Изобретение относится к способам анализа материалов путем определения их химических или физических свойств и может быть использовано в металлургической промышленности при контроле качества сталей и изделий из них, предназначенных для эксплуатации в проточных и неперемешиваемых, в том числе содержащих абразивные частицы, агрессивных средах, вызывающих коррозионное разрушение металла.
Наиболее широко применяемые конструкционные материалы - углеродистые и низколегированные стали и изделия из них, теряют свои эксплуатационные свойства в результате коррозионного воздействия агрессивных сред, контактирующих с металлом в процессе его хранения, транспортировки и эксплуатации. К таким изделиям относятся сварные и цельнотянутые трубы и изготовленные из них сооружения, в том числе продуктопроводы (водоводы, нефтепроводы, газопроводы и др.), листовая сталь и крупногабаритные изделия из нее (резервуары по хранению сырого и товарного топлива, минеральных и органических удобрений, продуктов и полуфабрикатов различного назначения), объекты автомобильной и тяжелой промышленности, транспортные конструкции и сооружения. Подавляющее большинство природных и технологических сред, контактирующих с металлом и изделиями из него, обладает электропроводностью и содержит анионы (хлорид, сульфат, бромид, роданид, сероводород и др.), вызывающие коррозию. Наиболее опасными и определяющими эксплуатационный ресурс металла и изделий из него являются локальные виды коррозии, всегда протекающие одновременно с равномерным растворением.
Необходимо иметь надежный ускоренный метод оценки относительной коррозионной стойкости сталей уже на стадии изготовления стального проката и полуфабрикатов в условиях заводов-производителей на стадии выходного контроля и при входном контроле металлопродукции у потребителя для разграничения металла и изделий по коррозионной стойкости, оптимального выбора условий использования металла исходя из его коррозионной стойкости, прогнозирования срока службы оборудования и конструкций.
Существенное влияние на качество стальных изделий, в частности стойкость против локальной коррозии, оказывают такие факторы, как структура, фазовый состав, наличие и количество дефектов кристаллической решетки. Скорость локальной коррозии сталей определяется интегральным вкладом каждого из указанных факторов в суммарный локальный коррозионный процесс.
Известен способ оценки коррозионной стойкости сталей при их контакте с кислым электролитом (патент РФ 1797014, МПК G01N 17/00, опубл. 23.02.1993 г.). Основным недостатком метода является то, что в кислых растворах углеродистые и низколегированные стали и изделия из них подвергаются равномерному растворению, тогда как основной причиной выхода из строя конструкций и оборудования является локальная коррозия.
Известны способы оценки коррозионной стойкости сталей путем длительных - не менее 2-3-х месяцев, коррозионных испытаний в коррозионно-активной водной среде с последующей оценкой скорости коррозии весовым методом или определением глубины локальных коррозионных повреждений (Kimuro Mituo. Влияние Cr на стойкость стали для магистральных трубопроводов к коррозии под действием газообразной СO2; Current advances materials and processes. 1991. v.4, 6. p.1984).
Недостатком метода является его высокая длительность и предназначение исключительно для определения стойкости металла против углекислотной коррозии.
Известен способ, заключающийся в определении плотности коррозионно-активных неметаллических включений в металле после последовательного химического воздействия на шлифованную поверхность металла реактивов, содержащих хлорид-ион и азотную кислоту (патент РФ 2149400, МПК G01N 33/20, опубл. 20.05.2000 г.).
Недостатком метода является необходимость последовательного применения двух растворов реактивов, что существенно затрудняет операцию контроля качества, недостаточная объективность, связанная с необходимостью подсчета разноразмерных микрообъектов, и возможность определения вклада в суммарный процесс локальной коррозии только одного фактора - коррозионно-активных неметаллических включений.
