ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к раневой подушечке, содержащей корпус из прессованной открытоячеистой пены, изготовленной из термопластичного или термореактивного материала, и к способу изготовления подобной раневой подушечки.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Главная функция раневой подушечки состоит в удалении избыточного экссудата из раневого ложа и предотвращении возврата удаленного экссудата в раневое ложе, если раневая подушечка подвергается воздействию сил тяжести или других внешних сил. Таким образом, раневая подушечка должна иметь хорошие свойства сбора жидкости (т.е. должно быть легкое поступление экссудата в раневую подушечку), хорошие свойства фиксации или удерживания жидкости (т.е. способность предотвращать выдавливание впитанного раневой подушечкой экссудата обратно в раневое ложе за счет гравитационных или других внешних сил). Кроме того, важной является поглощающая способность, т.е. количество экссудата, которое может быть сохранено в подушечке в ее несжатом состоянии, также как свойство растягивания или распределения, т.е. способность подушечки транспортировать экссудат в направлениях, параллельных плоскости верхней поверхности раневого ложа. В заключение, раневая подушечка также должна обеспечивать влажную окружающую среду над раневым ложем, чтобы содействовать заживлению раны.
Термопластичные и термореактивные открытоячеистые пенопласты, также как основанные на целлюлозе материалы часто используют в качестве абсорбирующих изделий, таких как раневые подушечки или их части. Пеноматериалы, как правило, имеют очень хорошие свойства капиллярного распространения жидкости, т.е. способность транспортировать экссудат из раневого ложа в направлениях, перпендикулярных его плоскости, но относительно слабые свойства распространения. Такие слабые свойства распространения связаны с риском, что подобный пеноматериал, при использовании в качестве раневой подушечки, будет локально насыщаться и пропускать жидкость задолго до достижения теоретической поглощающей способности пеноматериала, что приводит к возвращению экссудата вниз в раневое ложе и является причиной повреждения окружающей кожи, явление, часто упоминающееся как мацерация. Известно, см., например, WO 2005/021622, улучшение свойств растягивания пеноматериалов за счет прессования пеноматериалов частично или полностью с использованием тепла и давления для переориентации большей части ячеек в ячейки с элипсоидальной формой. Подобное прессование будет приводить к улучшенным свойствам удерживания, но ухудшенной поглощающей способности, а также свойствам сбора жидкости вследствие уменьшения размеров ячеек.
Прессование также ведет к повышению жесткости пеноматериалов, так что слишком высокая степень прессования будет оказывать отрицательное влияние на прилегаемость раневой подушечки, т.е. способность раневой подушечки прилегать к контуру части тела пациента, к которой прикладывают повязку на рану, заключающую в себе подобную раневую подушечку.
Как по практическим, так и по эстетическим причинам необходимо, чтобы раневые подушечки были тонкими. Однако, тонкий корпус непрессованного пеноматериала имеет тенденцию к наличию слишком слабых свойств поглощения и удерживания для использования в качестве раневой подушечки или в качестве слоя в раневой подушечке.
Цель настоящего изобретения состоит в том, чтобы предоставить раневую подушечку, содержащую корпус из прессованной открытоячеистой пены, изготовленной из термопластичного или термореактивного материала, который имеет хорошую прилегаемость, свойства растягивания, удерживания и сбора жидкости и адекватную поглощающую способность, а также способ изготовления подобной раневой подушечки, обеспечивающий возможность изменения объединенных свойств растягивания, удерживания и сбора жидкости корпуса, не затрагивая прилегаемость.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данные цели достигаются с помощью абсорбирующего изделия, такого как раневая подушечка, содержащего корпус из прессованного термопластичного или термореактивного открытоячеистого пеноматериала, отличающегося тем, что указанный корпус имеет конфигурацию сделанных с помощью ультразвука углублений в двух своих противоположных сторонах, при этом углубления в противоположных сторонах соосны друг другу и отделены друг от друга общим нижним участком, который спрессован в большей степени, чем оставшиеся части указанного корпуса. В подобном корпусе прессование пеноматериала будет более сильным в областях, окружающих углубления, чем в других областях корпуса, что означает, что растягивание и влагозадержание подобного корпуса в значительной степени могут изменяться за счет изменения конфигурации углублений. Кроме того, наличие областей между углублениями, имеющих более низкое прессование, делает корпус очень податливым, несмотря на сильное прессование в областях, близких к нижним участкам.
