Принятый обычно метод расточки цилиндров двигателей Дизеля на горизонтальных расточных станках обладает большим недостатком, а именно в связи с j/пругим прогибом борштанги станка расточку приходится производить с пониженными режимами по сравнению с режимами, которые допускают резцы из твердых сплавов.
Предлагаемое приспособление позволяет производить расточку при нормальных для резцов из твердых сплавов режимах.
В предлагаемом приспособлении резцы помещены в цилиндрических держателях, кот.орые свободно сидят в корпусе приспособления и при холостом обратном ходе поворачиваются и убирают при этом резцы, предохраняя обработанную поверхность от царапин.
Для направления при черновой расточке и для калибровки при чистовых проходах служат ролики, расположенные в корпусе между резцами.
Для целей самоустановки резцовой части корпус приспособления выполнен из трех частей, соединенных между собою с возможностью свободного взаимного смещения.
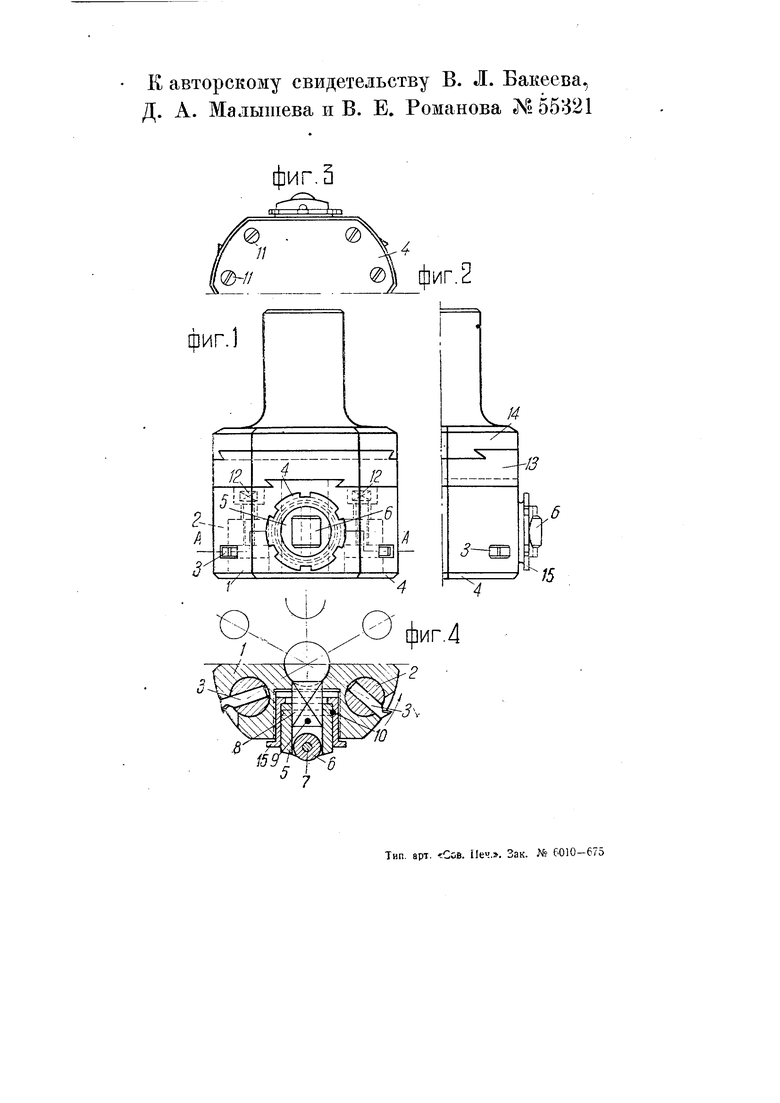
На чертеже фиг. 1 изображает вид спереди приспособления для расточки; фиг. 2 - вид сбоку его; фиг. 3 - вид его снизу; фиг. 4 -горизонтальный разрез его по ЛА фиг. 1.
Приспособление для расточки выполнено в виде корпуса /, внутри которого расположены три (или больше) резца 5. Резцы укреплены болтами 12 в цилиндрических держателях 2, свободно сидящих Б корпусе / с возможностью вращения вокруг своей оси на 30-40°. Наличие вращающихся держателей позволяет при чистовой расточке обратным холостым ходом приспособления убирать резцы и тем самым уберечь обработанную поверхность от царапин при удалении приспособления.
Цилиндрические держатели 2 удерживаются в своих гнездах пластиной 4, привинченной винтами 11 и нижней части корпуса /. В промежутках между резцами и сразу над ними расположены ролики 6, укрепленные на осях 7 в оправке 5. Последне находятся в специальных пробках 15, ввинченных в корпус 1. Поворачиванием пробок 15 в ту или иную сторону производится радиальное перемещение роликов под необходимый диаметр расточки. С помощью кольцевых канавок и штифтов 10 оправки 5 удерл иваются в пробках 15. Для устранения вращения оправок 5на своей оси в них укреплены щтифтами 9 призмы 5 входящие другим своим концом в прямоугольные отверстия корпуса /. Ролики 6 служат для направления приспособления при черновой расточке и для калибровки при чистовых проходах.
Для того, чтобы дать возможность приспособлению самоустанавливаться в растачиваемом отверстии, соединение приспособления со щпинделем станка сделано по типу муфт Ольдгема. Верхняя часть 14 приспособления имеет выступ в виде ласточкина хвоста, в который входит соответствующий паз на промежуточной части 13. Последняя, в свою очередь, имеет другой выступ, расположенный пол углом 80° к первому и входящий выступ верхней части 14, соединяющейся со шпинделем станка посредством цилиндрического или конического хвостовика. Описываемое приспособление пригодно для вертикальной расточки на специальных вертикальных расточных станках или же на карусельнотокарных, мощных вертикально-сверлильных и вертикально-фрезерных станках.
При чистовой обработке направляющие ролики служат также для заглаживания обрабатываемой поверхности.
Предмет изобретения.
1.Приспособление для расточки, отличающееся применением цилиндрических резцов 3 для держателей 2, свободно сидящих в корпусе / приспособления, с целью поворота их и убирания тем самым резцов, при холостом обратном ходе приспособления.
2.Форма выполнения приспособления по п. 1, отличающаяся применением роликов 6, расположенных между резцами и предназначенных для направления при черновой расточке и для калибровки при чистовых проходах.
3.Форма выполнения приспособления по пп. 1 и 2, отличающаяся тем, что, с целью самоустановки резщовой части, корпус приспособления состоит из трех частей, соединенных между собой с возможностью свободного взаимного смещения.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для расточки заткнутых кольцевых канавок | 1946 |
|
SU69794A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Приспособление к токарному станку для обработки сферической поверхности роликов регуляторов оборотов судовых дизелей | 1987 |
|
SU1579635A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| ВСЕСОЮЗНАЯ lnA"^HTr--^"^'i'"n-^-'5:'-;f5'vi IHf-* * tV.h: и t 1 -^* ; _. _:•- /,^, ,-,-_ _ '.'li'l^'i | 1972 |
|
SU337203A1 |
| Инструментальная головка | 1977 |
|
SU738794A1 |
| РАСТОЧНОЙ СТАНОК | 1970 |
|
SU279298A1 |