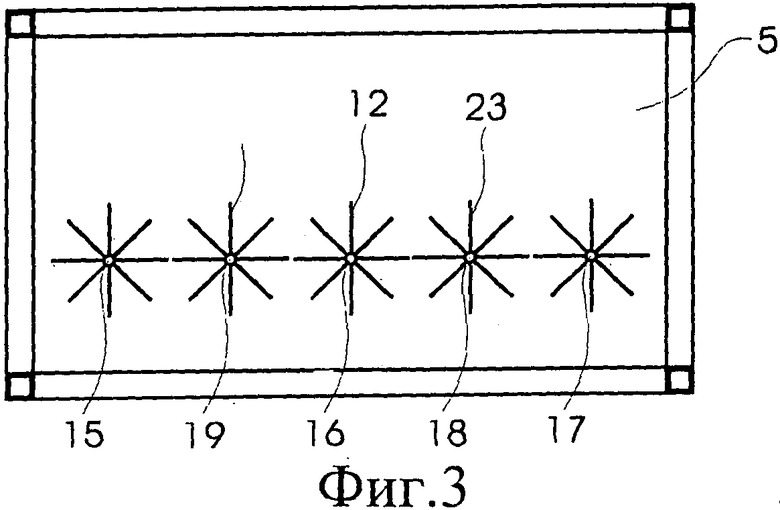
Фиг.3 представляет собой схематический вид сбоку четвертого распределительного блока, представленного на Фиг.1.
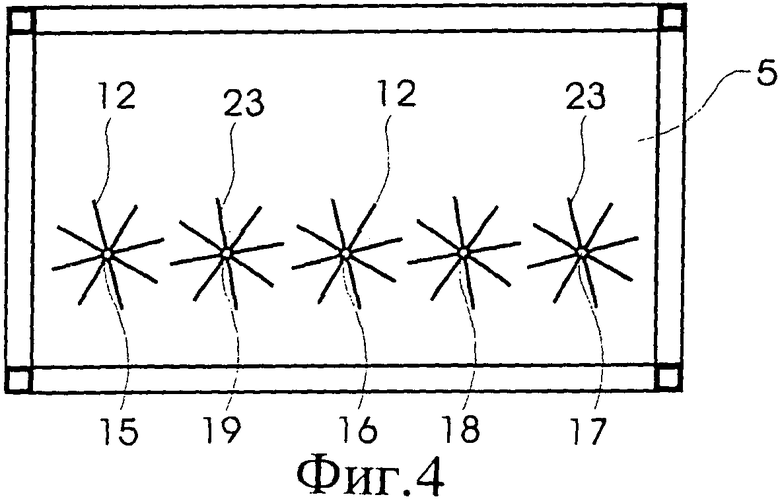
Фиг.4 представляет собой схематический вид сбоку различных вариантов выполнения четвертого распределительного блока, представленного на Фиг.1.
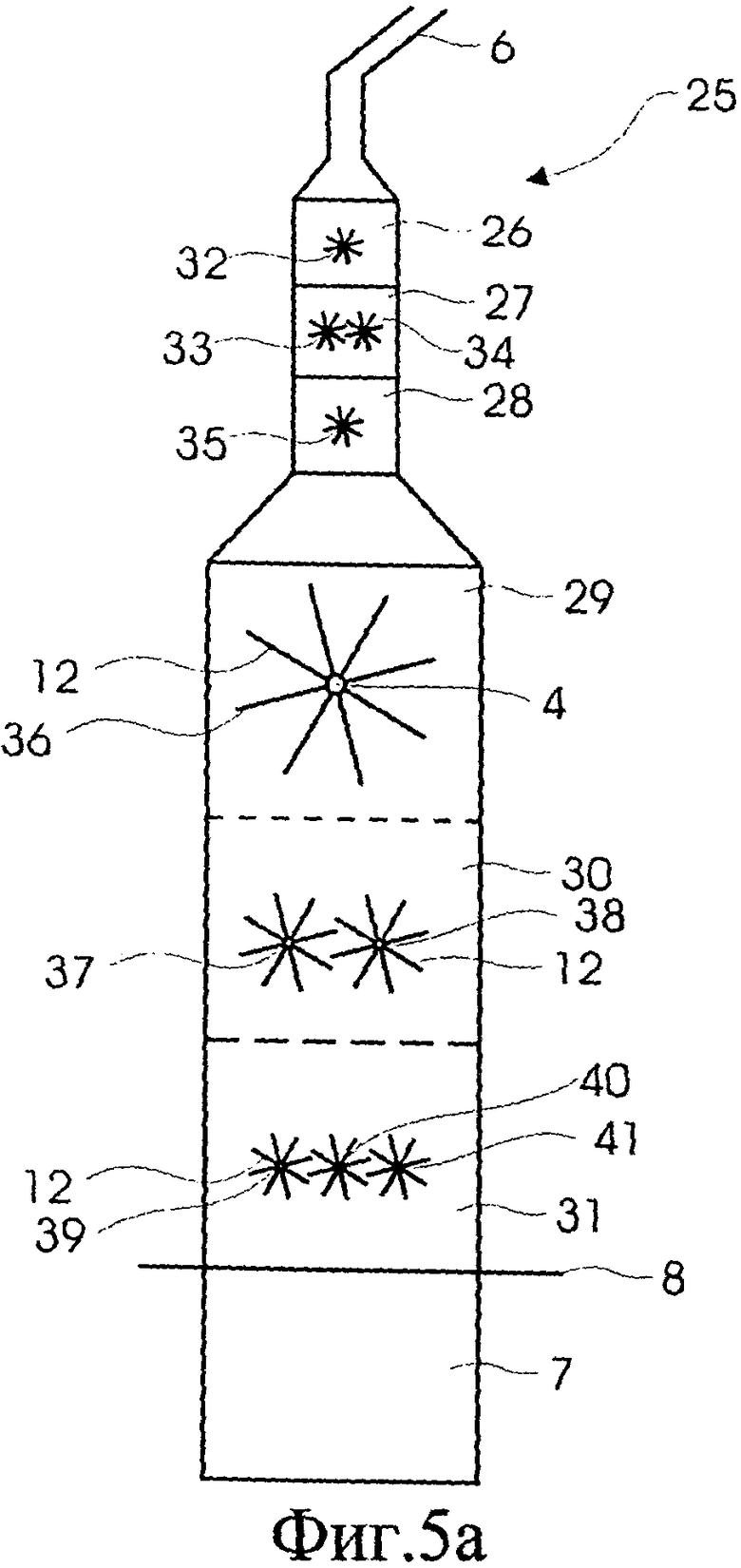
Фиг.5а представляет собой схематический вид сбоку формовочной головки в соответствии со вторым вариантом выполнения изобретения;
Фиг.5b представляет собой вариант выполнения, изображенный на Фиг.5а, в схематическом виде спереди.
На последующих Фиг.1-4 предположено путем примера, что, в соответствии с изобретением, формовочная головка содержит четыре распределительных блока. Это ни в коей мере не является ограничением для изобретения, и в пределах объема настоящего изобретения формовочная головка может содержать от двух до большего количества распределительных блоков.
На Фиг.1 представлена формовочная головка 1, выполненная в соответствии с первым вариантом выполнения изобретения. Формовочная головка содержит четыре отдельных соединенных между собой распределительных блока, соответственно, 2, 3, 4 и 5. Волокна подаются в первый распределительный блок 26 через входное отверстие 6. Вытяжной блок 7 размещен ниже формовочной игольчатой ленты 8, а формовочная головка размещена выше ленты. При сухом формовании полотна 10 волокна 9 потоком воздуха укладываются на формовочную игольчатую ленту 8.