Наиболее близким к предлагаемому является способ контроля качества стальных изделий, заключающийся в том, что от изделий отбирают образцы, изготавливают шлифы с полированной поверхностью, которую обрабатывают в течение заданного времени реактивом, содержащим ионы хлора, выявляют неметаллические включения, вызывающие коррозию, по количеству которых судят о коррозионной стойкости изделий (патент РФ №2222802, опубл.27.01.2004). Согласно изобретению шлифованную поверхность образцов обрабатывают в водном растворе, содержащем 6-15 г/л ионов хлора, электрохимическим методом в потенциодинамическом режиме при потенциале, изменяющемся со скоростью 0,36-3,6 В/ч либо от -450 до -700 мВ, либо от -700 до -450 мВ.
Способ позволяет оценить вклад в коррозионную стойкость лишь неметаллических включений и не учитывает вклад от структуры и всех остальных дефектов (вакансий, дислокаций и их скоплений, сегрегаций примесей, микрополостей и др.). Ограничение области потенциалов поляризации существенно снижает информативность и достоверность полученных результатов. Непредусмотренный контроль кислотности среды и присутствие в растворе лишь одного из возможных активаторов локальной коррозии - хлорид-иона, резко снижает надежность метода.
Техническим результатом изобретения является повышение информативности и достоверности способа контроля качества стальных изделий, что позволит судить об их стойкости против локальных коррозионных процессов в более широком интервале природных и технологических сред, в частности при атмосферной и подземной коррозии, а также коррозии, возникающей под воздействием хранимых и транспортируемых продуктов.
Технический результат достигается тем, что в способе контроля качества стальных изделий, включающем отбор образцов, изготовление шлифов с полированной поверхностью с последующей электрохимической обработкой их в водном растворе, содержащем активаторы локальной коррозии, согласно изобретению раствор для электрохимической обработки в качестве активаторов локальной коррозии содержит 0,12-20 г/л ионов хлора или 0,03-30 г/л ионов роданида и дополнительно не более 0,25 М/л борной кислоты и не более 0,5 М/л тетрабората натрия, а электрохимическую обработку проводят либо при постоянном потенциале в интервале от -500 до +500 мВ (с.в.э.) и времени выдержки 1-30 минут, либо при потенциале, изменяющемся со скоростью 0,1-10 мВ/с от значения -500 мВ до +1200 мВ (с.в.э.), и без прерывания поляризации от значения потенциала +1200 мВ (с.в.э.) до -500 мВ (с.в.э.).
Сущность изобретения заключается в следующем.
Любые дефекты структуры металла будут являться инициаторами зарождения очагов локальной коррозии, однако скорость развития очагов локальной коррозии зависит от типа дефекта. Установлено, что при потенциостатической выдержке в растворах, содержащих 0,12-20 г/л ионов хлора или 0,03-30 г/л ионов роданида (активаторов локальной коррозии), а также содержащих не более 0,25 М/л борной кислоты и не более 0,5 М/л тетрабората натрия, установившийся ток локальной коррозии составляет от 0,03 до 100 А/м2. Именно ток растворения металла является основной объективной характеристикой коррозионной стойкости сталей, поскольку по законам Фарадея он пропорционален потерям массы металла, то есть скорости коррозии, выраженной в г/м2×ч или мм/год.
При концентрации ионов хлора ниже 0,12 г/л или концентрации ионов роданида ниже 0,03 г/л развитие локальных коррозионных процессов невозможно. Сталь находится в устойчивом пассивном состоянии и равномерно растворяется со скоростью, не превышающей 0,01 мм/год (или 0,00866 А/м2). При концентрации ионов хлора выше 20 г/л или ионов роданида выше 50 г/л сталь переходит в устойчивое активное состояние и не подвергается локальной коррозии.
Кислотность испытательных растворов составляет от 4,5 до 11 единиц pH и поддерживается борной кислотой и тетраборатом натрия. При концентрации в растворе более 0,25 М/л борной кислоты и более 0,1 М/л тетрабората натрия pH раствора перестает изменяться, а растворимость компонентов резко понижается.
При поляризации постоянным потенциалом отрицательнее -500 мВ (с.в.э.) скорость коррозии не превышает технически допускаемую величину 0,01 мм/год (или 0,00866 А/м2), то есть не имеет практического смысла. При поляризации постоянным потенциалом положительнее +500 мВ скорость равномерного активного растворения становится сравнимой или больше скорости локальной коррозии, что резко снижает достоверность результатов.
