Изобретение относится к механической обработке металлов резанием, в частности для обработки внутреннего отверстия длинномерных прессованных гильз из титана и сплавов на его основе, а также нержавеющих коррозионно-стойких сталей и других сплавов, предел прочности которых σв>500 МПа, для снятия внутреннего дефектного слоя при соотношении глубины обрабатываемого отверстия - L/D до 120, которые используются в трубопрокатном производстве в качестве заготовки под прокат.
Внутренняя поверхность прессованных гильз имеет дефектный слой с рядом несовершенств, таких как надрывы и глубокие риски. Кроме того, прессованная гильза имеет конусность и некруглость. Твердость поверхностного слоя прессованных гильз значительно превышает твердость основного металла гильзы и потому припуск удаляемого поверхностного слоя, например, для титана и сплавов на его основе может достигать величины до 3 мм (подкорковая обработка).
Для механической обработки глубоких отверстий часто используется способ вытяжного растачивания (способ глубокого растачивания на растяжение), при котором инструменту сообщают осевую подачу, а заготовке - вращение. Растачивание производят с помощью режущего многолезвийного инструмента, закрепленного на конце стебля, при этом инструмент базируется или на обработанную, или на обрабатываемую поверхность с отводом стружки из зоны резания с помощью потока СОЖ [И.Б.Шендеров, «Модель формообразования отверстия при растачивании». Вестник машиностроения. 1998 г., №3, с.22].
Известен многолезвийный инструмент, работающий по методу вытяжного растачивания и содержащий корпус, хвостовик и рабочую часть с твердосплавными режущими элементами, с центральным отверстием и окнами для подвода СОЖ в зону резания, с передними и задними направляющими [Н.Ф.Уткин и др. «Обработка глубоких отверстий». Л., «Машиностроение», Ленинградское отделение, 1988 г., с.26-30, с.254-256].
Недостатком данного инструмента является наличие задней направляющей, затрудняющей сход сливной стружки, что ухудшает условия ее удаления из зоны резания. Исключение же задней направляющей ухудшает условия центрирования заготовки и инструмента во время обработки, что снижает виброустойчивость системы СПИД (Станок - Приспособление - Инструмент - Деталь), точность обработки и уменьшает шероховатость внутренней поверхности.
Наиболее близким к заявляемому является многолезвийный режущий инструмент для вытяжного растачивания внутреннего отверстия заготовки под прокат из циркония и сплавов на его основе, содержащий корпус, хвостовик и рабочую часть с твердосплавными режущими элементами, с направляющими в виде шариков с упругими элементами, центральное отверстие с каналами для подвода смазывающей охлаждающей жидкости (СОЖ) в зону резания, при этом на лезвиях режущих элементов инструмента выполнены направляющие фаски длиной p - 2,0÷5,0 мм и шириной f - 0,6÷2,0 мм (RU 2138370, опубл. 27.09.99, Бюл. №27).
Недостатком данного многолезвийного инструмента является пониженная жесткость системы СПИД при обработке материалов с высокими механическими свойствами, таких как титан и его сплавы, а также нержавеющие коррозионно-стойкие стали и другие сплавы, предел прочности которых σв>500 МПа, что приводит к образованию огранки на внутренней поверхности обрабатываемого отверстия.
Существенным недостатком прототипа является то, что направляющие выполнены в виде шариков с упругими элементами, имеющими точечный контакт с необработанной поверхностью. Хотя они и производят центровку многолезвийного инструмента относительно обрабатываемого отверстия, но не обеспечивают необходимую жесткость системы СПИД при обработке прочных материалов с σв>500 МПа.
Еще одним недостатком является приваривание и налипание титанового сплава на контактируемые с ним поверхности режущего инструмента. При срыве налипшего титанового сплава сходящей стружкой периодически вырываются частицы твердого сплава, которые изменяют геометрические параметры резца, что понижает его стойкость и увеличивает шероховатость обработанной поверхности.
Заявляемое изобретение решает задачу повышения качества обрабатываемого отверстия при растачивании материалов с пределом прочности σв>500 МПа, таких как титан и его сплавы, а также нержавеющих коррозионно-стойких сталей и других сплавов, за счет обеспечения виброустойчивости системы СПИД и, как следствие, ликвидации огранки, снижения шероховатости и повышения точности обрабатываемого отверстия.