На Фиг.1 показана формовочная головка с видимыми внутренними элементами четвертого распределительного блока 5. Понятно, что стенки корпуса могут быть выполнены из прозрачного или непрозрачного материала.
В каждом распределительном блоке 2, 3, 4 и 5 вращающиеся валки имеют выступающие зубцы 12.
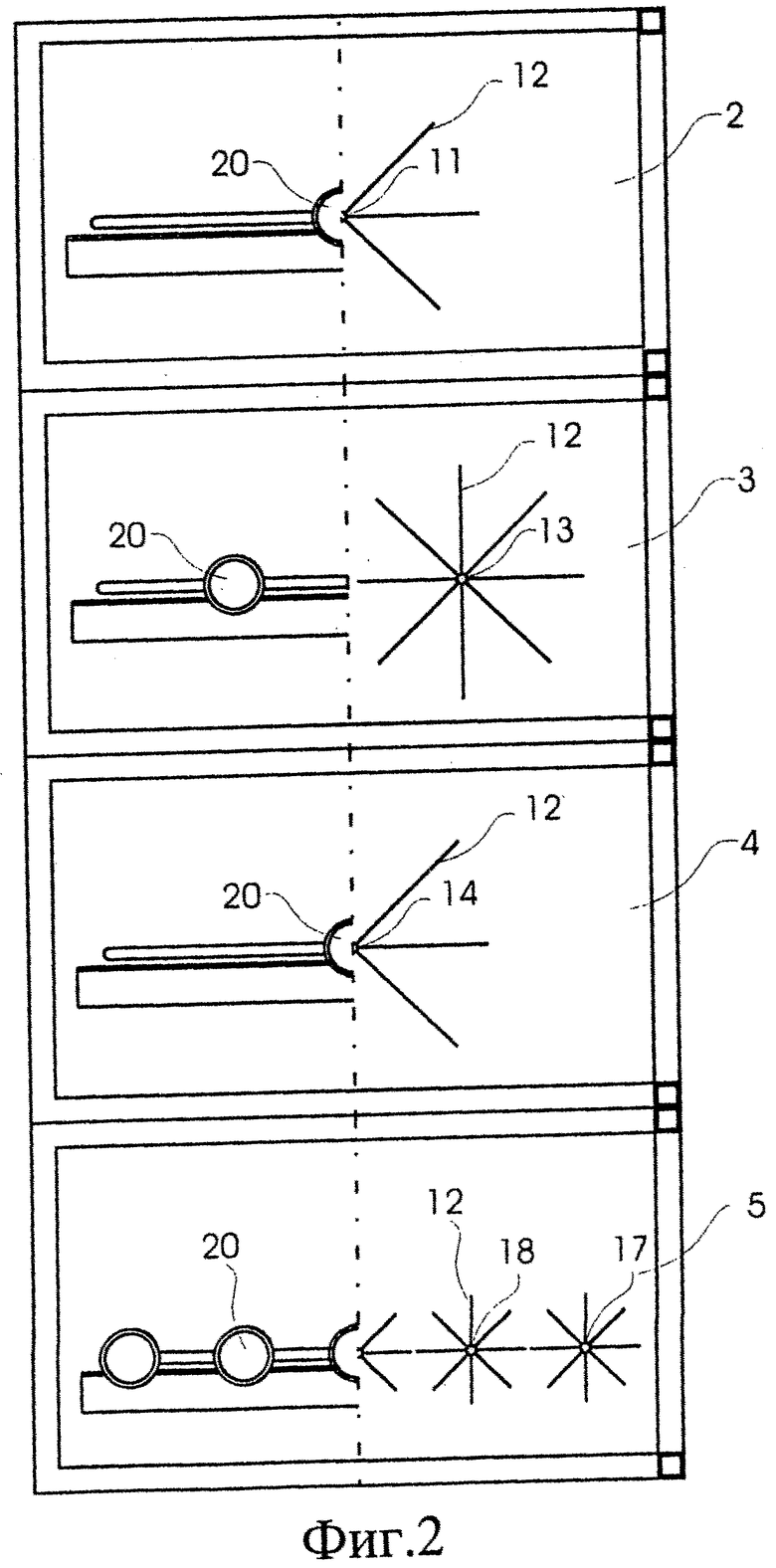
В варианте выполнения, представленном на Фиг.1, первый распределительных блок 2 содержит один вращающийся валок 11, второй распределительный блок 3 содержит два вращающихся валка 12, 13, третий распределительный блок 4 содержит один вращающийся валок 14, а четвертый распределительный блок 5 содержит пять вращающихся валков 15, 16, 17, 18, 19, расположенных по существу в горизонтальной плоскости параллельно формовочной игольчатой ленте 8.
Пять вращающихся валков 15, 16, 17, 18 и 19, расположенных в четвертом распределительном блоке, образуют дно формовочной головки, в котором три вращающихся валка 15, 16 и 17 расположены у одной боковой стенки распределительного блока, а два вращающихся валка 18 и 19 расположены у противоположной стенки.
Для специалиста очевидно, что число вращающихся валков можно регулировать в зависимости от требуемого продукта и от используемых волокон.
Двигатели 20, размещенные с возможностью регулирования скорости вращения, приводят в движение каждый вращающийся валок, с обеспечением возможности регулировки скорости вращения двигателей в зависимости от выбора валков, зубцов и целевого продукта.
