Изобретение относится к области электронно-лучевой сварки кольцевых соединений и может быть использовано для изготовления легких конструкций из алюминиевых сплавов с высокими требованиями по прочности и герметичности сварного шва, в том числе при производстве тепловых труб для систем обеспечения тепловых режимов и терморегулирования космических аппаратов.
Использование металлов с разной температуропроводностью и свариваемостью в сварных конструкциях позволяет расширить возможности конструктора при решении усложняющихся технологических и эксплуатационных задачах, возникающих в промышленности.
Технологические сложности сварки металлов с разной температуропроводностью и свариваемостью обусловлены комплексом проблем, вызванных различными физическими и химическими свойствами свариваемых материалов, необходимостью создания прочного контакта в месте их соединения, который часто должен обладать особыми механическими, герметическими свойствами и не изменять химического состава, контактирующего с металлом шва веществ.
Сварка алюминиевых сплавов сопряжена с рядом трудностей. Качество сварных соединений из алюминиевых сплавов определяется наличием макродефектов типа окисных пленок и пористости, которые ухудшают механические характеристики сварных соединений и герметичность изделий. Так наличие тугоплавкого окисла Al2O3 (Тпл=2050°C) с плотностью больше, чем у алюминия, на поверхности сплава затрудняет сплавление кромок соединения и загрязняет металл шва частичками этой пленки. Отсюда следует, что при сварке алюминия и его сплавов необходимо обеспечить удаление окисной пленки с поверхности сварного соединения.
В связи с повышенной жидкотекучестью алюминия при высоких температурах сварочная ванна может проваливаться под действием собственного веса, что приводить к прожогу сварного шва.
В связи с большой величиной коэффициента линейного расширения и низким модулем упругости алюминиевый сплав имеет повышенную склонность к короблению, в 1,5-2 раза выше, чем у аналогичных стальных конструкций. Кроме того, материал шва склонен к возникновению трещин в связи с грубой столбчатой структурой шва и выделением по границам зерен легкосплавных эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%).
В связи с резким повышением растворимости газов в нагретом алюминиевом сплаве и задержкой их при остывании возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности. Поэтому необходима тщательная химическая очистка сварочной проволоки и механическая очистка, обезжиривание свариваемых кромок. Предварительный и сопутствующий подогрев замедляет кристаллизацию металла сварочной ванны, что способствует более полному удалению газов и снижению пористости.
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка алюминия покрытыми электродами; аргонодуговая сварка алюминия неплавящимся вольфрамовым электродом с подачей присадочной проволоки; плазменная сварка алюминия.
При использовании данных методов сварки требуется большая погонная энергия, что в конечном счете может привести к большей деформации изделия. Для уменьшения деформации используется импульсная электронно-лучевая сварка.
При сварке алюминиевых сплавов с разным химическим составом необходимо учитывать свариваемость. При сварке деталей основным показателем свариваемости считается возможность образования в соединении межатомных связей. Если свариваемые детали имеют одинаковый химический состав, то в большинстве случаев, они соединяются сваркой без каких-либо сложностей. Однако при сварке деталей, имеющих различный химический состав, металлы не всегда образуют в соединении межатомные связи, например, не сваривается медь со свинцом, или титан с углеродной сталью. Немаловажным показателем свариваемости металлов считается способность избежание в сварных соединениях закаленных областей, трещин и других дефектов, отрицательно воздействующих на функционирование сварного изделия.
Алюминиевый сплав АД1 хорошо сваривается без ограничений и дает такой же прочный шов, как и сам материал в отожженном состоянии. По этой причине его возможно применять в сварных конструкциях.
К термически упрочняемым сплавам системы Al-Mg-Si относится алюминиевый сплав АД31. Упрочнение данного сплава достигается за счет выделения фазы Mg2Si при старении. Особенностью свариваемости данного сплава является повышенная склонность к образованию горячих трещин в процессе сварки и разупрочнение в околошовной зоне.
Известен способ сварки плавлением [RU 2309033, B23K 26/20, B23K 9/00, B23K 15/00], при котором сварку ведут в несколько проходов, используя импульсный режим, и регулируют в процессе формирования шва плотность энергии. Данный способ позволяет повысить качество и работоспособность сварных соединений различных конструкций путем уменьшения размеров пор и окисных включений и частичного их удаления.
Однако, перемещение луча по стыку деталей не обеспечивает необходимого тепловложения и равномерного расплавления материала обеих кромок деталей, обуславливающего требуемое взаимное перемешивание соединяемых металлов в расплаве шва, что влечет укрупнение зеренной структуры и ведет к потере герметичности и прочности сварного шва.
Известен способ электронно-лучевой сварки деталей из разнородных металлов [RU 2615101, B23K 15/04, H01J 37/315], содержащий сборку свариваемых деталей встык, направление электронного луча на стык и осуществление сварки путем перемещения электронного луча по стыку, причем развертка луча представляет собой окружность. Данный способ позволяет повысить качества сварного соединения плоских стыков разнородных металлов за счет обеспечения необходимого, для каждого материала, тепловложения, обуславливающего требуемое взаимное перемешивание соединяемых металлов в расплаве шва.