Для получения такого технического результата в многолезвийном режущем инструменте для вытяжного растачивания внутреннего отверстия заготовки под прокат, содержащем корпус, хвостовик и рабочую часть с твердосплавными режущими элементами, имеющими на лезвиях направляющие фаски, направляющие, центральное отверстие и каналы для подвода смазывающей охлаждающей жидкости (СОЖ) в зону резания, направляющие выполнены в виде упругих, призматических элементов, предназначенных для обеспечения диаметрального натяга в пределах 0,6÷1 мм при отношении суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента в диапазоне S/D=20÷28 мм, при этом направляющие фаски на лезвиях режущих элементов выполнены длиной 12÷20 мм и шириной 0,1÷0,8 мм.
В корпусе могут быть выполнены дополнительные отверстия для подвода СОЖ к направляющим элементам.
Отличие заявляемого многолезвийного инструмента от наиболее близкого аналога выражается в совокупности следующих признаков: направляющие выполнены в виде упругих призматических элементов, предназначенных для обеспечения диаметрального натяга в пределах 0,6÷1 мм при отношении суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента в диапазоне S/D=20÷28 мм, при этом направляющие фаски на лезвиях режущих элементов выполнены длиной 12÷20 мм и шириной 0,1÷0,8 мм.
Выполнение направляющих в виде упругих призматических элементов, в отличие от шариков по прототипу, позволяет обеспечить более плотный контакт с обрабатываемой поверхностью, что необходимо при растачивании заготовок из таких материалов, как титан и его сплавы, а также нержавеющих коррозионно-стойких сталей и сплавов, и тем самым повысить жесткость системы СПИД.
Диаметральный натяг направляющих в заявляемых пределах в совокупности с заявляемым соотношением суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента способствует обеспечению необходимой устойчивости системы СПИД при обработке таких материалов, как титан и его сплавы, а также нержавеющие коррозионно-стойкие стали и другие сплавы, предел прочности которых σв>500 МПа.
Указанный диапазон диаметрального натяга объясняется тем, что натяг менее 0,6 мм способствует образованию огранки (начало формирования), а натяг более чем 1 мм увеличивает трение между направляющими и обрабатываемой поверхностью, увеличивает момент сопротивления резанию.
Соотношение суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента в диапазоне S/D=20÷28 мм обусловлено тем, что
- при отношении S/D<20 мм и диаметральном натяге направляющих, равном 0,6 мм, наблюдается резко выраженная огранка, которая обусловлена значительным падением жесткости системы СПИД и возникновением поперечных колебаний режущего инструмента;
- при отношении S/D<20 мм и диаметральном натяге направляющих, равном 1 мм, наблюдается видимые следы процесса начала образования огранки, что также говорит о пониженной жесткости системы СПИД;
- при отношении S/D>28 мм и диаметральном натяге направляющих, равном 1 мм, наблюдаются отсутствие огранки, однако, резко возрастает момент сопротивления резанию и повышенный износ направляющих, что приводит к низкой их стойкости;
- при отношении S/D>28 мм и диаметральном натяге направляющих, равном 0,6 мм, огранка отсутствует, но при дальнейшем увеличении соотношения S/D>28 мм растет момент сопротивления резанию и увеличивается износ направляющих элементов.
Направляющие фаски на режущих элементах служат для создания направления и устойчивого положения инструмента во время работы.
Направляющие фаски воспринимают усилия, возникающие вследствие переменной глубины резания из-за биения предварительного отверстия. Уменьшение их длины до менее 12 мм может привести к поперечным вибрациям инструмента во время обработки с образованием огранки на обработанной поверхности. Увеличение длины до более 20 мм, хотя и улучшает условия центровки, но приводит к дополнительному трению, возрастанию момента сопротивления резанию и крутильных колебаний инструмента, к налипанию и привариванию обрабатываемого материала к режущему инструменту, особенно при больших значениях отношения L/D, так как инструмент в этом случае обладает пониженной жесткостью на кручение, что увеличивает шероховатость, отрицательно влияя на качество поверхности.