У каждого вращающегося валка 11, 12, 13, 14, 15, 16, 17, 18 и 19 имеется вал 21, на котором размещены выступающие вперед нитевидны зубцы 12. Размер зубцов 12 и расстояние между ними должны позволять соответствующим зубцам 12 на соседнем вращающемся валке проходить между ними.
В варианте выполнения, представленном на Фиг.1, вращающиеся зубчатые валки размещены так, что наружные концы зубцов описывают не накладывающиеся друг на друга окружности.
Волокна 9 подаются на формовочную головку 1 через входные отверстия 6. В указанных волокнах могут содержаться агломераты, комочки и/или уплотненности, которые при соприкосновении с зубцами 12 разрыхляются или расщепляются, обеспечивая более равномерное распределение волокон 9 в материале 10, формирующемся на игольчатой формовочной ленте 8.
Это происходит из-за того, что разрыхление агломератов волокнистого материала происходит при столкновении с зубцами на вращающихся валках, и когда вращающийся зубец сталкивается, например, с агломератом, то под влиянием силы удара агломераты, по меньшей мере, некоторые из них, разъединяются и/или разрыхляются.
Этот процесс повторяется несколько раз в каждом распределительном блоке и во всех четырех распределительных блоках, в результате чего все агломераты, комочки и/или уплотненности удаляются, обеспечивая более равномерное распределение волокон 9 в материале 10, формирующемся на игольчатой формовочной ленте 8.