Недостатком способа является то, что осуществление движения электронного луча по данной траектории не учитывает теплофизические особенности свариваемых деталей, в результате чего получаются дефекты в виде подрезов из-за лишнего тепловложения.
Известен способ электронно-лучевой сварки стыковых соединений [RU 2701262, B23K 15/10, B23K 9/23], содержащий сборку свариваемых деталей в стык, направление электронного луча на стык и сварку путем перемещения электронного луча по стыку с симметричной разверткой луча в виде звезды с заданной погонной энергией и отклонением луча в сторону более температуропроводного материала. Данный способ позволяет получить в процессе сварки сварного соединения деталей прочностью не ниже 90% от прочности свариваемого сплава, без дефектов и непроваров, при минимальных энергозатратах.
Однако данный способ применим только для стыковых соединений среднеуглеродистой стали с жаропрочным никелевым сплавом и не применим при сварке алюминиевых сплавов, так как не учитывает разницу в необходимой величине погонной энергии для каждого алюминиевого сплава.
Наиболее близким аналогом к заявленному способу, выбранному в качестве прототипа, является способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из высокопрочных алюминиевых сплавов [RU 2708724, B23K 15/02, B23K 33/00, B23K 31/02, B23K 101/06], содержащий подготовку соединения под сварку путем термической обработки обечайки и крышки для снятия остаточных напряжений, сборку свариваемых деталей и осуществление сварки кольцевого соединения электронным лучом.
Этот способ сварки тонкостенных конструкций из упрочненных алюминиевых сплавов позволяет получить качественные кольцевые соединения с повышенными требованиями к прочности и герметичности, но не обеспечивает мелкозернистой структуры металла сварного шва и отсутствия окисных пленок, пор и трещин.
Технической проблемой, решаемой с помощью предлагаемого изобретения, является повышение качества кольцевого сварного соединения толстостенной и тонкостенной деталей, выполненных из алюминиевых сплавов с разной температуропроводностью и свариваемостью.
Указанная проблема решается тем, что в известном способе электроннолучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из алюминиевых сплавов с разной температуропроводностью и свариваемостью, у которых температуропроводность сплава тонкостенной детали меньше температуропроводности сплава толстостенной детали, включающий сборку деталей встык, направление электронного луча на стык и осуществление сварки путем перемещения электронного луча с симметричной разверткой по стыку деталей при их вращении вокруг продольной оси, новым является то, что сварку осуществляют за два прохода путем полного оборота деталей вокруг продольной оси в каждом проходе и при постоянном снижении величины погонной энергии  в начале прохода до величины погонной энергии
в начале прохода до величины погонной энергии  в конце прохода по линейной зависимости
в конце прохода по линейной зависимости
где 0,6≤k≤0,8, при этом оба прохода осуществляют с различной погонной энергией электронного луча и при различном долевом распределении погонной энергии относительно стыка свариваемых деталей, при этом величину погонной энергии Е в начале каждого прохода определяют из соотношения:
где  - начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 0° до 180°, приходящаяся на тонкостенную деталь, Дж/м;
- начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 0° до 180°, приходящаяся на тонкостенную деталь, Дж/м;
 - начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 180° до 360°, приходящаяся на толстостенную деталь, Дж/м;
- начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 180° до 360°, приходящаяся на толстостенную деталь, Дж/м;
при этом
где U - ускоряющее напряжение, кВ;
V - линейная скорость свариваемых деталей вокруг продольной оси, м/с;
I - сварочный ток луча, А;
ν1 - скорость движения электронного луча в угловом интервале развертки от 0° до 180° на тонкостенной детали, м/с;
ν2 - скорость движения электронного луча в угловом интервале развертки от 180° до 360° на толстостенной детали, м/с;
причем начальную величину погонной энергии за первый  и второй
и второй  проходы определяют из соотношений:
проходы определяют из соотношений:
где  - начальная погонная энергия электронного луча, затрачиваемая при первом проходе, Дж/м;
- начальная погонная энергия электронного луча, затрачиваемая при первом проходе, Дж/м;
 - начальная погонная энергия электронного луча, затрачиваемая при втором проходе, Дж/м;
- начальная погонная энергия электронного луча, затрачиваемая при втором проходе, Дж/м;
при этом начальное значение погонной энергии при первом проходе выбирают в диапазоне от 91000 Дж/м до 101000 Дж/м, а начальное значение погонной энергии при втором проходе - в диапазоне от 182000 Дж/м до 220000 Дж/м, причем при первом проходе на стык деталей воздействуют импульсным расфокусированным или сфокусированным лучом, а при втором проходе - импульсным сфокусированным лучом, при этом импульсное воздействие электронного луча осуществляют с частотой в диапазоне от 4 до 10 Гц.