Уменьшение ширины направляющих ленточек на лезвиях режущих элементов до величины 0,1÷0,8 мм, по сравнению с прототипом объясняется тем, что при обработке таких материалов, как титан и его сплавы, а также нержавеющих коррозионно-стойких сталей и других материалов, предел прочности которых σв>500 МПа, происходит приварка и налипание обрабатываемого материала на контактируемые поверхности режущего инструмента. При срыве налипшего материала сходящей стружкой периодически вырываются частицы твердого сплава, и тем самым уменьшается стойкость твердосплавного инструмента и увеличивается шероховатость обработанной поверхности.
Для компенсации потери устойчивости инструмента за счет уменьшения ширины направляющей фаски увеличена длина направляющей фаски до величины 12÷20 мм.
Ширина направляющей фаски менее 0,1 мм сильно ослабляет вершину режущего лезвия и приводит к сколу вершины твердосплавной пластины.
При ширине направляющей фаски более 0,8 мм происходит налипание обрабатываемого материала на режущую кромку, что приводит к вырыванию частиц твердого сплава и снижает стойкость режущих пластин, увеличивает шероховатость обработанной поверхности.
Таким образом, выполнение направляющих фасок на режущих элементах в заявляемых пределах длины и ширины также обеспечивает необходимую жесткость системы СПИД при обработке, исключает образование огранки, улучшает шероховатость и точность обработанной поверхности.
Дополнительные отверстия для подвода СОЖ к направляющим обеспечивают охлаждение и смазку, уменьшают трение между контактируемыми поверхностями и тем самым повышают стойкость направляющих.
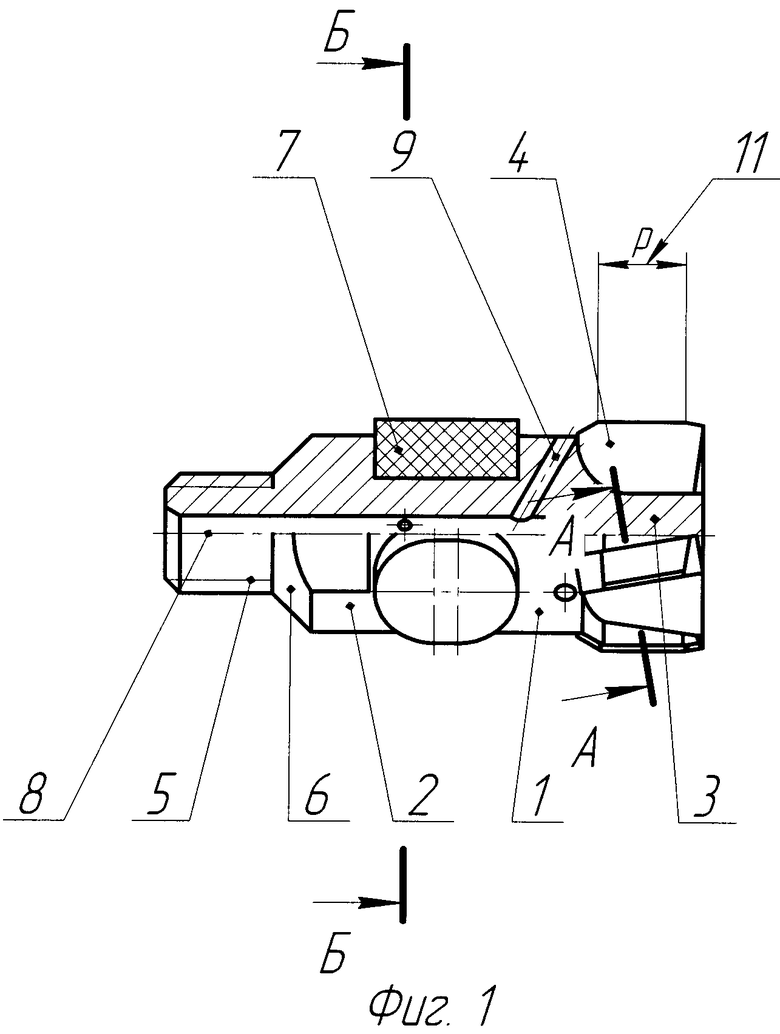
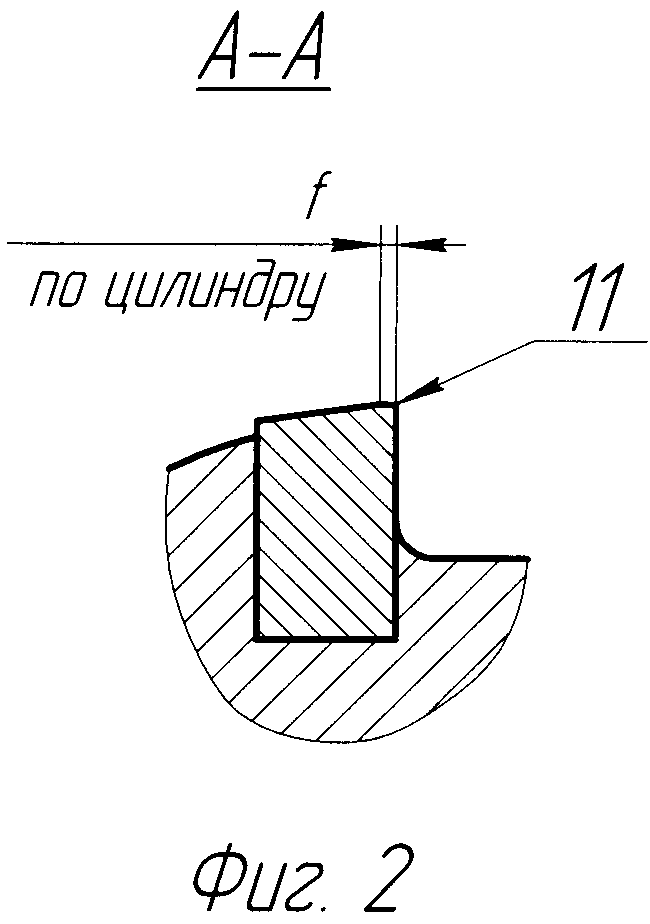
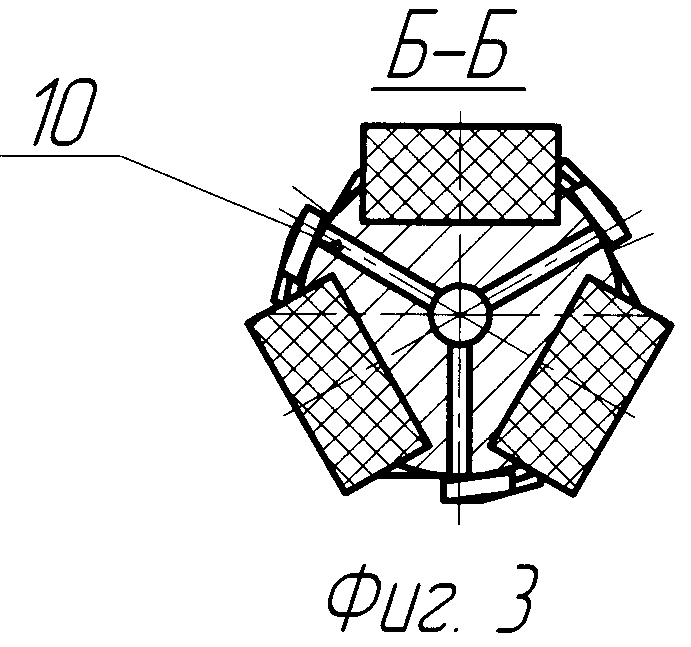
Сущность изобретения поясняется графическими материалами, приведенными на фиг.1, 2, 3. На Фиг.1 представлен общий вид режущего инструмента, на фиг.2 - то же, сечение А-А, на фиг.3 - то же, сечение Б-Б.
Инструмент (зенкер) состоит из корпуса 1, хвостовика 2 и рабочей части 3 с твердосплавными режущими элементами 4. Хвостовик 2 с резьбовым концом 5 и конусом 6 служит для соосного соединения многолезвийного инструмента (зенкера) со стеблем. Направляющие 7 выполнены из полиуретана марки СКУ-7Л по ТУ 84-404-78.
