Изобретение относится к оборудованию, предназначенному для сборки покрышек пневматических шин типа Р и может найти применение в сборочных цехах шинных заводов.
Известна установка для изготовления покрышек пневматических шин, содержащая станок для сборки каркасов покрышек пневматических машин, станок для формования покрышек пневматических шин, уста- новленный на поворотной опоре, и транспортное средство для передачи заготовок покрышек 1.
Недостатком этого устройства является невозможность изготовления одновременно покрышек с каркасом из текстильного корда и с каркасом из металлокорда.
Известна другая установка для изготовления покрышек пневматических шин, содержащая станок для сборки брекернопротекторных браслетов, станок для сборки каркасов, станок для формования покрышек, смонтированный в месте пересечения продольных осей станков для сборки каркасов и брекерно-протекторных браслетов с формующим барабаном, установленным на поворотной вокруг вертикальной оси платформы, и транспортное средство для передачи заготовок покрышек между станками 2.
Недостатком известной установки является невозможность одновременного изготовления покрышек с каркасом из металлокорда и с текстильным каркасом.
Цель изобретения - расширение эксплуатационных возможностей установки.
Цель достигается тем, что установка снабжена дополнительным формующим барабаном. Платформа выполнена в виде Г- образных планшайб с индивидуальными
VI С Os
VI О
ю
приводами их вращения, установленных своими большими полками на вертикальной оси друг над другом, а меньшими полками обращенных в противоположные стороны. Основной и дополнительный формующие барабаны установлены диаметрально противоположно на меньших полках планшайб.
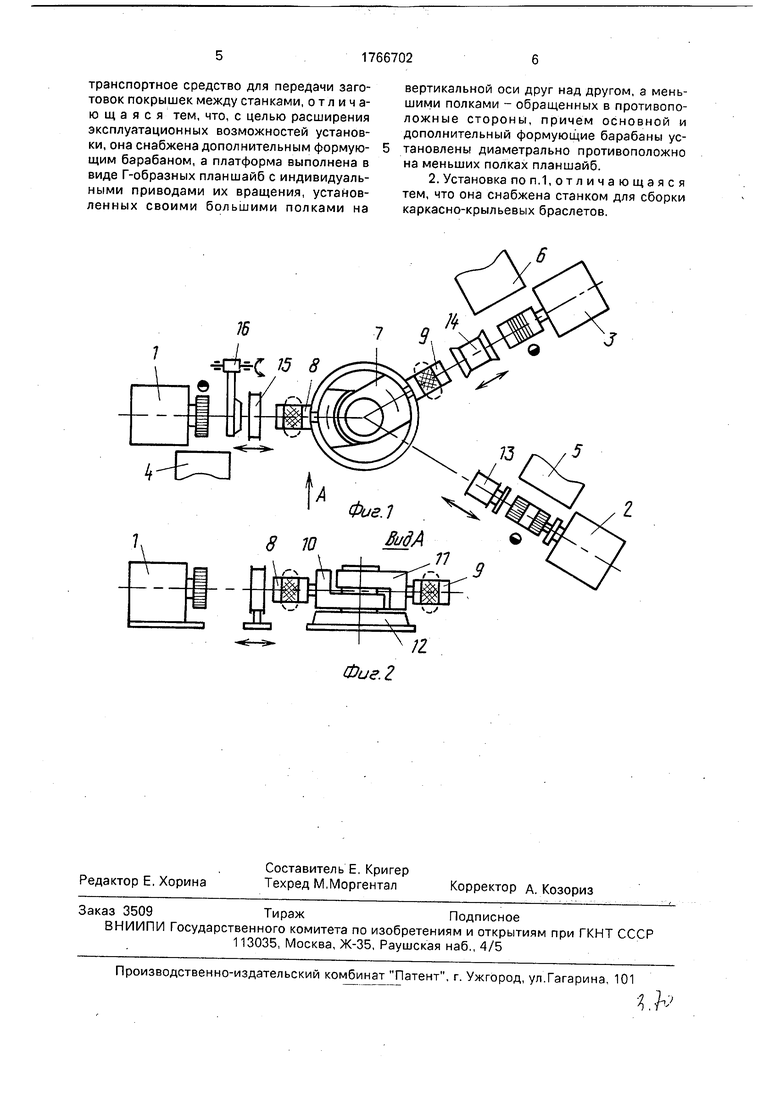
На фиг.1 изображен общий вид установки; на фиг.2 - вид А на фиг,1.
Установка включает в себя станок 1 для сборки брекерно-протекторных браслетов (БПБ) любой известной конструкции; станок 2 для сборки текстильных каркасов также любой известной конструкции; станок 3 для сборки металлокордных каркасно-крыльевых браслетов также любой известной конструкции. Каждый из станков имеет соответствующие питающие устройства 4-6,
В зависимости от конструкции они могут работать либо в автоматическом режи- ме, либо с участием человека.
Станки 1-3 смонтированы под углом друг к другу.