Кроме того, при первом проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0° до 180° в 4 раза больше скорости движения электронного луча в интервале от 180° до 360°.
Кроме того, при втором проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0° до 180° в 2 раза меньше скорости движения луча в интервале от 180° до 360°.
Кроме того, тонкостенная деталь выполнена из алюминиевого сплава АД 31, а толстостенная деталь - из АД 1.
Осуществление сварки за два прохода и с различной погонной энергией, каждый из которых определяется полным оборотом деталей вокруг продольной оси, позволяет при первом проходе (термообработке) удалить окисную пленку и осуществить нагрев детали, а при втором проходе произвести непосредственно сварку по горячему сварному соединению.
Постоянное снижение погонной энергии при сварке позволяет обеспечить однородность проплава сварного соединения на каждом проходе.
Разная угловая скорость электронного луча при движении по круговой развертке обеспечивает различное долевое распределение погонной энергии относительно стыка свариваемых деталей на каждом этапе сварки.
Различное долевое распределение погонной энергии относительно стыка свариваемых деталей, имеющих различную свариваемость и температуропроводность, с постоянным снижением погонной энергии от начала и до конца прохода по линейной зависимости позволяет при первом проходе произвести термообработку (подогрев и разупрочнения кромки детали) тонкостенной детали, выполненной из алюминиевого сплава АД31, прогреть толстостенную деталь, выполненную из алюминиевого сплава АД1, для удаления окисной пленки.
Используемый импульсный режим при первом проходе, позволяет удалить окисную пленку с поверхности сварного соединения, а при втором проходе создать мелкозернистую структуру в металле сварного шва, что положительно влияет на качество шва свариваемых деталей, а именно: на герметичность и прочность.
Сущность изобретения поясняется изображениями, представленными на фиг. 1, фиг. 2 и фиг. 3.
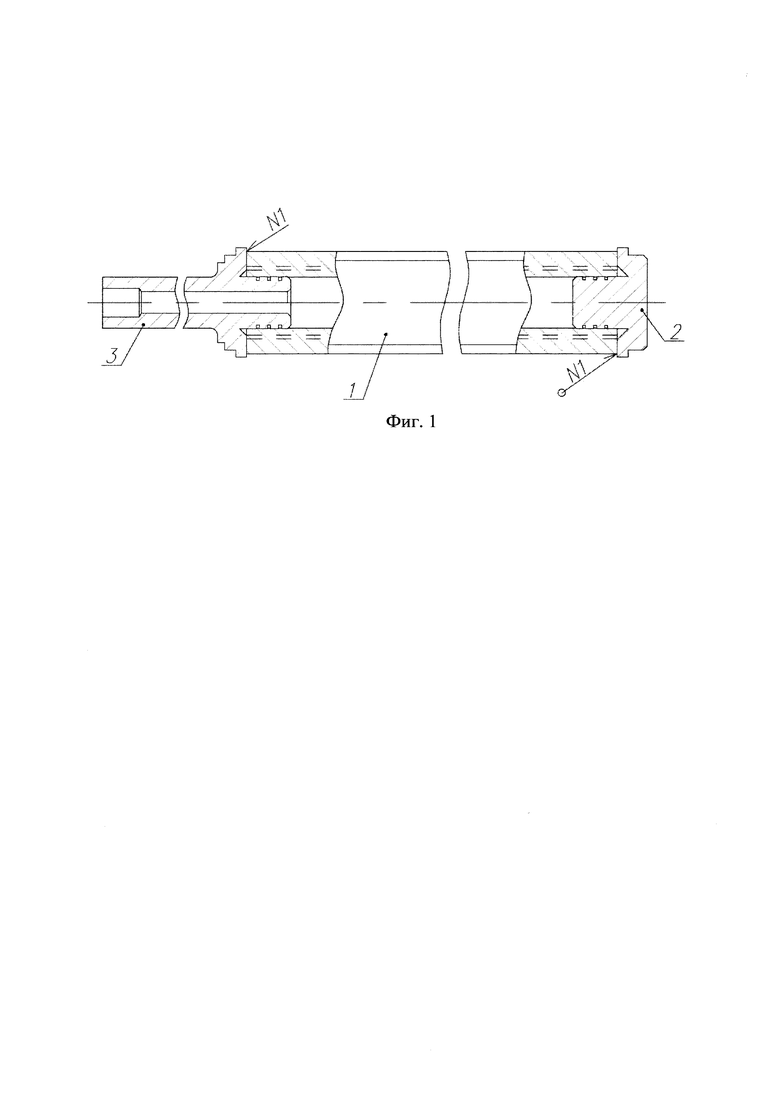
На фиг. 1 представлен эскиз тепловой трубы;