В предпочтительном варианте осуществления в области вокруг каждого углубления размер ячеек увеличивается в направлении от указанного общего нижнего участка к соответствующему отверстию углубления, а также в направлении наружу от указанного общего нижнего участка, параллельного поверхностям указанного корпуса, заключающим в себе указанные углубления.
Для того чтобы обеспечить необходимую прилегаемость подобного корпуса, общие нижние участки углублений в конфигурациях углубления не соединены друг с другом и дистанцированы по меньшей мере на 10% толщины указанного корпуса.
Конфигурации углублений могут быть симметричными, но также могут быть использованы несимметричные конфигурации или различная глубина углублений.
Материал в нижних участках углубления предпочтительно может быть сплавлен вместе, так что в общих нижних участках имеется только небольшое количество очень небольших ячеек.
В предпочтительном варианте осуществления указанный корпус изготовлен из полиуретановой пены, но в качестве альтернативы могут быть использованы другие пены из термореактивного или термопластичного материала.
В комбинации с корпусом из пеноматериала могут быть использованы один или более слоев абсорбирующего материала.
Изобретение также относится к способу изготовления абсорбирующего изделия, такого как раневая подушечка, содержащего корпус из открытоячеистого пеноматериала из термопластичного или термореактивного материала, отличающемуся формированием конфигурации углублений в двух противоположных сторонах полотна пены из термопластичного или термореактивного материала, при этом углубления в противоположных сторонах соосны друг другу и отделены друг от друга нижним участком, за счет подачи указанного полотна между опорным валком, имеющим конфигурацию выступов, выдающихся из его наружной поверхности, и сонотродом устройства ультразвуковой сварки,
необязательно, нанесением одного или более слоев абсорбирующего материала по меньшей мере на одну сторону указанного полотна и прикреплением указанных слоев к указанному полотну, и
отрезанием отдельных раневых подушечек от полотна из прессованного термопластичного или термореактивного материала и, необязательно, наложением слоев абсорбирующего материала.
Кроме того, изобретение относится к повязке на рану, содержащей абсорбирующее изделие, которое описано выше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение будет описано со ссылкой на вложенные фигуры, из которых:
фиг.1 схематично раскрывает корпус из пеноматериала, используемый в качестве раневой подушечки или в качестве составного элемента раневой подушечки согласно предпочтительному варианту осуществления изобретения,