При поляризации изменяющимся потенциалом основной характеристикой коррозионной стойкости сталей является потенциал, при котором при изменении потенциала от +1200 до -500 мВ (с.в.э.) достигается нулевой ток. Если нулевой ток достигается при потенциале +1200 мВ, сталь стойка против локальной коррозии. Чем более отрицателен потенциал, при котором достигается нулевой ток, тем ниже стойкость стали против локальной коррозии. Величина потенциала, при котором достигается нулевой ток, определяется типом дефекта, вызывающего локальную коррозию. При потенциале отрицательнее (-500) мВ (с.в.э.) скорость коррозии металла не превышает 0,01 А/м2, то есть не превышает технически допустимой величины 0,01 мм/год. При потенциале положительнее +1200 (с.в.э.) начинается процесс перепассивации сталей, вследствие чего результаты измерений теряют достоверность.
Общим способом повышения коррозионной стойкости сталей и изделий из них является гомогенизация структуры, заключающаяся в снижении или полном предотвращении образования таких дефектов, как избыточные фазы, неметаллические включения, скопления вакансий и дислокаций, сегрегаций примесных элементов.
Примеры конкретного выполнения способа
Образцы труб и листового проката из углеродистых и низколегированных сталей для изготовления промыслового и магистрального трубопроводного транспорта и крупногабаритных конструкций и сооружений были установлены на коррозионные испытания в неподвижную и перемешиваемую, в том числе с абразивным материалом, пластовую воду, отобранную на одном из нефтедобывающих предприятий. Использованная для испытаний пластовая вода содержала в одном литре 0,17 М NaCl; 0,13 М КСl; 0,0008 М Na2SO4; 0,008 М NaHCO3; 0,01 M H2S. Время испытаний составляло 350 часов для движущейся среды при наличии в ней абразива, 1700 для движущейся среды, не содержащей абразив, 3096 часов для неподвижной среды.
За основной критерий коррозионной стойкости принимали максимальную глубину очагов локальной коррозии, образовавшихся на поверхности образцов за время испытаний. Опыт показывает, что для сталей, стойких против локальной коррозии вследствие гомогенности структуры, максимальная глубина локальных коррозионных поражений после 350 часов испытаний в движущейся среде при наличии в ней абразива не превышает 3 мкм. Для сталей с дефектами структуры, представленными неметаллическими включениями, избыточными фазами и микрополостями, максимальная глубина локальных коррозионных поражений составляла 35 мкм.
После 1700 испытаний в движущейся среде без абразива максимальная глубина локальных коррозионных поражений, образовавшихся на поверхности сталей, стойких против локальной коррозии, не превышает 20 мкм. Для сталей с дефектами структуры, представленными неметаллическими включениями, избыточными фазами и микрополостями, максимальная глубина локальных коррозионных поражений составляла 125 мкм.
После 3096 часов испытаний в неподвижной среде максимальная глубина локальных коррозионных поражений, образовавшихся на поверхности сталей, стойких против локальной коррозии, не превышает 30 мкм. Для сталей с дефектами структуры, представленными неметаллическими включениями, избыточными фазами и микрополостями, максимальная глубина локальных коррозионных поражений составляла 180 мкм.
Марки сталей, а также соответствующие значения максимальной глубины локальных коррозионных поражений представлены в таблице.
Для проведения коррозионно-электрохимических испытаний по предлагаемому способу на отобранных образцах были изготовлены микрошлифы с поверхностью площадью 0,5-1,0 см2.
Шлифы обрабатывали по следующим вариантам.
1. Электрохимическим методом в водном растворе, содержащем 15 г/л ионов хлора в потенциодинамическом режиме при потенциале, изменяющемся со скоростью 0,36 В/ч от -700 до -450 мВ (прототип).
2. Методом поляризации при постоянном потенциале в водном растворе, содержащем 0,12 г/л ионов хлора, 0,001 М/л борной кислоты, 0,001 М/л тетрабората натрия при потенциале -500 мВ (с.в.э.) в течение 1 минуты (предлагаемый вариант).