Чем ближе друг к другу расположены зубцы 12 на вращающихся валках 11, 12, 13, 14, 15, 16, 17, 18 и 19, тем эффективнее зубцы будут возвращать агломераты, уплотненности и/или комочки на соответствующие распределительные блоки 2, 3, 4 и 5. Таким образом, удерживаемые валками комочки или пучки волокон не поступают с помощью вытяжного блока 7 на формовочную игольчатую ленту 8 или на расположенный ниже распределительный блок, а постепенно возвращаются валками 12 в распределительный блок.
Через входное отверстие 6 волокна с потоком воздуха подаются на первый распределительный блок 2. Поток воздуха может создаваться с помощью переносных воздуходувок, которые соединены с трубками, ведущими к распределительному блоку; но в объеме изобретения специалистам известны также и другие способы создания потока воздуха.
В варианте выполнения, представленном на Фиг.1, волокна прежде всего подаются с каждой стороны первого распределительного блока 2, кроме того, можно подавать волокна на распределительный блок по дополнительным входным трубкам на каждой стороне указанного распределительного блока или нескольких распределительных блоков. Таким образом, открывая и закрывая входные трубки, можно менять пропускную способность формовочной головки.
В качестве альтернативы входному отверстию 6 волокна могут поступать на указанный распределительный блок с помощью вдувания. Это приводит к значительной скорости волокон при их попаданию в блок, что способствует уменьшению или даже устранению больших неоднородностей концентрации по всей формовочной головке и, в итоге, более однородному распределению порошка на материал.
Самый верхний первый распределительный блок 2 может быть оборудован съемной крышкой 23 или может быть выполнен без съемной крышки, которая позволяет производить осмотр и обслуживание формовочной головки, а также обеспечивает поступление подсасываемого воздуха, предотвращая образования в формовочной головке пониженного давления, которое затрудняло бы подачу воздуха на формовочную игольчатую ленту с помощью вытяжного блока. Крышка 23 предпочтительно содержит входное отверстие 24 для подсоса воздуха. Отверстие может быть выполнено в крышке 23 или в любом подходящем месте формовочной головки, например на осевой стороне первого 2 и/или последующего распределительного блока, а также можно предусмотреть наличие и большего количества отверстий, что является благоприятным.
Кроме того, волокна распределяются более равномерно, так как вращающиеся валки посредством вакуума задерживают волокна до их постепенного всасывания вытяжным блоком на формовочную игольчатую ленту. Таким образом, вращающиеся валки выступают в роли своеобразной буферной области, удерживающей волокна от попадания на формовочную игольчатую ленту.
В соответствии с изобретением, волокна или другой материал в составе готового полотна можно добавлять в некоторые распределительные ступени формовочной головки, что увеличивает производительность формовочной головки.
При этом волокнистый материал, содержащий агломераты, комочки и/или уплотненности и требующий самого сильного ударного воздействия, может подаваться в первую распределительную ступень 2, а волокнистый материал, требующий самого низкого ударного воздействия, подается в четвертый распределительный блок 5.
Фиг.2 представляет собой схематический вид сбоку в частичном разрезе формовочной головки, представленной на Фиг.1. Вращающиеся валки 11, 12, 13, 14, 15, 16, 17, 18 и 19 схематически представлены в частичном разрезе справа на чертеже, а слева на чертеже представлены двигатели 20.
Как видно, первый распределительный блок 2 и третий распределительный блок 4 содержат по одному вращающемуся валку, соответственно, 11 и 14, с зубцами 12, которые закрывают только приблизительно 65% площади поперечного сечения распределительный блок 3 содержит два вращающихся валка 12, 13, причем их зубцы по существу закрывают всю площадь поперечного сечения соответствующих распределительных блоков.
Четвертый распределительный блок 5 содержит пять вращающихся валков 15, 16, 17, 18 и 19, расположенных по существу в горизонтальной плоскости параллельно формовочной игольчатой ленте 8. Эти вращающиеся валки с принадлежащими им зубцами закрывают все дно четвертого распределительного блока 5, через который волокнистый материал подается на формовочную игольчатую ленту. Так как зубцы частично задерживают волокна от всасывания вытяжным блоком комков волокон, сформированных в формовочной головке из одиночных волокон, разделенных и смешанных в потоке воздуха, то с помощью зубцов на вращающихся валках они переносятся вниз на расположенную ниже ленту.
В соответствии с изобретением, Фиг.3 представляет собой схематический вид сбоку четвертого распределительного блока 5, в котором зубцы 22 на вращающихся валках 15, 16, 17, 18 и 19 размещены так, что наружные концы зубцов описывают не накладывающиеся друг на друга окружности.
Особенным преимуществом является случай, когда зубцы 22 на вращающихся валках не гибкие, так как в противном случае ударное воздействие между двумя вращающимися смежными зубцами привело бы к поломке зубцов.