фиг.2 схематично раскрывает вид в разрезе части корпуса согласно фиг.1,
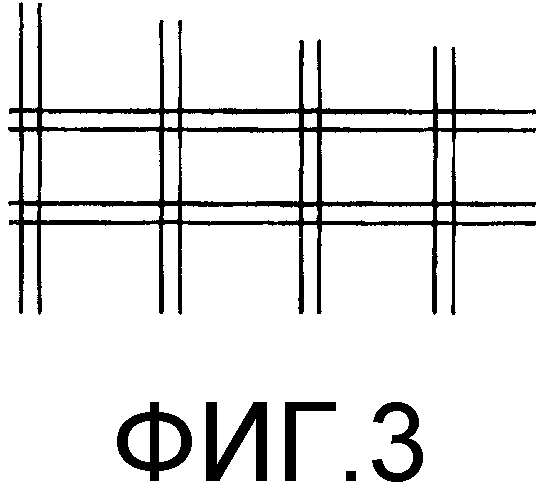
фиг.3-5 схематично раскрывают различные конфигурации углублений, которые могут быть использованы в дополнительных вариантах осуществления изобретения,
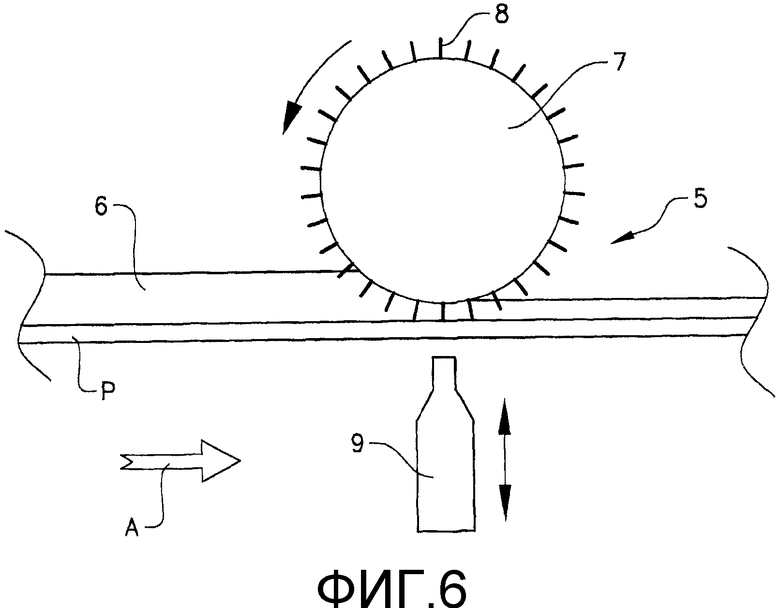
фиг.6 схематично раскрывает устройство ультразвуковой сварки для изготовления прессованного корпуса из открытоячеистого пеноматериала из термопластичного или термореактивного материала согласно варианту осуществления изобретения, а
фиг.7 схематично раскрывает детали опорного валка и сонотрода устройства ультразвуковой сварки на фиг.6.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг.1 схематично показан корпус 1 из прессованной открытоячеистой полиуретановой пены. Корпус 1 имеет конфигурацию углублений в противоположных верхней и нижней сторонах. Термины "верхняя" и "нижняя" относятся к корпусу, как показано на фигуре и независимо от того, как на теле пациента расположена повязка на рану, содержащая подобный корпус. Углублениям в верхней стороне корпуса 1 дано ссылочное обозначение 2, а углублениям в нижней стороне дано ссылочное обозначение 3.
Углубления 2 в верхней стороне корпуса соосны углублениям 3 в нижней стороне корпуса 1, что означает, что конфигурации на верхней и нижней сторонах идентичны друг другу. Также, в показанном варианте осуществления размеры углублений 2, 3 в обеих конфигурациях идентичны, но, как будет объяснено позднее, глубина противоположных углублений может немного варьировать. Противоположные углубления 2, 3 в верхней и нижней сторонах, соответственно, отделены друг от друга общим нижним участком 4 (как показано на фиг.2).
На фиг.6 схематично показано устройство 5 ультразвуковой сварки для изготовления корпуса 1, показанного на фиг.1 и 2. Корпус 1 изготовлен за счет подачи полотна 6 из непрессованной открытоячеистой полиуретановой пены между опорным валком 7, имеющим конфигурацию выступов 8, выдающихся из его наружной поверхности, и сонотродом 9 устройства 5 ультразвуковой сварки, а после этого разрезания полотна на отдельные корпуса 1. Для уменьшения трения между устройством ультразвуковой сварки и полотном из пеноматериала предпочтительно используют технологическую бумагу P. Необязательно один или более слоев абсорбирующего материала могут быть нанесены на одну или обе стороны указанного полотна и прикреплены к нему перед стадией отрезания для того, чтобы получить композитные раневые подушечки, содержащие два или более слоев. Устройство 5 ультразвуковой сварки может относиться к имеющемуся на рынке типу, такому как 2000X (20 кГц) Branson, DPC (20 кГц) Dukane или 2000 cs (20 кГц) Herrmann.