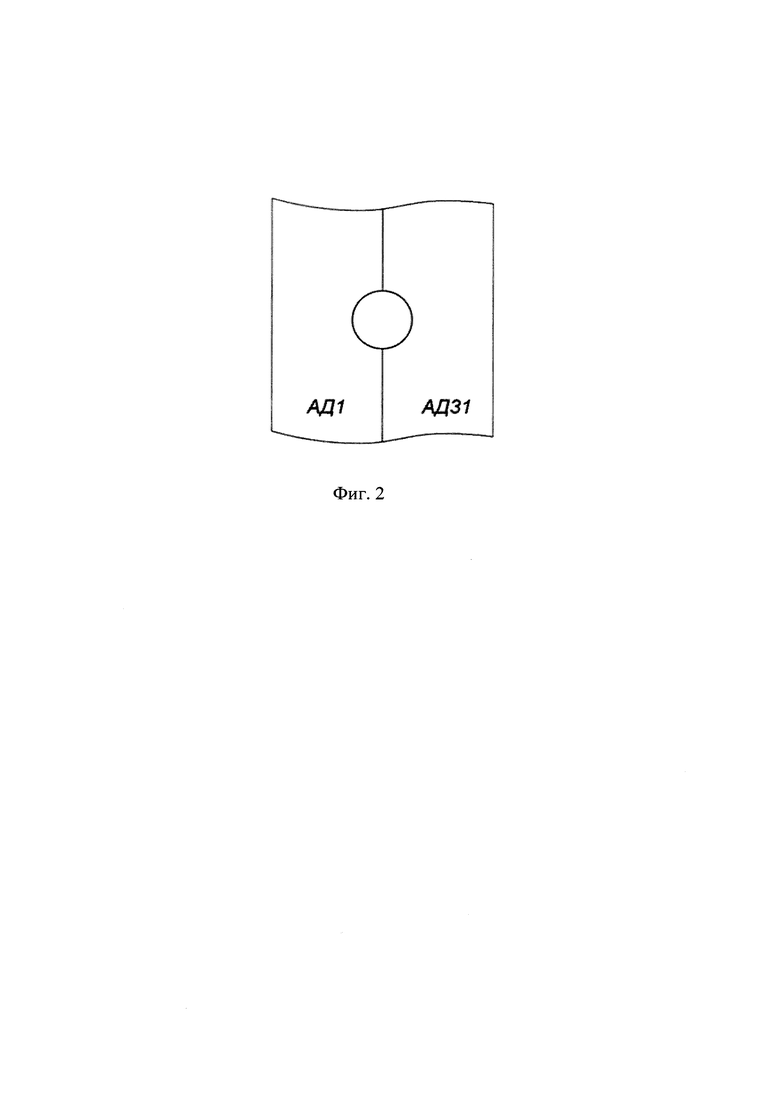
На фиг. 2 изображена симметричная развертка электронного луча в виде окружности.
На фиг. 3 представлено металлографическое исследование на наличие дефектов в сварных швах.
Общие особенности способа состоят в следующем.
Перед сваркой поверхности сварных соединений готовят согласно ОСТ 92-1152-75. Подготовка поверхностей сварных соединений заключается в химическом травлении, вакуумной сушке при температуре 60°С в течение 1 часа и шабрении.
При осуществлении сварки свариваемый узел тепловой трубы 1 (фиг. 1) с ассиметричным профилем N1 типа С14 из алюминиевого сплава АД31 (тонкостенная деталь) и заглушкой 2 или заправочным штуцером 3 из алюминиевого сплава АД1 (толстостенная деталь) размещают в вакуумной камере электронно-лучевой установки. Тип С14 сварного соединения N1 свариваемого узла согласно ОСТ 90-1021-81 является ассиметричным.
Процесс сварки осуществляют в вакууме путем перемещения электронного луча с симметричной разверткой с заданной частотой (фиг. 2) по стыку тонкостенной и толстостенной деталей при их вращении вокруг продольной оси за два прохода.
Каждый проход при сварке осуществляют в нижнем положении при вращении тепловой трубы в манипуляторе с постоянной скоростью за постоянный промежуток времени, причем второй проход осуществляют не более чем через 30 секунд после завершения первого прохода из-за перезагрузки программ.
На первом проходе проводят облучение сварных кромок перед сваркой без оплавления на пониженном токе луча для удаления возможных загрязнений кромок свариваемых деталей (согласно п. 4.1.14 ОСТ 92-1151-81). На втором проходе при сварке замкнутых (кольцевых) соединений вывод луча производится после перекрытия участка, на котором ток луча увеличивается до рабочего значения (согласно п. 4.1.9 ОСТ 92-1151-81).
В качестве примера конкретной реализации предложенного способа рассмотрено осуществление сварки свариваемого узла, состоящего из тепловой трубы, выполненной из алюминиевого сплава АД 31, с диаметром 17 мм, толщиной стенки 2,75 мм и заглушки, выполненной из прутка алюминиевого сплава АД 1, с диаметром 17 мм.
