Изобретение относится к области металлургии, конкретнее к контролю коррозионной стойкости против локальной коррозии стальных изделий, предназначенных для эксплуатации в агрессивных средах. При этом контроль стальных изделий возможен как на стадии их изготовления, так и в процессе эксплуатации.
Локальные коррозионные процессы являются причиной повышенной аварийности многих видов стального оборудования. Поэтому при выборе стали для работы в конкретных условиях целесообразно оценить ее стойкость против различных видов локальной коррозии, основными видами которой являются язвы и питтинги, а также различные типы коррозионно-механического разрушения, которые происходят под действием не только коррозионной среды, но и механического фактора, например растягивающих напряжений или абразивного воздействия твердых частиц. Указанные виды локальной коррозии могут протекать по различным механизмам и по-разному проявляться в зависимости от состава агрессивной среды и других параметров эксплуатации.
Скорости коррозионного разрушения стальных изделий, а следовательно и срок их службы существенно различается для сталей разных марок, а также в пределах одной и той же марки для разных заводов-изготовителей и даже для разных плавок одного и того же завода. При этом для некоторых партий стальных изделий наблюдаются аномально высокие скорости локальной коррозии, приводящие к сквозным коррозионным повреждениям стенок оборудования за срок гораздо меньше планируемого. Это объясняется различным электрохимическим состоянием поверхности, т.е. количеством активных центров на поверхности металла, на которых наиболее вероятно развитие стабильного питтинга. На количество активных центров влияют такие факторы как химический, структурный и структурно-фазовый состав. При этом каждая плавка даже одной и той же марки может различаться по данным характеристикам.
Поэтому необходимо иметь надежный ускоренный способ оценки коррозионной стойкости сталей уже на стадии изготовления стального проката и труб в условиях завода-производителя или при входном контроле качества металлопродукции у потребителя, чтобы прогнозировать срок службы оборудования из конкретной стали еще до его изготовления, производить отбраковку металлопродукции, имеющей пониженную коррозионную стойкость, и выбирать сталь в зависимости от требуемого срока службы оборудования и агрессивности условий эксплуатации.
Известен способ оценки стойкости против локальной коррозии (Патент РФ 2362142, МПК G01N 17/02, опубл. 20.07.2009 г.), по которому специально подготовленную поверхность образцов обрабатывают электрохимическим методом в потенциодинамическом режиме реактивом, содержащим ионы хлора. При этом фиксируют зависимость плотности тока от потенциала (потенциодинамическая кривая) при прямом и обратном направлении развертки потенциала. О коррозионной стойкости судят по многофакторным электрохимическим характеристикам стали, определяемые из полученной зависимости при варьировании начальных условий. Однако осуществление этого способа требует применения комплекса специального электрохимического оборудования, сложной интерпретации многофакторных данных и, как следствие, специально подготовленного высококвалифицированного персонала, что ограничивает их использование для контроля сталей при массовом производстве.
Наиболее близким к предполагаемому является способ контроля качества стальных изделий, путем оценки их коррозионной стойкости против локальной коррозии по количественной оценке неметаллических включений (НВ) на единицу площади поверхности образца (Патент РФ 2149400, МПК G01N 33/20, опубл. 20.05.2000 г.).
Способ заключается в том, что от изделий отбирают образцы, изготавливают шлифы с полированной поверхностью, которую обрабатывают в течение заданного времени, по крайней мере, одним реактивом, содержащим ионы хлора в количестве не более 1%, выявляют активные НВ, вызывающие локальную коррозию, затем проводят количественный анализ активных НВ или количественный анализ активных НВ и пораженных коррозией участков, а о коррозионной стойкости и качестве изделий судят в первом случае по наличию и/или количественным характеристикам активных НВ, во втором случае по наличию и/или количественным характеристикам активных НВ и пораженных коррозией участков.