Квалифицированным специалистам хорошо известно оборудование для подачи полотна 6 в направлении стрелки и для наложения опциональных слоев для того, чтобы образовать композитную раневую подушечку, а также режущие инструменты. Описанное оборудование для изготовления раневых подушечек может представлять собой отдельную технологическую линию или быть размещено в непрерывной технологической линии для изготовления повязок на раны, содержащих подобную подушечку.
На фиг.7 часть опорного валка 7 и сонотрод 9 устройства 5 ультразвуковой сварки схематично показаны в большем масштабе, когда сонотрод находится в наиболее близком положении к выступам на опорном валке 7. Сонотрод 9 движется к опорному валку и в сторону от него с ультразвуковой частотой. Такое постукивание по полотну будет вызывать нагревание, возникающее в материале вследствие внутреннего трения. Создаваемое тепло будет концентрироваться в пеноматериале, находящемся между кончиками выступов 8 и сонотродом 9. Распространение тепла из данной области будет очень ограниченным. Энергия, обеспечиваемая устройством 5 ультразвуковой сварки, настолько высокая, что материал между кончиками выступов 8 и сонотродом 9 расплавляется, так что после стадии прессования устройством ультразвуковой сварки на данных участках полотна не остается ячеек или остается очень немного ячеек. На фиг.7 не показана предпочтительно используемая технологическая бумага P.
Было показано, что в корпусе 1, изготовленном как указано выше и имеющем сплавленный материал в общих нижних участках 4, была достигнута конфигурация, схематично показанная на изображении в разрезе фиг.2. В областях 10, 11 за пределами углублений 2, 3, в участках, наиболее близких к нижним участкам 4, размеры ячеек наименьшие, при этом они постепенно увеличиваются в направлениях вверх и вниз, а также в боковом направлении от них. Как следует из фиг.2, нижняя часть и верхняя часть областей 10 и 11 имеют одинаковую конфигурацию, несмотря на то, что в процессе прохождения полотна 6 из пеноматериала через устройство 5 ультразвуковой сварки нижние части прессуются по-разному.
Это предполагает, что прессование в пеноматериале, полученном посредством описанного способа изготовления, не является следствием непрерывной деформации ячеек в пеноматериале вследствие приложения тепла и давления, но вместо этого следствием этого вблизи от нижних участков 4 является предотвращение упругого восстановления первоначальной толщины пеноматериала за счет сплавления пеноматериала в общих нижних участках. Считается, что это действие аналогично действию нажатия пальца на матрац из пеноматериала или тому подобного, который, например, используют в диванных подушках, имеющих конфигурации углублений, в которых предотвращается расширение нижних участков в подобных углублениях, с помощью пришитых к ним пуговиц. Также было обнаружено, что если удаляют общий нижний участок, пеноматериал вокруг отверстия, возникающего за счет удаления нижнего участка, будет упруго восстанавливаться до своей первоначальной толщины или до толщины, близкой к его первоначальной толщине, так что указанное отверстие будет иметь цилиндрическую стенку.
Таким образом, самая верхняя и самая нижняя части областей за пределами нижних участков 4 будут иметь наибольшие размеры ячеек, и данные части обладают наилучшими свойствами сбора жидкости. Поскольку размеры ячеек уменьшаются во всех направлениях от этих частей, экссудат, поступающий в эти части, будет втягиваться в центральные части корпуса 1 за счет капиллярных сил. Корпус 1 обладает свойствами сбора жидкости, равными свойствам сбора жидкости непрессованного вспененного корпуса из такого же материала. Вследствие меньших размеров ячеек в центральной области корпуса, параллельно его верхней и нижней поверхностям, удерживающее свойство корпуса 1 также хорошее. Кроме того, плавное изменение размера ячеек в данной центральной области также обеспечивает хорошее распространение экссудатов, втягиваемых в корпус 1.