В соответствии с изобретением, Фиг.4 представляет собой другой вариант выполнения четвертого распределительного блока 5, в котором зубцы 22 на вращающихся валках 15, 16, 17, 18 и 19 размещены так, что наружные концы зубцов описывают не накладывающиеся друг на друга окружности. Как видно на чертеже, два смежных зубца взаимодействуют друг с другом как зубчатые колеса.
Преимущество варианта выполнения, представленного на Фиг.3, заключается в том, что вращающиеся валки 15, 16, 17, 18 и 19 могут размещаться ближе друг к другу, в результате чего волокна подвергаются одновременному воздействию более чем одного зубца 12, что создает более сильное ударное воздействие на агломераты, комочки и/или уплотненности, способствуя лучшему разрыхлению волокон.
Особенным преимуществом является случай, когда зубцы 22 на вращающихся валках не упругие, так как в противном случае ударное воздействие между двумя вращающимися смежными зубцами привело бы к поломке зубцов.
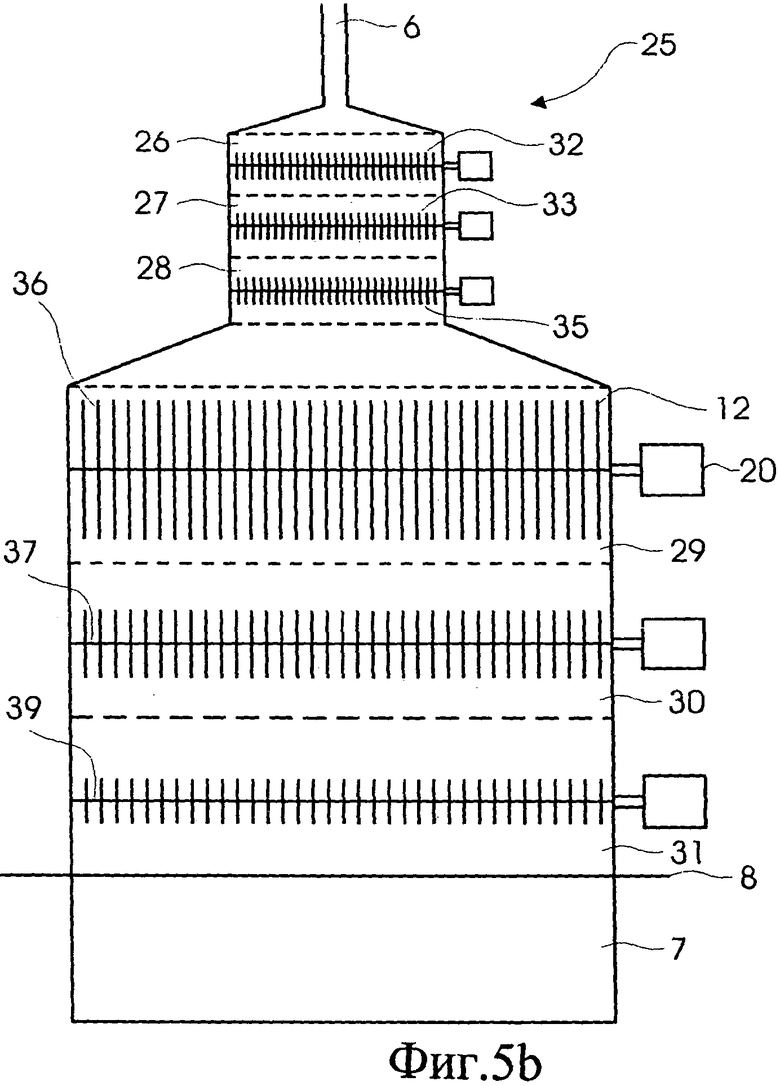
В соответствии с изобретением, Фиг.5а и 5b представляют собой второй вариант 25 выполнения формовочной головки. Этот вариант выполнения в значительной степени соответствует первому варианту выполнения с некоторыми модификациями, причем для похожих деталей используются те же самые номера позиций.
В соответствии с изобретением, представленная в качестве примера на Фиг.5а и 5b формовочная головка содержит шесть распределительных блоков. Это никоим образом не является ограничивающим изобретение, при этом в пределах объема настоящего изобретения формовочная головка может содержать от двух до большого количества распределительных блоков.
Формовочная головка, представленная на фиг.5а и 5b, содержит шесть отдельных соединенных между собой распределительных блоков, соответственно, 26, 27, 28, 29, 30 и 31. Волокна подаются в первый распределительный блок 26 через входное отверстие 6. Вытяжной блок 7 размещен ниже формовочной игольчатой ленты 8, а формовочная головка 25 размещена над лентой. При сухом формовании полотна волокна 9 укладываются на формовочную игольчатую ленту 8 потоком воздуха.
Первый, второй и третий распределительные блоки 25, 26 и 27, как видно на фиг.5а и 5b, имеют меньшее горизонтальное поперечное сечение, чем расположенные ниже распределительные блоки, например, четвертый, пятый и шестой распределительные блоки 28, 29 и 30.