Способ позволяет судить о коррозионной стойкости стальных изделий против локальной коррозии, когда основным фактором является загрязненность стали активными НВ. Данный способ выявляет только активные НВ, тогда как на коррозионную стойкость сталей влияют также такие факторы как наличие легирующих и/или примесных элементов, структурно и структурно-фазовый состав стали. При сравнительно высокой степени чистоты стали по активным НВ (например, при их плотности не более 2-5 ед./мм2) вклад в коррозионную стойкость химического состава и микроструктурных характеристик становится сопоставимым с вкладом НВ. В таких случаях данный метод не позволяет провести четкую градацию сталей по их коррозионной стойкости. Еще одним недостатком данного способа является то, что количественный анализ активных НВ ведется вручную, что приводит к субъективной оценки полученных результатов.
Техническая задача предлагаемого изобретения заключается в том, чтобы достоверно ранжировать стали по их коррозионной стойкости против локальной коррозии без проведения длительных коррозионных испытаний.
Техническим результатом предлагаемого изобретения является повышение информативности и достоверности способа контроля качества стальных изделий против локальной коррозии с учетом комплексного влияния на коррозионные процессы химического состава, структурного и структурно-фазового состава.
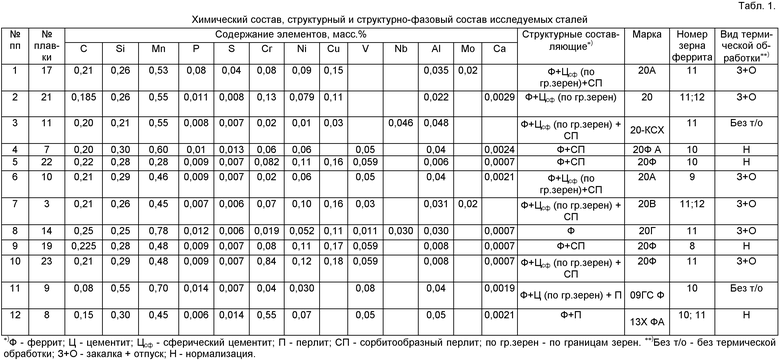
Указанный технический результат достигается тем, что для обработки используется роданидный раствор, который позволяет выявлять локальные коррозионные повреждения, обусловленные как активными НВ, так и химическим, структурным и структурно-фазовым составом. Количественный анализ локальных коррозионных повреждений производится с помощью микроскопа при увеличении ×100-500 и камеры подключенной к персональному компьютеру. С помощью камеры делаются снимки поверхности образца до и после экспозиции в растворе. Причем количество снимков должно быть таким, чтобы суммарно было осмотрено не менее 20% площади образца. Перед испытаниями образцы зачищают и полируют до зеркального блеска. Время экспозиции в 3-10% растворе ионов роданида составляет 3-5 часов, при этом pH раствора поддерживают боратным буфером в интервале 8,0-9,0, так как в этих условиях развивается только локальная коррозия.
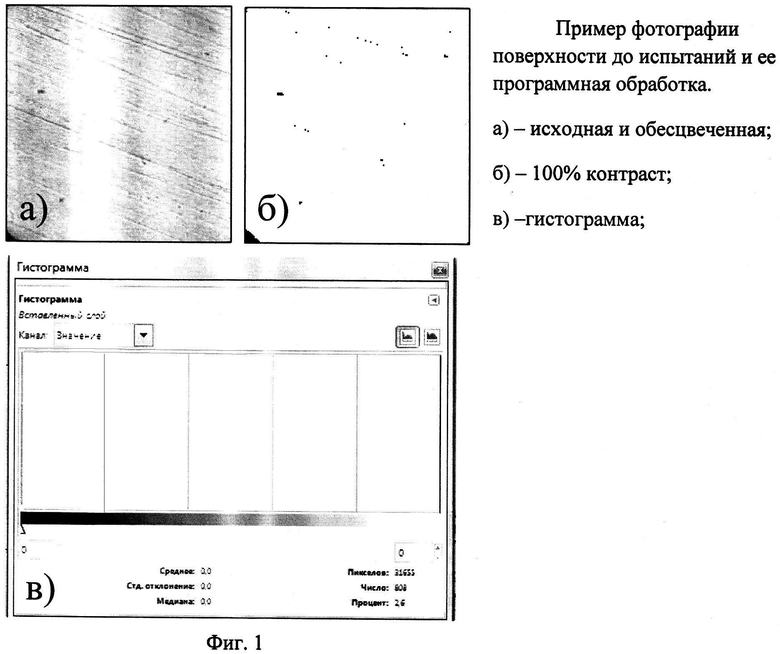
О коррозионной стойкости изделий судят по наличию и количеству участков пораженных коррозией. Количественный анализ производят по доле поврежденной поверхности образца. Доля поврежденной поверхности вычисляется с помощью программы обработки графических изображений, поддерживающей функцию гистограммы изображений (фиг.1 и фиг.2).