Вследствие относительно низкого сжатия материала в частях, наиболее удаленных от нижних участков 4, прилегаемость пеноматериала может быть сохранена, несмотря на сильное сжатие в нижних участках и в частях рядом с ними.
Корпус, схематично раскрытый на фиг.1 и 2, был изготовлен за счет подачи полотна из непрессованной открытоячеистой полиуретановой пены MCF 03 Corpura BV, Etten-Leur, NL, имеющей толщину, равную 5 мм, через просвет между сонотродом устройства ультразвуковой сварки DPC (20 кГц) Dukane и опорным валком, имеющим ряды цилиндрических выступов, расположенных вокруг его периферийной поверхности симметричным образом. Высота каждого выступа составляла 1 мм, а диаметр составлял 1,26 мм. Расстояние между соседними выступами составляло 3 мм, а между рядами составляло 2,6 мм. После прохождения устройства 5 ультразвуковой сварки толщина t полотна составляла 2,5 мм.
Примером подходящей используемой технологической бумаги является покрытая полиэтиленом бумага (120 г/м2) Mondi Silicart.
После прохождения устройства 5 ультразвуковой сварки полотно нарезали на отдельные корпуса 1. Каждый корпус 1 имел конфигурацию углублений, которая показана на фиг.1, в которой нижние участки были округлыми и имели такой же диаметр, как кончики выступов, выдающихся из опорного валка 7. Нижние участки в каждом ряду были дистанцированы на 3 мм друг от друга, а расстояние между соседними рядами в конфигурации составляло 2,6 мм.
Подобные корпуса 1 сравнивали с корпусами из такого же пеноматериала, который был неспрессованным и имел такую же толщину, как полотно 6 перед поступлением в устройство 5 ультразвуковой сварки, и с корпусами, спрессованными равномерно с помощью нагревания и давления до такой же толщины t, как у корпусов 1. Неожиданно было обнаружено, что корпуса 1 имели такие же хорошие свойства сбора жидкости, как корпуса из непрессованного пеноматериала, и гораздо лучшие свойства сбора жидкости, чем у корпусов из равномерно спрессованного пеноматериала. Кроме того, корпуса 1 имели такие же хорошие свойства удерживания, как у корпусов из равномерно спрессованного пеноматериала. Также, распространение абсорбированной жидкости составляло такую же величину, как для равномерно спрессованных пеноматериалов, в то время как оно было лучше, чем для непрессованного пеноматериала.
Для определения прилегаемости корпусов 1 измеряли растяжимость (т.е. усилие, необходимое для растяжения исследуемого куска на определенное расстояние) и длину изгиба для неспрессованных корпусов, равномерно спрессованных корпусов и корпусов 1 согласно описанному варианту осуществления. Длина изгиба представляет собой испытание для определения драпируемости материала и измерения длины, необходимой для изгибания свободного конца материала за счет своей собственной массы на определенный угол. Данные испытания показали, что растяжимость, также как длина изгиба, была лучше у корпусов 1, чем у непрессованных корпусов и равномерно прессованных корпусов.
Поглощающая способность корпусов 1 конечно была меньше, чем поглощающая способность неспрессованных корпусов, но имела такую же величину, как у равномерно прессованных корпусов. Однако, поскольку корпуса из непрессованного пеноматериала имеют слабые свойства растягивания, повязки на рану, имеющие раневые подушечки из непрессованного пеноматериала, имеют тенденцию пропускать жидкость локально задолго до поглощения количества жидкости, соответствующего их поглощающей способности, тогда как корпуса из прессованного пеноматериала не пропускают жидкость до тех пор, пока они не будут иметь поглощенное количество жидкости, близкое к их поглощающей способности.