После подготовки поверхности сварных соединений согласно ОСТ 92-1152-75 процесс сварки осуществляют по стыку деталей в два прохода в вакуумной камере электронно-лучевой установки типа СВ-112 путем перемещения электронного луча с симметричной разверткой типа круга с градиентом скорости с частотой 550-650 Гц.
Каждый проход осуществляют с постоянной скоростью 5,9 мм/с за постоянный промежуток времени (время, затраченное на один проход, составляет 9 секунд) и при ускоряющем напряжении 60 кВ.
Параметры развертки на первом проходе (термообработке) задаются в интерфейсе программного обеспечения установки значениями в процентном соотношении по оси X и Y, соответственно, 0,75 и 0,75; максимальный ток при этом составляет 10 мА.
Второй проход осуществляют не более, чем через 30 секунд после завершения первого прохода из-за перезагрузки программ. Параметры развертки на втором проходе задаются в интерфейсе программного обеспечения установки значениями в процентном соотношении по оси X и Y, соответственно, 0,5 и 0,5; максимальный ток составляет 20 мА.
Так как при первом проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0 до 180 градусов в 4 раза больше скорости движения электронного луча в интервале от 180 до 360 градусов, то материал сварного соединения не расплавлялся, а только разогревается. При втором проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0 до 180 градусов в 2 раза меньше скорости движения луча в интервале от 180 до 360 градусов, поэтому происходит сварка разогретого материала сварного соединения деталей разной толщины.
Из уровня техники известно (ГОСТ Р ИСО 857-1-2009), что величина погонной энергии имеет прямую зависимость от сварочного тока и ускоряющего напряжения, а также обратную зависимость от линейной скорости вращения свариваемых деталей вокруг продольной оси. Соответственно, оба прохода осуществляют с различной погонной энергией, а также при различном долевом распределении погонной энергии относительно стыка свариваемых деталей и постоянным снижением погонной энергии от начала и до конца прохода по линейной зависимости, при этом величину погонной энергии определяют из соотношения:

где U - ускоряющее напряжение, кВ;
V - линейная скорость свариваемых деталей вокруг продольной оси, м/с;
I - сварочный ток луча, А.
Величина суммарной погонной энергии за проход равна:

Так как величина погонной энергии за каждый проход распределяется относительно стыка деталей, то величина долевого распределения погонной энергии относительно стыка за проход определяют из соотношений:

где  - погонная энергия электронного луча на угловом интервале развертки от 0° до 180°, приходящаяся на тонкостенную деталь, Дж/м;
- погонная энергия электронного луча на угловом интервале развертки от 0° до 180°, приходящаяся на тонкостенную деталь, Дж/м;
 - погонная энергия электронного луча на угловом интервале развертки от 180° до 360°, приходящаяся на толстостенную деталь, Дж/м;
- погонная энергия электронного луча на угловом интервале развертки от 180° до 360°, приходящаяся на толстостенную деталь, Дж/м;
ν1 - скорость движения электронного луча в угловом интервале развертки от 0° до 180° на тонкостенной детали, м/с;
ν2 - скорость движения электронного луча в угловом интервале развертки от 180° до 360° на толстостенной детали, м/с;
Величину суммарной погонной энергии в каждом из проходов определяют соотношениями:

где  - погонная энергия электронного луча, затрачиваемая при первом проходе, Дж/м;
- погонная энергия электронного луча, затрачиваемая при первом проходе, Дж/м;
 - погонная энергия электронного луча, затрачиваемая при втором проходе, Дж/м.
- погонная энергия электронного луча, затрачиваемая при втором проходе, Дж/м.
При этом начальное значение погонной энергии при первом проходе находится в диапазоне от 91000 Дж/м до 101000 Дж/м, а начальное значение погонной энергии при втором проходе находится в диапазоне от 182000 Дж/м до 220000 Дж/м, конечное значение погонной энергии в каждом проходе определяют соотношением:

где 0,6≤k≤0,8;
 - начальное значение погонной энергии при проходе, Дж/м;
- начальное значение погонной энергии при проходе, Дж/м;
 - конечное значение погонной энергии при проходе, Дж/м;
- конечное значение погонной энергии при проходе, Дж/м;
Снижение погонной энергии от начала прохода и до конца прохода по линейной зависимости (5) осуществляли для того, чтобы скомпенсировать постоянное повышение температуры детали при сварке кольцевых соединений.
При первом проходе на стык деталей воздействуют импульсным расфокусированным лучом, а при втором проходе - импульсным сфокусированным лучом с частотой в диапазоне от 4 до 10 Гц.
При первом проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0° до 180° в 4 раза больше скорости движения электронного луча в интервале от 180° до 360°.
При втором проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0° до 180° в 2 раза меньше скорости движения луча в интервале от 180° до 360°.