Алгоритм обработки полученных фотографий: фотографии обесцвечивают, затем с помощью функции «Контраст» оставляют на фотографии 2 цвета: черный и белый (значение контраста на 100%). Белый цвет соответствует неповрежденной поверхности образца, а черный цвет - коррозионным повреждениям. Таким образом, на фотографии, соответствующей начальному состоянию поверхности, доля черного цвета минимальна, а на фотографиях после проведения испытания черный цвет приходится на локальные коррозионные повреждения металла. Доля черного цвета вычисляется с помощью функции «Гистограмма» и ее значение указано в графе «процент» появившегося окна гистограммы.
Доля поврежденной поверхности металлического изделия вычисляется как разность значения доли черного цвета после и до экспозиции в растворе. Таким образом, существенно увеличивается достоверность результатов, поскольку количественный анализ происходит не вручную, а в автоматическом и программируемом режимах.
Пример конкретного выполнения способа
Образцы труб и листового проката из углеродистых и низколегированных сталей, выплавленные Таганрогским металлургическим заводом, Синарским трубным заводом. Волжским трубным заводом, Первоуральским новотрубным заводом, Челябинском трубопрокатным заводом и Выксунским металлургическим заводом, предназначенных для изготовления нефтепромыслового оборудования, в т.ч. нефтепроводов, были установлены на коррозионные испытания. Исследуемые стали листового проката и труб имели различный химический состав и микроструктуру. Химический и структурно-фазовый состав исследуемых сталей приведен в таблице 1.
За основной критерий коррозионной стойкости принимали величину скорости локальной коррозии образцов сталей, определенную за время проведения длительных коррозионных испытаниях в течение трех месяцев (2085 часов) в растворе 0,17М NaCl+0.13М KCl+0,0008М Na2SO4+0.008М NaHCO3 (pH 8,5), который имитируют водную фракцию обводненной нефти, транспортируемой промысловыми нефтегазопроводами Западносибирского региона.
Для каждого вида стали было испытано по пять образцов размерами 2-5×10-30×10-30 мм.
Перед проведением испытаний поверхность образцов шлифовали на абразивной бумаге с последовательно уменьшающимися размерами зерна. Заключительную шлифовку проводили на бумаге с размерами зерен 10-50 мкм. После шлифовки на бумаге каждого типа зернистости поверхность металла промывали холодной водопроводной водой и сушили фильтровальной бумагой. После заключительной шлифовки обработанную поверхность промывали водой, высушивали фильтровальной бумагой и обезжиривали этиловым спиртом.
Поверхность образцов после коррозионных испытаний исследовали при помощи компьютеризированного оптического микроскопа «NEOPHOT 32», оснащенного цифровой видеокамерой. Определяли характер коррозионного поражения металла, размеры, максимальную глубину и плотность очагов локальной коррозии. При определении глубины очагов локальной коррозии использовали метод двойной фокусировки луча света - последовательно фокусировали луч на край и дно очага локальной коррозии.
По результатам испытаний было установлено, что для сталей, стойких против локальной коррозии, скорость локальной коррозии была менее 0,2 мм/год. К сталям, удовлетворительно стойким против локальной коррозии, относили стали, показавшие скорость от 0,2 до 0,4 мм/год. К нестойким, относили стали, показавшие скорость более 0,4 мм/год. Результаты длительных коррозионных испытаний приведены в таблице 2.
Для проведения коррозионных испытаний по предлагаемому способу из отобранных образцов площадью 20×40 мм изготавливали шлифы посредством зачистки и полировки поверхности до зеркального блеска.