Свойства управления жидкостью и прилегаемость корпусов, изготовленных согласно настоящему изобретению, для заданной толщины непрессованного пеноматериала в значительной степени зависят от расстояния между нижними участками в каждом ряду углублений и расстояния между соседними рядами углублений, т.е. от того, какой является плотность конфигурации углублений. Если используют более плотную конфигурацию, так что указанные расстояния составляют менее чем 0,5 мм для непрессованного пеноматериала, имеющего толщину, равную 5 мм, толщина t корпусов будет уменьшаться, а прочность будет увеличиваться, результатом чего будут корпуса, имеющие слишком низкую прилегаемость для того, чтобы быть использованными в повязках на рану. Кроме того, свойства сбора жидкости также будут относительно низкими. Если используют более редкую конфигурацию, толщина t корпусов будет увеличиваться, а свойства удерживания и растягивания корпусов будут немного ухудшаться. Вследствие этого, предпочтительно, чтобы данные расстояния составляли менее чем 7 мм и предпочтительно менее чем 6 мм, когда подобные корпуса должны использоваться в повязке на рану в качестве слоя, наиболее близкого к раневому ложу. Вследствие этого, расстояние между соседними нижними участками в конфигурации углублений должно предпочтительно составлять 30-100%, например 40-80%, а наиболее предпочтительно 50-70% толщины непрессованного пеноматериала.
Свойства корпуса, изготовленного согласно настоящему изобретению, в некоторой степени зависят от длины выступов, выдающихся из опорного валка 7 устройства ультразвуковой сварки. Если используют более высокие выступы, толщина прессованного пеноматериала будет немного большей, приводя к немного большим общим размерам ячеек и, следовательно, немного худшим свойствам растягивания. Вследствие этого, высота выступов не должна быть больше, чем 80% толщины непрессованного пеноматериала. Однако не было заметно, что высота выступов оказывает воздействие на общий внешний вид материала, при этом нижние участки располагаются приблизительно в середине полученного прессованного пеноматериала независимо от используемых выступов с различными длинами.
Выступы 8 в описанном предпочтительном варианте осуществления имеют круглые поперечные сечения. Конечно, можно использовать выступы, имеющие поперечные сечения с другими формами, наподобие овальной, прямоугольной, квадратной, треугольной и т.д.
Также можно использовать конфигурации, в которых нижние участки имеют другие формы, чем пятна. На фиг.3-5 схематично показаны примеры возможных конфигураций, в которых нижние участки состоят из различных линий вместо наличия формы пятен. На фиг.3 показана конфигурация в виде решетчатой конфигурации, на фиг.4 показана конфигурация, в которой конфигурация состоит из рядов нижних участков, имеющих форму v, а на фиг.5 показана конфигурация, в которой нижние участки представляют собой линии, образующие конфигурацию пчелиных сот. Настоящее изобретение не ограничено показанными конфигурациями, которые приведены только в качестве неограничивающих примеров, при этом квалифицированным специалистам будут понятны другие формы конфигураций и нижних участков.
Конфигурации, показанные и описанные выше, являются симметричными, но можно формировать несимметричные конфигурации, в которых расстояния между соседними выступами и/или рядами выступов меняются для того, чтобы получить различные характеристики в различных частях корпуса, или за счет наличия выступов, выдающихся из опорного валка, с разными формами или длинами. Конечно, также можно использовать конфигурацию, являющуюся комбинациями конфигураций с формой пятен и с формой линий.
Как известно в данной области, для того чтобы усилить его свойства хранения и удерживания, в пеноматериал могут быть включены так называемые суперабсорбирующие частицы или волокна. Другими примерами веществ, которые можно было бы добавить в пеноматериал перед или после прессования, или даже в процессе изготовления непрессованного пеноматериала для содействия, например, заживлению ран, являются:
a) антимикробные вещества, выбранные из группы серебра, солей серебра, цинка, солей цинка, иода, иод-комплексов, полигексаметилбигуанида, хлоргексидина и/или любых их смесей или комбинаций; и/или
b) любое вещество из следующих: витамины, пептиды, факторы роста, нуклеиновые кислоты и/или их смеси или комбинации.