Известно, что сварку плавлением алюминиевых сплавов следует вести в импульсном режиме, что понижает пористость сварного шва [Сварка алюминиевых сплавов / A.M. Дриц, В.В. Овчинников. М.: Издательский дом «Руда и Металлы», 2017. 440 с]. Использование импульсного режима с диапазоном частот импульсов от 1 Гц до 10 Гц определялся техническими возможностями используемого оборудования установки для электроннолучевой сварки типа СВ-112. Установлено, что данный режим обеспечивал необходимую степень пористости сварного шва.
Осуществление поставленной задачей демонстрируется следующим примерами.
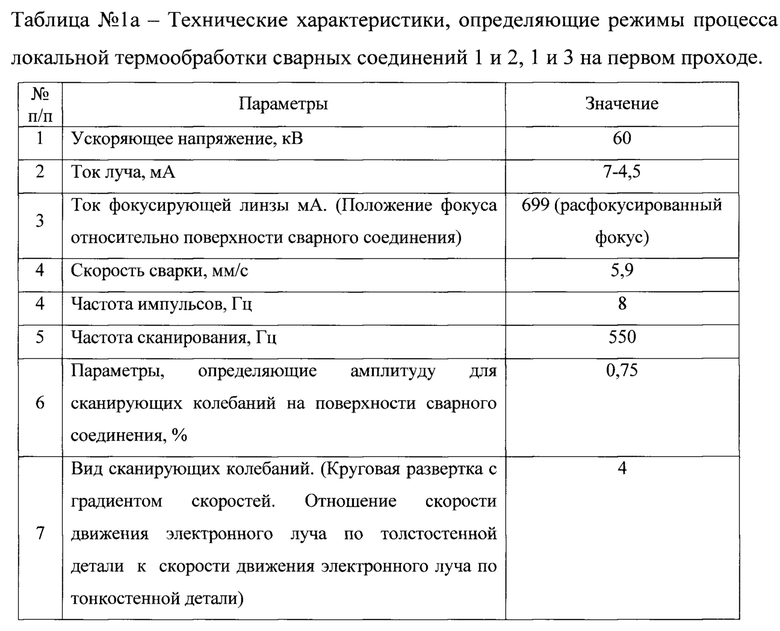
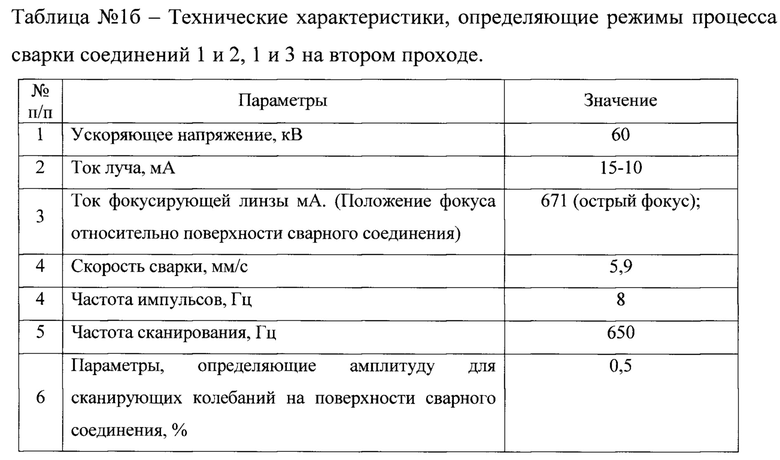
Пример 1. В начале осуществления предлагаемой технологии сварки тепловой трубы термообработку сварных соединений 1 и 2, 1 и 3 (первый проход) и сварку (второй проход) проводят на скорости 5,9 мм/с при начальном токе луча равном 7 мА при первом проходе и при начальном токе 15 мА при втором проходе с изменениями при полном обороте тепловой трубы до 4,5 мА и 10 мА соответственно. Временной промежуток между процессом термообработки при первом проходе и процессом сварки при втором проходе составлял не более 30 секунд. Остальные параметры, используемые при термообработке сварного соединения на первом проходе, представлены в Таблице №1а, при сварке на втором проходе - в Таблице №16.
Рентгенографический контроль соединений 1 и 2, 1 и 3 тепловой трубы выявил дефект в виде непровара в корне шва, что соответствовал о недостаточности погонной энергии для полного расплавления.
Пример 2. Увеличивали значение максимального (стартового) тока луча, необходимого для процесса термообработки на 1 проходе до 10 мА, а тока процесса сварки до 20 мА на втором проходе. С той же скоростью вели уменьшения токов на первом и втором проходах до 7 мА и 14 мА соответственно для термообработки и сварочного процесса. Остальные параметры, представленные таблицах №1а и №1б, не изменяли. Рентгенографический контроль сварных шов, дефектов в виде непроваров и прожогов не выявил. Таким образом, оптимальный режим сварочного процесса кольцевого сварного соединения осуществляли:
- при процессе термообработки на первом проходе с изменением погонной энергией ((10*60/5,9)=101) Дж/мм до ((7*60/5,9)=70) Дж/мм;
- при процессе сварки на втором проходе с изменением погонной энергии осуществляли от ((20*60/5,9)=203) Дж/мм и до (14*60/5,9)=141) Дж/мм.