Диаметр описанной окружности по выступающим частям направляющих больше диаметра обрабатываемого отверстия на величину 0,6÷1 мм при отношении суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента в диапазоне S/D=20÷28 мм. Для подвода СОЖ в зону резания в корпусе 1 выполнено центральное отверстие 8 с окнами 9, подающими СОЖ к каждому режущему элементу 4, и отверстиями 10 для подачи СОЖ к каждой направляющей 7. На режущих элементах 4 для направления и центрирования инструмента во время его работы выполнены направляющие фаски 11 длиной p - 12÷20 мм и шириной f - 0,1÷0,8 мм.
Инструмент работает следующим образом.
До начала обработки заготовку в виде гильзы закрепляют в двух самоцентрирующихся патронах, находящихся на концах шпинделя станка, соединенного с приводом вращения. Стебель, соединенный с устройством осевой подачи и сцентрированный с заготовкой с помощью неподвижного люнета, вводят внутрь обрабатываемого отверстия гильзы. Соосное соединение стебля с инструментом осуществляют с помощью направляющего конуса 6 и резьбового хвостовика 5. Посредством осевой подачи инструмента в направлении рабочего хода, переднюю направляющую 7 вводят в соприкосновение с обрабатываемым отверстием. Так как диаметр описанной окружности направляющих 7 больше диаметра обрабатываемого отверстия, то упругий ход направляющих 7 обеспечивает центрирование инструмента по необработанной поверхности. Далее включают подачу СОЖ, привод вращения заготовки, осевую подачу инструмента и осуществляют процесс обработки внутреннего диаметра гильзы. В процессе работы направляющие фаски 11 на лезвиях твердосплавных режущих элементов, опираясь на обработанную поверхность, центрируют и направляют режущий инструмент, повышая его виброустойчивость, и позволяют вести процесс обработки без вибрации и огранки с низкой шероховатостью Ra -1 мкм и высокой точностью полученного отверстия. После окончания процесса инструмент отсоединяют от стебля, устанавливают новую заготовку и процесс повторяют.
Таким образом, конструктивные особенности: заявляемая форма выполнения направляющих и их диаметральный натяг при заявляемом соотношении суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента, а также направляющие фаски в заявляемом интервале их длины и ширины, способствуют выполнению поставленной технической задачи, а именно: обеспечить виброустойчивость системы СПИД, исключить огранку внутреннего отверстия, снизить шероховатость и повысить точность обрабатываемого отверстия.
Пример 1.
Удаление поверхностного слоя внутреннего отверстия методом вытяжного растачивания проводили на заготовке из титанового сплава ПТ-7М с механическими свойствами:
- предел прочности σв- 620 МПа;
- предел текучести σ0,2- 210 МПа;
- относительное удлинение δ - 20%.
Геометрические размеры заготовки:
- наружный диаметр D - 75 мм;
- внутренний диаметр d -55 мм;
- длина заготовки L - 2600 мм;
Режимы обработки:
- глубина резания t - 1 мм;
- подача s - 1,2 мм/об;
- число оборотов шпинделя n - 200 об/мин.
Характеристика многолезвийного режущего инструмента (зенкера). Режущие пластины из твердого сплава ВК8:
- количество режущих элементов - 6 шт.;
- длина направляющей фаски p - 18 мм;
- ширина направляющей фаски f - 0,5 мм.
Характеристика направляющих:
- количество направляющих - 3 шт.;
- отношение суммарной площади контакта призматических направляющих с обрабатываемым отверстием к диаметру режущего инструмента S/D=21 мм, при длине направляющих 24 мм и их ширине 20,7 мм.
Пример 2.
Удаление поверхностного слоя внутреннего отверстия методом вытяжного растачивания проводили на заготовке из нержавеющего коррозионно-стойкого сплава марки 12Х18Н10Т с механическими свойствами:
- предел прочности σв- 520 МПа;
- предел текучести σ0,2 - 200 МПа;
- относительное удлинение δ - 40%.