Разница в горизонтальном поперечном сечении способствует флуктуациям потока воздуха от распределительных блоков с меньшим горизонтальным поперечным сечением и распределительных блоков с большим горизонтальным поперечным сечением, при этом создается неравномерный поток воздуха, который способствует более однородному размещению волокон в нижерасположенном распределительном блоке(ах).
В каждом распределительном блоке имеются вращающиеся валки с выступающими зубцами 12.
В варианте выполнения, представленном на Фиг.5а и 5b, первый распределительный блок 26 содержит один вращающийся валок 32, второй распределительный блок 27 содержит два вращающихся валка 33, 34, третий распределительный блок 28 содержит один вращающийся валок 35, четвертый распределительный блок 29 содержит один вращающийся валок 36, пятый распределительный блок 30 содержит два вращающихся валка 37, 38, и шестой распределительный блок 28 содержит три вращающихся валка 39, 40, 41, размещенных по существу в горизонтальной плоскости параллельно формовочной игольчатой ленте 8.
Указанные три вращающихся валка 39, 40, 41, размещенные в шестом распределительном блоке, составляют дно формовочной головки.
Для специалиста должно быть очевидно, что количество и размеры вращающихся валков и соответствующих зубцов можно произвольно регулировать, в зависимости от требуемого продукта и от используемых волокон.
Двигатели 20, размещенные с возможностью изменения скорости вращения, приводят в движение каждый вращающийся валок, обеспечивая возможность регулирования скорости вращения двигателей в зависимости от выбора валков, зубцов и целевого продукта.
Один двигатель 20 приводит в движение все вращающиеся валки в распределительном блоке. Для передачи силы от указанного двигателя к соответствующему вращающемуся валку используется синхронный приводной ремень (не показан). Таким образом достигается положительный эффект от того, что вращающиеся валки могут быть размещены так, что наружные концы валков описывают окружности, накладывающиеся друг на друга, как например, соединяющиеся друг с другом зубчатые колеса. К преимуществам такого варианта выполнения относится то, что вращающиеся валки могут быть размещены ближе друг к другу, в результате чего волокна могут подвергаться одновременному воздействию более чем одного зубца. Это создает более сильное ударное воздействие на агломераты, уплотненности и/или комочки, способствуя лучшему разрыхлению волокнистого материала. Кроме того, когда наружные концы зубцов перемещаются между собой, становится возможным изготовлять волокнистый материал с использованием очень коротких волокон, имеющих длину, например, менее 3 мм. Таким образом, можно производить очень однородный продукт с очень однородной структурой, как в поперечном, так и в продольном направлении.
Можно использовать отдельные двигатели в одном распределительном блоке для каждого вращающегося валка и общий двигатель и синхронный приводной ремень для всех вращающихся валков во втором распределительном блоке и т.д.
Следует подчеркнуть, что каждый распределительный блок с двигателем в формовочной головке не требует настройки после установки, его можно извлекать и заменять быстро вручную на другой распределительный блок, полностью удалять или добавлять дополнительный распределительный блок в формовочную головку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из пластмассы с усиливающими волокнами и устройство для его осуществления | 1986 |
|
SU1801091A3 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2586210C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ВОЛОКНИСТОГО ИЗДЕЛИЯ С ОБЪЕМНЫМ КОНТУРОМ | 2011 |
|
RU2577489C2 |