3. Методом поляризации при постоянном потенциале в водном растворе, содержащем 10,0 г/л ионов хлора, 0,01 М/л борной кислоты, 0,01 М/л тетрабората натрия при потенциале 0,00 мВ (с.в.э.) в течение 10 минут (предлагаемый вариант).
4. Методом поляризации при постоянном потенциале в водном растворе, содержащем 100 г/л ионов хлора, 0,25 М/л борной кислоты, 0,1 М/л тетрабората натрия при потенциале 500 мВ (с.в.э.) в течение 30 минут (предлагаемый вариант).
5. Методом поляризации при постоянном потенциале в водном растворе, содержащем 0,03 г/л ионов роданида, 0,001 М/л борной кислоты, 0,001 М/л тетрабората натрия при потенциале -500 мВ (с.в.э.) в течение 1 минуты (предлагаемый вариант).
6. Методом поляризации при постоянном потенциале в водном растворе, содержащем 1,0 г/л ионов роданида, 0,01 М/л борной кислоты, 0,01 М/л тетрабората натрия при потенциале 0,00 мВ (с.в.э.) в течение 10 минут (предлагаемый вариант).
7. Методом поляризации при постоянном потенциале в водном растворе, содержащем 50 г/л ионов роданида, 0,25 М/л борной кислоты, 0,1 М/л тетрабората натрия при потенциале 500 мВ (с.в.э.) в течение 30 минут (предлагаемый вариант).
8. Методом поляризации при постоянном потенциале в водном растворе, содержащем 0,05 г/л ионов хлора, 0,000 М/л борной кислоты, 0,000 М/л тетрабората натрия при потенциале -600 мВ (с.в.э.) в течение 0,5 минут (отличается от предлагаемого варианта меньшим содержанием ионов хлорида, отсутствием борной кислоты и тетрабората натрия, меньшим временем выдержки).
9. Методом поляризации при постоянном потенциале в водном растворе, содержащем 0,02 г/л ионов роданида, 0,000 М/л борной кислоты, 0,000 М/л тетрабората натрия при потенциале -600 мВ (с.в.э.) в течение 0,5 минут (отличается от предлагаемого варианта меньшим содержанием ионов роданида, отсутствием борной кислоты и тетрабората натрия, меньшим временем выдержки).
10. Методом поляризации при потенциале, изменяющемся со скоростью 0,1 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) в водном растворе, содержащем 0,12 г/л ионов хлора, 0,001 М/л борной кислоты, 0,001 М/л тетрабората натрия (предлагаемый вариант).
11. Методом поляризации при потенциале, изменяющемся со скоростью 0,1 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) в водном растворе, содержащем 10,0 г/л ионов хлора, 0,01 М/л борной кислоты, 0,01 М/л тетрабората натрия (предлагаемый вариант).
12. Методом поляризации при потенциале, изменяющемся со скоростью 0,1 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) в водном растворе, содержащем 100 г/л ионов хлора, 0,25 М/л борной кислоты, 0,1 М/л тетрабората натрия (предлагаемый вариант).
13. Методом поляризации при потенциале, изменяющемся со скоростью 0,1 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) в водном растворе, содержащем 0,03 г/л ионов роданида, 0,001 М/л борной кислоты, 0,001 М/л тетрабората натрия (предлагаемый вариант).
14. Методом поляризации при потенциале, изменяющемся со скоростью 0,1 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) в водном растворе, содержащем 1,0 г/л ионов роданида, 0,01 М/л борной кислоты, 0,01 М/л тетрабората натрия (предлагаемый вариант).
15. Методом поляризации при потенциале, изменяющемся со скоростью 0,1 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) поляризации в водном растворе, содержащем 50 г/л ионов роданида, 0,25 М/л борной кислоты, 0,1 М/л тетрабората натрия (предлагаемый вариант).