Шлифы обрабатывали по 2-м вариантам:
1. Последовательно 30 секунд реактивом, содержащим 0,5% KCl и воды, а затем 10 секунд реактивом, содержащим 4% азотной кислоты, этиловый спирт и 0,1% KCl (прототип).
2. В течение 4-х часов реактивами, содержащими 2,5%, 12% (не соответствует формуле изобретения) и 5% (соответствует формуле изобретения) ионов роданида (SCN-).
Кислотность среды выбрали 7,0; 9,5 (не соответствует формуле изобретения) и 8,5 (соответствует формуле изобретения). После обработки поверхность образцов промывали водой, сушили при помощи фильтровальной бумаги и исследовали на оптическом микроскопе «NEOPHOT 32» при увеличении ×100. Для каждого шлифа было осмотрено 50 полей площадью около 1 мм2.
Для всех испытанных сталей после обработки по варианту 1 проводили количественный анализ активных НВ с определением среднего числа включений на единицу площади шлифа (таблица 2).
Для всех испытанных сталей после обработки по варианту 2 проводили количественный анализ локальных повреждений по алгоритму, приведенному в данном варианте. Результаты приведены в таблице 2.
Как видно по результатам, полученным после обработки сталей по варианту 1 (таблица 2), количество активных НВ не достаточно хорошо коррелирует с локальной скоростью растворения металла. Например, сталь плавки №19 по количеству активных НВ, равному 2 ед/мм2, должна была быть отнесена к сталям стойким против локальной коррозии (<0,2 мм/год), тогда как она по результатам длительных коррозионных испытаний показала неудовлетворительную стойкость к локальным видам коррозии - 0,450 мм/год (>0,4 мм/год). Также как и плавки №14 и №22 по количеству активных НВ (5 и 3 ед/мм2 соответственно) должны были относиться к стойким сталям, но реальные скорости их локальной коррозии составили соответственно 0,384 и 0,315 мм/год, что относит данные плавки к удовлетворительно стойким (от 0,2 до 0,4 мм/год). Плавка №7, напротив, по количеству активных НВ (12 ед/мм2) должна относится к сталям с удовлетворительной стойкостью, тогда как по результатам длительных коррозионных испытаний ее скорость локальной коррозии составила 0 157 мм/год, что свидетельствует о том, что она относиться к стойким сталям (<0,2 мм/год). Вероятно, это происходит из-за, ошибок, неизбежно возникающих при ручном подсчете активных НВ, а также из-за того что не учитывается влияние химического, структурного и структурно-фазового состава на электрохимическое состояние поверхности, а, соответственно, на коррозионную стойкость против локальной коррозии.
По результатам, полученным после обработки сталей по варианту 2 (таблица 2), видно, что наблюдается хорошая корреляция между Долей поврежденной поверхности исследуемых образцов и скоростью локальной коррозии. Так плавки сталей №17, №11, №7 согласно результатам длительных коррозионных испытаний имеют скорость локальной коррозии 0,188; 0,115; 0,157 соответственно, что позволяет отнести их к стойким сталям (<0,2 мм/год). А доля поврежденной поверхности для этих плавок составила соответственно 0,47; 0,19; 0,24. Т.е для всех плавок сталей, стойких против локальной коррозии, доля поврежденной поверхности не превышала 0,5%. В тоже время плавки сталей №21, №19, №9 не стойкие против локальной коррозии (>0,4 мм/год) со скоростями 0,448; 0,450; 0,536 соответственно имеют наиболее высокую долю поврежденной поверхности 2,06; 1,92; 2,57 соответственно. Также видна хорошая корреляция между скоростями локальной коррозии и долей поврежденной поверхности для сталей удовлетворительно стойких против локальной коррозии (от 0,2 до 0,4 мм/год).
Таким образом, стали стойкие против локальной коррозии, имеют долю поврежденной поверхности менее 0,5%.