Дальнейшие эксперименты показали, что изменение погонной энергии в начале термообработки находятся в интервале от 91000 Дж/м до 101000 Дж/м и изменение погонной энергии в случае сварки в - интервале от 182000 Дж/м до 220000 Дж/м, причем снижение погонной энергии от начала прохода и до конца прохода осуществляли по линейной зависимости от угла поворота и конечные значения определяли из зависимости
где 0,6≤k≤0,8;
В сварных швах, сваренных на данных режимах, образование дефектов в виде непроваров и прожогов не обнаружено.
Пример 3. Термообработку и сварку вели по режиму второго примера. Были сварены соединения 1 и 2, 1 и 3 тепловой трубы диаметром 20 мм с толщиной кромок сварного соединена 2 мм. Рентгенографический контроль сварных соединений показал на наличие непровара и пор.
Пример 4. При использовании режима по примеру 3 были сварены соединения 1 и 2, 1 и 3 тепловой трубы диаметром 11 мм с толщиной кромок 2 мм. Внешний осмотр сварного шва выявил прожог и оплавление кромок заглушки 2 и штуцера 3. Наличие дефектов в сварных швах {примеры 3 и 4) и их отсутствие {пример 2) при равных толщинах кромок сварных соединений, одинаковых режимах термообработки, сварки обусловлены разной массой тепловых труб.
В связи с асимметрией свариваемых соединений 1 и 2, 1 и 3 было выполнено исследование трех случаев распределения энерговложения в сварное соединение.
Пример 5. Использовали режим примера 2. Термообработку и сварку вели с однородным распределением энерговложения в сварное соединение 1 и 2, 1 и 3. Отношение скоростей движения над свариваемыми соединениями 1 и 2, 1 и 3 равно единице. После сварки выполняли рентгенографический контроль сварного шва, были выявлены поры. В результате был сделан вывод, что при движении электронного луча по стыку без деления энерговложения в сварное соединение, происходит образование пор, источником которых является АД 31.
Пример 6. С такими же режимами сварки, что и в примере 5, были сварены тепловые трубы, при термообработке сварных соединений 1 и 2, 1 и 3 энерговложение в четыре раза было больше в сплав АД 31, чем АД 1, а при сварке с асимметричной разверткой энерговложение в материал сварного соединения АД 1 было в два раза больше чем в АД 31. Рентгенографический контроль сварных шов дефектов не выявил.
Пример 7. Уменьшили энерговложение, приходящего над АД 31, в 10 раз Рентгенографический контроль в корне сварного шва выявил непровар, возникший из-за нехватки теплового вложения для расплавления сплава АД 31.
В примерах 8-10 использовали три режима предлагаемой технологии сварки рассматриваемых сварных соединений 1 и 2, 1 и 3 для оптимальных частот воздействий электронного луча.
Пример 8. По режиму примера 2 вели сварку в два прохода с использованием импульсов с частотой 3 Гц. Внешний осмотр сварных шов выявил трещины.
Пример 9. По режиму примера 2 вели сварку в два прохода с использование импульсов электронного луча с частотой 9 Гц. Внешний осмотр сварных шов дефектов (пор и трещин) не выявил.
Пример 10. По режиму примера 2 вели сварку в два прохода с использованием импульсов электронного луча с частотой 10 Гц. После сварки выполняли внешний осмотр сварного шва, была выявлена пора. Размер выявленной поры в три раза меньше допустимой по ОСТ 90-1114-80.
Полученные швы алюминиевых сплавов, сваренные на режимах примера 2, были подвергнуты рентгенографическому контролю на наличие дефектов. Согласно данным исследованиям дефектов в сварных швах не обнаружены. Металлографические исследования показали отсутствие окисных пленок и газовых пор (фиг. 3). Испытания на прочность и герметичность показали, что прочностные характеристики соответствуют требованиям конструкторской документации. Рентгенографические исследования подтвердили однородность проплава сварных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальных сварных конструкций | 2024 |
|
RU2839592C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2644491C2 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2012 |
|
RU2505385C1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ | 2001 |
|
RU2239531C2 |
| Способ сварки деталей из жаропрочных сплавов на никелевой основе с использованием лазерного излучения | 2020 |
|
RU2752822C1 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из высокопрочных алюминиевых сплавов | 2019 |
|
RU2708724C1 |
Изобретение относится к области электронно-лучевой сварки кольцевых соединений и может быть использовано для изготовления легких конструкций из алюминиевых сплавов с высокими требованиями по прочности и герметичности сварного шва, в том числе при производстве тепловых труб для систем обеспечения тепловых режимов и терморегулирования космических аппаратов. Электронно-лучевая сварка осуществляется для кольцевого соединения тонкостенной и толстостенной деталей, выполненных из алюминиевых сплавов с разной температуропроводностью и свариваемостью, при этом температуропроводность сплава тонкостенной детали меньше температуропроводности сплава толстостенной детали. Сборку свариваемых деталей производят встык с направлением на стык электронного луча и осуществлением сварки путем перемещения электронного луча с симметричной разверткой по стыку деталей при их вращении вокруг продольной оси. Сварку осуществляют за два прохода путем полного оборота деталей вокруг продольной оси в каждом проходе и при постоянном снижении величины погонной энергии в начале прохода до величины погонной энергии в конце прохода. Начальное значение погонной энергии при первом проходе выбирают в диапазоне от 91000 Дж/м до 101000 Дж/м, а начальное значение погонной энергии при втором проходе в диапазоне от 182000 Дж/м до 220000 Дж/м, причем при первом проходе на стык деталей воздействуют импульсным расфокусированным или сфокусированным лучом, а при втором проходе импульсным сфокусированным лучом, при этом импульсное воздействие электронного луча осуществляют с частотой в диапазоне от 4 до 10 Гц. Достигается повышение качества кольцевого сварного соединения толстостенной и тонкостенной деталей, выполненных из алюминиевых сплавов с разной температуропроводностью и свариваемостью. 3 з.п. ф-лы, 3 ил., 2 табл., 10 пр.
1. Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из алюминиевых сплавов с разной температуропроводностью и свариваемостью, при этом температуропроводность сплава тонкостенной детали меньше температуропроводности сплава толстостенной детали, включающий сборку деталей встык, направление электронного луча на стык и осуществление сварки путем перемещения электронного луча с симметричной разверткой по стыку деталей при их вращении вокруг продольной оси, отличающийся тем, что сварку осуществляют за два прохода путем полного оборота деталей вокруг продольной оси в каждом проходе и при постоянном снижении величины погонной энергии  , Дж/м, в начале прохода до величины погонной энергии
, Дж/м, в начале прохода до величины погонной энергии  , Дж/м, в конце прохода по линейной зависимости
, Дж/м, в конце прохода по линейной зависимости
где 0,6≤k≤0,8, при этом оба прохода осуществляют с различной погонной энергией электронного луча и при различном долевом распределении погонной энергии относительно стыка свариваемых деталей, при этом величину суммарной погонной энергии Е, Дж/м, в начале каждого прохода определяют из соотношения:
где  - начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 0° до 180°, приходящаяся на тонкостенную деталь, Дж/м;
- начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 0° до 180°, приходящаяся на тонкостенную деталь, Дж/м;
 - начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 180° до 360°, приходящаяся на толстостенную деталь, Дж/м;
- начальная величина долевого распределения погонной энергии относительно стыка на угловом интервале развертки от 180° до 360°, приходящаяся на толстостенную деталь, Дж/м;
при этом
где U - ускоряющее напряжение, кВ;
V - линейная скорость свариваемых деталей вокруг продольной оси, м/с;
I - сварочный ток луча, А;
ν1 - скорость движения электронного луча в угловом интервале развертки от 0° до 180° на тонкостенной детали, м/с;
ν2 - скорость движения электронного луча в угловом интервале развертки от 180° до 360° на толстостенной детали, м/с;
причем начальную величину погонной энергии за первый  и второй
и второй  проходы определяют из соотношений:
проходы определяют из соотношений:
где  - начальная погонная энергия электронного луча, затрачиваемая при первом проходе, Дж/м;
- начальная погонная энергия электронного луча, затрачиваемая при первом проходе, Дж/м;
 - начальная погонная энергия электронного луча, затрачиваемая при втором проходе, Дж/м;
- начальная погонная энергия электронного луча, затрачиваемая при втором проходе, Дж/м;
при этом начальное значение погонной энергии при первом проходе выбирают в диапазоне от 91000 Дж/м до 101000 Дж/м, а начальное значение погонной энергии при втором проходе - в диапазоне от 182000 Дж/м до 220000 Дж/м, причем при первом проходе на стык деталей воздействуют импульсным расфокусированным или сфокусированным лучом, а при втором проходе - импульсным сфокусированным лучом, при этом импульсное воздействие электронного луча осуществляют с частотой в диапазоне от 4 до 10 Гц.
2. Способ по п. 1, отличающийся тем, что при первом проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0° до 180° в 4 раза больше скорости движения электронного луча в интервале от 180° до 360°.
3. Способ по п. 1, отличающийся тем, что при втором проходе скорость движения электронного луча по круговой развертке в угловом интервале от 0° до 180° в 2 раза меньше скорости движения луча в интервале от 180° до 360°.
4. Способ по п. 1, отличающийся тем, что тонкостенная деталь выполнена из алюминиевого сплава АД 31, а толстостенная деталь - из АД 1.
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из высокопрочных алюминиевых сплавов | 2019 |
|
RU2708724C1 |
| SU 792725 A1, 10.05.1997 | |||
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| US 20140124483 A1, 08.05.2014 | |||
| JP 10015671 A, 20.01.1998 | |||
| JP 2015147237 A, 20.08.2015. | |||