В описанных предпочтительных вариантах осуществления нижние участки спрессованы в такой степени, чтобы в них оставались только очень небольшие ячейки, что предпочтительно, когда прессованный корпус должен быть использован в качестве раневой подушечки. Однако можно задействовать устройство ультразвуковой сварки так, чтобы нижние участки сплавлялись в меньшей степени, получая за счет этого больше оставшихся ячеек в нижних участках, а также возможно более толстый пеноматериал. Было показано, что толщина пеноматериала может быть увеличена, если повышается скорость прохождения полотна пеноматериала через ультразвуковое устройство.
В описанном варианте осуществления полотно 6 состояло из полотна непрессованного пеноматериала. Конечно, вместо него можно использовать полотно из предварительно спрессованного пеноматериала. Кроме того, может быть использован корпус из пеноматериала с варьирующими размерами ячеек, например пеноматериала с плавным изменением размеров ячеек.
Корпуса 1, которые описаны выше, могут быть использованы в качестве раневых подушечек отдельно или в комбинации с другими впитывающими слоями.
Повязка на рану, содержащая корпус из пеноматериала согласно любому из примеров, описанных со ссылкой на фиг.1-7, может иметь растягивающийся слой, например тонкий слой ткани или нетканого материала, сверху корпуса из пеноматериала, при этом корпус из пеноматериала и растягивающийся слой окружены верхним слоем, простирающимся за пределы раневой подушечки, состоящей из проницаемой для пара и непроницаемой для жидкости пленки из подходящего полимера, предпочтительно имеющего WVTR (скорость передачи водяного пара), равную по меньшей мере 2000 г/м2 за 24 часа при измерении с помощью ASTM D 6701. Проницаемый для жидкости слой с низкой тенденцией прилипания к раневому ложу, такой как сетка из полимера или непрерывный слой кремнийорганического клея, предпочтительно может быть помещен максимально близко к раневому ложу, при этом периферийную часть верхнего слоя покрывают слоем клейкого вещества, которое предпочтительно может представлять собой такое же клейкое вещество, которое находится под раневой подушечкой.
В качестве альтернативы, в подобной повязке на рану слой абсорбирующего материала, представляющий собой смесь впитывающих волокон и сверхпоглощающих частиц или волокон, может быть помещен между корпусом из пеноматериала и растягивающимся слоем.
Конечно, описанные варианты осуществления могут быть модифицированы без выхода за пределы правовых притязаний настоящего изобретения. Конфигурации нижних участков могут иметь иные формы, чем показано, а различные симметричные конфигурации могут быть объединены с несимметричными конфигурациями. Непрессованный пеноматериал может относиться к типу, имеющему плавно меняющиеся размеры ячеек, т.е. размеры ячеек уменьшаются в направлении по толщине пеноматериала, за счет чего пеноматериал, прессованный в соответствии с настоящим изобретением, будет сохранять градиентную структуру, так что она будет иметь различные свойства в зонах толщины по обеим сторонам плоскости, через нижние участки. Форма раневой подушечки не должна обязательно быть квадратной или прямоугольной, но может иметь любую форму, такую как овальная или круглая и т.д. Вследствие этого, изобретение должно быть ограничено только содержанием вложенной патентной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гетерогенный материал, содержащий пеноматериал | 2015 |
|
RU2662631C2 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА | 2016 |
|
RU2697170C1 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА | 2016 |
|
RU2693630C1 |
| СРЕДСТВА ЗАЩИТЫ РАНЫ | 2011 |
|
RU2573040C2 |
| РАНЕВАЯ ПОВЯЗКА | 2011 |
|
RU2573816C2 |
| РАНЕВАЯ ПОВЯЗКА | 2011 |
|
RU2574363C2 |
| РАНЕВАЯ ПОВЯЗКА | 2011 |
|
RU2560994C2 |
| Женская прокладка с барьерными манжетами | 2016 |
|
RU2705944C2 |
| РАНЕВАЯ ПОВЯЗКА | 2011 |
|
RU2560973C2 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ЗАЖИВЛЕНИЯ ТКАНИ | 2015 |
|
RU2710345C2 |





Настоящее изобретение относится к абсорбирующему изделию, такому как раневая подушечка, содержащему корпус (1) из прессованного термопластичного или термореактивного открытоячеистого пеноматериала. Согласно изобретению, указанный корпус (1) имеет конфигурацию сделанных с помощью ультразвука углублений (2, 3) в двух своих противоположных сторонах, при этом углубления в противоположных сторонах соосны друг другу и отделены друг от друга общим нижним участком (4), который спрессован в большей степени, чем оставшиеся части указанного корпуса. Изобретение также относится к способу изготовления подобного корпуса и к повязке на рану, содержащей подобный корпус. 3 н. и 7 з.п. ф-лы, 7 ил.