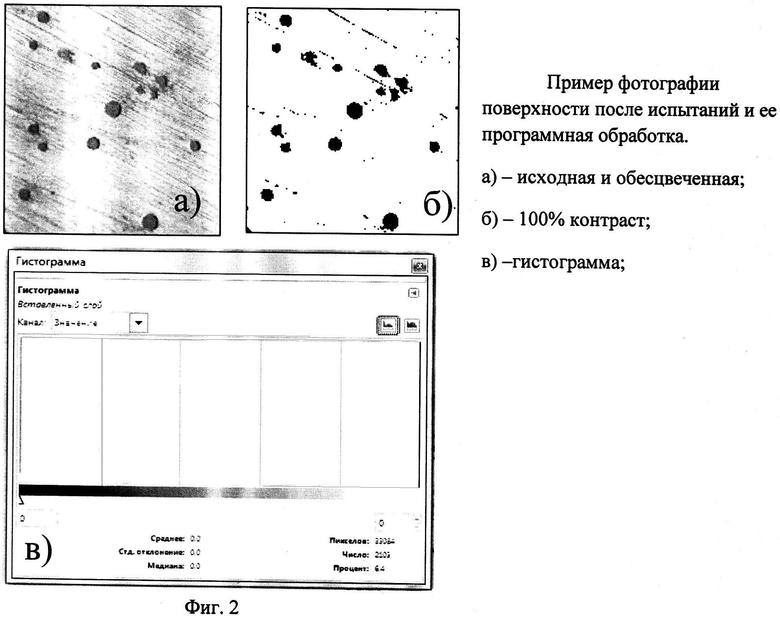
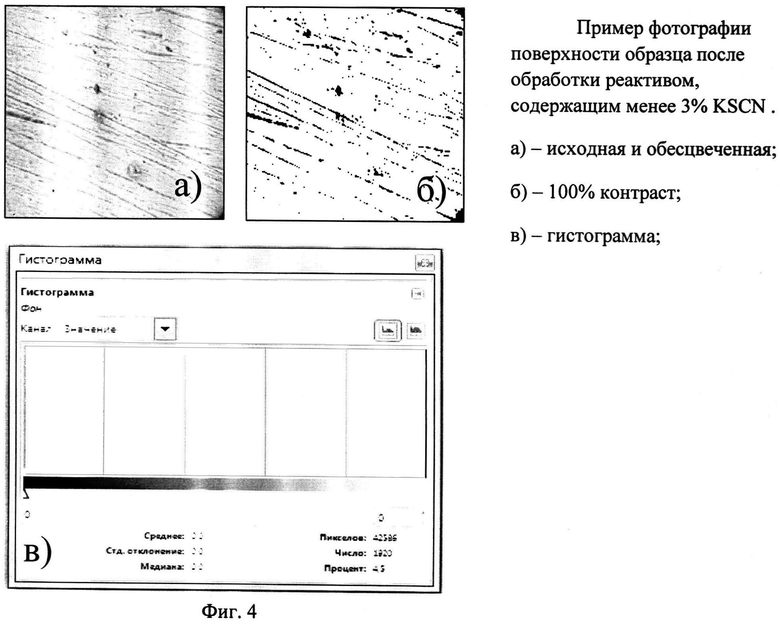
Использование для обработки полированной поверхности образца раствора с содержанием роданида более 10% приводит к появлению участков не только на активных центрах поверхности образца, но и не на активных, а также в самой матрице металла (фиг.3). При содержании роданида в растворе менее 3% выявляются не все активные центры (фиг.4). Аналогично влияние и кислотности среды (таблица 2).
Наиболее эффективное время составляет от 3 до 5 часов. За этот период выявляются все активные центры на поверхности образца металла. При времени испытаний будет менее 3 часов, часть активных центров выявляется недостаточно полно и при количественной оценке могут быть не учтены. Испытания более 5 часов приводит к сильному растравлению поверхности образца, что искажает количественный анализ, т.е. наблюдаются такие же закономерности, как и при влиянии концентрации и pH.