| ТАМПОН ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ ИЛИ ДЛЯ ИСПОЛЬЗОВАНИЯ В МЕДИЦИНЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2219886C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ЖАРОПРОЧНОГО ИЗДЕЛИЯ | 1989 |
|
RU2019408C1 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2668755C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2673762C1 |
| УСТРОЙСТВО И СПОСОБ ШЛИФОВАНИЯ ПОЛОТЕН ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1999 |
|
RU2224063C2 |
| СПОСОБ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2604851C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКОН, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНОСОДЕРЖАЩЕГО НЕТКАНОГО МАТЕРИАЛА | 2011 |
|
RU2602481C2 |
Заявленное изобретение относится к формовочной головке (1, 25) для сухого формования волокнистого полотна, при этом формовочная головка размещена выше формовочной игольчатой ленты напротив вытяжного блока. Формовочная головка (1, 25) разделена по меньшей мере на два отдельных соединенных между собой распределительных блока (2, 3, 4, 5, 26, 27, 28, 29, 30, 31), каждый из которых содержит по меньшей мере один вращающийся валок (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) с выступающими зубцами (12). При разделении формовочной головки (1, 25) на большое количество соединенных между собой распределительных блоков (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) достигается более эффективное разрыхление агломератов, уплотненностей и/или комочков волокнистого материала по сравнению с ранее известными формовочными головками, что способствует получению более однородной готовой продукции. 3 н. и 17 з.п. ф-лы, 6 ил.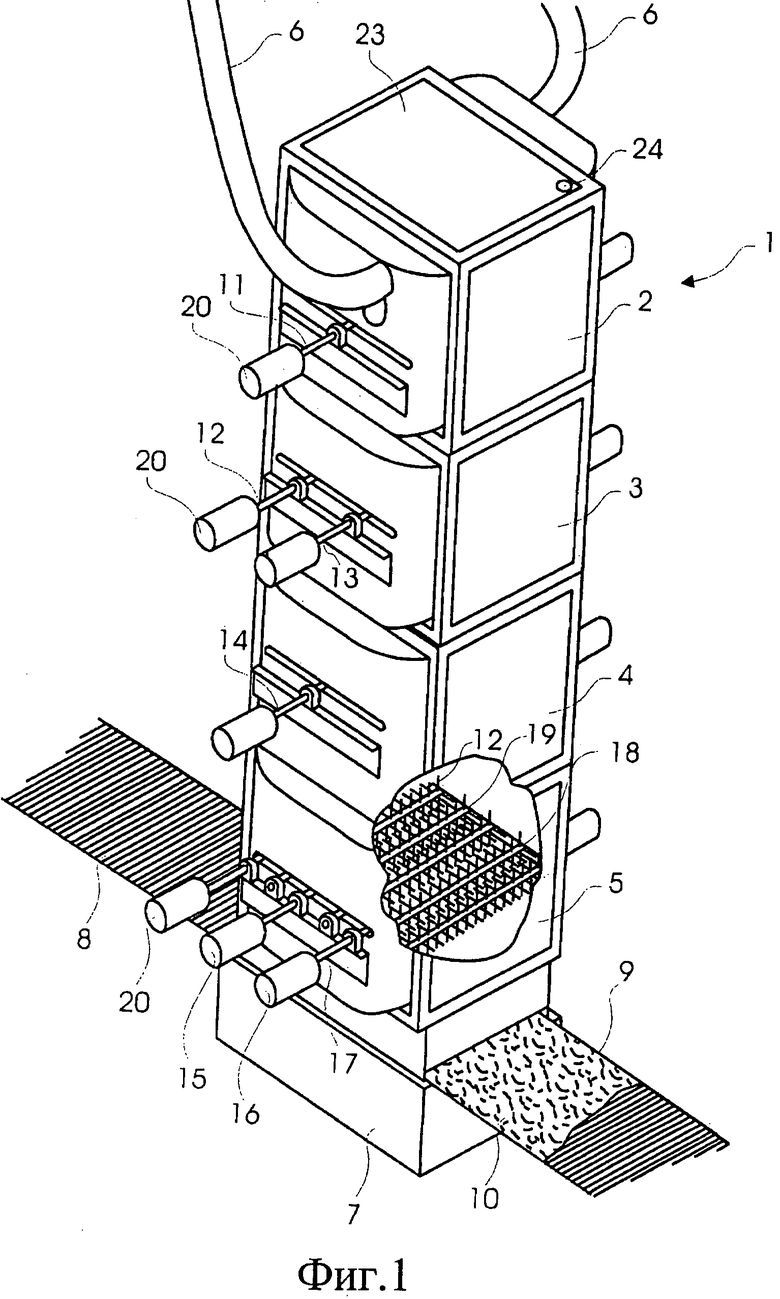
1. Формовочная головка (1, 25) для сухого формования волокнистого полотна, размещенная выше формовочной игольчатой ленты (8) напротив вытяжного блока (7), отличающаяся тем, что она разделена по меньшей мере на два распределительных блока (2, 3, 4, 5, 26, 27, 28, 29, 30, 31), установленных с возможностью съема в формовочной головке (1, 25), причем указанные по меньшей мере два распределительных блока размещены один сверху другого, и при этом каждый распределительный блок содержит по меньшей мере один вращающийся валок (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) с выступающими зубцами (12).
2. Формовочная головка (1, 25) по п.1, отличающаяся тем, что распределительные блоки в формовочной головке находятся в сообщении друг с другом так, что верхний распределительный блок(и) (2) может передавать волокнистый материал к расположенному под ним распределительному блоку(ам) (3, 4, 5).
3. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что зубцы (12) по меньшей мере на указанном по меньшей мере одном вращающемся валке (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) в по меньшей мере одном из распределительных блоков (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) закрывают от приблизительно 30% и до приблизительно 80%, предпочтительно приблизительно 65% площади поперечного сечения распределительных блоков (2, 3, 4, 5, 26, 27, 28, 29, 30, 31), если смотреть по отношению к формовочной игольчатой ленте (8).
4. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что зубцы (12) по меньшей мере на указанном по меньшей мере одном вращающемся валке (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) в по меньшей мере одном из распределительных блоков (2, 3, 4, 5, 26, 27, 28, 29, 30, 31), по существу, закрывают всю площадь поперечного сечения распределительных блоков (2, 3, 4, 5, 26, 27, 28, 29, 30, 31), если смотреть по отношению к формовочной игольчатой ленте (8).
5. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что по меньшей мере один распределительный блок (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) имеет такое же или меньшее горизонтальное поперечное сечение, чем расположенный ниже распределительный блок (2, 3, 4, 5, 26, 27, 28, 29, 30, 31).
6. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что указанный по меньшей мере один валок (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) в по меньшей мере одном из распределительных блоков (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) является съемным.
7. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что по меньшей мере один вращающийся валок (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) имеет размер и/или длину, отличающуюся от размера и/или длины остальных вращающихся валков в распределительной ступени.
8. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что она содержит дно с большим количеством отверстий.
9. Формовочная головка (1, 25) по п.8, отличающаяся тем, что дно представляет собой сетку с большим количеством съемных ячеек.
10. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что указанный по меньшей мере один валок (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) в по меньшей мере одном распределительном блоке (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) размещен так, что его продольная ось ориентирована предпочтительно перпендикулярно направлению перемещения формовочной игольчатой ленты (8).
11. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что валки (11, 12, 13, 14, 15, 16, 17, 18, 19) в по меньшей мере одном распределительном блоке (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) размещены так, что их продольные оси имеют ту же самую или другую ориентацию относительно валков (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) в одном из других распределительных блоков (2, 3, 4, 5, 26, 27, 28, 29, 30, 31).
12. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что валки (11, 12, 13, 14, 15, 16, 17, 18, 19) в каждом распределительном блоке (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) выполнены с возможностью вращения вокруг своей продольной оси с одинаковой или с разными скоростями вращения.
13. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что зубцы (12) размещены равномерно по окружности валков (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41).
14. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что зубцы (12) в по меньшей мере одном распределительном блоке (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) в продольном направлении валка (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) отстоят друг от друга так, что это обеспечивает прохождение между ними соответствующих зубцов (12), расположенных на соседних валках (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41).
15. Формовочная головка (1, 25) по п.1 или 2, отличающаяся тем, что зубцы (12) на валках (11, 12, 13, 14, 15, 16, 17, 18, 19, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41) выполнены из упругого материала.
16. Формовочная головка (1, 25) по п.1, отличающаяся тем, что она содержит четыре распределительных блока (2, 3, 4, 5, 26, 27, 28, 29, 30, 31), размещенных последовательно, начиная с самого дальнего от формовочной игольчатой ленты распределительного блока, при этом
- первый распределительный блок (2) содержит один вращающийся валок (11),
- второй распределительный блок (3) содержит два вращающихся валка (12, 13),
- третий распределительный блок (4) содержит один вращающийся валок (14),
- четвертый распределительный блок (5) содержит несколько вращающихся валков (15, 16, 17, 18, 19), размещенных, по существу, в горизонтальной плоскости.
17. Формовочная головка (1, 25) по п.16, отличающаяся тем, что зубцы (12) на вращающихся валках (11, 12, 13, 14, 15, 16, 17, 18, 19) в первом, втором и четвертом распределительных блоках (2, 3, 5), по существу, закрывают всю площадь поперечного сечения соответствующего распределительного блока, если смотреть в основной горизонтальной плоскости.
18. Устройство для изготовления волокнистого полотна, отличающееся тем, что оно содержит формовочную головку (1, 25), выполненную в соответствии с любым из пп.1-17.
19. Способ сухого формования волокнистого полотна с использованием формовочной головки, выполненной в соответствии с любым из пп.1-17, в котором указанные по меньшей мере два распределительных блока устанавливают с возможностью съема в формовочной головке (1, 25) и размещают один сверху другого, отличающийся тем, что
- подают волокнистый материал в распределительный блок (2), самый дальний от формовочной игольчатой ленты, для обработки формовочной головкой (1, 25),
- переносят волокнистый материал из одного распределительного блока к расположенному ниже распределительному блоку(ам) (3, 4, 5),
- размещают волокнистый материал на формовочную игольчатую ленту (8) для формования волокнистого полотна.
20. Способ по п.19, в котором указанный по меньшей мере один распределительный блок (2, 3, 4, 5, 26, 27, 28, 29, 30, 31) удаляют из формовочной головки (1, 25) и вместо него вставляют другой распределительный блок (2, 3, 4, 5, 26, 27, 28, 29, 30, 31).
| Способ работы газогенераторной силовой установки с газогенератором, работающим под давлением | 1928 |
|
SU12898A1 |
| Приспособление к тракторной карданной передаче | 1949 |
|
SU87236A1 |
| DK 9701520 А, 1998.06.15 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА НЕСОСТАРЕННАЯ ПЛЕНКА-НЕСОСТАРЕННОЕ НЕТКАНОЕ ПОЛОТНО И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2243301C2 |