В месте пересечения осей их барабанов установлен станок 7 для формования и за- вершения сборки покрышек, который содержит два формующих барабана 8,9 с элементами фиксации бортов (колец) и устройствами обработки бортов. Каждый из барабанов 8, 9 консольно смонтирован на Г-образных планшайбах 10,11, каждая из которых может принудительно вращаться с помощью индивидуальных приводов (условно не показаны) вокруг общей вертикальной оси, проходящей через точку пересечения осей барабанов станков 1-3 и закрепленной в основании 12 станка. Оси всех барабанов расположены в общей плоскости.
Для переноса (транспортирования) собранных каркасов от станка 2 к станку 7 служит средство 13. Для переноса собранных каркасно-крыльевых браслетов от станка 3 к станку 7 служит средство 14. Для переноса брекерно-протекторных браслетов от станка 1 к станку 7 имеется средство 15. Оно же служит и для съема собранной покрышки с формующего барабана и передачи ее на устройство 16 для вытаскивания покрышки из средства 15 и отвода ее за пределы сборочной зоны.
Работает установка следующим образом.
Сборка ведется параллельно (или с определенным сдвигом по времени) на трех станках 1-3, на которых собирают соответ- ствующие полуфабрикаты будущих покрышек. На станке 1 - брекерно-протекторные браслеты, содержащие слои брекера и беговую часть протектора. На станке 2 - текстильные каркасы, в которых кромки корда
уже обернуты вокруг бортовых колец и на каркасы наложены заготовки боковин. На станке 3 - металлокордные каркасно-крыль- евые браслеты, содержащие элементы каркаса, заготовки боковин и бортовые крылья. Однако кромки корда с боковинами вокруг крыльев не завернуты.
Перед завершением сборки указанных полуфабрикатов формующие барабаны 8 и 9 вместе с планшайбами поворачиваются таким образом, что, например, барабан 9 устанавливается соосно с барабаном станка 3, а барабан 8 - соосно с барабаном станка 2.
Предположим, что раньше будет готов каркасно-крыльевой браслет, тогда он с помощью средства 14 переносится на барабан 9, где фиксируется, после чего барабан 9 планшайбой 11 поворачивается в позицию, соосную с барабаном станка 1. В этом случае готовый брекерно-протектор- ный браслет средством 15 снимается с барабана станка 1 и переносится на барабан 9. Затем осуществляется формование кар- касно-крыльевого браслета, его сопряжение с брекерно-протекторным браслетом и заворот кромок каркаса на бортовые крылья. По завершению сборки готовая покрышка средством 15 снимается с барабана 9 и передается на устройство 16, с помощью которого покрышка отводится из зоны сборки на соответствующие транспортные средства.
После съема собранной покрышки барабан 9 возвращается в позицию приема очередного каркасно-крыльевого браслета со станка 3,
По мере готовности каркасов они средством 13 передаются на барабан 8, который фиксирует их за борта, а далее все происходит аналогично только что рассмотренному.
Барабан 8 с каркасом с помощью планшайбы 10 устанавливается соосно с брекерно-протекторным барабаном. На него аксиально заносится БПБ, происходит формование каркаса с сопряжением его с БПБ. Заворота в этом случае никакого не происходит, так как он был осуществлен на станке 2, готовая покрышка снимается, а барабан 8 возвращается в первоначальное положение. Цикл повторяется.
Формула изобретения
1, Установка для изготовления покрышек пневматических шин, содержащая станок для сборки брекерно-протекторных браслетов, станок для сборки каркасов, станок для формования покрышек, смонтированный в месте пересечения продольных осей станков для сборки каркасов и брекерно-протекторных браслетов с формующим барабаном, установленным на поворотной Лркруг вертикальной оси платформе, и
транспортное средство для передачи заготовок покрышек между станками, отличающаяся тем, что, с целью расширения эксплуатационных возможностей установки, она снабжена дополнительным формующим барабаном, а платформа выполнена в виде Г-образных планшайб с индивидуальными приводами их вращения, установленных своими большими полками на
вертикальной оси друг над другом, а меньшими полками - обращенных в противоположные стороны, причем основной и дополнительный формующие барабаны установлены диаметрально противоположно на меньших полках планшайб.
2. Установка по п.1, отличающаяся тем, что она снабжена станком для сборки каркасно-крыльевых браслетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| "Установка для сборки покрышек пневматических шин типа "Р" | 1990 |
|
SU1810294A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2039656C1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2236351C2 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
| Станок для сборки радиальных покрышек пневматических шин | 1977 |
|
SU743897A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1703489A1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1720888A1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН ТИПА "Р" | 1992 |
|
RU2085387C1 |
Использование: в шинной промышленности для сборки покрышек пневматических шин. Сущность изобретения: установка снабжена дополнительным формующим барабаном. Платформа выполнена в виде Г-образных планшайб с индивидуальными приводами их вращения. Своими большими полками планшайбы установлены на вертикальной оси друг над другом. Своими меньшими полками планшайбы обращены в противоположные стороны. Основной и дополнительный формующие барабаны установлены диаметрально противоположно на меньших полках планшайб. Установка снабжена станком для сборки каркасно-крылье- вых браслетов. 1 з.п.ф-лы, 2 ил.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки радиальных покрышек пневматических шин | 1977 |
|
SU626975A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Солесос | 1922 |
|
SU29A1 |