Таким образом, результаты оценки коррозионной стойкости против локальных видов коррозии по предлагаемому способу однозначно коррелируют с реальной коррозионной стойкостью стали, что повышает информативность и достоверность способа контроля качества стальных изделий. Это позволяет судить об их стойкости против локальной коррозии, что дает возможность прогнозировать срок службы стальных изделий и позволяет на стадии изготовления оборудования выбирать стали с требуемой коррозионной стойкостью. В результате повышается надежность использования проконтролированного стального оборудования, так как исключается вероятность коррозионных разрушений за планируемый период эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КОРРОЗИОННОЙ СТОЙКОСТИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ И ИЗДЕЛИЙ ИЗ НИХ | 2008 |
|
RU2379655C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ (ЕГО ВАРИАНТЫ) | 1999 |
|
RU2149400C1 |
| СПОСОБ КОНТРОЛЯ СТОЙКОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ ПРОТИВ ЛОКАЛЬНОЙ КОРРОЗИИ | 2008 |
|
RU2362142C1 |
| НАНОСТРУКТУРИРОВАННАЯ ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2010 |
|
RU2452788C2 |
| НАНОСТРУКТУРИРОВАННАЯ ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2010 |
|
RU2452789C2 |
| СТАЛЬ ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ | 2002 |
|
RU2222633C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОНИКНОВЕНИЯ ЛОКАЛЬНОЙ КОРРОЗИИ В МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ | 2011 |
|
RU2510496C2 |
| СТАЛЬ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ И ХЛАДОСТОЙКОСТИ | 2010 |
|
RU2447187C1 |
| МОДИФИКАТОР ДЛЯ ОБРАБОТКИ СТАЛИ | 2008 |
|
RU2364652C1 |
| СПОСОБ ОЦЕНКИ КОРРОЗИОННОЙ СТОЙКОСТИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ И ТРУБ, ИЗГОТОВЛЕННЫХ ИЗ НИХ | 2014 |
|
RU2554659C1 |
Изобретение относится к области металлургии, конкретнее к контролю коррозионной стойкости против локальной коррозии стальных изделий, предназначенных для эксплуатации в агрессивных средах. Способ заключается в том, что от изделий отбирают пробы, изготавливают образцы с полированной поверхностью, поверхность образцов обрабатывают в растворе 3-10% ионов роданида в течение 3-5 часов при pH 8,0-9,0, затем проводят количественный анализ пораженных и непораженных коррозией участков посредством компьютерных функций программы обработки графических изображений, а о коррозионной стойкости изделий судят по доле поврежденной поверхности. Достигается повышение информативности и достоверности оценки. 1 з.п. ф-лы, 2 табл., 4 ил.
1. Способ оценки стойкости стальных изделий против локальной коррозии, заключающийся в том, что от изделий отбирают пробы, изготавливают образцы с полированной поверхностью, поверхность образцов обрабатывают в растворе 3-10% ионов роданида в течение 3-5 ч при pH 8,0-9,0, затем проводят количественный анализ пораженных и непораженных коррозией участков посредством компьютерных функций программы обработки графических изображений, а о коррозионной стойкости изделий судят по доле поврежденной поверхности.
2. Способ по п.1, отличающийся тем, что количественный анализ пораженных коррозией участков проводят посредством компьютерных функций «Контраст» и «Гистограмма».
| Артамонов О.Ю | |||
| Взаимосвязь коррозионно-электрохимического поведения и донорно-акцепторных свойств поверхности углеродистых и низколегированных сталей | |||
| Автореферат дисс | |||
| на соискание ученой степени к.х.н | |||
| - М., 24.11.2011, пояснения к рис.4 в гл.3 | |||
| СПОСОБ КОНТРОЛЯ КОРРОЗИОННОЙ СТОЙКОСТИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ И ИЗДЕЛИЙ ИЗ НИХ | 2008 |
|
RU2379655C1 |
| RU 2008122670 A, 10.12.2009 | |||
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ (ЕГО ВАРИАНТЫ) | 1999 |
|
RU2149400C1 |
| СОСТАВ ДЛЯ ПРОВЕДЕНИЯ ИСПЫТАНИЙ НА СТОЙКОСТЬ ТРУБНЫХ СТАЛЕЙ К КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ | 1994 |
|
RU2082154C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2222802C1 |
| JP 2011075377 A, 14.04.2011. | |||