16. Методом поляризации при потенциале, изменяющемся со скоростью 20 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) в водном растворе, содержащем 0,05 г/л ионов хлора, 0,000 М/л борной кислоты, 0,000 М/л тетрабората натрия (отличается от предлагаемого варианта меньшим содержанием ионов хлорида, отсутствием борной кислоты и тетрабората натрия, большей скорость развертки потенциала).
17. Методом поляризации при потенциале, изменяющемся со скоростью 20 мВ/с от потенциала -500 мВ до потенциала +1200 мВ (с.в.э.) и без прерывания поляризации от потенциала +1200 мВ (с.в.э.) до потенциала -500 мВ (с.в.э.) в водном растворе, содержащем 0,02 г/л ионов роданида, 0,000 М/л борной кислоты, 0,000 М/л тетрабората (отличается от предлагаемого варианта меньшим содержанием ионов роданида, отсутствием борной кислоты и тетрабората натрия, большей скорость развертки потенциала).
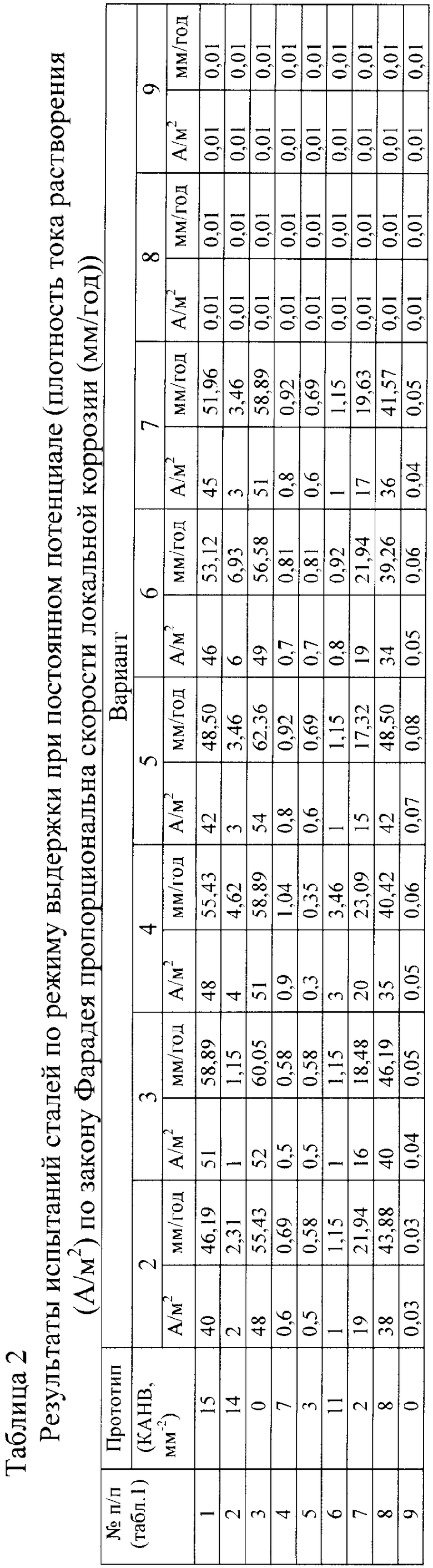
После обработки поверхности по методу выдержки при постоянном потенциале измеряли плотность тока, установившегося в ходе поляризации. По каждому варианту проводили не менее пяти параллельных испытаний. После обработки по вариантам 8 и 9 на поверхность всех шлифов всех исследованных сталей произошло равномерное растворение без образования очагов локальной коррозии. Плотность тока растворения составляет 0,01 А/м2, что соответствует скорости растворения пассивного металла, растворяющегося без образования очагов локальной коррозии.