Геометрические размеры заготовки:
- наружный диаметр D - 70 мм;
- внутренний диаметр d - 44 мм;
- длина заготовки L - 2800 мм;
Режимы обработки:
- глубина резания t - 0,75 мм;
- подача s - 1,42 мм/об;
- число оборотов шпинделя n - 315 об/мин.
Характеристика многолезвийного режущего инструмента (зенкера). Режущие пластины из твердого сплава ВК8:
- количество режущих элементов - 6 шт.;
- длина направляющей фаски p - 18 мм;
- ширина направляющей фаски f - 0,5 мм.
Характеристика направляющих:
- количество направляющих - 3 шт.;
- отношение суммарной площади контакта призматических направляющих с обрабатываемым отверстием к диаметру режущего инструмента S/D=27 мм, при длине направляющих 24 мм и их ширине 20,7 мм.
Удаление стружки проводилось через обработанную поверхность в направлении, противоположном подаче инструмента. Подачу СОЖ в зону резания проводили с целью охлаждения зоны резания по центральному отверстию 8 и окнам 9, а также для охлаждения и смазки направляющих через отверстия 10.
На ОАО ЧМЗ были опробованы процессы обработки внутреннего отверстия гильз из титановых сплавов ВТ1-0, ВТ1-1, ПТ-1М, ПТ-7М и нержавеющих сталей марок 08Х18Н10Т, 17Х18Н9, 10Х17Н13М2Т с изменением заявляемых параметров, оговоренных в формуле. Процесс обработки гильз протекает без видимых вибраций и огранки при соблюдении всех требований к качеству, геометрии и шероховатости обработанного отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| Способ механической обработки длинномерных нежестких деталей и устройство для его осуществления | 1988 |
|
SU1593780A1 |
| Расточная головка | 1989 |
|
SU1757781A1 |
Инструмент содержит корпус, хвостовик и рабочую часть с твердосплавными режущими элементами, имеющими на лезвиях направляющие фаски, направляющие, центральное отверстие и каналы для подвода СОЖ в зону резания. Для повышения качества обрабатываемого отверстия направляющие выполнены в виде упругих призматических элементов, предназначенных для обеспечения диаметрального натяга в пределах 0,6÷1 мм при отношении суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента в диапазоне 20÷28 мм. При этом направляющие фаски на лезвиях режущих элементов выполнены длиной 12÷20 мм и шириной 0,1÷0,8 мм. В корпусе могут быть выполнены дополнительные отверстия для подвода СОЖ к направляющим. 1 з.п. ф-лы, 3 ил.
1. Многолезвийный режущий инструмент для вытяжного растачивания внутреннего отверстия заготовки под прокат, содержащий корпус, хвостовик и рабочую часть с твердосплавными режущими элементами, имеющими на лезвиях направляющие фаски, направляющие, центральное отверстие и каналы для подвода смазывающей охлаждающей жидкости (СОЖ) в зону резания, отличающийся тем, что направляющие выполнены в виде упругих призматических элементов, предназначенных для обеспечения диаметрального натяга в пределах 0,6÷1 мм при отношении суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента в диапазоне S/D=20÷28 мм,
где S - суммарная площадь контакта направляющих с обрабатываемой поверхностью, мм2;
D - диаметр режущего инструмента, мм;
при этом направляющие фаски на лезвиях режущих элементов выполнены длиной 12-20 мм и шириной 0,1-0,8 мм.
2. Инструмент по п.1, отличающийся тем, что в корпусе выполнены дополнительные отверстия для подвода СОЖ к направляющим.
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| РАСТОЧНАЯ ГОЛОВКА ДЛЯ РАСТОЧКИ ТРУБ | 0 |
|
SU222124A1 |
| Режущий инструмент для обработкиОТВЕРСТий | 1979 |
|
SU852458A1 |
| Инструмент для обработки глубоких отверстий | 1990 |
|
SU1726160A1 |
| Способ определения массового расхода газа | 1990 |
|
SU1795287A1 |
| Справочник инструментальщика, ред | |||
| Ординарцев И.А | |||
| - Л.: Машиностроение, 1987, с.396, рис.10.20. | |||