1. Абсорбирующее изделие, такое как раневая подушечка, содержащее корпус (1) из прессованного термопластичного или термореактивного открытоячеистого пеноматериала, отличающееся тем, что указанный корпус (1) имеет конфигурацию сделанных с помощью ультразвука углублений (2, 3) в двух своих противоположных сторонах, при этом углубления в противоположных сторонах соосны друг другу и отделены друг от друга общим нижним участком (4), который спрессован в большей степени, чем оставшиеся части указанного корпуса.
2. Изделие по п.1, в котором в области вокруг каждого углубления (2, 3) размер ячеек увеличивается в направлении от указанного нижнего участка (4) к соответствующему отверстию углубления.
3. Изделие по п.2, в котором в области вокруг каждого углубления (2, 3) размер ячеек увеличивается в направлении наружу от указанного нижнего участка (4), параллельного поверхностям указанного корпуса (1), заключающего в себе указанные углубления.
4. Изделие по п.3, в котором нижние участки (4) углублений (2,3) в конфигурациях углубления (2,3) не соединены друг с другом, и расстояние между соседними нижними участками в конфигурациях углублений составляет по меньшей мере 10% толщины указанного корпуса (1).
5. Изделие по пп.1-3 или 4, в котором конфигурации углублений (2, 3) являются симметричными.
6. Изделие по п.1, в котором материал в нижних участках (4) углублений (2, 3) сплавлен.
7. Изделие по п.1, в котором указанный корпус (1) изготовлен из полиуретановой пены.
8. Изделие по п.1, дополнительно содержащее один или более слоев абсорбирующего материала.
9. Способ изготовления абсорбирующего изделия, такого как раневая подушечка, содержащего корпус (1) из термопластичного или термореактивного открытоячеистого пеноматериала, отличающийся формированием конфигурации углублений (2, 3) в двух противоположных сторонах полотна (6) из термопластичного или термореактивного открытоячеистого пеноматериала, при этом углубления в противоположных сторонах соосны друг другу и отделены друг от друга общим нижним участком (4), за счет подачи указанного полотна (6) между опорным валком (7), имеющим конфигурацию выступов (8), выдающихся из его наружной поверхности, и сонотродом (9) устройства (5) ультразвуковой сварки, необязательно, нанесением одного или более слоев абсорбирующего материала по меньшей мере на одну сторону указанного полотна (6) и прикреплением указанных слоев к указанному полотну, и отрезанием отдельных раневых подушечек (1) от полотна (6) из прессованного термопластичного или термореактивного материала и необязательно наложением слоев абсорбирующего материала.
10. Повязка на рану, содержащая абсорбирующее изделие по любому из пп.1-8.
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ ИМ. Л.П. ПЕТРЕНКО - ВЕРСИЯ LXIX | 2004 |
|
RU2276087C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2428581C1 |
| US 6495229 В1, 17.12.2002 | |||
| US 20040127837 А1, 01.07.2004 | |||
| Штамп для листовой штамповки | 1987 |
|
SU1417962A2 |
| US 20010034499 А1, 25.10.2001 | |||
| RU 2000133217 А, 20.05.2002 | |||
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |