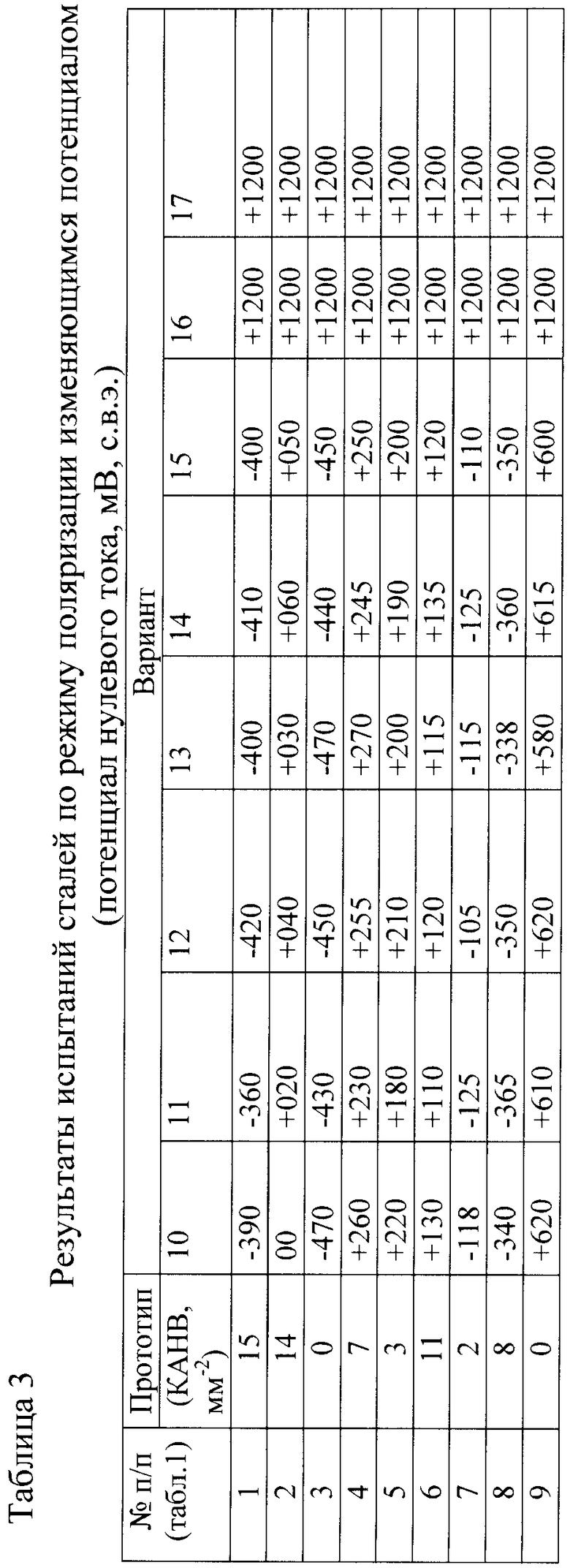
После обработки поверхности по методу поляризации изменяющимся потенциалом измеряли величину потенциала, при котором устанавливается нулевая или отрицательная плотность тока. По каждому варианту проводили не менее пяти параллельных испытаний. После обработки по вариантам 16 и 17 на поверхность всех шлифов всех исследованных сталей произошло равномерное растворение без образования очагов локальной коррозии. Нулевая или отрицательная плотность тока растворения устанавливалась при потенциале +1200 мВ (с.в.э.), что соответствует скорости растворения пассивного металла, растворяющегося без образования очагов локальной коррозии.
Химический и структурный состав исследованных сталей приведен в таблице 1. Результаты измерений тока по вариантам 2-9 представлены в таблице 2 (нумерация сталей соответствует нумерации, приведенной в таблице 1). Видно, что плотность тока определяется совокупным присутствием в структуре сталей дефектов различного типа. Учет лишь одного из возможных видов дефектов приводит к искажению результатов.
Результаты измерения потенциала по вариантам 10-17 представлены в таблице 2 (нумерация сталей соответствует нумерации, приведенной в таблице 3).
Потенциал достижения нулевого тока по варианту поляризации изменяющимся потенциалом метода определяется совокупным присутствием в стали дефектов структуры различного типа. Учет лишь одного из возможных видов дефектов приводит к искажению результатов.
Таким образом, использование настоящего предложения повышает информативность и достоверность способа контроля качества сталей и изделий из них и позволяет судить о вкладе всех возможных дефектов структуры в процесс локальной коррозии. Это позволяет прогнозировать срок службы стальных изделии и оборудования и выбирать стали в соответствии с требуемой стойкостью против локальной коррозии. Использование метода на стадиях выходного и входного контроля повышает надежность стального оборудования вследствие исключения вероятности сквозных локальных повреждений за планируемый период эксплуатации.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ КОРРОЗИОННОЙ СТОЙКОСТИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ И ТРУБ, ИЗГОТОВЛЕННЫХ ИЗ НИХ | 2014 |
|
RU2554659C1 |
| СПОСОБ ОЦЕНКИ СТОЙКОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ ПРОТИВ ЛОКАЛЬНОЙ КОРРОЗИИ | 2012 |
|
RU2504772C1 |
| СПОСОБ КОНТРОЛЯ СТОЙКОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ ПРОТИВ ЛОКАЛЬНОЙ КОРРОЗИИ | 2008 |
|
RU2362142C1 |
| НАНОСТРУКТУРИРОВАННАЯ ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2010 |
|
RU2452789C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ (ЕГО ВАРИАНТЫ) | 1999 |
|
RU2149400C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2222802C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОНИКНОВЕНИЯ ЛОКАЛЬНОЙ КОРРОЗИИ В МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ | 2011 |
|
RU2510496C2 |
| НАНОСТРУКТУРИРОВАННАЯ ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2010 |
|
RU2452788C2 |
| СТАЛЬ ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ | 2002 |
|
RU2222633C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ СУПЕРГИДРОФОБНЫХ ПОКРЫТИЙ НА СТАЛИ | 2012 |
|
RU2486295C1 |
Изобретение относится к области оценки коррозионной стойкости сталей и изделий из них, предназначенных для эксплуатации в агрессивных средах. Способ состоит в том, что от изделий отбирают образцы. Затем изготавливают из них шлифы с полированной поверхностью, размещают шлифы в коррозионной среде. Коррозионная среда содержит ионы хлора или ионы роданида. Дополнительно коррозионная среда содержит тетраборат натрия и борную кислоту. При этом поляризуют постоянным потенциалом в области от -500 до +500 мВ (с.в.э.) и определяют установившееся значение плотности тока поляризации. Также поляризуют потенциалом, изменяющимся со скоростью 0,2-12 В/ч в области от -0,5 до +1,2 В (с.в.э.) и без прерывания поляризации от +1200 мВ до -500 мВ (с.в.э.). Определяют значение потенциала, при котором достигается нулевое или отрицательное значение тока. По трем измеренным значениям тока судят о коррозионной стойкости сталей и изделий из них. Технический результат заключается в повышении информативности и достоверности контроля качества стальных изделий. 1 з.п. ф-лы, 3 табл.
1. Способ контроля качества углеродистых и низколегированных сталей и изделий из них, включающий отбор образцов, изготовление шлифов с полированной поверхностью с последующей электрохимической обработкой их в водном растворе, содержащем активаторы локальной коррозии, отличающийся тем, что раствор для электрохимической обработки образцов в качестве активаторов локальной коррозии содержит 0,12-20 г/л ионов хлора или 0,03-30 г/л ионов роданида и дополнительно содержит не более 0,25 моль/л борной кислоты и не более 0,5 моль/л тетрабората натрия, а электрохимическую обработку проводят либо при постоянном потенциале в интервале от -500 до +500 мВ (с.в.э.) и времени выдержки 1-30 мин, либо при потенциале, изменяющемся со скоростью 0,1-10 мВ/с от значения -500 до +1200 мВ (с.в.э.), и без прерывания поляризации от значения потенциала +1200 до -500 мВ (с.в.э.).
2. Способ по п.1, отличающийся тем, что электрохимическую обработку при постоянном потенциале проводят при времени выдержки в 1-30 мин.
| Раствор для электрохимического полирования сталей | 1979 |
|
SU891812A1 |
| Паста для испытания на коррозионную стойкость металлических материалов | 1987 |
|
SU1522078A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2222802C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ (ЕГО ВАРИАНТЫ) | 1999 |
|
RU2149400C1 |
| JP 5034265 A, 09.02.1993. | |||

